ട്രാക്ഷൻ മോട്ടോർ tl 2k. ഉപയോഗിച്ച സാഹിത്യങ്ങളുടെ പട്ടിക
ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോർ TL-2K1
ഉദ്ദേശ്യവും സാങ്കേതിക ഡാറ്റയും. TL-2K.1 DC ട്രാക്ഷൻ മോട്ടോർ (ചിത്രം 30) കോൺടാക്റ്റ് നെറ്റ്വർക്കിൽ നിന്ന് ലഭിക്കുന്ന വൈദ്യുതോർജ്ജത്തെ മെക്കാനിക്കൽ ഊർജ്ജമാക്കി മാറ്റാൻ രൂപകൽപ്പന ചെയ്തിട്ടുള്ളതാണ്. എഞ്ചിൻ ആർമേച്ചർ ഷാഫ്റ്റിൽ നിന്നുള്ള ടോർക്ക് ഇരട്ട-വശങ്ങളുള്ള സിംഗിൾ-സ്റ്റേജ് സിലിണ്ടർ ഹെലിക്കൽ ഗിയറിലൂടെ വീൽസെറ്റിലേക്ക് കൈമാറ്റം ചെയ്യപ്പെടുന്നു. ഈ ട്രാൻസ്മിഷൻ ഉപയോഗിച്ച്, മോട്ടോർ ബെയറിംഗുകൾക്ക് അക്ഷീയ ദിശയിൽ അധിക ലോഡുകൾ ലഭിക്കുന്നില്ല.
ഇലക്ട്രിക് മോട്ടോറിന്റെ സസ്പെൻഷൻ സപ്പോർട്ട്-ആക്സിയൽ ആണ്. ഒരു വശത്ത്, ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ വീൽസെറ്റിന്റെ ആക്സിലിൽ മോട്ടോർ-ആക്സിൽ ബെയറിംഗുകളും മറുവശത്ത്, ഹിംഗഡ് സസ്പെൻഷനിലൂടെയും റബ്ബർ വാഷറുകളിലൂടെയും ബോഗി ഫ്രെയിമിലും ഇത് വിശ്രമിക്കുന്നു. ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ ഏറ്റവും ഉയർന്ന വേഗതയിൽ (ചിത്രം 31) ട്രാക്ഷൻ മോട്ടോറിന് ഉയർന്ന പവർ യൂട്ടിലൈസേഷൻ ഫാക്ടർ (0.74) ഉണ്ട്.
വെന്റിലേഷൻ സിസ്റ്റം സ്വതന്ത്രവും അക്ഷീയവുമാണ്, മുകളിൽ നിന്ന് കളക്ടർ ചേമ്പറിലേക്ക് വെന്റിലേഷൻ വായു വിതരണം ചെയ്യുകയും എഞ്ചിൻ അക്ഷത്തിൽ എതിർവശത്ത് നിന്ന് മുകളിലേക്ക് ഡിസ്ചാർജ് ചെയ്യുകയും ചെയ്യുന്നു (ചിത്രം 32). ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന് എട്ട് ട്രാക്ഷൻ മോട്ടോറുകളുണ്ട്. TL-2K1 എഞ്ചിന്റെ സാങ്കേതിക ഡാറ്റ ഇപ്രകാരമാണ്:
മോട്ടോർ ടെർമിനൽ വോൾട്ടേജ്.... 1500 V
ക്ലോക്ക് കറന്റ്................480 എ
ക്ലോക്ക് പവർ......670 kW
ക്ലോക്ക് റൊട്ടേഷൻ വേഗത, . , 790 ആർപിഎം
തുടർച്ചയായ കറന്റ്. , . , 410 എ
തുടർച്ചയായ ഡ്യൂട്ടി പവർ.... 575 kW
തുടർച്ചയായ ഭ്രമണ വേഗത, 830 ആർപിഎം
ആവേശം. ...... സ്ഥിരതയുള്ള
ഇൻസുലേഷൻ ക്ലാസും വിൻഡിംഗിന്റെ ചൂട് പ്രതിരോധവും
അവതാരകർ...............ബി
പോൾ സിസ്റ്റത്തിന്റെ ചൂട് പ്രതിരോധത്തിനുള്ള ഇൻസുലേഷൻ ക്ലാസ് ................. എഫ്
മിതമായ ധരിക്കുന്ന ബാൻഡേജുകളുള്ള ഏറ്റവും ഉയർന്ന റൊട്ടേഷൻ വേഗത................1690 ആർപിഎം
പിന്തുണ-ആക്സിയൽ എഞ്ചിൻ സസ്പെൻഷൻ
ഗിയർ അനുപാതം.........88/23-3,826
20 ° C താപനിലയിൽ പ്രധാന ധ്രുവങ്ങളുടെ വളവുകളുടെ പ്രതിരോധം........ 0.025 ഓം
20 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ അധിക ധ്രുവങ്ങളുടെയും നഷ്ടപരിഹാര വിൻഡിംഗുകളുടെയും വിൻഡിംഗുകളുടെ പ്രതിരോധം. 0.0356"
20C - 0.0317 Ohm-ൽ അർമേച്ചർ വിൻഡിംഗ് പ്രതിരോധം
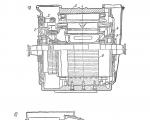
ഡിസൈൻ. TL-2K1 ട്രാക്ഷൻ മോട്ടോറിൽ ഒരു ഫ്രെയിം 3 (ചിത്രം 33), ഒരു ആർമേച്ചർ 6, ഒരു ബ്രഷ് ഉപകരണം 2, ബെയറിംഗ് ഷീൽഡുകൾ 1, 4 എന്നിവ അടങ്ങിയിരിക്കുന്നു.
എഞ്ചിന്റെ കോർ (ചിത്രം 34) സ്റ്റീൽ ഗ്രേഡ് 25L-P കൊണ്ട് നിർമ്മിച്ച ഒരു സിലിണ്ടർ കാസ്റ്റിംഗ് ആണ്, കൂടാതെ ഒരു കാന്തിക കണ്ടക്ടറായും പ്രവർത്തിക്കുന്നു. ആറ് പ്രധാന, ആറ് അധിക ധ്രുവങ്ങൾ, ആറ് ബ്രഷ് ഹോൾഡറുകളുള്ള ഒരു കറങ്ങുന്ന ബീം, മോട്ടോർ ആർമേച്ചർ കറങ്ങുന്ന റോളർ ബെയറിംഗുകളുള്ള ഷീൽഡുകൾ എന്നിവ അതിനോട് ഘടിപ്പിച്ചിരിക്കുന്നു.
ഇലക്ട്രിക് മോട്ടോർ ഫ്രെയിമിലേക്ക് ബെയറിംഗ് ഷീൽഡുകൾ സ്ഥാപിക്കുന്നത് ഇനിപ്പറയുന്ന ക്രമത്തിലാണ് നടത്തുന്നത്: പോളും നഷ്ടപരിഹാര കോയിലുകളുമുള്ള അസംബിൾ ചെയ്ത ഫ്രെയിം കമ്മ്യൂട്ടേറ്ററിന് എതിർവശത്ത് മുകളിലേക്ക് സ്ഥാപിച്ചിരിക്കുന്നു. ഒരു ഇൻഡക്ഷൻ ഹീറ്റർ ഉപയോഗിച്ച്, കഴുത്ത് 100-150 ° C താപനിലയിൽ ചൂടാക്കി, ഷീൽഡ് തിരുകുകയും സ്റ്റീൽ 45 കൊണ്ട് നിർമ്മിച്ച എട്ട് M24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. തുടർന്ന് ഫ്രെയിം 180 ° തിരിയുന്നു, ആങ്കർ താഴ്ത്തി, യാത്ര ചെയ്യുന്നു ഇൻസ്റ്റാൾ ചെയ്തു, മുകളിൽ വിവരിച്ച അതേ രീതിയിൽ മറ്റൊരു ഷീൽഡ് തിരുകുകയും എട്ട് M24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് സുരക്ഷിതമാക്കുകയും ചെയ്യുന്നു. പുറം പ്രതലത്തിൽ, മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളുടെ ആക്സിൽ ബോക്സുകൾ ഘടിപ്പിക്കുന്നതിന് ഫ്രെയിമിന് രണ്ട് ലഗുകൾ ഉണ്ട്, എഞ്ചിൻ തൂക്കിയിടുന്നതിനുള്ള ഒരു ലഗും നീക്കം ചെയ്യാവുന്ന ബ്രാക്കറ്റും, ഗതാഗതത്തിനുള്ള സുരക്ഷാ ലഗുകളും ലഗുകളും. കളക്ടറുടെ വശത്ത് ബ്രഷ് ഉപകരണത്തിന്റെയും കളക്ടറുടെയും പരിശോധനയ്ക്കായി രൂപകൽപ്പന ചെയ്ത മൂന്ന് ഹാച്ചുകൾ ഉണ്ട്. ഹാച്ചുകൾ 7, I, 15 (ചിത്രം 33 കാണുക) കവറുകൾ ഉപയോഗിച്ച് ഹെർമെറ്റിക്കായി അടച്ചിരിക്കുന്നു.
മുകളിലെ മനിഫോൾഡ് ഹാച്ചിന്റെ 7 കവർ ഫ്രെയിമിലേക്ക് ഒരു പ്രത്യേക സ്പ്രിംഗ് ലോക്ക് ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു, താഴത്തെ ഹാച്ചിന്റെ 15 കവർ ഒരു M20 ബോൾട്ടും ഒരു പ്രത്യേക ബോൾട്ടും ഒരു കോയിൽ സ്പ്രിംഗ് ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു, കൂടാതെ രണ്ടാമത്തെ താഴത്തെ ഹാച്ചിന്റെ 11 കവർ സുരക്ഷിതമാക്കിയിരിക്കുന്നു. നാല് M12 ബോൾട്ടുകൾ.

എയർ വിതരണത്തിനായി ഒരു വെന്റിലേഷൻ ഹാച്ച് 18 ഉണ്ട്. വെന്റിലേഷൻ എയർ കളക്ടർക്ക് എതിർവശത്ത് നിന്ന് പുറത്തുകടക്കുന്നു, ബെയറിംഗ് ഷീൽഡിലും ഫ്രെയിമിലും ഘടിപ്പിച്ചിരിക്കുന്ന ഒരു പ്രത്യേക കേസിംഗ് 5 വഴി. 120 എംഎം2 ക്രോസ്-സെക്ഷണൽ ഏരിയയുള്ള PMU-4000 കേബിൾ ഉപയോഗിച്ചാണ് മോട്ടോറിൽ നിന്നുള്ള ഔട്ട്പുട്ടുകൾ നിർമ്മിച്ചിരിക്കുന്നത്. സംയോജിത ഇംപ്രെഗ്നേഷനോടുകൂടിയ ടാർപോളിൻ കവറുകളാൽ കേബിളുകൾ സംരക്ഷിക്കപ്പെടുന്നു. കേബിളുകൾക്ക് Ya, YaYa, K, KK എന്നീ പേരുകളുള്ള പോളിക്ലോർ വിനൈൽ ട്യൂബുകൾ കൊണ്ട് നിർമ്മിച്ച ലേബലുകൾ ഉണ്ട്. ഔട്ട്പുട്ട് കേബിളുകൾ I ഉം YaYa (ചിത്രം 35) അർമേച്ചറിന്റെ വിൻഡിംഗുകൾ, അധിക ധ്രുവങ്ങൾ, നഷ്ടപരിഹാരം എന്നിവയുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ ഔട്ട്പുട്ട് കേബിളുകൾ K, KK എന്നിവ പ്രധാന ധ്രുവങ്ങളുടെ വിൻഡിംഗുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു.
പ്രധാന ധ്രുവങ്ങൾ 13 (ചിത്രം 33 കാണുക) 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഷീറ്റ് ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഗ്രേഡ് 1312 കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, റിവറ്റുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും നാല് M24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഫ്രെയിമിലേക്ക് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. പ്രധാന പോൾ കോറിനും ഫ്രെയിമിനുമിടയിൽ 0.5 എംഎം കട്ടിയുള്ള ഒരു സ്റ്റീൽ സ്പെയ്സർ ഉണ്ട്. 19 തിരിവുകളുള്ള പ്രധാന പോൾ കോയിൽ 12, 1.95xx65 മില്ലിമീറ്റർ അളവുകളുള്ള മൃദുവായ JIMM കോപ്പർ ടേപ്പ് കൊണ്ട് നിർമ്മിച്ച ഒരു വാരിയെല്ലിൽ മുറിവുണ്ടാക്കി, ഫ്രെയിമിന്റെ ആന്തരിക ഉപരിതലത്തോട് ചേർന്നുനിൽക്കുന്നത് ഉറപ്പാക്കാൻ ആരത്തിൽ വളച്ചിരിക്കുന്നു.
എഞ്ചിന്റെ പ്രകടനം മെച്ചപ്പെടുത്തുന്നതിന്, ഒരു നഷ്ടപരിഹാര വിൻഡിംഗ് 14 ഉപയോഗിക്കുന്നു, പ്രധാന ധ്രുവങ്ങളുടെ നുറുങ്ങുകളിൽ സ്റ്റാമ്പ് ചെയ്ത ഗ്രൂവുകളിൽ സ്ഥിതിചെയ്യുന്നു, കൂടാതെ അർമേച്ചർ വിൻഡിംഗുമായി ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു. 3.28X22 മില്ലിമീറ്റർ അളവുകളുള്ള പിഎംഎം മൃദുവായ ചതുരാകൃതിയിലുള്ള ചെമ്പ് വയർ പിഎംഎമ്മിൽ നിന്ന് മുറിവേറ്റ ആറ് കോയിലുകൾ നഷ്ടപരിഹാര വിൻഡിംഗിൽ അടങ്ങിയിരിക്കുന്നു, കൂടാതെ 10 തിരിവുകളുമുണ്ട്. ഓരോ ഗ്രോവിലും രണ്ട് തിരിവുകൾ അടങ്ങിയിരിക്കുന്നു. ബോഡി ഇൻസുലേഷനിൽ 0.1 എംഎം GOST 13184-78 കനം ഉള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-SPl, 0.03 മില്ലീമീറ്റർ കട്ടിയുള്ള ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളി, 0.1 കനം ഉള്ള ഗ്ലാസ് ടേപ്പ് LES എന്നിവയുടെ ആറ് പാളികൾ അടങ്ങിയിരിക്കുന്നു. മില്ലീമീറ്റർ, ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് വെച്ചു. കോയിൽ ഇൻസുലേഷനിൽ ഒരേ ബ്രാൻഡിന്റെ ഗ്ലാസ് മൈക്ക ടേപ്പിന്റെ ഒരു പാളി ഉണ്ട്; ഇത് ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പിലാണ് സ്ഥാപിച്ചിരിക്കുന്നത്. ഗ്രോവുകളിലെ നഷ്ടപരിഹാര വിൻഡിംഗ് ടെക്സ്റ്റോലൈറ്റ് ഗ്രേഡ് ബി ഉപയോഗിച്ച് നിർമ്മിച്ച വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. TEVZ-ലെ നഷ്ടപരിഹാര കോയിലുകളുടെ ഇൻസുലേഷൻ ഫിക്ചറുകളിൽ, NEVZ-ൽ - കാമ്പിൽ ചുട്ടെടുക്കുന്നു.

അധിക ധ്രുവങ്ങൾ 10 ന്റെ കോറുകൾ ഉരുട്ടിയ പ്ലേറ്റുകളോ ഫോർജിംഗുകളോ ഉപയോഗിച്ച് നിർമ്മിച്ചതാണ്, കൂടാതെ മൂന്ന് M20 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഫ്രെയിമിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു. അധിക ധ്രുവങ്ങളുടെ സാച്ചുറേഷൻ കുറയ്ക്കുന്നതിന്, അധിക ധ്രുവങ്ങളുടെ ഫ്രെയിമിനും കോറുകൾക്കുമിടയിൽ 8 മില്ലീമീറ്റർ കട്ടിയുള്ള ഡയമാഗ്നെറ്റിക് സ്പെയ്സറുകൾ നൽകിയിരിക്കുന്നു. അധിക ധ്രുവങ്ങൾ 9 ന്റെ കോയിലുകൾ 6x20 മില്ലിമീറ്റർ അളവുകളുള്ള മൃദുവായ കോപ്പർ വയർ PMM ന്റെ അരികിൽ മുറിവുണ്ടാക്കി, ഓരോന്നിനും 10 തിരിവുകൾ ഉണ്ട്. ഈ കോയിലുകളുടെ ബോഡിയും കവർ ഇൻസുലേഷനും പ്രധാന പോൾ കോയിലുകളുടെ ഇൻസുലേഷന് സമാനമാണ്. ഇന്റർടേൺ ഇൻസുലേഷനിൽ 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ആസ്ബറ്റോസ് ഗാസ്കറ്റുകൾ അടങ്ങിയിരിക്കുന്നു, ഇത് വാർണിഷ് KO-919 GOST 16508-70 ഉപയോഗിച്ച് പൂരിതമാണ്.
Novocherkask ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് പ്ലാന്റ് TL-2K1 ട്രാക്ഷൻ മോട്ടോർ ഉത്പാദിപ്പിക്കുന്നു, മോണോലിറ്റ് 2 സിസ്റ്റത്തിന്റെ ഇൻസുലേഷൻ ഉപയോഗിച്ചാണ് പോൾ സിസ്റ്റം (പ്രധാന, അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ) നിർമ്മിക്കുന്നത്. കോയിലുകളുടെ ഭവന ഇൻസുലേഷൻ. ഗ്ലാസ് മൈക്ക ടേപ്പ് 0.13X25 mm LS40Ru-TT കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, TU OTN.504.002-73 അനുസരിച്ച് കോയിലുകൾ എപ്പോക്സി സംയുക്തമായ EMT-1 അല്ലെങ്കിൽ EMT-2 ൽ സന്നിവേശിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ കോറുകൾക്കും രൂപത്തിനും ഒപ്പം ചേർക്കുന്നു. ഒരു കഷണം മോണോബ്ലോക്ക്. മോണോബ്ലോക്കിൽ 10 മില്ലീമീറ്റർ കട്ടിയുള്ള ഡയമാഗ്നെറ്റിക് ഗാസ്കട്ട് ഘടിപ്പിച്ചിരിക്കുന്നു, ഇത് ഒരേസമയം കോയിൽ സുരക്ഷിതമാക്കാൻ സഹായിക്കുന്നു. പ്രധാന പോൾ കോയിൽ മുൻഭാഗങ്ങളിൽ സ്പെയ്സറിൽ രണ്ട് വെഡ്ജുകൾ ഉപയോഗിച്ച് കാമ്പിലെ ചലനത്തിനെതിരെ അടച്ചിരിക്കുന്നു.
ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറിന്റെ ബ്രഷ് ഉപകരണം (ചിത്രം 36) ഒരു കറങ്ങുന്ന മെക്കാനിസത്തോടുകൂടിയ ഒരു സ്പ്ലിറ്റ്-ടൈപ്പ് ട്രാവർസ് 1, ആറ് ബ്രാക്കറ്റുകൾ 3, ആറ് ബ്രഷ് ഹോൾഡറുകൾ 4 എന്നിവ ഉൾക്കൊള്ളുന്നു.

ട്രാവേഴ്സ് സ്റ്റീൽ ആണ്, ഒരു ചാനൽ വിഭാഗത്തിന്റെ കാസ്റ്റിംഗിന് പുറത്തെ റിം സഹിതം ഒരു ഗിയർ റിംഗ് ഉണ്ട്, അത് ടേണിംഗ് മെക്കാനിസത്തിന്റെ ഗിയർ 2 (ചിത്രം 37) ഉപയോഗിച്ച് മെഷ് ചെയ്യുന്നു. മുകളിലെ കളക്ടർ ഹാച്ചിന്റെ പുറം ഭിത്തിയിൽ സ്ഥാപിച്ചിരിക്കുന്ന ഒരു ലോക്കിംഗ് ബോൾട്ട് 3 ഉപയോഗിച്ച് ബ്രഷ് ഉപകരണത്തിന്റെ യാത്ര ഉറപ്പിക്കുകയും ഫ്രെയിമിൽ ലോക്ക് ചെയ്യുകയും ചെയ്യുന്നു, കൂടാതെ ലോക്കിംഗ് ഉപകരണം 1 ന്റെ രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് ബെയറിംഗ് ഷീൽഡിന് നേരെ അമർത്തി: ഒന്ന്. ഫ്രെയിം, മറ്റൊന്ന് തൂങ്ങിക്കിടക്കുന്ന ഭാഗത്ത്. 50 എംഎം 2 ക്രോസ്-സെക്ഷണൽ ഏരിയയുള്ള പിഎസ് -4000 കേബിളുകൾ ഉപയോഗിച്ചാണ് ട്രാവേഴ്സ് ബ്രാക്കറ്റുകളുടെ ഇലക്ട്രിക്കൽ കണക്ഷൻ നിർമ്മിച്ചിരിക്കുന്നത്. ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകൾ വേർപെടുത്താവുന്നവയാണ് (രണ്ട് ഭാഗങ്ങളിൽ), ട്രാവേഴ്സിൽ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുള്ള രണ്ട് ഇൻസുലേറ്റിംഗ് പിന്നുകളിൽ M20 ബോൾട്ടുകൾ ഘടിപ്പിച്ചിരിക്കുന്നു (ചിത്രം 36 കാണുക). വിരലുകളുടെ സ്റ്റീൽ സ്റ്റഡുകൾ AG-4V മോൾഡിംഗ് സംയുക്തം ഉപയോഗിച്ച് അമർത്തി, പോർസലൈൻ ഇൻസുലേറ്ററുകൾ അവയിൽ ഘടിപ്പിച്ചിരിക്കുന്നു.
ബ്രഷ് ഹോൾഡറിന് (ചിത്രം 38) രണ്ട് സിലിണ്ടർ സ്പ്രിംഗുകൾ ഉണ്ട് / ടെൻഷനിൽ പ്രവർത്തിക്കുന്നു. ബ്രഷ് ഹോൾഡർ ഹൗസിംഗ് 2 ലെ ദ്വാരത്തിലേക്ക് തിരുകിയ ഒരു അച്ചുതണ്ടിലേക്ക് സ്പ്രിംഗുകൾ ഒരു അറ്റത്ത് ഉറപ്പിച്ചിരിക്കുന്നു, മറ്റേ അറ്റത്ത് സ്ക്രൂ 5 ഉപയോഗിച്ച് പ്രഷർ പിൻ 4 ന്റെ അച്ചുതണ്ടിലേക്ക്, ഇത് സ്പ്രിംഗ് ടെൻഷൻ നിയന്ത്രിക്കുന്നു. പ്രസ്സിംഗ് മെക്കാനിസത്തിന്റെ ചലനാത്മകത തിരഞ്ഞെടുത്തിരിക്കുന്നതിനാൽ ഓപ്പറേറ്റിംഗ് ശ്രേണിയിൽ അത് ബ്രഷിൽ ഏതാണ്ട് സ്ഥിരമായ സമ്മർദ്ദം നൽകുന്നു 3. കൂടാതെ, ബ്രഷിന്റെ അനുവദനീയമായ പരമാവധി വസ്ത്രങ്ങൾ എത്തുമ്പോൾ, ബ്രഷിലെ വിരൽ 4 അമർത്തുന്നത് യാന്ത്രികമായി നിർത്തുന്നു. ജീർണ്ണിച്ച ബ്രഷുകളുടെ ഫ്ലെക്സിബിൾ വയറുകളാൽ കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഉപരിതലത്തിന് കേടുപാടുകൾ സംഭവിക്കുന്നത് ഇത് തടയുന്നു. റബ്ബർ ഷോക്ക് അബ്സോർബറുകളുള്ള 2(8X50XX60) മില്ലിമീറ്റർ അളവുകളുള്ള EG-61 ബ്രാൻഡിന്റെ രണ്ട് സ്പ്ലിറ്റ് ബ്രഷുകൾ ബ്രഷ് ഹോൾഡറിന്റെ വിൻഡോകളിൽ ചേർത്തിരിക്കുന്നു. ബ്രഷ് ഹോൾഡറുകൾ ഒരു പിൻ, നട്ട് എന്നിവ ഉപയോഗിച്ച് ബ്രാക്കറ്റിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു. കമ്മ്യൂട്ടേറ്റർ ക്ഷീണിക്കുമ്പോൾ ഉയരത്തിൽ ജോലി ചെയ്യുന്ന ഉപരിതലവുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ബ്രഷ് ഹോൾഡറിന്റെ സ്ഥാനം കൂടുതൽ വിശ്വസനീയമായ ഉറപ്പിക്കുന്നതിനും ക്രമീകരിക്കുന്നതിനും, ബ്രഷ് ഹോൾഡറിന്റെയും ബ്രാക്കറ്റിന്റെയും ശരീരത്തിൽ ചീപ്പുകൾ നൽകിയിരിക്കുന്നു.
മോട്ടോറിന്റെ അർമേച്ചറിൽ (ചിത്രം 39, 40) ഒരു കമ്മ്യൂട്ടേറ്റർ അടങ്ങിയിരിക്കുന്നു, കോർ 5 ന്റെ ആഴങ്ങളിലേക്ക് തിരുകിയ ഒരു വൈൻഡിംഗ് (ചിത്രം 39 കാണുക), ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഗ്രേഡ് 1312 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള വാർണിഷ് ഷീറ്റുകളുടെ ഒരു പാക്കേജിൽ കൂട്ടിച്ചേർക്കുന്നു, ഒരു സ്റ്റീൽ ബുഷിംഗ് 4, ഒരു പിൻ 7, ഫ്രണ്ട് 3 പ്രഷർ വാഷറുകൾ, ഷാഫ്റ്റ് 8. കാമ്പിൽ വെന്റിലേഷൻ വായു കടന്നുപോകുന്നതിന് ഒരു നിര അക്ഷീയ ദ്വാരങ്ങളുണ്ട്. ഫ്രണ്ട് പ്രഷർ വാഷർ 3 ഒരേസമയം കളക്ടർ ബോഡിയായി വർത്തിക്കുന്നു. എല്ലാ അർമേച്ചർ ഭാഗങ്ങളും ഒരു സാധാരണ ബോക്സ് ആകൃതിയിലുള്ള സ്ലീവ് 4-ൽ കൂട്ടിച്ചേർക്കുന്നു, അർമേച്ചർ ഷാഫ്റ്റ് 5-ൽ അമർത്തി, അത് മാറ്റിസ്ഥാപിക്കുന്നത് സാധ്യമാക്കുന്നു.

ആർമേച്ചറിന് 75 കോയിലുകളും 25 സെക്ഷണൽ ഇക്വലൈസിംഗ് കണക്ഷനുകളും ഉണ്ട് 2. വൈൻഡിംഗിന്റെയും വെഡ്ജുകളുടെയും അറ്റങ്ങൾ കളക്ടർ പ്ലേറ്റുകളുടെ കോക്കറലുകളുമായി ബന്ധിപ്പിക്കുന്നത് / ഉയർന്ന ഫ്രീക്വൻസി കറന്റുകളുള്ള ഒരു പ്രത്യേക ഇൻസ്റ്റാളേഷനിൽ PSR-2.5 സോൾഡർ GOST 19738-74 ഉപയോഗിച്ച് നിർമ്മിച്ചതാണ്. .
ഓരോ കോയിലിനും 14 വ്യക്തിഗത കണ്ടക്ടറുകൾ ഉണ്ട്, ഉയരത്തിൽ രണ്ട് വരികളായി ക്രമീകരിച്ചിരിക്കുന്നു, ഒരു വരിയിൽ ഏഴ് കണ്ടക്ടറുകൾ. 0.9x8.0 എംഎം, ഗ്രേഡ് എൽ എംഎം അളവുകളുള്ള കോപ്പർ ടേപ്പ് ഉപയോഗിച്ചാണ് അവ നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ പകുതി വീതിയിൽ ഓവർലാപ്പ് ചെയ്യുന്ന ഒരു പാളി ഉപയോഗിച്ച് ഇൻസുലേറ്റ് ചെയ്തിട്ടുണ്ട്, 0.09 എംഎം കട്ടിയുള്ള ഗ്ലാസ്-സ്ലൂഡിനൈറ്റ് ടേപ്പ് എൽഎസ്ഇകെ -5-എസ്പിഎൽ GOST 13184-78 . ഏഴ് കണ്ടക്ടറുകളുടെ ഓരോ പാക്കേജും ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-SPl ഉപയോഗിച്ച് 0.09 മില്ലീമീറ്റർ കട്ടിയുള്ള ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പിനൊപ്പം ഇൻസുലേറ്റ് ചെയ്തിട്ടുണ്ട്. NEVZ-ൽ, കോയിൽ ഇൻസുലേഷന്റെ അധിക പ്രയോഗമില്ലാതെ 0.9X7.1 മില്ലിമീറ്റർ അളവുകളുള്ള ഇൻസുലേറ്റ് ചെയ്ത PETVSD വയർ ഉപയോഗിച്ചാണ് ആങ്കർ കോയിലുകൾ നിർമ്മിക്കുന്നത്. കോയിലിന്റെ ഗ്രോവ് ഭാഗത്തിന്റെ ബോഡി ഇൻസുലേഷനിൽ 0.1X20 എംഎം അളവുകളുള്ള എൽഎസ്ഇസി-5-എസ്പിഎൽ ഗ്ലാസ് മൈക്ക ടേപ്പിന്റെ ആറ് പാളികളും 0.03 എംഎം കട്ടിയുള്ള ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളിയും ഒരു ലെയർ എൽഇഎസ് ഗ്ലാസ് ടേപ്പും അടങ്ങിയിരിക്കുന്നു. 0.1 മില്ലിമീറ്റർ കനം, ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് സ്ഥാപിച്ചിരിക്കുന്നു.

സെക്ഷണൽ ഇക്വലൈസറുകൾ 1X2.8 എംഎം, ഗ്രേഡ് PETVSD അളക്കുന്ന മൂന്ന് വയറുകളിൽ നിന്നാണ് നിർമ്മിച്ചിരിക്കുന്നത്. ഓരോ വയറിന്റെയും ഇൻസുലേഷനിൽ 0.1X20 മില്ലിമീറ്റർ അളവുകളുള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-SGTL ന്റെ ഒരു പാളിയും 0.03 മില്ലീമീറ്റർ കട്ടിയുള്ള ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളിയും അടങ്ങിയിരിക്കുന്നു. ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ചാണ് എല്ലാ ഇൻസുലേഷനും സ്ഥാപിച്ചിരിക്കുന്നത്. ഇൻസുലേറ്റ് ചെയ്ത വയറുകൾ ഗ്ലാസ് ടേപ്പിന്റെ ഒരു പാളി ഉപയോഗിച്ച് ഒരു വിഭാഗത്തിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു, ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് സ്ഥാപിച്ചിരിക്കുന്നു. ഗ്രോവ് ഭാഗത്ത്, ആർമേച്ചർ വിൻഡിംഗ് ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു, മുൻഭാഗത്ത് - ഗ്ലാസ് ബാൻഡേജ്.
660 എംഎം വർക്കിംഗ് ഉപരിതല വ്യാസമുള്ള എഞ്ചിൻ മാനിഫോൾഡ് മൈകാനൈറ്റ് ഗാസ്കറ്റുകൾ ഉപയോഗിച്ച് പരസ്പരം ഇൻസുലേറ്റ് ചെയ്ത കോപ്പർ പ്ലേറ്റുകൾ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്. മൈക്കനൈറ്റ് കഫുകളും ഒരു സിലിണ്ടറും ഉപയോഗിച്ച് കളക്ടർ മർദ്ദം കോൺ, ബോഡി എന്നിവയിൽ നിന്ന് വേർതിരിച്ചിരിക്കുന്നു.
അർമേച്ചർ വിൻഡിംഗിൽ ഇനിപ്പറയുന്ന ഡാറ്റയുണ്ട്: സ്ലോട്ടുകളുടെ എണ്ണം 75, സ്ലോട്ട് പിച്ച് 1-13, കമ്യൂട്ടേറ്റർ പ്ലേറ്റുകളുടെ എണ്ണം 525, കമ്മ്യൂട്ടേറ്റർ പിച്ച് 1-2, കമ്മ്യൂട്ടേറ്ററിനൊപ്പം ഇക്വലൈസർ പിച്ച് 1-176.
80-42428M തരം സിലിണ്ടർ റോളറുകളുള്ള ഹെവി സീരീസ് എഞ്ചിൻ ആങ്കർ ബെയറിംഗുകൾ 6.3-8.1 മില്ലിമീറ്റർ ആർമേച്ചർ റൺ നൽകുന്നു. ബെയറിംഗുകളുടെ പുറം വളയങ്ങൾ ബെയറിംഗ് ഷീൽഡുകളിലേക്ക് അമർത്തി, അകത്തെ വളയങ്ങൾ അർമേച്ചർ ഷാഫ്റ്റിലേക്ക് അമർത്തിയിരിക്കുന്നു. ബാഹ്യ പരിസ്ഥിതിയും ലൂബ്രിക്കന്റ് ചോർച്ചയും തടയുന്നതിന്, ബെയറിംഗ് ചേമ്പറുകൾക്ക് മുദ്രകളുണ്ട് (ചിത്രം 41). മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളിൽ ആന്തരിക ഉപരിതലത്തിൽ ബാബിറ്റ് ബി 16 GOST 1320-74 നിറച്ച പിച്ചള ലൈനറുകളും സ്ഥിരമായ ലൂബ്രിക്കന്റുള്ള ആക്സിൽ ബോക്സുകളും അടങ്ങിയിരിക്കുന്നു. ആക്സിൽ ബോക്സുകളിൽ ലൂബ്രിക്കന്റ് വിതരണത്തിനായി ഒരു വിൻഡോ ഉണ്ട്. ലൈനറുകളുടെ ഭ്രമണം തടയുന്നതിന്, ആക്സിൽ ബോക്സിൽ ഒരു കീ കണക്ഷൻ നൽകിയിരിക്കുന്നു.
VL10 ഇലക്ട്രിക് ലോക്കോമോട്ടീവിൽ എട്ട് TL2K തരം ട്രാക്ഷൻ മോട്ടോറുകൾ സജ്ജീകരിച്ചിരിക്കുന്നു. കോൺടാക്റ്റ് നെറ്റ്വർക്കിൽ നിന്ന് ലഭിക്കുന്ന വൈദ്യുതോർജ്ജത്തെ മെക്കാനിക്കൽ എനർജിയാക്കി മാറ്റുന്നതിനാണ് TL2K DC ട്രാക്ഷൻ മോട്ടോർ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്. ഇലക്ട്രിക് മോട്ടോറിന്റെ ആർമേച്ചർ ഷാഫ്റ്റിൽ നിന്നുള്ള ടോർക്ക് ഇരട്ട-വശങ്ങളുള്ള സിംഗിൾ-സ്റ്റേജ് സിലിണ്ടർ ഹെലിക്കൽ ഗിയറിലൂടെ വീൽസെറ്റിലേക്ക് കൈമാറ്റം ചെയ്യപ്പെടുന്നു. ഈ ട്രാൻസ്മിഷൻ ഉപയോഗിച്ച്, മോട്ടോർ ബെയറിംഗുകൾക്ക് അക്ഷീയ ദിശയിൽ അധിക ലോഡുകൾ ലഭിക്കുന്നില്ല. ഇലക്ട്രിക് മോട്ടോർ സസ്പെൻഷൻ സപ്പോർട്ട്-ആക്സിയൽ ആണ്. ഇലക്ട്രിക് മോട്ടോർ, ഒരു വശത്ത്, ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ വീൽസെറ്റിന്റെ അച്ചുതണ്ടിൽ മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളും മറുവശത്ത്, ബോഗി ഫ്രെയിമും ഒരു ഹിംഗഡ് സസ്പെൻഷനിലൂടെയും റബ്ബർ വാഷറുകളിലൂടെയും പിന്തുണയ്ക്കുന്നു. വെന്റിലേഷൻ സംവിധാനം സ്വതന്ത്രമാണ്, മുകളിൽ നിന്ന് കളക്ടർ ചേമ്പറിലേക്ക് വെന്റിലേഷൻ വായു വിതരണം ചെയ്യുകയും എഞ്ചിൻ അക്ഷത്തിൽ എതിർവശത്ത് മുകളിൽ നിന്ന് ക്ഷീണിക്കുകയും ചെയ്യുന്നു. ഇലക്ട്രിക് മെഷീനുകൾക്ക് റിവേഴ്സിബിലിറ്റിയുടെ സ്വത്ത് ഉണ്ട്, അതായത് ഒരേ യന്ത്രത്തിന് മോട്ടോറായും ജനറേറ്ററായും പ്രവർത്തിക്കാൻ കഴിയും. ഇതുമൂലം, ട്രാക്ഷൻ മോട്ടോറുകൾ ട്രാക്ഷനായി മാത്രമല്ല, ട്രെയിനുകളുടെ ഇലക്ട്രിക് ബ്രേക്കിംഗിനും ഉപയോഗിക്കുന്നു. അത്തരം ബ്രേക്കിംഗ് ഉപയോഗിച്ച്, ട്രാക്ഷൻ മോട്ടോറുകൾ ജനറേറ്റർ മോഡിലേക്ക് മാറുന്നു, കൂടാതെ ട്രെയിനിന്റെ ചലനാത്മക അല്ലെങ്കിൽ പൊട്ടൻഷ്യൽ എനർജി കാരണം അവ സൃഷ്ടിക്കുന്ന വൈദ്യുതോർജ്ജം ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിൽ (റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗ്) ഇൻസ്റ്റാൾ ചെയ്ത റെസിസ്റ്ററുകളിൽ കെടുത്തിക്കളയുകയോ കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്ക് മാറ്റുകയോ ചെയ്യുന്നു. ബ്രേക്കിംഗ്).
സബ്വേ കാറുകളുടെ എല്ലാ ഡിസി ട്രാക്ഷൻ മോട്ടോറുകൾക്കും അടിസ്ഥാനപരമായി ഒരേ രൂപകൽപ്പനയുണ്ട്. മോട്ടോറിൽ ഒരു ഫ്രെയിം, നാല് പ്രധാന, നാല് അധിക ധ്രുവങ്ങൾ, ഒരു ആർമേച്ചർ, ബെയറിംഗ് ഷീൽഡുകൾ, ഒരു ബ്രഷ് ഉപകരണം, ഒരു ഫാൻ എന്നിവ അടങ്ങിയിരിക്കുന്നു.
എഞ്ചിൻ ഫ്രെയിം
ഇത് വൈദ്യുതകാന്തിക ഉരുക്ക് കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഒരു സിലിണ്ടർ ആകൃതിയും കാന്തിക സർക്യൂട്ടായി വർത്തിക്കുന്നു. ട്രോളി ഫ്രെയിമിന്റെ തിരശ്ചീന ബീമിലേക്ക് കർശനമായി ഉറപ്പിക്കുന്നതിന്, ഫ്രെയിമിൽ മൂന്ന് ബ്രാക്കറ്റ് ബോസുകളും രണ്ട് സുരക്ഷാ വാരിയെല്ലുകളും നൽകിയിട്ടുണ്ട്. ഫ്രെയിമിൽ പ്രധാന, അധിക തൂണുകൾ, വെന്റിലേഷൻ, മനിഫോൾഡ് ഹാച്ചുകൾ എന്നിവ ഉറപ്പിക്കുന്നതിനുള്ള ദ്വാരങ്ങളുണ്ട്. എൻജിൻ ഫ്രെയിമിൽ നിന്ന് ആറ് കേബിളുകൾ പുറത്തേക്ക് വരുന്നു. ഫ്രെയിമിന്റെ അവസാന ഭാഗങ്ങൾ ചുമക്കുന്ന ഷീൽഡുകളാൽ മൂടപ്പെട്ടിരിക്കുന്നു. ഫ്രെയിമിൽ നിർമ്മാതാവ്, സീരിയൽ നമ്പർ, പിണ്ഡം, കറന്റ്, റൊട്ടേഷൻ സ്പീഡ്, പവർ, വോൾട്ടേജ് എന്നിവ സൂചിപ്പിക്കുന്ന ഒരു നെയിംപ്ലേറ്റ് അടങ്ങിയിരിക്കുന്നു.
പ്രധാന ധ്രുവങ്ങൾ
ചിത്രം.1.
പ്രധാന കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്നതിനാണ് അവ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്. പ്രധാന ധ്രുവത്തിൽ ഒരു കോർ, ഒരു കോയിൽ എന്നിവ അടങ്ങിയിരിക്കുന്നു. എല്ലാ പ്രധാന ധ്രുവങ്ങളുടെയും കോയിലുകൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ച് ഫീൽഡ് വിൻഡിംഗ് ഉണ്ടാക്കുന്നു. എഡ്ഡി പ്രവാഹങ്ങൾ കുറയ്ക്കുന്നതിന് 1.5 എംഎം കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഷീറ്റുകൾ ഉപയോഗിച്ചാണ് കോർ നിർമ്മിച്ചിരിക്കുന്നത്. അസംബ്ലിക്ക് മുമ്പ്, ഷീറ്റുകൾ ഇൻസുലേറ്റിംഗ് വാർണിഷ് ഉപയോഗിച്ച് വരച്ചു, ഒരു പ്രസ്സ് ഉപയോഗിച്ച് കംപ്രസ് ചെയ്യുകയും റിവറ്റുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. അർമേച്ചറിന് അഭിമുഖമായി നിൽക്കുന്ന കാമ്പിന്റെ ഭാഗം വിശാലമാക്കി, അതിനെ പോൾ പീസ് എന്ന് വിളിക്കുന്നു. ഈ ഭാഗം കോയിലിനെ പിന്തുണയ്ക്കുന്നതിനും വായു വിടവിൽ കാന്തിക പ്രവാഹം നന്നായി വിതരണം ചെയ്യുന്നതിനും സഹായിക്കുന്നു. E കാറുകളിൽ സ്ഥാപിച്ചിട്ടുള്ള DK-108A ട്രാക്ഷൻ എഞ്ചിനുകളിൽ (ഡി കാറുകളിൽ DK-104 നെ അപേക്ഷിച്ച്), അർമേച്ചറും പ്രധാന ധ്രുവങ്ങളും തമ്മിലുള്ള വിടവ് വർദ്ധിപ്പിച്ചു, ഇത് ഒരു വശത്ത് വേഗത വർദ്ധിപ്പിക്കുന്നത് സാധ്യമാക്കി. റണ്ണിംഗ് മോഡുകൾ 26%, മറുവശത്ത്, ഇലക്ട്രിക്കൽ ബ്രേക്കിംഗിന്റെ കാര്യക്ഷമത കുറഞ്ഞു (അപര്യാപ്തമായ കാന്തിക പ്രവാഹം കാരണം ജനറേറ്റർ മോഡിൽ മോട്ടോറുകളുടെ മന്ദഗതിയിലുള്ള ആവേശം). പ്രധാന ധ്രുവങ്ങളുടെ കോയിലുകളിൽ ഇലക്ട്രിക് ബ്രേക്കിംഗിന്റെ കാര്യക്ഷമത വർദ്ധിപ്പിക്കുന്നതിന്, ട്രാക്ഷനിലും ബ്രേക്കിംഗ് മോഡുകളിലും പ്രധാന കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്ന രണ്ട് പ്രധാന വിൻഡിംഗുകൾക്ക് പുറമേ, മൂന്നാമത്തേത് ഉണ്ട് - ഒരു ബയസ് വിൻഡിംഗ്, ഇത് ഒരു അധിക കാന്തികം സൃഷ്ടിക്കുന്നു. എഞ്ചിൻ ജനറേറ്റർ മോഡിൽ മാത്രം പ്രവർത്തിക്കുമ്പോൾ ഫ്ലക്സ്. ബയസ് വിൻഡിംഗ് രണ്ട് പ്രധാന വിൻഡിംഗുകൾക്ക് സമാന്തരമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു കൂടാതെ ഉയർന്ന വോൾട്ടേജ് സർക്യൂട്ടിൽ നിന്ന് ഒരു സർക്യൂട്ട് ബ്രേക്കർ, ഫ്യൂസ്, കോൺടാക്റ്റർ എന്നിവയിലൂടെ വൈദ്യുതി സ്വീകരിക്കുന്നു. പ്രധാന പോൾ കോയിലുകളുടെ ഇൻസുലേഷൻ ഓർഗനോസിലിക്കൺ ആണ്. പ്രധാന പോൾ രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് കാമ്പിൽ ഘടിപ്പിച്ചിരിക്കുന്നു, അവ കാമ്പിന്റെ ശരീരത്തിൽ സ്ഥിതിചെയ്യുന്ന ഒരു ചതുര വടിയിലേക്ക് സ്ക്രൂ ചെയ്യുന്നു.
അധിക ധ്രുവങ്ങൾ
അധിക കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്നതിനാണ് അവ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്, ഇത് കമ്മ്യൂട്ടേഷൻ മെച്ചപ്പെടുത്തുകയും പ്രധാന ധ്രുവങ്ങൾക്കിടയിലുള്ള പ്രദേശത്ത് അർമേച്ചർ പ്രതികരണം കുറയ്ക്കുകയും ചെയ്യുന്നു. പ്രധാന ധ്രുവങ്ങളേക്കാൾ വലിപ്പം കുറവായതിനാൽ അവയ്ക്കിടയിൽ സ്ഥിതി ചെയ്യുന്നു. അധിക ധ്രുവത്തിൽ ഒരു കോർ, ഒരു കോയിൽ എന്നിവ അടങ്ങിയിരിക്കുന്നു. അധിക ധ്രുവത്തിന് കീഴിലുള്ള ചെറിയ ഇൻഡക്ഷൻ കാരണം അതിന്റെ അഗ്രത്തിൽ എഡ്ഡി പ്രവാഹങ്ങൾ ഉണ്ടാകാത്തതിനാൽ കാമ്പ് മോണോലിത്തിക്ക് ആക്കിയിരിക്കുന്നു. രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് കോർ ഫ്രെയിമിൽ ഘടിപ്പിച്ചിരിക്കുന്നു. ഫ്രെയിമിനും കോറിനും ഇടയിൽ കാന്തിക പ്രവാഹം കുറയ്ക്കുന്നതിന് ഒരു ഡയമാഗ്നെറ്റിക് ബ്രാസ് ഗാസ്കറ്റ് സ്ഥാപിച്ചിട്ടുണ്ട്. അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ പരസ്പരം പരമ്പരയിലും ആർമേച്ചർ വിൻഡിംഗിലും ബന്ധിപ്പിച്ചിരിക്കുന്നു.

ചിത്രം.2.
ഒരു ഡിസി മെഷീനിൽ ഒരു കോർ, വൈൻഡിംഗ്, കമ്മ്യൂട്ടേറ്റർ, ഷാഫ്റ്റ് എന്നിവ അടങ്ങുന്ന ഒരു ആർമേച്ചർ ഉണ്ട്. 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീലിന്റെ സ്റ്റാമ്പ് ചെയ്ത ഷീറ്റുകൾ കൊണ്ട് നിർമ്മിച്ച ഒരു സിലിണ്ടറാണ് ആർമേച്ചർ കോർ. അർമേച്ചർ ഒരു കാന്തികക്ഷേത്രം കടക്കുമ്പോൾ ഉണ്ടാകുന്ന എഡ്ഡി പ്രവാഹങ്ങളിൽ നിന്നുള്ള നഷ്ടം കുറയ്ക്കുന്നതിന്, ഷീറ്റുകൾ പരസ്പരം വാർണിഷ് ഉപയോഗിച്ച് ഇൻസുലേറ്റ് ചെയ്യുന്നു. ഓരോ ഷീറ്റിനും ഷാഫ്റ്റിൽ ഘടിപ്പിക്കുന്നതിനുള്ള കീവേ ഉള്ള ഒരു ദ്വാരം, വെന്റിലേഷൻ ദ്വാരങ്ങൾ, ആർമേച്ചർ വിൻഡിംഗ് സ്ഥാപിക്കുന്നതിനുള്ള ഗ്രോവുകൾ എന്നിവയുണ്ട്. മുകൾ ഭാഗത്തെ തോപ്പുകൾ പ്രാവിന്റെ ആകൃതിയിലാണ്. ഷീറ്റുകൾ ഷാഫ്റ്റിൽ സ്ഥാപിക്കുകയും ഒരു കീ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. കൂട്ടിച്ചേർത്ത ഷീറ്റുകൾ രണ്ട് പ്രഷർ വാഷറുകൾക്കിടയിൽ അമർത്തിയിരിക്കുന്നു.
അർമേച്ചർ വിൻഡിംഗിൽ കാമ്പിന്റെ തോപ്പുകളിൽ സ്ഥാപിക്കുകയും അസ്ഫാൽറ്റ്, ബേക്കലൈറ്റ് വാർണിഷുകൾ എന്നിവ ഉപയോഗിച്ച് നിറയ്ക്കുകയും ചെയ്യുന്ന ഭാഗങ്ങൾ അടങ്ങിയിരിക്കുന്നു. ഗ്രോവുകളിൽ നിന്ന് വിൻഡിംഗ് വീഴുന്നത് തടയാൻ, ഗ്രോവ് ഭാഗത്തേക്ക് ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ അടിക്കുന്നു, കൂടാതെ വിൻഡിംഗിന്റെ മുന്നിലും പിന്നിലും വയർ ബാൻഡുകൾ ഉപയോഗിച്ച് ശക്തിപ്പെടുത്തുന്നു, അവ വിൻഡിംഗിന് ശേഷം ടിൻ ഉപയോഗിച്ച് ലയിപ്പിക്കുന്നു. വ്യത്യസ്ത പ്രവർത്തന രീതികളിലുള്ള ഒരു ഡിസി മെഷീന്റെ കമ്മ്യൂട്ടേറ്ററിന്റെ ഉദ്ദേശ്യം ഒന്നല്ല. അങ്ങനെ, ജനറേറ്റർ മോഡിൽ, ആർമേച്ചർ വിൻഡിംഗിൽ പ്രേരിപ്പിച്ച വേരിയബിൾ ഇലക്ട്രോമോട്ടീവ് ഫോഴ്സിനെ (എംഎഫ്) സ്ഥിരമായ ഇഎംഎഫാക്കി മാറ്റാൻ കളക്ടർ സഹായിക്കുന്നു. ജനറേറ്റർ ബ്രഷുകളിൽ, മോട്ടോർ ഒന്നിൽ - അർമേച്ചർ വിൻഡിംഗിന്റെ കണ്ടക്ടറുകളിലെ വൈദ്യുതധാരയുടെ ദിശ മാറ്റാൻ, അങ്ങനെ മോട്ടോർ ആർമേച്ചർ ഏതെങ്കിലും പ്രത്യേക ദിശയിൽ കറങ്ങുന്നു. കളക്ടർ ഒരു മുൾപടർപ്പു, കളക്ടർ ചെമ്പ് പ്ലേറ്റുകൾ, ഒരു മർദ്ദം കോൺ എന്നിവ ഉൾക്കൊള്ളുന്നു. കളക്ടർ പ്ലേറ്റുകൾ പരസ്പരം മൈകാനൈറ്റ് പ്ലേറ്റുകളാലും, ബുഷിംഗിൽ നിന്നും പ്രഷർ കോണിൽ നിന്നും ഇൻസുലേറ്റിംഗ് കഫുകൾ വഴിയും ഇൻസുലേറ്റ് ചെയ്യുന്നു. ബ്രഷുകളുമായി സമ്പർക്കം പുലർത്തുന്ന കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഭാഗം മെഷീൻ ചെയ്ത് ഗ്രൗണ്ട് ചെയ്യുന്നു.
ഓപ്പറേഷൻ സമയത്ത് ബ്രഷുകൾ മൈകാനൈറ്റ് പ്ലേറ്റുകളിൽ സ്പർശിക്കാതിരിക്കാൻ, കമ്മ്യൂട്ടേറ്റർ ഒരു "ട്രാക്ക്" ന് വിധേയമാക്കുന്നു. ഈ സാഹചര്യത്തിൽ, മൈകാനൈറ്റ് പ്ലേറ്റുകൾ കളക്ടർ പ്ലേറ്റുകളേക്കാൾ 1 മില്ലീമീറ്ററോളം കുറവാണ്. കോർ വശത്ത്, കളക്ടർ പ്ലേറ്റുകൾക്ക് അർമേച്ചർ വിൻഡിംഗ് കണ്ടക്ടറുകളിൽ സോളിഡിംഗിനായി ഒരു സ്ലോട്ട് ഉള്ള പ്രോട്രഷനുകൾ ഉണ്ട്. കളക്ടർ പ്ലേറ്റുകൾക്ക് വെഡ്ജ് ആകൃതിയിലുള്ള ക്രോസ്-സെക്ഷൻ ഉണ്ട്, ഉറപ്പിക്കുന്നതിനുള്ള എളുപ്പത്തിനായി അവയ്ക്ക് ഒരു ഡോവെറ്റൈൽ ആകൃതിയുണ്ട്. കമ്യൂട്ടേറ്റർ ആർമേച്ചർ ഷാഫ്റ്റിൽ അമർത്തി ഒരു കീ ഉപയോഗിച്ച് സുരക്ഷിതമാക്കിയിരിക്കുന്നു. അർമേച്ചർ ഷാഫ്റ്റിന് വ്യത്യസ്ത മൗണ്ടിംഗ് വ്യാസങ്ങളുണ്ട്. ആർമേച്ചറിനും കമ്മ്യൂട്ടേറ്ററിനും പുറമേ, ഒരു സ്റ്റീൽ ഫാൻ ബുഷിംഗും ഷാഫ്റ്റിൽ അമർത്തിയിരിക്കുന്നു. ബെയറിംഗ് അകത്തെ വളയങ്ങളും ബെയറിംഗ് ബുഷിംഗുകളും ഷാഫ്റ്റിൽ ഹോട്ട് ഫിറ്റ് ചെയ്തിരിക്കുന്നു.
ചുമക്കുന്ന ഷീൽഡുകൾ
ഷീൽഡുകൾ ബോൾ അല്ലെങ്കിൽ റോളർ ബെയറിംഗുകൾ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നു - വിശ്വസനീയവും കൂടുതൽ അറ്റകുറ്റപ്പണികൾ ആവശ്യമില്ല. കളക്ടർ വശത്ത് ഒരു ത്രസ്റ്റ് ബെയറിംഗ് ഉണ്ട്; അതിന്റെ പുറം വളയം ബെയറിംഗ് ഷീൽഡിന്റെ ബോസിന് നേരെ നിൽക്കുന്നു. ട്രാക്ഷൻ ഡ്രൈവ് വശത്ത് ഒരു ഫ്രീ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, ഇത് ചൂടാക്കുമ്പോൾ ആർമേച്ചർ ഷാഫ്റ്റ് നീട്ടാൻ അനുവദിക്കുന്നു. ബെയറിംഗുകൾക്ക് കട്ടിയുള്ള ഗ്രീസ് ഉപയോഗിക്കുന്നു. എഞ്ചിൻ പ്രവർത്തന സമയത്ത് ലൂബ്രിക്കേഷൻ അറകളിൽ നിന്ന് ലൂബ്രിക്കന്റ് പുറത്തേക്ക് തള്ളുന്നത് തടയാൻ, ഒരു ഹൈഡ്രോളിക് (ലാബിരിന്ത്) സീൽ നൽകിയിരിക്കുന്നു. വിസ്കോസ് ലൂബ്രിക്കന്റ്, ഷീൽഡിൽ മെഷീൻ ചെയ്ത ഗ്രൂവ്സ്-ലാബിച്ച് വളയങ്ങൾക്കും ഷാഫ്റ്റിൽ ഘടിപ്പിച്ചിരിക്കുന്ന മുൾപടർപ്പിനും ഇടയിലുള്ള ഒരു ചെറിയ വിടവിലേക്ക് വീഴുന്നു, അപകേന്ദ്രബലത്തിന്റെ സ്വാധീനത്തിൽ ലാബിരിന്തിന്റെ മതിലുകളിലേക്ക് എറിയപ്പെടുന്നു, അവിടെ ലൂബ്രിക്കന്റ് തന്നെ ഹൈഡ്രോളിക് പാർട്ടീഷനുകൾ സൃഷ്ടിക്കുന്നു. ഫ്രെയിമിന്റെ ഇരുവശങ്ങളിലും ബെയറിംഗ് ഷീൽഡുകൾ ഘടിപ്പിച്ചിരിക്കുന്നു.
ബ്രഷ് ഉപകരണം
എഞ്ചിൻ കമ്മ്യൂട്ടേറ്ററിനെ കാറിന്റെ പവർ സർക്യൂട്ടിലേക്ക് ബന്ധിപ്പിക്കുന്നതിന്, EG-2A ബ്രാൻഡിന്റെ ഇലക്ട്രോഗ്രാഫൈറ്റ് ബ്രഷുകൾ ഉപയോഗിക്കുന്നു, അവയ്ക്ക് നല്ല യാത്രാ ഗുണങ്ങളും ഉയർന്ന മെക്കാനിക്കൽ ശക്തിയും വലിയ ഓവർലോഡുകളെ നേരിടാൻ കഴിയും. 16 x 32 x 40 മില്ലിമീറ്റർ വലിപ്പമുള്ള ദീർഘചതുരാകൃതിയിലുള്ള പ്രിസങ്ങളാണ് ബ്രഷുകൾ. വിശ്വസനീയമായ സമ്പർക്കം ഉറപ്പാക്കാൻ ബ്രഷുകളുടെ പ്രവർത്തന ഉപരിതലം കമ്മ്യൂട്ടേറ്ററിലേക്ക് നിലത്തിരിക്കുന്നു. ബ്രഷ് ഹോൾഡറുകൾ എന്ന് വിളിക്കപ്പെടുന്ന ഹോൾഡറുകളിൽ ബ്രഷുകൾ ഇൻസ്റ്റാൾ ചെയ്യുകയും ഫ്ലെക്സിബിൾ കോപ്പർ ഷണ്ടുകൾ ഉപയോഗിച്ച് അവയുമായി ബന്ധിപ്പിക്കുകയും ചെയ്യുന്നു: ഓരോ ബ്രഷ് ഹോൾഡർക്കും രണ്ട് ബ്രഷുകളുണ്ട്, ബ്രഷ് ഹോൾഡറുകളുടെ എണ്ണം നാലാണ്. ബ്രഷിലെ മർദ്ദം ഒരു സ്പ്രിംഗ് വഴിയാണ് നടത്തുന്നത്, ഒരു അറ്റത്ത് വിരലിൽ കൂടി വിശ്രമിക്കുന്നു, മറ്റൊന്ന് ബ്രഷ് ഹോൾഡറിൽ. അമിതമായ മർദ്ദം ബ്രഷിന്റെ ദ്രുതഗതിയിലുള്ള വസ്ത്രധാരണത്തിനും കമ്മ്യൂട്ടേറ്ററിന്റെ ചൂടാക്കലിനും കാരണമാകുന്നതിനാൽ ബ്രഷിലെ മർദ്ദം കർശനമായി നിർവചിക്കപ്പെട്ട പരിധിക്കുള്ളിൽ ക്രമീകരിക്കണം, കൂടാതെ അപര്യാപ്തമായ മർദ്ദം ബ്രഷും കമ്മ്യൂട്ടേറ്ററും തമ്മിലുള്ള വിശ്വസനീയമായ സമ്പർക്കം ഉറപ്പാക്കുന്നില്ല, ഇത് ബ്രഷിന് കീഴിൽ തീപ്പൊരി ഉണ്ടാക്കുന്നു. മർദ്ദം 25N (2.5 kgf) കവിയാൻ പാടില്ല, 15N (1.5 kgf) ൽ താഴെയായിരിക്കണം. ബ്രഷ് ഹോൾഡർ ഒരു ബ്രാക്കറ്റിൽ ഘടിപ്പിച്ചിരിക്കുന്നു, ബ്രാക്കറ്റിലേക്ക് അമർത്തിപ്പിടിച്ച രണ്ട് പിന്നുകൾ ഉപയോഗിച്ച്, ബെയറിംഗ് ഷീൽഡിലേക്ക് നേരിട്ട് ഘടിപ്പിച്ചിരിക്കുന്നു. ബ്രഷ് ഹോൾഡർ, ബെയറിംഗ് ഷീൽഡ് എന്നിവയിൽ നിന്നുള്ള ബ്രാക്കറ്റ് പോർസലൈൻ ഇൻസുലേറ്ററുകൾ ഉപയോഗിച്ച് ഇൻസുലേറ്റ് ചെയ്തിരിക്കുന്നു. കമ്മ്യൂട്ടേറ്ററും ബ്രഷ് ഹോൾഡറുകളും പരിശോധിക്കുന്നതിന്, എഞ്ചിൻ ഫ്രെയിമിൽ കവറുകൾ ഉള്ള ഹാച്ചുകൾ ഉണ്ട്, അത് വെള്ളത്തിന്റെയും അഴുക്കിന്റെയും നുഴഞ്ഞുകയറ്റത്തിൽ നിന്ന് മതിയായ സംരക്ഷണം നൽകുന്നു.
ഫാൻ
പ്രവർത്തന സമയത്ത്, എഞ്ചിൻ തണുപ്പിക്കേണ്ടത് ആവശ്യമാണ്, കാരണം അതിന്റെ വിൻഡിംഗുകളുടെ താപനില വർദ്ധിക്കുന്നതിനാൽ എഞ്ചിൻ ശക്തി കുറയുന്നു. എട്ട് റിവറ്റുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്ന ഒരു സ്റ്റീൽ ഹബും ഒരു സിലുമിൻ ഇംപെല്ലറും അടങ്ങുന്നതാണ് ഫാൻ. ഇംപെല്ലർ ബ്ലേഡുകൾ ഒരു ദിശയിൽ എയർ ഡിസ്ചാർജ് ചെയ്യാൻ റേഡിയൽ ആയി ക്രമീകരിച്ചിരിക്കുന്നു. ഫാൻ മോട്ടോർ ആർമേച്ചർ ഉപയോഗിച്ച് കറങ്ങുന്നു, അതിൽ ഒരു വാക്വം സൃഷ്ടിക്കുന്നു. മനിഫോൾഡ് വശത്തെ ദ്വാരങ്ങളിലൂടെ വായു പ്രവാഹങ്ങൾ എഞ്ചിനിലേക്ക് വലിച്ചെടുക്കുന്നു. വായു പ്രവാഹത്തിന്റെ ഒരു ഭാഗം അർമേച്ചർ, പ്രധാന, അധിക ധ്രുവങ്ങൾ എന്നിവ കഴുകുന്നു, മറ്റൊന്ന് കളക്ടറിനുള്ളിലും ആർമേച്ചറിലും വെന്റിലേഷൻ നാളങ്ങളിലൂടെ കടന്നുപോകുന്നു. ഫാനിന്റെ വശത്ത് നിന്ന് ഫ്രെയിം ഹാച്ചിലൂടെ വായു പുറത്തേക്ക് തള്ളപ്പെടുന്നു.
സാങ്കേതിക ഡാറ്റ.
മണിക്കൂർ മോഡ്. നീണ്ട മോഡ്.
കറന്റ്, A………………………………………….480 കറന്റ്, A………………………………410
പവർ, kW……………………………….670 പവർ, kW……………………575
ഭ്രമണ വേഗത, ഭ്രമണ വേഗത,
rpm……………………………………790 rpm………………………………..830
കാര്യക്ഷമത
കളക്ടർ വോൾട്ടേജ്, V…………………………………… 1500
ഏറ്റവും ഉയർന്ന ഭ്രമണ വേഗത
മിതമായ ധരിച്ച ബാൻഡേജുകൾ, ആർപിഎം. ………………………………… 1690
ചൂട് പ്രതിരോധ ഇൻസുലേഷൻ ക്ലാസ്:
ആർമേച്ചർ വിൻഡിംഗുകൾ ………………………………………………………………. IN
പോൾ സിസ്റ്റം……………………………………………………………… എഫ്
ഗിയർ അനുപാതം …………………………………………………… . 88/23
200C താപനിലയിൽ വിൻഡിംഗ് പ്രതിരോധം, ഓം:
പ്രധാന ധ്രുവങ്ങൾ …………………………………………………… 0.025
അധിക ധ്രുവങ്ങൾ, നഷ്ടപരിഹാര വിൻഡിംഗും ആർമേച്ചറും.... 0.0356
വെന്റിലേഷൻ വായുവിന്റെ അളവ്, m3/min.
………………………………………………………………………….. 95
ഗിയറുകളില്ലാത്ത ഭാരം, കിലോ ……………………………………………………………… 5000
പരമാവധി ഭ്രമണ വേഗത, rpm………………………………..1690
EDP810 ഇലക്ട്രിക് മോട്ടോറിന്റെ സാങ്കേതിക സവിശേഷതകൾ.
മണിക്കൂർ ദൈർഘ്യമുള്ള
നിലവിലെ എ 580 540
പവർ kW 810 755
റൊട്ടേഷൻ സ്പീഡ് rpm 750 770
കാര്യക്ഷമത % 93.1 93.3
കളക്ടർ വോൾട്ടേജ് V 1500
ഏറ്റവും ഉയർന്ന റൊട്ടേഷൻ വേഗത rpm 1800
ഇൻസുലേഷൻ ക്ലാസ് ആങ്കർ എൻ
പോൾ സിസ്റ്റം എച്ച്
വെന്റുകളുടെ എണ്ണം എയർ m3/s 1.25
ഭാരം കിലോ. 5000
A 900 ആരംഭിക്കുമ്പോൾ അർമേച്ചർ കറന്റ്
A 800 ആരംഭിക്കുമ്പോൾ എക്സിറ്റേഷൻ കറന്റ്
പ്രധാന ഘടകങ്ങൾ: ഫ്രെയിം, രണ്ട് ബെയറിംഗ് ഷീൽഡുകൾ, ആറ് പ്രധാന, ആറ് അധിക ധ്രുവങ്ങൾ, ആർമേച്ചർ, ബ്രഷ് അസംബ്ലി.
അസ്ഥികൂടം ട്രാക്ഷൻ മോട്ടറിന്റെ പ്രധാന ഘടകങ്ങൾ ഉൾക്കൊള്ളാൻ ഫ്രെയിം സഹായിക്കുന്നു, ഇത് ഒരു കാന്തിക സർക്യൂട്ടാണ്. ഷീൽഡുകൾ വഹിക്കുന്നതിന് ഇതിന് രണ്ട് കഴുത്തുകൾ, മുകളിലും താഴെയുമുള്ള മനിഫോൾഡ് ഹാച്ചുകൾ, തണുപ്പിക്കൽ വായു വിതരണം ചെയ്യുന്നതിനുള്ള വെന്റിലേഷൻ ഹാച്ച്, അത് പുറന്തള്ളുന്നതിനുള്ള ഒരു കേസിംഗ് ഉള്ള ഒരു ഹാച്ച്, ഫ്രെയിമിലെ വായു മർദ്ദം ഇല്ലാതാക്കുന്നതിനുള്ള ഒരു കേസിംഗ് എന്നിവയുണ്ട്. ആക്സിൽ ബോക്സ് മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾക്കായി രണ്ട് മേധാവികൾ, ഗതാഗതത്തിനായി നാല് ബോസുകൾ, ഗിയർ ഹൗസുകൾ ഉറപ്പിക്കുന്നതിന് നാല് ബ്രാക്കറ്റുകൾ. ഇലക്ട്രിക് മോട്ടോറിന്റെ പെൻഡുലം സസ്പെൻഷൻ തകരാറിലായാൽ പിന്നിൽ രണ്ട് സുരക്ഷാ സ്പൗട്ടുകളും അതിന്റെ ബ്രാക്കറ്റ് ഘടിപ്പിക്കുന്നതിനുള്ള ഒരു പ്ലാറ്റ്ഫോമും ഉണ്ട്.
ചുമക്കുന്ന ഷീൽഡുകൾ. ബിയറിംഗ് ഷീൽഡുകൾ അർമേച്ചർ ഷാഫ്റ്റിന്റെ മോട്ടോർ-ആർമേച്ചർ ബെയറിംഗുകൾ ഉൾക്കൊള്ളാൻ സഹായിക്കുന്നു, അതായത്, അത് കേന്ദ്രീകരിക്കാനും ലൂബ്രിക്കന്റ് വിതരണം നിലനിർത്താനും. അവ ഫ്രെയിമിന്റെ കഴുത്തിൽ അമർത്തി, ഒരു ഇൻഡക്ഷൻ ഹീറ്റർ ഉപയോഗിച്ച് 100 - 150 ഡിഗ്രി താപനിലയിലേക്ക് ചൂടാക്കുന്നു. ഷീൽഡുകളിൽ അമർത്തുന്നതിന് ത്രെഡ് ചെയ്ത ദ്വാരങ്ങളുണ്ട്. ബെയറിംഗ് യൂണിറ്റുകളുടെ ഭാഗങ്ങൾ അർമേച്ചർ ഷാഫ്റ്റിന്റെ അറ്റങ്ങളിലും ഷീൽഡുകളിലെ ദ്വാരങ്ങളിലും അമർത്തിയിരിക്കുന്നു.
ഒരു റിയർ ത്രസ്റ്റ് റിംഗ്, ആർമേച്ചർ ബെയറിംഗിന്റെ മുൻവശത്തുള്ള ആന്തരിക വളയം, ഒരു ഫ്രണ്ട് ത്രസ്റ്റ് റിംഗ് എന്നിവ അർമേച്ചർ ഷാഫ്റ്റിന്റെ ഓരോ അറ്റത്തും അമർത്തിയിരിക്കുന്നു. റോളറുകളും ഒരു സെപ്പറേറ്ററും ഉള്ള ബെയറിംഗിന്റെ പുറം വളയം ഓരോ ഷീൽഡിന്റെയും കേന്ദ്ര ദ്വാരത്തിലേക്ക് അമർത്തിയിരിക്കുന്നു. ലാബിരിന്തുകളുള്ള ഫ്രണ്ട്, റിയർ കവറുകൾ ഉപയോഗിച്ച് ഇത് ഉറപ്പിച്ചിരിക്കുന്നു, അവ പരസ്പരം ബന്ധിപ്പിച്ചിരിക്കുന്നു, അണ്ടിപ്പരിപ്പും സ്റ്റഡുകളും ഉപയോഗിച്ച് ഷീൽഡുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. ഫ്രണ്ട്, റിയർ കവറുകളുള്ള ബെയറിംഗ് ഷീൽഡ് ബെയറിംഗ് ചേമ്പർ ഉണ്ടാക്കുന്നു.
ഫ്രണ്ട് ത്രസ്റ്റ് റിംഗിൽ ഒരു ലാബിരിന്ത് റിംഗ് അമർത്തിയിരിക്കുന്നു. ബെയറിംഗുകൾക്ക് ആന്തരിക വളയങ്ങളിൽ ഒരു തോളുണ്ട്, കൂടാതെ 6.3-8 മില്ലീമീറ്ററിനുള്ളിൽ ഫ്രെയിമിൽ ഒരു അർമേച്ചർ റൺ നൽകുന്നു, ഇത് ഇടത്, വലത് ഗിയറുകൾക്കിടയിൽ ലോഡുകളുടെ തുല്യത ഉറപ്പാക്കുന്നു. ബെയറിംഗുകൾ കൂട്ടിച്ചേർക്കുമ്പോൾ, ബെയറിംഗ് ചേമ്പറുകൾ 1.5 കിലോഗ്രാം അളവിൽ എൽആർഡബ്ല്യു ലൂബ്രിക്കന്റ് കൊണ്ട് നിറയ്ക്കുന്നു. ആവശ്യമെങ്കിൽ, ടിപിയിൽ, ബെയറിംഗ് ഷീൽഡിലെ ഒരു ട്യൂബ് വഴി, മോട്ടോർ-ആങ്കർ ബെയറിംഗുകളുടെ പ്രവർത്തനം ശ്രദ്ധിക്കുകയും 150-170 ഗ്രാം ചേർക്കുകയും ചെയ്യുക. LRW ലൂബ്രിക്കന്റുകൾ.
പ്രധാന ധ്രുവങ്ങൾ. പ്രധാന ധ്രുവങ്ങൾ ട്രാക്ഷന്റെ പ്രധാന കാന്തിക പ്രവാഹം സൃഷ്ടിക്കാൻ സഹായിക്കുന്നു
ഇലക്ട്രിക് മോട്ടോർ. പ്രധാന ധ്രുവത്തിൽ ഒരു കോർ, ഒരു കോയിൽ എന്നിവ അടങ്ങിയിരിക്കുന്നു. കോർ ലാമിനേറ്റ് ചെയ്തതാണ്, അതായത്, 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഷീറ്റുകളിൽ നിന്നാണ് ഇത് നിർമ്മിച്ചിരിക്കുന്നത്, വാർണിഷ് ചെയ്തതും ട്യൂബുലാർ റിവറ്റുകൾ ഉപയോഗിച്ച് റിവേറ്റ് ചെയ്തതുമാണ്. ലാമിനേറ്റഡ് കോർ എഡ്ഡി പ്രവാഹങ്ങൾ കുറയ്ക്കുന്നു, ഇത് കോറുകളുടെ ചൂടാക്കൽ കുറയ്ക്കുന്നു. നാല് പോൾ ബോൾട്ടുകൾക്കുള്ള ത്രെഡുകളുള്ള സോളിഡ് സ്റ്റീൽ കമ്പികൾ കാമ്പിലെ രണ്ട് ചതുരാകൃതിയിലുള്ള ദ്വാരങ്ങളിൽ അമർത്തിയിരിക്കുന്നു. മുകളിലെ ധ്രുവങ്ങൾ ഉറപ്പിക്കുന്ന ബോൾട്ട് തലകൾ ഒരു സംയുക്ത പിണ്ഡം കൊണ്ട് നിറഞ്ഞിരിക്കുന്നു. നഷ്ടപരിഹാര വിൻഡിംഗിന്റെ തിരിവുകൾ സ്ഥാപിക്കുന്നതിനായി കാമ്പിന്റെ പോൾ ആർക്കിൽ 10 ഗ്രോവുകൾ സ്റ്റാമ്പ് ചെയ്തിരിക്കുന്നു. പ്രധാന പോൾ കോയിലിന് ബസ്ബാർ ചെമ്പിൽ നിന്ന് വിശാലമായ അരികിൽ 19 തിരിവുകൾ ഉണ്ട്. നുറുങ്ങുകളുള്ള 95 മില്ലിമീറ്റർ ക്രോസ്-സെക്ഷനോടുകൂടിയ ചെമ്പ്, സ്ട്രാൻഡഡ്, ഇൻസുലേറ്റഡ് വയർ എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ച ഫ്ലെക്സിബിൾ ലീഡുകൾ കോയിലിന്റെ തുടക്കത്തിലും അവസാനത്തിലും ലയിപ്പിച്ചിരിക്കുന്നു. കോയിൽ ഇൻസുലേഷൻ ഇന്റർടേൺ, ബോഡി, കവർ ക്ലാസ് എഫ് എന്നിവയാണ്. ഒരു പോൾ ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, അതിന്റെ കാമ്പിനും ഫ്രെയിമിനുമിടയിൽ 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഒരു സ്റ്റീൽ ഗാസ്കട്ട് സ്ഥാപിച്ചിരിക്കുന്നു.
ആറ് ധ്രുവങ്ങളുടെ കോയിലുകൾ പരമ്പരയിൽ പരസ്പരം ബന്ധിപ്പിച്ച് പ്രധാന ധ്രുവങ്ങളുടെ (എക്സിറ്റേഷൻ വിൻഡിംഗ്) ഒരു വളവ് ഉണ്ടാക്കുന്നു, അതിൽ K, KK എന്ന് അടയാളപ്പെടുത്തിയ കാമ്പിൽ നിന്നുള്ള ലീഡുകൾ ഉണ്ട്. ടെർമിനലുകൾ 120 എംഎം 2 ക്രോസ്-സെക്ഷനോടുകൂടിയ ചെമ്പ്, സ്ട്രാൻഡഡ്, ഇൻസുലേറ്റഡ് വയർ എന്നിവകൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, അവ ടാർപോളിൻ കവറുകളാൽ സംരക്ഷിക്കപ്പെട്ടിരിക്കുന്നു.
അധിക ഗുണങ്ങൾ (അധിക ധ്രുവങ്ങൾ). അധിക ധ്രുവങ്ങൾ സ്വിച്ചിംഗ് മെച്ചപ്പെടുത്താൻ സഹായിക്കുന്നു. അധിക ധ്രുവത്തിൽ ഒരു സോളിഡ്, സ്റ്റീൽ കോർ, ഒരു കോയിൽ എന്നിവ അടങ്ങിയിരിക്കുന്നു. ധ്രുവത്തിൻ കീഴിലുള്ള ഇൻഡക്ഷൻ ചെറുതും ചുഴലിക്കാറ്റ് അപ്രധാനവുമായതിനാൽ കാമ്പ് ഖരമാണ്, അധിക ധ്രുവത്തിന്റെ കോയിൽ ബസ്ബാർ ചെമ്പിൽ നിന്ന് മുറിവുണ്ടാക്കുകയും 10 തിരിവുകൾ ഉള്ളതുമാണ്. ക്ലാസ് എഫിന്റെ ഇന്റർടേൺ, ബോഡി, കവർ ഇൻസുലേഷൻ. ഈ ധ്രുവങ്ങളുടെ കോയിൽ ടെർമിനലുകൾ രണ്ട് പതിപ്പുകളിലാണ് നിർമ്മിക്കുന്നത്. ആദ്യ ഓപ്ഷനിൽ, ഒരു ടെർമിനൽ 95 മില്ലിമീറ്റർ ക്രോസ്-സെക്ഷനുള്ള ഇൻസുലേറ്റ് ചെയ്ത വയറിൽ നിന്ന് വഴക്കമുള്ളതാണ്, രണ്ടാമത്തേത് 6 ´ 20 മില്ലീമീറ്റർ ക്രോസ്-സെക്ഷനുള്ള ഷീറ്റ് ചെമ്പ് കൊണ്ട് നിർമ്മിച്ചതാണ്. രണ്ടാമത്തെ ഓപ്ഷനിൽ, രണ്ട് ടെർമിനലുകളും വഴക്കമുള്ളതാണ്.ഒന്ന് 95 എംഎം2 ക്രോസ്-സെക്ഷനോടുകൂടിയ ചെമ്പ്, സ്ട്രാൻഡഡ്, ഇൻസുലേറ്റഡ് വയർ എന്നിവകൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, രണ്ടാമത്തേത് പിഎൻ കോപ്പർ ബ്രെയ്ഡിംഗ് ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. ഈ ടെർമിനൽ ഡിസൈൻ കൂടുതൽ വിശ്വസനീയമാണ്, അതിനാലാണ് ഇത് നിലവിൽ ഉപയോഗിക്കുന്നത്.
കോയിൽ കാമ്പിൽ ഘടിപ്പിച്ച വെങ്കല കോണുകൾ ഉപയോഗിച്ച് കോയിൽ ഘടിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ 8 മില്ലീമീറ്റർ കട്ടിയുള്ള ഒരു പിച്ചള (ഡയമാഗ്നെറ്റിക്) ഗാസ്കറ്റ് വഴി കാമ്പിലേക്ക് കോർക്കുന്നു. പ്രധാന ധ്രുവങ്ങൾ പോലെ, കോയിലിനും കോറിനും ഇടയിൽ ഒരു സ്റ്റീൽ ഫ്ലേഞ്ച് സ്ഥാപിച്ചിരിക്കുന്നു.
ആറ് ധ്രുവങ്ങളുടെ കോയിലുകൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ അർമേച്ചർ വിൻഡിംഗുമായി ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്ന അധിക ധ്രുവങ്ങളുടെ ഒരു വിൻഡിംഗ് രൂപപ്പെടുത്തുന്നു.
നഷ്ടപരിഹാര വിൻഡിംഗ്. ഓരോ പ്രധാന ധ്രുവങ്ങൾക്കും കീഴിലുള്ള അർമേച്ചർ പ്രതികരണത്തിന് പൂർണ്ണമായി നഷ്ടപരിഹാരം നൽകാൻ നഷ്ടപരിഹാര വിൻഡിംഗ് സഹായിക്കുന്നു. മൃദുവായ ചെമ്പ് ബാറിൽ നിന്നാണ് വളയുന്ന കോയിൽ മുറിക്കുന്നത്. ഇതിന് 10 ഇൻസുലേറ്റഡ് തിരിവുകൾ ഉണ്ട്. ഓരോ രണ്ട് തിരിവുകളും ഒരുമിച്ച് ഇൻസുലേറ്റ് ചെയ്യപ്പെടുന്നു, അതിനാൽ പൂർത്തിയായ കോയിലിന് 5 ഇരട്ട തിരിവുകൾ ഉണ്ട്. അപ്പോൾ ഈ തിരിവുകൾ ശരീരവും കവറും കൊണ്ട് മൂടിയിരിക്കുന്നു
ക്ലാസ് എഫ് ഇൻസുലേഷൻ. കോയിലിന്റെ ഒരു വശം ഒരു ധ്രുവത്തിന്റെ കാമ്പിലെ പോൾ ആർക്ക് ഗ്രോവുകളിലേക്കും മറുവശം അടുത്തുള്ള ധ്രുവത്തിന്റെ കാമ്പിലെ പോൾ ആർക്ക് ഗ്രോവുകളിലേക്കും യോജിക്കുന്നു. കൂടാതെ അതിന്റെ ഓരോ ഇരട്ട തിരിവുകളും ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു.
കുറിപ്പ്: മുഴുവൻ കോയിലും ഒരു ധ്രുവത്തിന്റെ കാമ്പിൽ സ്ഥാപിക്കുമ്പോൾ, കോയിലിന്റെ അഞ്ച് വശങ്ങളിലും വൈദ്യുതധാരയുടെ വ്യത്യസ്ത ദിശ കാരണം, അതിന് കാന്തിക പ്രവാഹം ഉണ്ടാകില്ല.
വിൻഡിംഗിന്റെ ആറ് ധ്രുവങ്ങളുടെ കോയിലുകൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ച് ആർമേച്ചർ വിൻഡിംഗുമായി പരമ്പരയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്ന ഒരു നഷ്ടപരിഹാര വിൻഡിംഗ് രൂപപ്പെടുത്തുന്നു.
ആങ്കർ. പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക പ്രവാഹവുമായി സംവദിച്ച് ട്രാക്ഷൻ മോട്ടോറിന്റെ ടോർക്ക് സൃഷ്ടിക്കുന്ന ഒരു കാന്തിക പ്രവാഹം സൃഷ്ടിക്കാൻ ആർമേച്ചർ സഹായിക്കുന്നു.
അർമേച്ചറിന്റെ പ്രധാന ഘടകങ്ങൾ: ഷാഫ്റ്റ് 8, സ്ലീവ് 4, കോർ 5, വിൻഡിംഗ് 6, കമ്മ്യൂട്ടേറ്റർ (1.3), റിയർ പ്രഷർ വാഷർ. അർമേച്ചർ ഘടകങ്ങളിലും ഗിയറുകളിലും അമർത്തുന്നതിന് സഹായിക്കുന്നു.
ഡ്രം തരം മുൾപടർപ്പു. റിയർ പ്രഷർ വാഷർ, അർമേച്ചർ കോർ എന്നിവയിൽ അമർത്തുന്നതിനും അർമേച്ചർ വൈൻഡിംഗ് ഉറപ്പിക്കുന്നതിനും കമ്മ്യൂട്ടേറ്ററിൽ അമർത്തുന്നതിനും സഹായിക്കുന്നു. ഒരു സിലിണ്ടർ ഭാഗവും ഒരു ഡ്രമ്മും അടങ്ങിയിരിക്കുന്നു. ബുഷിംഗ് ഡ്രമ്മിന്റെ അറ്റത്ത് വൃത്താകൃതിയിലുള്ള വെന്റിലേഷൻ ദ്വാരങ്ങളുണ്ട്, ഉള്ളിൽ ദീർഘചതുരാകൃതിയിലുള്ള വെന്റിലേഷൻ ദ്വാരങ്ങളുള്ള വാരിയെല്ലുകൾ ഉണ്ട്.
0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഷീറ്റുകൾ കൊണ്ടാണ് കോർ 5 നിർമ്മിച്ചിരിക്കുന്നത്. ആർമേച്ചർ വൈൻഡിംഗ് കോയിലുകൾക്ക് ചുറ്റളവിൽ 75 ഗ്രോവുകൾ ഉണ്ട്. വെന്റിലേഷൻ ദ്വാരങ്ങളുടെ ഒരു നിരയും ഹബ് ഡ്രമ്മിനായി ഒരു കേന്ദ്ര ദ്വാരവും. കോർ ഒരു കീ സഹിതം ബുഷിംഗ് ഡ്രമ്മിൽ അമർത്തി, ഒരു റിയർ പ്രഷർ വാഷർ 7, ഒരു മനിഫോൾഡ് ഹൗസിംഗ് 3 എന്നിവ ഉപയോഗിച്ച് ഉറപ്പിക്കുന്നു. റിയർ പ്രഷർ വാഷർ കീ സഹിതം ബുഷിംഗ് ഡ്രമ്മിലേക്ക് അമർത്തുന്നു, കൂടാതെ മാനിഫോൾഡ് കീയ്ക്കൊപ്പം ബുഷിംഗിന്റെ സിലിണ്ടർ ഭാഗത്തേക്ക് അമർത്തുന്നു. കളക്ടർ ബോഡി 3 ഫ്രണ്ട് പ്രഷർ വാഷറായി പ്രവർത്തിക്കുന്നു.
ആർമേച്ചർ വിൻഡിംഗ് ലൂപ്പ് ആണ്. 75 കോയിലുകൾ ഉൾക്കൊള്ളുന്നു, അവയിൽ ഓരോന്നിനും 7 വിഭാഗങ്ങളുണ്ട്. വിഭാഗത്തിൽ ലംബമായി സ്ഥിതി ചെയ്യുന്ന രണ്ട് കണ്ടക്ടർമാർ ഉണ്ട്. വിൻഡിംഗിൽ മൂന്ന് കണ്ടക്ടർമാർ വീതമുള്ള 25 തുല്യതാ കണക്ഷനുകൾ ഉണ്ട്, അതായത് ആകെ 75 കണ്ടക്ടർമാർ. കളക്ടറോട് ചേർന്നുള്ള ഭാഗങ്ങളുടെ പിച്ച് 1-2 ആണ്, സ്ലോട്ടുകൾക്കൊപ്പം കോയിലുകളുടെ പിച്ച് 1-13 ആണ്, പിച്ച് കളക്ടറിനൊപ്പം കണ്ടക്ടറുകളെ തുല്യമാക്കുന്നത് 1-176 ആണ്. ആർമേച്ചർ വൈൻഡിംഗ് കോയിലിന്റെ ആകൃതി ചിത്രം 22 എയിൽ കാണിച്ചിരിക്കുന്നു. റീലിന് ഒരു ഗ്രോവ് ഭാഗവും രണ്ട് മുൻഭാഗങ്ങളുമുണ്ട്.
അർമേച്ചർ കൂട്ടിച്ചേർക്കുമ്പോൾ, കോയിലിന്റെ ആഴത്തിലുള്ള ഭാഗം അർമേച്ചർ കോറിന്റെ, മുൻവശത്തെ ഗ്രോവുകളിലേക്ക് യോജിക്കുന്നു.
ഭാഗം മനിഫോൾഡ് ബോഡിയിലേക്കും പിൻഭാഗം റിയർ പ്രഷർ വാഷറിലേക്കും. കണ്ടക്ടറുകളുടെയും സെക്ഷനുകളുടെയും ഇൻറർടേൺ ഇൻസുലേഷൻ, ക്ലാസ് ബി കോയിലുകളുടെ ബോഡി, കവർ ഇൻസുലേഷൻ, ഗ്രോവ് ഭാഗത്തെ ആർമേച്ചർ വൈൻഡിംഗ് കോയിലുകൾ ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു, മുൻഭാഗങ്ങളിൽ അവ ഗ്ലാസ് ബാൻഡേജ് ടേപ്പ് ഉപയോഗിച്ച് ദൃഡമായി പൊതിഞ്ഞിരിക്കുന്നു.
കളക്ടർ. കമ്മ്യൂട്ടേറ്റർ കമ്മ്യൂട്ടേഷൻ നടത്തുന്നു, അതായത്, ഓരോ പ്രധാന ധ്രുവത്തിനും കീഴിലുള്ള ആർമേച്ചർ വിൻഡിംഗിന്റെ വിഭാഗങ്ങളിൽ ഇത് കറന്റിന്റെ ദിശ സ്ഥിരമായി നിലനിർത്തുന്നു.
കളക്ടർ ഒരു ഭവനം 4 ഉം ഒരു പ്രഷർ കോൺ 6 ഉം ഉൾക്കൊള്ളുന്നു, ഇത് കാസ്റ്റ് സ്റ്റീൽ കൊണ്ട് നിർമ്മിച്ചതാണ്. അവയ്ക്കിടയിൽ 525 വെള്ളി കലർന്ന ചെമ്പ് കളക്ടർ പ്ലേറ്റുകളും അവയ്ക്കിടയിൽ ഒരേ എണ്ണം മൈകാനൈറ്റ് പ്ലേറ്റുകളും ഉണ്ട്. പ്ലേറ്റുകളെ ബോഡിയിൽ നിന്നും കോണിൽ നിന്നും വശങ്ങളിൽ നിന്ന് മൈകാനൈറ്റ് കഫുകൾ (കോണുകൾ) 7 ഉം 3 ഉം, താഴെ നിന്ന് മൈകാനൈറ്റ് സിലിണ്ടർ ഉപയോഗിച്ച് വേർതിരിച്ചിരിക്കുന്നു 2. ബോഡിയും പ്രഷർ കോണും പരസ്പരം ബോൾട്ടുകൾ ഉപയോഗിച്ച് ബന്ധിപ്പിച്ചിരിക്കുന്നു 5. മൈകാനൈറ്റ് നീണ്ടുനിൽക്കുന്ന ഭാഗം പ്രഷർ കോണിൽ സ്ഥിതി ചെയ്യുന്ന കഫ് 7, ഗ്ലാസ് ബാൻഡേജ് ടേപ്പ് ഉപയോഗിച്ച് കർശനമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. മിനുസമാർന്നതും തിളങ്ങുന്നതുമായ ഉപരിതലം ലഭിക്കുന്നതുവരെ ഈ ടേപ്പിന്റെ അവസാന പാളി ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് ഇനാമൽ NTs-929 അല്ലെങ്കിൽ GF-92ХС കൊണ്ട് മൂടിയിരിക്കുന്നു. മനിഫോൾഡിന്റെ ഈ ഭാഗത്തെ ഇൻസുലേറ്റർ അല്ലെങ്കിൽ മൈകാനൈറ്റ് കോൺ എന്ന് വിളിക്കുന്നു. കൂട്ടിച്ചേർത്ത മാനിഫോൾഡ് കീയ്ക്കൊപ്പം അർമേച്ചർ ബുഷിംഗിന്റെ സിലിണ്ടർ ഭാഗത്തേക്ക് അമർത്തി, ഓയിൽ സംപ് റിംഗ് 9 ഇൻസ്റ്റാൾ ചെയ്യുകയും കാസിൽ നട്ട് 10 ശക്തമാക്കുകയും ചെയ്യുന്നു.
കളക്ടർ പ്ലേറ്റുകളുടെ താഴത്തെ ഭാഗം ഡോവെറ്റൈൽ ആകൃതിയിലാണ്, കളക്ടർ ബോഡിക്കും മർദ്ദം കോൺ (ചിത്രം 24) എന്നിവയ്ക്കിടയിലുള്ള വിശ്വസനീയമായ ഉറപ്പിക്കൽ ഉറപ്പാക്കുന്നു. മുകൾ ഭാഗത്ത് അവർക്ക് "കോക്കറലുകൾ" എന്ന് വിളിക്കപ്പെടുന്ന പ്രോട്രഷനുകൾ ഉണ്ട്. അർമേച്ചർ കൂട്ടിച്ചേർക്കുമ്പോൾ, ആർമേച്ചർ വിൻഡിംഗ് കോയിലിന്റെ ഭാഗങ്ങളും അതിന്റെ സമമാക്കൽ കണക്ഷനുകളും അവയുടെ സ്ലോട്ടുകളിലേക്ക് ലയിപ്പിക്കുന്നു. അപകേന്ദ്രബലങ്ങൾ കുറയ്ക്കുന്ന കളക്ടറുടെ ഭാരം ലഘൂകരിക്കാനും കളക്ടർ ചൂടാക്കുമ്പോൾ ഉണ്ടാകുന്ന സമ്മർദ്ദങ്ങൾ ഒഴിവാക്കാനും അവയിൽ ദ്വാരങ്ങൾ തുരക്കുന്നു. കളക്ടർ പ്ലേറ്റിന്റെ ഇരുവശത്തും, 0.2 mm ´ 45o അളവിലുള്ള ചേമ്പറുകൾ നീക്കം ചെയ്യുകയും മൈകാനൈറ്റ് പ്ലേറ്റുകൾ 1.5 +/- 0.1 മില്ലിമീറ്റർ ആഴത്തിലാക്കുകയും ചെയ്യുന്നു.
ബ്രഷ് യൂണിറ്റ്. ബ്രഷ് അസംബ്ലി കമ്മ്യൂട്ടേറ്ററിലൂടെ അർമേച്ചർ വിൻഡിംഗിലേക്ക് കറന്റ് വിതരണം ചെയ്യാൻ സഹായിക്കുന്നു.
ബ്രഷ് അസംബ്ലിയുടെ പ്രധാന ഘടകങ്ങൾ: ഒരു കറങ്ങുന്ന ട്രാവേഴ്സ് 1, ഇൻസുലേറ്ററുകളുള്ള ബ്രാക്കറ്റ് പിന്നുകൾ 2, ബ്രഷ് ഹോൾഡറുകൾ 4, ബ്രഷുകൾ.
ബ്രഷ് ഉപകരണം ഉറപ്പിക്കുന്നതിനും കമ്മ്യൂട്ടേഷൻ സജ്ജീകരിക്കുന്നതിനും ട്രാവർസ് സഹായിക്കുന്നു. ൽ നിർമ്മിച്ചത്
പുറം ചുറ്റളവിൽ പല്ലുകളുള്ള ഒരു സ്റ്റീൽ സ്പ്ലിറ്റ് റിംഗ് രൂപത്തിൽ. ക്രോസ്-സെക്ഷനിൽ, ഇതിന് ഒരു വിപുലീകരണ ഉപകരണമുണ്ട്, അത് ഭ്രമണത്തിന് മുമ്പ് ട്രാവർസ് കംപ്രസ്സുചെയ്യാനും പൂർത്തിയാക്കിയ ശേഷം ബെയറിംഗ് ഷീൽഡിൽ വികസിപ്പിക്കാനും സഹായിക്കുന്നു. താഴത്തെ മനിഫോൾഡ് ഹാച്ചിന് സമീപം ഒരു റോളർ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്ന റോട്ടറി ഗിയർ 6 ന്റെ പല്ലുകളുള്ള ട്രാവേഴ്സ് മെഷിന്റെ പല്ലുകൾ. അതിന്റെ ചതുരാകൃതിയിലുള്ള അറ്റം, ഒരു റാറ്റ്ചെറ്റ് കീക്ക് വേണ്ടി നിർമ്മിച്ചിരിക്കുന്നത്, ഫ്രെയിമിന് പുറത്ത് നീണ്ടുകിടക്കുന്നു. ബെയറിംഗ് ഷീൽഡിൽ, മുകളിലെ മനിഫോൾഡ് ഹാച്ചിന് സമീപം സ്ഥിതി ചെയ്യുന്ന ഒരു ക്ലാമ്പ് 5, രണ്ട് ലോക്കിംഗ് ഉപകരണങ്ങൾ എന്നിവ ഉപയോഗിച്ച് ട്രാവസിന്റെ സ്ഥാനം ഉറപ്പിച്ചിരിക്കുന്നു. ഫ്രെയിമിലും യാത്രയിലും.
ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകൾ ഉറപ്പിക്കാൻ ബ്രാക്കറ്റ് വിരലുകൾ ഉപയോഗിക്കുന്നു. AST-T പേസ്റ്റ് ഉപയോഗിച്ച് പ്രസ് കോമ്പൗണ്ടിന്റെ ഒരു പാളിയിൽ ദൃഡമായി അമർത്തി, AG-4V പ്രസ് കോമ്പൗണ്ടും പോർസലൈൻ ഇൻസുലേറ്ററും 3 ഉപയോഗിച്ച് മുകളിൽ അമർത്തി, ത്രെഡുള്ള ഒരു സ്റ്റീൽ പിൻ 1 പിൻ ഉൾക്കൊള്ളുന്നു. ഇൻസുലേറ്റർ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുമുമ്പ്, ടേൺകീ സ്റ്റഡിന്റെ പ്രോട്രഷനിൽ ഒരു മൈകാനൈറ്റ് വാഷർ സ്ഥാപിച്ചിരിക്കുന്നു. ഒരു ബ്രാക്കറ്റ് സുരക്ഷിതമാക്കാൻ പിന്നുകൾ ട്രാവേഴ്സിലേക്ക് രണ്ട് വശങ്ങളിലായി സ്ക്രൂ ചെയ്യുന്നു.
ബ്രഷ് ഹോൾഡറുകൾ അറ്റാച്ചുചെയ്യാൻ ബ്രാക്കറ്റുകൾ ഉപയോഗിക്കുന്നു. ബ്രാക്കറ്റ് 3 ഉരുക്ക്, വേർപെടുത്താവുന്നതും രണ്ട് ഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നതുമാണ്.
ബ്രാക്കറ്റ് രണ്ട് വിരലുകളിൽ ഉറപ്പിച്ചിരിക്കുന്നു, രണ്ട് ഭാഗങ്ങളും ഒരു ബോൾട്ട് ഉപയോഗിച്ച് ശക്തമാക്കിയിരിക്കുന്നു. മുകളിലെ പകുതിയുടെ അവസാന ഉപരിതലത്തിൽ ഒരു പിൻ 4 ഉം ബ്രഷ് ഹോൾഡർ ഘടിപ്പിക്കുന്നതിനുള്ള ഒരു "ചീപ്പ്" ഉണ്ട്, കൂടാതെ ബ്രഷ് ഹോൾഡറുകൾക്കിടയിൽ ലെഡ് വയറുകളും ജമ്പറുകളും ഘടിപ്പിക്കുന്നതിനുള്ള ത്രെഡ് ദ്വാരങ്ങളും ഉണ്ട്. ബ്രഷുകൾ ഇൻസ്റ്റാൾ ചെയ്യാൻ ബ്രഷ് ഹോൾഡറുകൾ 2 ഉപയോഗിക്കുന്നു. ബ്രഷ് ഹോൾഡർ നിർമ്മിച്ചിരിക്കുന്നത് സിലിക്കൺ പിച്ചള കൊണ്ടാണ്. ഇതിന് ഒരു ഓവൽ ദ്വാരവും ഒരു "ചീപ്പ്" ഉള്ള ഒരു ഇണചേരൽ ഉപരിതലമുണ്ട്
ഒരു സ്പ്രിംഗ് വാഷർ ഉപയോഗിച്ച് ഒരു നട്ട്, രണ്ട് ബ്രഷുകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുള്ള ഒരു വിൻഡോ 3, ഒരു പ്രഷർ മെക്കാനിസം എന്നിവ ഉപയോഗിച്ച് ഇത് ബ്രാക്കറ്റ് സ്റ്റഡിലേക്ക് ഉറപ്പിക്കുന്നു. ഇതിൽ രണ്ട് ടെൻഷൻ സ്പ്രിംഗുകൾ 1 ഉം മർദ്ദം വിരലുകൾ 4 ഉം ഉൾപ്പെടുന്നു. മെക്കാനിസം അതിന്റെ ഉയരം കണക്കിലെടുക്കാതെ ബ്രഷിൽ നിരന്തരമായ സമ്മർദ്ദം നൽകുകയും കുറഞ്ഞ ഉയരത്തിൽ നിർത്തുകയും ചെയ്യുന്നു. ബ്രഷുകളിൽ മർദ്ദം സ്ഥാപിക്കുന്ന സ്പ്രിംഗുകളുടെ പിരിമുറുക്കം സ്ക്രൂകൾ ഉപയോഗിച്ചാണ് നടത്തുന്നത്.
കമ്മ്യൂട്ടേറ്ററും ബ്രഷ് ഹോൾഡറും തമ്മിൽ സ്ലൈഡിംഗ് കോൺടാക്റ്റ് സൃഷ്ടിക്കാൻ ബ്രഷുകൾ സഹായിക്കുന്നു.
ഇലക്ട്രോഗ്രാഫിറ്റൈസ്ഡ് ബ്രഷുകൾ, കാർബൺ ബ്ലാക്ക് അധിഷ്ഠിതം, സ്പ്ലിറ്റ്, റബ്ബർ ഷോക്ക് അബ്സോർബറുകൾ ഉള്ളത്, തരം
EG-61 വലിപ്പം 2 (8 ´ 50 ´ 60) mm. ഓരോ ബ്രഷ് ഹോൾഡറിലും രണ്ട് ബ്രഷുകൾ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്.
ബ്രഷിൽ രണ്ട് ഭാഗങ്ങൾ 1, റബ്ബർ ഷോക്ക് അബ്സോർബറുകൾ 2, കോപ്പർ ബ്രെയ്ഡഡ് ഷണ്ടുകൾ 3, ടിൻ ചെയ്ത കോപ്പർ ടിപ്പുകൾ 4 എന്നിവ അടങ്ങിയിരിക്കുന്നു. കോൾക്കിംഗ് രീതി ഉപയോഗിച്ച് ചെമ്പ് പൊടി ഉപയോഗിച്ച് ബ്രഷുകളുടെ ദ്വാരങ്ങളിൽ കോപ്പർ ഷണ്ടുകൾ ഉറപ്പിക്കുന്നു. ഈ സാഹചര്യത്തിൽ, ഷണ്ടും ബ്രഷും തമ്മിലുള്ള സംക്രമണ പ്രതിരോധം 1.25 MΩ ൽ കൂടുതലാകരുത്. അല്ലെങ്കിൽ, കോൾക്കിംഗ് പൗഡർ കത്തുകയും ചെമ്പ് ഷണ്ട് കത്തുകയും ചെയ്യും. ഇലക്ട്രോഗ്രാഫിറ്റൈസ്ഡ് ബ്രഷുകൾ ആഷ് ഉള്ളടക്കത്തിന്റെ അഭാവത്തിൽ മുമ്പ് നിർമ്മിച്ച EG-2A തരത്തിലുള്ള ബ്രഷുകളിൽ നിന്ന് വ്യത്യസ്തമാണ്, ഇത് കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഉപരിതലത്തിൽ സ്ഥിരതയുള്ള പോളിഷ് രൂപപ്പെടുന്നതിന് കാരണമാകുകയും ബ്രഷുകളുടെ സ്വിച്ചിംഗ് ഗുണങ്ങൾ വർദ്ധിപ്പിക്കാൻ സഹായിക്കുകയും ചെയ്യുന്നു.
വെന്റിലേഷൻ സംവിധാനം. വെന്റിലേഷൻ സംവിധാനം സ്വതന്ത്രമാണ്. കൂളിംഗ് എയർ കളക്ടറുടെ ഭാഗത്ത് നിന്ന് ഹാച്ചിലൂടെ പ്രവേശിക്കുന്നു, കളക്ടറെ തണുപ്പിക്കുകയും അതിന്റെ സ്റ്റിഫെനറുകൾക്കിടയിലുള്ള ഇടത്തിലൂടെ മൂന്ന് വഴികളിലൂടെ കടന്നുപോകുകയും ചെയ്യുന്നു:
· ആർമേച്ചറിനും ധ്രുവങ്ങൾക്കും ഇടയിലുള്ള വായു വിടവിൽ;
· കാമ്പിലെ ദ്വാരങ്ങളിലൂടെ;
ബുഷിംഗിലെ ദ്വാരങ്ങളിലൂടെയും അതിന്റെ ആന്തരിക വ്യാസത്തിന് ചുറ്റും;
വൈൻഡിംഗ് കണക്ഷൻ ഡയഗ്രം. ട്രാക്ഷൻ മോട്ടോർ തരം TL-2K1 ഒരു സീരീസ്-എക്സൈറ്റഡ് മോട്ടോറാണ്, അതിനാൽ അതിന്റെ വിൻഡിംഗുകൾ ഇനിപ്പറയുന്ന രീതിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു:
· ആറ് പ്രധാന പോൾ കോയിലുകൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ച് പ്രധാന പോൾ വിൻഡിംഗ് (എക്സിറ്റേഷൻ വൈൻഡിംഗ്) ഉണ്ടാക്കുന്നു. K, KK എന്ന് അടയാളപ്പെടുത്തിയ ഫ്രെയിമിൽ നിന്ന് ഇതിന് നിഗമനങ്ങളുണ്ട്.
· അധിക ധ്രുവങ്ങളുടെ വൈൻഡിംഗിന്റെ ആറ് കോയിലുകൾ, നഷ്ടപരിഹാര വൈൻഡിംഗിന്റെ ആറ് കോയിലുകളും ആർമേച്ചർ വിൻഡിംഗും ഇനിപ്പറയുന്ന ക്രമത്തിൽ ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു: ഔട്ട്പുട്ട് I, പോസിറ്റീവ് ബ്രഷ് ഹോൾഡറുകൾക്കിടയിലുള്ള ജമ്പർ, പോസിറ്റീവ് ബ്രഷുകൾ, കളക്ടർ, ആർമേച്ചർ വിൻഡിംഗ് വിഭാഗങ്ങൾ, കളക്ടർ, നെഗറ്റീവ് ബ്രഷുകൾ, അവയുടെ ബ്രഷ് ഹോൾഡറുകൾ, അവയ്ക്കിടയിലുള്ള ജമ്പർ, കോയിൽ വിൻഡിംഗുകൾ: DP, KO, KO, DP, KO, DP, KO, KO, DP, KO, KO, DP, ടെർമിനൽ ഔട്ട്പുട്ട്.
കുറിപ്പുകൾ:
· ഡയഗ്രാമിൽ, ഡിസിയുടെ അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ 1, 3, 5, 7, 9, 11 ഒറ്റ സംഖ്യകളാൽ നിയുക്തമാക്കിയിരിക്കുന്നു, കൂടാതെ നഷ്ടപരിഹാര വിൻഡിംഗിന്റെ കോയിലുകൾ H, S, H, S എന്നീ അക്ഷരങ്ങളാൽ നിയുക്തമാക്കിയിരിക്കുന്നു. , എച്ച്, എസ്;
· രണ്ട് ജോടിയാക്കിയ ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറുകളുടെ ഫീൽഡ് വിൻഡിംഗുകൾ ബ്രേക്ക് സ്വിച്ചുകളുടെ ക്യാം ഘടകങ്ങൾ ഉപയോഗിച്ച് ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ പവർ സർക്യൂട്ടിൽ ഈ മോട്ടോറുകളുടെ ആർമേച്ചർ വിൻഡിംഗുകളുമായി ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു.
ഫ്രെയിമിന്റെ ആന്തരിക ഉപരിതലത്തോട് ചേർന്നുനിൽക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കാൻ 1.95 ´ 65 mm അളവുകൾ, 1.95 ´ 65 mm അളവുകൾ, മൃദുവായ കോപ്പർ ടേപ്പ് LMM കൊണ്ട് നിർമ്മിച്ച ഒരു വാരിയെല്ലിൽ പ്രധാന പോൾ കോയിൽ മുറിവുണ്ടാക്കുന്നു. ഇന്റർടേൺ ഇൻസുലേഷൻ 0.2 മില്ലിമീറ്റർ കട്ടിയുള്ള രണ്ട് പാളികളിൽ ആസ്ബറ്റോസ് പേപ്പർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ വാർണിഷ് KO-919 GOST 16508-70 ഉപയോഗിച്ച് പൂരിതമാണ്. ബോഡി ഇൻസുലേഷൻ PE-934 ബ്രാൻഡിന്റെ വാർണിഷിൽ പോളിയെത്തിലീൻ ടെറഫ്തലന്റ് ഫിലിം ഉപയോഗിച്ച് LSEP-934-TP 0.13 ´ 30 mm GOST13184-78 ഗ്ലാസ് മൈക്ക ടേപ്പിന്റെ എട്ട് പാളികളും കട്ടിയുള്ള സാങ്കേതിക ലാവ്സൻ ചൂട് ചുരുക്കാവുന്ന ടേപ്പിന്റെ ഒരു പാളിയും ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. 0.22 mm TU-17 GSSR8-79, ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് സൂപ്പർഇമ്പോസ് ചെയ്തു;
അധിക പോൾ കോയിൽ 6 ´ 20 മില്ലിമീറ്റർ അളവുകളുള്ള ബസ്ബാർ ചെമ്പിൽ നിന്ന് മുറിച്ചിരിക്കുന്നു. KO-919 വാർണിഷ് ഉപയോഗിച്ച് 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ആസ്ബറ്റോസ് ഗാസ്കറ്റുകൾ ഉപയോഗിച്ചാണ് ഇന്റർടേൺ ഇൻസുലേഷൻ നിർമ്മിച്ചിരിക്കുന്നത്. കോയിലിന്റെ ബോഡി ഇൻസുലേഷൻ പ്രധാന പോൾ കോയിലിന് തുല്യമാണ്;
3.28 ´ 22 മില്ലിമീറ്റർ അളവുകളുള്ള മൃദുവായ ചെമ്പ് പിഎംഎം ബാറിൽ നിന്നാണ് നഷ്ടപരിഹാര വിൻഡിംഗ് കോയിൽ മുറിക്കുന്നത്. ഇന്റർടേൺ ഇൻസുലേഷനിൽ ഗ്ലാസ് മൈക്ക ടേപ്പിന്റെ ഒരു പാളി അടങ്ങിയിരിക്കുന്നു, ടേപ്പിന്റെ പകുതി വീതിയിൽ ഓവർലാപ്പ് ചെയ്യുന്നു. ബോഡി ഇൻസുലേഷൻ നിർമ്മിച്ചിരിക്കുന്നത് ഗ്ലാസ് മൈക്ക ടേപ്പ് എൽഎസ്ഇകെ-5-എസ്പിഎൽ, 0.11 മില്ലിമീറ്റർ കട്ടിയുള്ള GOST13184-78, ടെക്നിക്കൽ ലാവ്സൻ ഹീറ്റ്-ഷ്രിങ്കബിൾ ടേപ്പ് 0.22 എംഎം TU-17 GSSR 8-78 കട്ടിയുള്ള ഒരു പാളി എന്നിവയാണ്. ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് വെച്ചു;
അളവുകളുള്ള ചെമ്പ് ടേപ്പ് കൊണ്ട് നിർമ്മിച്ച രണ്ട് കണ്ടക്ടറുകൾ ഉൾക്കൊള്ളുന്നതാണ് അർമേച്ചർ വിൻഡിംഗ് വിഭാഗം
0.9 ´ 8.0 mm ബ്രാൻഡ് LMM, 0.09 mm കട്ടിയുള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-SPl ഉപയോഗിച്ച് പകുതി വീതിയിൽ ഓവർലാപ്പുള്ള ഒരു ലെയറിൽ ഇൻസുലേറ്റ് ചെയ്തിട്ടുണ്ട്. ഏഴ് കണ്ടക്ടർമാരുടെ ഓരോ പാക്കേജും സമാനമായി ഇൻസുലേറ്റ് ചെയ്തിരിക്കുന്നു. കോയിലിന്റെ ഗ്രോവ് ഭാഗത്തിന്റെ ബോഡി ഇൻസുലേഷനിൽ 0.01´ 20 എംഎം വലിപ്പമുള്ള എൽഎസ്ഇസി-5-എസ്പിഎൽ ഗ്ലാസ് മൈക്ക ടേപ്പിന്റെ ആറ് പാളികളും 0.03 എംഎം കട്ടിയുള്ള ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളിയും 0.1 എംഎം കട്ടിയുള്ള എൽഇഎസ് ഗ്ലാസ് ടേപ്പിന്റെ ഒരു പാളിയും അടങ്ങിയിരിക്കുന്നു. ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ്;
1 x 2.8 എംഎം, ബ്രാൻഡ് PETVSD അളക്കുന്ന മൂന്ന് കണ്ടക്ടറുകൾ ഉപയോഗിച്ചാണ് തുല്യതാ കണക്ഷനുകൾ നിർമ്മിച്ചിരിക്കുന്നത്. ഓരോ വയറിന്റെയും ഇൻസുലേഷനിൽ 0.1´ 20 മില്ലീമീറ്റർ അളവുകളുള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSNK-5-SPl, 0.03 മില്ലീമീറ്റർ കട്ടിയുള്ള ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളി എന്നിവ അടങ്ങിയിരിക്കുന്നു. ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ചാണ് എല്ലാ ഇൻസുലേഷനും സ്ഥാപിച്ചിരിക്കുന്നത്. ഇൻസുലേറ്റ് ചെയ്ത വയറുകൾ ഗ്ലാസ് ടേപ്പിന്റെ ഒരു പാളി ഉപയോഗിച്ച് ഒരു വിഭാഗത്തിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു, ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് സ്ഥാപിച്ചിരിക്കുന്നു.
ട്രാക്ഷൻ മോട്ടോറുകളുടെ അറ്റകുറ്റപ്പണികളുടെ തരങ്ങളും അവയുടെ സംക്ഷിപ്തവും
സ്വഭാവം.
ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറുകൾക്കുള്ള അറ്റകുറ്റപ്പണി നിയമങ്ങൾ മൂന്ന് തരത്തിലുള്ള അറ്റകുറ്റപ്പണികൾ സ്ഥാപിക്കുന്നു: ഡിപ്പോ TR3, മീഡിയം SR, മൂലധനം KR. ഓരോന്നിനും ഇടയിലുള്ള ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ മൈലേജ് 750 ആയിരം കിലോമീറ്ററാണ്.
TR-3 ന്റെ ഡിപ്പോ അറ്റകുറ്റപ്പണികൾക്കിടയിൽ നടത്തിയ ജോലികളുടെ ഒരു ചെറിയ ലിസ്റ്റ്:
· കോറുകളിൽ നിന്ന് പോൾ കോയിലുകൾ നീക്കം ചെയ്യാതെ ഇലക്ട്രിക് മോട്ടോർ ഡിസ്അസംബ്ലിംഗ് ചെയ്യുക, ഫ്രെയിം പരിശോധിക്കുകയും നന്നാക്കുകയും ചെയ്യുക, ഷീൽഡുകൾ, MOS ക്യാപ്സ്, അവയുടെ ലൈനറുകൾ എന്നിവ. ആങ്കറിന്റെ മെക്കാനിക്കൽ ഭാഗത്തിന്റെ അറ്റകുറ്റപ്പണി. അർമേച്ചർ ബെയറിംഗുകളുടെ ഷാഫ്റ്റ് കോണുകളുടെയും ആന്തരിക വളയങ്ങളുടെയും കാന്തിക പിഴവ് കണ്ടെത്തൽ;
· കമ്മ്യൂട്ടേറ്ററിന്റെ ടേണിംഗ്, ഗ്രോവ്, ചേംഫറിംഗ്, ഗ്രൈൻഡിംഗ്. ബ്രഷ് അസംബ്ലിയുടെ പുനരവലോകനം.
· ഇൻസുലേഷൻ പ്രതിരോധം 1 MOhm-ൽ കുറവാണെങ്കിൽ പോൾ, ആർമേച്ചർ കോയിലുകൾ എന്നിവയുടെ ഇംപ്രെഗ്നേഷൻ. ഉണങ്ങിയതിനുശേഷം പുനഃസ്ഥാപിക്കപ്പെടുന്നില്ല, ഓയിൽ-ബിറ്റുമെൻ വാർണിഷ് ഉപയോഗിച്ച് കോയിലുകൾ നിർമ്മിക്കുമ്പോഴോ അറ്റകുറ്റപ്പണികൾ നടത്തുമ്പോഴോ ഇംപ്രെഗ്നേറ്റ് ചെയ്തു.
ദുർബലമായ ആങ്കർ ബാൻഡുകൾ മാറ്റിയ ശേഷം.
ഫ്രെയിമിൽ നിന്ന് ധ്രുവങ്ങൾ നീക്കം ചെയ്യാതെയാണ് പോൾ കോയിലുകളുടെ ഇംപ്രെഗ്നേഷൻ നടത്തുന്നത്, കൂടാതെ ആങ്കർ കോയിലുകൾ - വാർണിഷ് FL-98 ഇംപ്രെഗ്നേറ്റുചെയ്യുന്നതിൽ വെഡ്ജുകൾ നീക്കം ചെയ്യാതെ.
കോയിലുകളും അവയുടെ ഉണങ്ങലും ഇംപ്രെഗ്നേഷനുശേഷം, ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് ഇനാമൽ ഇപി -91 ഉപയോഗിച്ച് അകത്ത് നിന്ന് ഫ്രെയിമും പൂശുന്നു. അസംബ്ലി, ഫ്രെയിമിന്റെ ബാഹ്യ പെയിന്റിംഗ്, ടെസ്റ്റ് സ്റ്റേഷനിൽ ഇലക്ട്രിക് മോട്ടോറിന്റെ ടെസ്റ്റിംഗ്.
ശ്രദ്ധിക്കുക: TR3-ൽ, അടിയന്തിര ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളുടെ ട്രാക്ഷൻ മോട്ടോറുകളിൽ കാർഡൻ ഷാഫ്റ്റ്, അതിന്റെ ഡ്രൈവുകൾ, ആക്സിലുകൾ, ക്രോസ്പീസ്, സൂചി ബെയറിംഗ് ഹൗസുകൾ എന്നിവയുടെ കാന്തിക പിഴവ് കണ്ടെത്തൽ നടത്തുന്നു.
ഒരു CP യുടെ ശരാശരി അറ്റകുറ്റപ്പണി സമയത്ത് നടത്തിയ ജോലിയുടെ ഒരു ചെറിയ ലിസ്റ്റ്: TP3 കൂടാതെ, ഉത്പാദനം
· പോൾ കോയിലുകൾക്ക്, ബോഡി ഇൻസുലേഷൻ നീക്കം ചെയ്യുക. ഇന്റർടേൺ ഇൻസുലേഷന്റെ പരിശോധന, കോയിലുകളുടെ ഓമിക് പ്രതിരോധം അളക്കുകയും ഇന്റർടേൺ ഷോർട്ട് സർക്യൂട്ട് പരിശോധിക്കുകയും ചെയ്യുന്നു. കർക്കശമായ ലീഡുകൾ മാറ്റി വഴക്കമുള്ളവ ഉപയോഗിച്ച്. പുതിയ ബോഡി ഇൻസുലേഷൻ, ഇംപ്രെഗ്നേഷൻ, ഉണക്കൽ, ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് ഇനാമൽ ഇപി-91 ഉപയോഗിച്ച് പൂശുന്നു.
· ആങ്കറിൽ, ബാൻഡേജ് അയഞ്ഞതാണെങ്കിൽ, ആർക്ക് ബേൺസ് അല്ലെങ്കിൽ ഡെലിമിനേഷൻ ഉണ്ടെങ്കിൽ അത് നീക്കം ചെയ്യുക. കോക്കറലുകളിൽ ആർമേച്ചർ വിൻഡിംഗിന്റെയും സോളിഡിംഗിന്റെയും ദൃശ്യമായ ഭാഗങ്ങളുടെ പരിശോധന. EP-91 ഇനാമൽ ഉപയോഗിച്ച് വിൻഡിംഗ്, ഡ്രൈയിംഗ്, കോട്ടിംഗ് എന്നിവയുടെ ഇരട്ട ഇംപ്രെഗ്നേഷൻ. ഒരു ടെസ്റ്റിംഗ് സ്റ്റേഷനിൽ ഒരു ഇലക്ട്രിക് മോട്ടോറിന്റെ അസംബ്ലി, പെയിന്റിംഗ്, ടെസ്റ്റിംഗ്.
കെആറിന്റെ ഓവർഹോൾ: പൂർണ്ണമായ ഡിസ്അസംബ്ലിംഗ് ഉപയോഗിച്ച് എല്ലാ ഘടകങ്ങളും നന്നാക്കുകയും ഡ്രോയിംഗുകളിലേക്ക് എല്ലാ അളവുകളും കൊണ്ടുവരികയും ചെയ്യുന്നു. കളക്ടർ ഇൻസുലേഷൻ മാറ്റിസ്ഥാപിക്കൽ, എല്ലാ വിൻഡിംഗുകളുടെയും കോയിൽ ഇൻസുലേഷൻ. ഒരു ടെസ്റ്റിംഗ് സ്റ്റേഷനിൽ ഒരു ഇലക്ട്രിക് മോട്ടോറിന്റെ അസംബ്ലി, പെയിന്റിംഗ്, ടെസ്റ്റിംഗ്.
ട്രാക്ഷൻ മോട്ടോറുകൾ പരിശോധിക്കുന്നതിനുള്ള ആശയം.
ട്രാക്ഷൻ മോട്ടോറുകൾ പരിശോധിക്കുന്നതിന് മുമ്പ്, ബ്രഷുകൾ ന്യൂട്രലിൽ ശരിയായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ടെന്ന് ഉറപ്പുവരുത്തുക, കൂടാതെ ആർമേച്ചർ സ്വതന്ത്രമായി സ്വമേധയാ കറങ്ങുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക. നിഷ്ക്രിയാവസ്ഥയിൽ, രണ്ട് ദിശകളിലേക്കും ആർമേച്ചർ തിരിക്കുമ്പോൾ, കമ്മ്യൂട്ടേറ്റർ-ബ്രഷ് അസംബ്ലിയുടെ പ്രവർത്തനം പരിശോധിക്കുക.
· 20 ഡിഗ്രി ആംബിയന്റ് താപനിലയിൽ വിൻഡിംഗുകളുടെ ഓമിക് പ്രതിരോധം അളക്കുന്നു. നാമമാത്ര മൂല്യത്തിൽ നിന്നുള്ള അതിന്റെ വ്യതിയാനം 10% ൽ കൂടുതലാകരുത്;
· റിട്ടേൺ ഓപ്പറേഷൻ രീതി ഉപയോഗിച്ച് 1 മണിക്കൂർ റേറ്റുചെയ്ത വോൾട്ടേജിലും മണിക്കൂർ കറന്റിലും വിൻഡിംഗിന്റെ ചൂടാക്കൽ പരിശോധിക്കുക
ഇൻസുലേഷൻ ക്ലാസുകൾക്ക് ഡിഗ്രിയിൽ അനുവദനീയമായ പരമാവധി താപനില.
ആർമേച്ചർ വൈൻഡിംഗ് 120 140 160
പോൾ വിൻഡിംഗ് 130 155 180
കളക്ടർ 95 95 105
ശ്രദ്ധിക്കുക: TL-2K1 ട്രാക്ഷൻ മോട്ടോറിനുള്ള വായുവിന്റെ നാമമാത്രമായ അളവ് 95 m 3/min ആണ്.
· മണിക്കൂർ കറന്റിലും റേറ്റുചെയ്ത വോൾട്ടേജിലും രണ്ട് ദിശകളിലുമുള്ള ആവൃത്തി പരിശോധിക്കുക. ഭ്രമണ വേഗത വ്യതിയാനം +/- 3% ൽ കൂടുതലാകരുത്;
· വർദ്ധിച്ച വേഗതയിൽ ഒരു ടെസ്റ്റ് നടത്തുക. ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറിനായി TL-2K1
2260 ആർപിഎം;
· 5 മിനിറ്റ് ടേൺ ഇൻസുലേഷന്റെ വൈദ്യുത ശക്തി പരിശോധിക്കുക, വോൾട്ടേജ് റേറ്റുചെയ്ത വോൾട്ടേജിൽ നിന്ന് 50% ആണ്;
· കളക്ടർ റൺഔട്ട് പരിശോധിക്കുക. ഇത് 0.08 മില്ലിമീറ്ററിൽ കൂടരുത്;
· രണ്ട് ദിശകളിലേക്കും തിരിയുമ്പോൾ കമ്മ്യൂട്ടേഷൻ പരിശോധിക്കുക. ഇത് മൂന്ന് മോഡുകളിൽ പരിശോധിക്കുന്നു:
കളക്ടർ വോൾട്ടേജ് റേറ്റുചെയ്തിരിക്കുന്നു (1500 V), അർമേച്ചർ കറന്റ് ഇരട്ട മണിക്കൂർ 960 എ ആണ്, എക്സിറ്റേഷൻ കറന്റ് റേറ്റുചെയ്തിരിക്കുന്നു;
കളക്ടറിലെ വോൾട്ടേജ് ഏറ്റവും ഉയർന്നതാണ് (2000 V), ടെസ്റ്റിംഗിനുള്ള ഏറ്റവും ഉയർന്ന റൊട്ടേഷൻ വേഗത 2260 ആർപിഎം ആണ്. എക്സിറ്റേഷൻ കറന്റ് ഏറ്റവും ചെറുതാണ്, OB4 ന് സമാനമാണ്, അതായത്, ആർമേച്ചർ കറന്റിന്റെ 36%;
കളക്ടറിലെ വോൾട്ടേജ് ഏറ്റവും ഉയർന്നതാണ് (2000 V), ആർമേച്ചർ കറന്റ് ഏറ്റവും ഉയർന്ന സ്റ്റാർട്ടിംഗ് ആണ്, എക്സിറ്റേഷൻ കറന്റ് ഏറ്റവും താഴ്ന്നതാണ്, OB4 ന് സമാനമാണ്.
· ഭവനവുമായി ബന്ധപ്പെട്ട വിൻഡിംഗുകളുടെ ഇൻസുലേഷൻ പ്രതിരോധം പരിശോധിക്കുക, അത് കുറഞ്ഞത് ആയിരിക്കണം
· വോൾട്ടേജുള്ള 1 മിനിറ്റ് ആൾട്ടർനേറ്റ് കറന്റ് ഉപയോഗിച്ച് ഇൻസുലേഷന്റെ വൈദ്യുത ശക്തി പരിശോധിക്കുക: KR - 8800 V, SR-7000 V, TP3 - 6000 V.
ആങ്കർ വിൻഡിംഗ് മുട്ടയിടുന്നതിനും ഉറപ്പിക്കുന്നതിനുമുള്ള ക്രമം.
· പ്രീ-ഇൻസുലേറ്റഡ് ഇക്വലൈസിംഗ് കണക്ഷനുകൾ കമ്മ്യൂട്ടേറ്റർ ബോഡിയുടെ മൈകാനൈറ്റ് കോളറിൽ സ്ഥാപിക്കുകയും സുരക്ഷിതമാക്കുകയും ചെയ്യുന്നു. അവരുടെ കണ്ടക്ടർമാർ, 1-176 എന്ന കളക്ടറിനൊപ്പം ഒരു ചുവടുവെച്ച്, കളക്ടർ പ്ലേറ്റുകളുടെ കോക്കറലുകളുടെ സ്ലോട്ടുകളിൽ ചേർക്കുന്നു;
· ഗ്ലാസ് മൈക്ക ഗാസ്കറ്റുകൾ കാമ്പിന്റെ ഗ്രോവുകളിൽ സ്ഥാപിച്ചിരിക്കുന്നു, കൂടാതെ മൈക്കനൈറ്റ് ഗാസ്കറ്റുകൾ പ്രഷർ വാഷറിലും ഇൻസ്റ്റാൾ ചെയ്ത ഇക്വലൈസിംഗ് കണക്ഷനുകളിലും സ്ഥാപിച്ചിരിക്കുന്നു.
· അതിന്റെ കോയിലുകൾ 1-13 ഘട്ടങ്ങളിൽ അർമേച്ചർ കോറിന്റെ ഗ്രോവുകളിൽ സ്ഥാപിക്കുകയും അവയുടെ ഭാഗങ്ങൾ 1-2 ഘട്ടങ്ങളിൽ കമ്യൂട്ടേറ്റർ പ്ലേറ്റുകളുടെ കോക്കറലുകളുടെ സ്ലോട്ടുകളിലേക്ക് തിരുകുകയും ചെയ്യുന്നു. വ്യത്യസ്ത കോയിലുകളുടെ രണ്ട് വശങ്ങൾക്കിടയിൽ, മൈക്ക ഗാസ്കറ്റുകൾ ഗ്രോവിൽ മുൻകൂട്ടി സ്ഥാപിച്ചിരിക്കുന്നു;
· കോയിലിന്റെ ഗ്രോവ് ഭാഗത്ത്, ആർമേച്ചർ വിൻഡിംഗുകൾ ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു;
· അർമേച്ചർ വിൻഡിംഗ് വിഭാഗങ്ങളുടെ സോളിഡിംഗ് നടത്തുക, കണക്ഷനുകൾ തുല്യമാക്കുക;
· വാർണിഷ് FL-98 ഇംപ്രെഗ്നേറ്റ് ചെയ്യുന്നതിലും ഉണക്കൽ ഓവനുകളിൽ ഉണക്കുന്നതിലും ആർമേച്ചർ വൈൻഡിംഗിന്റെ പ്രാഥമിക ഇംപ്രെഗ്നേഷൻ നടത്തുക.
· ഒരു ഗ്ലാസ് ബാൻഡേജ് അർമേച്ചർ വിൻഡിംഗ് കോയിലുകളുടെ മുൻഭാഗങ്ങളിൽ പിരിമുറുക്കത്തിൽ സ്ഥാപിച്ചിരിക്കുന്നു;
ഒരേ വാർണിഷിൽ ആർമേച്ചർ വൈൻഡിംഗിന്റെ ദ്വിതീയ ഇംപ്രെഗ്നേഷൻ, ഉണക്കൽ, ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് ഇനാമൽ ഇപി -9 ഉപയോഗിച്ച് പൂശുക, കമ്മ്യൂട്ടേറ്ററിന്റെ മെക്കാനിക്കൽ പ്രോസസ്സിംഗ്, ഇരുവശത്തും ആർമേച്ചറിന്റെ ഡൈനാമിക് ബാലൻസിംഗ് എന്നിവ നടത്തുക.
കുറിപ്പുകൾ
ആർമേച്ചർ വിൻഡിംഗുകളെക്കുറിച്ചുള്ള ഹ്രസ്വ വിവരങ്ങൾ.
ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് മെഷീനുകളുടെ ആർമേച്ചർ വിൻഡിംഗുകൾ രണ്ട് തരത്തിലാണ്:
· വേവ് വിൻഡിംഗ് (ചിത്രം 32, 34). തുറക്കുമ്പോൾ തിരമാലയുടെ ആകൃതി ഒരു തരംഗത്തോട് സാമ്യമുള്ളതാണ്. ഒരു ലളിതമായ വേവ് വിൻഡിംഗിൽ, വിവിധ ധ്രുവങ്ങൾക്ക് കീഴിൽ സ്ഥിതി ചെയ്യുന്ന വിഭാഗങ്ങൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു. അതിനാൽ, ഈ വൈൻഡിംഗിനെ സീരിയൽ എന്നും വിളിക്കുന്നു;
· ലൂപ്പ് വിൻഡിംഗ് (ചിത്രം 32, 33). ലൂപ്പ് വിൻഡിംഗ് കോയിലിന്റെ ആകൃതി ഒരു ലൂപ്പിനോട് സാമ്യമുള്ളതാണ്. ലളിതമായ ഒരു ലൂപ്പ് വിൻഡിംഗിൽ, ഓരോ ജോടി ധ്രുവങ്ങൾക്കും കീഴിലുള്ള ഭാഗങ്ങൾ സമാന്തര ശാഖകളായി മാറുന്നു, അതിനാലാണ് ഇതിനെ സമാന്തരം എന്നും വിളിക്കുന്നത്.
ഈ വിൻഡിംഗുകളിൽ ഏതെങ്കിലും ബ്രഷുകൾ ഉപയോഗിച്ച് സമാന്തര ശാഖകളായി തിരിച്ചിരിക്കുന്നു. ഒരു വേവ് വിൻഡിംഗിൽ, ജോഡി ധ്രുവങ്ങളുടെ എണ്ണം കണക്കിലെടുക്കാതെ, അവയിൽ രണ്ടെണ്ണം എപ്പോഴും ഉണ്ട്. ഒരു ലൂപ്പ് വിൻഡിംഗിൽ, അവയുടെ എണ്ണം ധ്രുവങ്ങളുടെ എണ്ണത്തിന് തുല്യമാണ്. സമാന്തര ശാഖകളുടെ എണ്ണം വൈൻഡിംഗിന്റെ പ്രയോഗത്തിന്റെ വ്യാപ്തി നിർണ്ണയിക്കുന്നു.
കറന്റ് ഉപയോഗിച്ച് വിൻഡിംഗുകളുടെ താരതമ്യം. ആർമേച്ചർ വിൻഡിംഗിലൂടെ കടന്നുപോകാൻ കഴിയുന്ന ഏറ്റവും വലിയ വൈദ്യുതധാര നിർണ്ണയിക്കുന്നത് ഒരു സമാന്തര ശാഖയിലെ അതിന്റെ മൂല്യമാണ്. കൂടുതൽ സമാന്തര ശാഖകൾ, അവയിൽ ഓരോന്നിലും കുറവ് കറന്റ് ഒഴുകുന്നു (വൈൻഡിംഗ് കറന്റ് അവയുടെ എണ്ണം കൊണ്ട് ഹരിച്ചിരിക്കുന്നു). ഒരു ലൂപ്പ് വൈൻഡിംഗിൽ സമാന്തര ശാഖകളുടെ എണ്ണം കൂടുതലായതിനാൽ, വേവ് വിൻഡിംഗിനെക്കാൾ കൂടുതൽ കറന്റ് വഹിക്കാൻ ഇതിന് കഴിയും. സീരീസിന്റെ ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളുടെ ട്രാക്ഷൻ മോട്ടോറുകളിൽ ഈ വിൻഡിംഗ് ഉപയോഗിക്കുന്നു
VL11, (VL11 m), അടിയന്തിര സാഹചര്യങ്ങളും ഉയർന്ന വൈദ്യുത പ്രവാഹങ്ങളിൽ പ്രവർത്തിക്കുന്ന കൺവെർട്ടർ ജനറേറ്ററിൽ.
വോൾട്ടേജ് ഉപയോഗിച്ച് വിൻഡിംഗുകളുടെ താരതമ്യം. ഒരു സമാന്തര ശാഖയിലെ അർമേച്ചർ വിൻഡിംഗ് വിഭാഗങ്ങളുടെ എണ്ണം അനുസരിച്ചാണ് വിൻഡിംഗിലേക്ക് പ്രയോഗിക്കുന്ന വോൾട്ടേജിന്റെ അളവ് നിർണ്ണയിക്കുന്നത്. രണ്ട് തരത്തിലുമുള്ള വിൻഡിംഗുകളിൽ ഒരേ എണ്ണം വിഭാഗങ്ങൾ ഉള്ളതിനാൽ, ഒരു വേവ് വിൻഡിംഗിലെ ഒരു സമാന്തര ശാഖയിലെ വിഭാഗങ്ങളുടെ എണ്ണം കൂടുതലാണ് (രണ്ടാൽ ഹരിച്ചിരിക്കുന്നു). അതിനാൽ, ഈ വിൻഡിംഗ് ലൂപ്പ് വിൻഡിംഗിനെക്കാൾ ഉയർന്ന വോൾട്ടേജുമായി (ഓരോ വിഭാഗത്തിലും കുറഞ്ഞ വോൾട്ടേജ് ഡ്രോപ്പ്) ബന്ധിപ്പിച്ചിരിക്കുന്നു. 3000 V കളക്ടർ വോൾട്ടേജിൽ പ്രവർത്തിക്കുന്ന ഓക്സിലറി മെഷീനുകളുടെ മോട്ടോറുകളിൽ വേവ് വിൻഡിംഗുകൾ ഉപയോഗിക്കുന്നു.
ലൂപ്പ് വൈൻഡിംഗ് സവിശേഷത. ലൂപ്പ് വിൻഡിംഗിന്റെ പ്രത്യേകത അതിന്റെ ഓരോ സമാന്തര ശാഖകളും ഒരു പ്രത്യേക ജോഡി പ്രധാന ധ്രുവങ്ങൾക്ക് കീഴിലാണ് എന്നതാണ്. എല്ലാ പ്രധാന ധ്രുവങ്ങളും ഒരേ കാന്തിക ശക്തിയിൽ ഉൽപ്പാദിപ്പിക്കുന്നതും ആർമേച്ചറിനും ധ്രുവങ്ങൾക്കുമിടയിൽ വായു വിടവുകൾ സൃഷ്ടിക്കുന്നതും സാങ്കേതികമായി അസാധ്യമായതിനാൽ, സമാന്തര ശാഖകളിൽ വ്യത്യസ്ത അളവിലുള്ള emfs പ്രേരിപ്പിക്കുന്നു. അർമേച്ചർ വിൻഡിംഗിന്റെ സമാന്തര ശാഖകളിൽ തുല്യമായ വൈദ്യുതധാരകളുടെ രൂപത്തിന് കാരണമാകുന്നു. സമാന്തര ശാഖകളുടെ ചെറിയ പ്രതിരോധം കാരണം ഈ വൈദ്യുതധാരകൾ പ്രാധാന്യമർഹിക്കുന്നു. ബ്രഷുകളിലൂടെ കടന്നുപോകുന്ന സമനില പ്രവാഹങ്ങൾ ചില ബ്രഷുകൾ ഓവർലോഡ് ചെയ്യുകയും മറ്റുള്ളവ അൺലോഡ് ചെയ്യുകയും ചെയ്യുന്നു. ബ്രഷുകളിൽ നിന്ന് അവ നീക്കംചെയ്യുന്നതിന്, തുല്യതയുള്ള കണക്ഷനുകൾ ഉപയോഗിക്കുന്നു, ഇത് ഒരേ സാധ്യതയുള്ള ആർമേച്ചർ വിൻഡിംഗിന്റെ പോയിന്റുകളെ ബന്ധിപ്പിക്കുന്നു.
ട്രാവേഴ്സ് റൊട്ടേഷന്റെ ക്രമം.
· രണ്ട് അപ്പർ ബ്രഷ് ഹോൾഡറുകളുടെ ബ്രാക്കറ്റുകളിൽ നിന്ന് വയറുകൾ വിച്ഛേദിച്ച് അവയെ ട്രാവസിൽ നിന്ന് നീക്കുക;
ഫ്രെയിമിലെ ഹോൾഡറിന്റെ ഗ്രോവിൽ നിന്ന് ക്ലാമ്പ് പുറത്തുവരുന്നതുവരെ ക്ലാമ്പ് ബോൾട്ട് അഴിക്കുക;
· ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകളുടെയും ലൈനിംഗിന്റെയും വിരലുകളിൽ കുരുങ്ങാതിരിക്കാൻ ലാച്ച് 180 ഡിഗ്രി തിരിക്കുകയും ഹോൾഡറിന്റെ ഗ്രോവിലേക്ക് താഴ്ത്തുകയും ചെയ്യുന്നു;
· 3-4 തിരിവുകൾ വഴി ലോക്കിംഗ് ഉപകരണങ്ങളുടെ ബോൾട്ടുകൾ അഴിക്കുക;
· താഴത്തെ മനിഫോൾഡ് ഹാച്ചിലൂടെ, വിപുലീകരണ ഉപകരണത്തിന്റെ പിൻ നിങ്ങളുടെ നേരെയുള്ള ദിശയിൽ ഭ്രമണം ചെയ്യുക, കട്ട് സൈറ്റിൽ 2 മില്ലിമീറ്ററിൽ കൂടാത്ത ഒരു വിടവ് ഇൻസ്റ്റാൾ ചെയ്യുക;
· ഒരു റാറ്റ്ചെറ്റ് റെഞ്ച് ഉപയോഗിച്ച് ഭ്രമണം ചെയ്യുന്ന ട്രാവസ് സുഗമമായി തിരിക്കുന്നതിലൂടെ, വെന്റിലേഷൻ ഹാച്ചിന്റെ വശത്ത് നിന്ന് രണ്ട് ബ്രഷ് ഹോൾഡറുകൾ മുകളിലെ കളക്ടർ ഹാച്ചിലേക്ക് കൊണ്ടുവരുന്നു, തുടർന്ന് ശേഷിക്കുന്ന ബ്രഷ് ഹോൾഡറുകൾ, ട്രാവസ് എതിർ ദിശയിലേക്ക് തിരിക്കുക;
· താഴത്തെ കളക്ടർ ഹാച്ചിലൂടെ ട്രാവേഴ്സ് തിരിയുമ്പോൾ, ബ്രഷ് ഹോൾഡറുകൾ റിവേഴ്സ് ഓർഡറിൽ ഹാച്ചിലേക്ക് കൊണ്ടുവരുന്നു;
ട്രാവെർസ് രണ്ട് ദിശകളിലേക്കും തിരിയുന്നത് ടേണിംഗ് ഗിയർ ടൂത്ത് ട്രാവേഴ്സിന്റെ കട്ടിലേക്ക് കടക്കുന്നത് തടയുന്നു.
ബ്രഷ് അസംബ്ലിയുടെ പരിശോധനയോ അറ്റകുറ്റപ്പണിയോ പൂർത്തിയാക്കിയ ശേഷം, അപകടസാധ്യതകൾക്കനുസരിച്ച് ട്രാവേഴ്സ് ഇൻസ്റ്റാൾ ചെയ്യുന്നു. അവർ മുകളിലെ ബ്രാക്കറ്റുകളിൽ നിന്ന് എടുത്ത വയറുകൾ സുരക്ഷിതമാക്കുന്നു, വിപുലീകരണ ഉപകരണത്തിന്റെ പിൻ "നിങ്ങളിൽ നിന്ന് അകലെ" തിരിക്കുന്നതിലൂടെ ട്രാവേസ് തുറക്കുന്നു, മുകളിലെ ഹാച്ചിലൂടെ ലാച്ച് യാത്രയിലെ ഗ്രോവുമായി പൊരുത്തപ്പെടുന്നുവെന്ന് നിരീക്ഷിക്കുകയും ലോക്കിംഗ് ഉപകരണങ്ങളുടെ ബോൾട്ടുകൾ ശക്തമാക്കുകയും ചെയ്യുന്നു. അവർ നിർത്തുന്നത് വരെ.
പ്രവർത്തനത്തിൽ കളക്ടർ-ബ്രഷ് യൂണിറ്റിനുള്ള ആവശ്യകതകൾ.
· കളക്ടർക്ക് വരണ്ടതും മിനുസമാർന്നതുമായ ഉപരിതലം, ഇരുണ്ട അല്ലെങ്കിൽ ഇളം വാൽനട്ട് നിറം (പോളി-യുടെ സാന്നിധ്യം) ഉണ്ടായിരിക്കണം.
ടൂറുകൾ), എല്ലായിടത്തും തീ, ബർറുകൾ അല്ലെങ്കിൽ പോറലുകൾ എന്നിവയില്ലാതെ;
· കളക്ടർ മൈകാനൈറ്റ് പാതയുടെ ആഴം സാധാരണമായിരിക്കണം കൂടാതെ കളക്ടർ പ്ലേറ്റുകളിലെ ചാംഫറുകൾ ശരിയായിരിക്കണം;
വൈദ്യുത ഇൻസുലേറ്റിംഗ് ഇനാമൽ NTs-929-ൽ വിള്ളലുകൾ ഇല്ലാതെ മൈകാനൈറ്റ് കോൺ വൃത്തിയുള്ളതും മിനുസമാർന്നതുമായിരിക്കണം. ഈ ഇനാമൽ തൊലി കളഞ്ഞ് ഒരു വൈദ്യുത കമാനത്തിൽ നിന്ന് പൊള്ളലേറ്റതിന്റെ അടയാളങ്ങളൊന്നും ഉണ്ടാകരുത്;
· ട്രാവേഴ്സ് ബെയറിംഗ് ഷീൽഡിൽ ശരിയായി ഇൻസ്റ്റാൾ ചെയ്യുകയും റിലീസ് ചെയ്യുകയും വേണം;
· ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകളുടെ വിരലുകൾ ട്രവേഴ്സിൽ ദൃഡമായി പൊതിഞ്ഞിരിക്കണം. അവരുടെ പോർസലൈൻ ഇൻസുലേറ്ററുകൾ വൃത്തിയുള്ളതായിരിക്കണം, വിള്ളലുകൾ, ചിപ്സ്, ആർക്ക് ബേൺസിന്റെ അവശിഷ്ടങ്ങൾ എന്നിവയിൽ നിന്ന് മുക്തമായിരിക്കണം, കൂടാതെ വിരലുകളിൽ തിരിയരുത്;
· ബ്രഷ് ഹോൾഡറുകൾ കമ്മ്യൂട്ടേറ്ററുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ശരിയായി ഇൻസ്റ്റാൾ ചെയ്തിരിക്കണം, ബ്രഷുകളുടെ സാധാരണ പ്രവർത്തനവും അവയിൽ സമ്മർദ്ദവും ഉറപ്പാക്കുന്നു. ആർക്ക് പൊള്ളലേറ്റതിന്റെ അടയാളങ്ങൾ ഉണ്ടാകരുത്;
· ബ്രഷ് ഹോൾഡറിൽ ബ്രഷുകൾ സ്ഥാപിക്കുന്നതിന് മുമ്പ്, അവ ഉണക്കി കമ്മ്യൂട്ടേറ്ററിൽ പൊടിച്ചിരിക്കണം. കോപ്പർ ഷണ്ടിൽ സാധാരണയേക്കാൾ വലിയ വിള്ളലുകളോ ചിപ്പുകളോ ബ്രേക്കുകളോ ഉണ്ടാകരുത്. ബ്രഷുകൾക്ക് സാധാരണ ഉയരം ഉണ്ടായിരിക്കണം കൂടാതെ ബ്രഷ് ഹോൾഡറുകളുടെ വിൻഡോകളിൽ വികലമോ ജാമിംഗോ ഇല്ലാതെ ശരിയായി ഇൻസ്റ്റാൾ ചെയ്തിരിക്കണം.
ട്രാക്ഷൻ മോട്ടോറിനുണ്ടാകുന്ന നാശത്തിന്റെ തരങ്ങളും അവയുടെ സ്വഭാവവും
അവന്റെ കളക്ടറുടെ അടയാളങ്ങൾ.
· ലാമെല്ലകളുടെയും കോക്കറലുകളുടെയും അറ്റത്ത് കളക്ടർ ചെമ്പ് ഉരുകുന്നത്, മൈകാനൈറ്റ് കോണിന്റെ പൊള്ളൽ, ബ്രാക്കറ്റ് ഇൻസുലേറ്ററുകളുടെ ആർക്ക്-ബേൺ ഗ്ലേസ്: വിവിധ കാരണങ്ങളാൽ വൃത്താകൃതിയിലുള്ള തീയുടെ അനന്തരഫലം;
· കളക്ടറുടെ പ്രാദേശിക ചൂടാക്കൽ (കളക്ടർ പ്ലേറ്റുകളുടെ നീല തിരിയൽ), ഇത് ആർമേച്ചർ കോറിന്റെ ഗ്രോവിലെ കോയിൽ ഇൻസുലേഷന്റെ പൊള്ളലിന് കാരണമാകാം: ആർമേച്ചർ വിൻഡിംഗ് കോയിലിലെ ഇന്റർടേൺ ഷോർട്ട് സർക്യൂട്ട്;
· രണ്ട് അടുത്തുള്ള കളക്ടർ പ്ലേറ്റുകളുടെ കത്തുന്ന: ആർമേച്ചർ വിൻഡിംഗ് വിഭാഗങ്ങളുടെ തകർച്ച;
· കമ്മ്യൂട്ടേറ്റർ സ്കഫിംഗ്: ബ്രഷുകളിലൊന്നിന്റെ കോപ്പർ ഷണ്ട് ഉറപ്പിച്ചിട്ടില്ല, അനുചിതമായ ഇൻസ്റ്റാളേഷൻ കാരണം ബ്രഷ് ഹോൾഡർ വീണു, കമ്മ്യൂട്ടേറ്ററിൽ കുർഷാക്ക് (ഒരു യാത്രയ്ക്ക് ശേഷം പാന്റോഗ്രാഫുകൾ താഴ്ത്തി ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് ഉപേക്ഷിച്ചാൽ ശൈത്യകാലത്ത് രൂപം കൊള്ളുന്നു);
· കമ്മ്യൂട്ടേറ്ററിലെ ലൂബ്രിക്കേഷൻ: മോട്ടോർ ആർമേച്ചർ ബെയറിംഗിലെ അധിക ലൂബ്രിക്കേഷൻ അല്ലെങ്കിൽ ബെയറിംഗ് ഷീൽഡിന്റെ പിൻ കവറിന്റെ ലാബിരിന്ത് തകർന്നിരിക്കുന്നു;
· കളക്ടറിലെ ഈർപ്പം: അയഞ്ഞ ഹാച്ചുകൾ, ചൂടാക്കൽ യൂണിറ്റിൽ നിന്ന് ട്രാക്ഷൻ മോട്ടോറുകൾ ഉണക്കാതെ ഒരു ചൂടുള്ള സ്റ്റാളിൽ നിന്ന് ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ റിലീസ്.
പ്രവർത്തനത്തിൽ കളക്ടർ-ബ്രഷ് യൂണിറ്റിന്റെ നിരസിക്കൽ അളവുകൾ.
TL-2K1 AL-484eT
· ബ്രഷ് ഉയരം mm……………………………… 25 ൽ താഴെ 21 ൽ കുറവ്
· ബ്രഷ് ചിപ്പിംഗ് ഏരിയയുടെ % ………………………… 10 ൽ കൂടുതൽ 10
· കോപ്പർ ഷണ്ടുകളുടെ പൊട്ടിയ കമ്പികൾ %……………… 15 ൽ കൂടുതൽ 15 ൽ കൂടുതൽ
· ബ്രഷ് കി.ഗ്രാം മേൽ മർദ്ദം
3.0-ൽ കുറവ് 1.6-നേക്കാൾ കുറവ്
ഈ സമ്മർദ്ദങ്ങൾ തമ്മിലുള്ള വ്യത്യാസം
ഒരു ബ്രഷ് ഹോൾഡർ അല്ലെങ്കിൽ
ഒരേ പോളാരിറ്റി% ഉള്ള ബ്രഷ് ഹോൾഡറുകൾ ... 10 ൽ കൂടുതൽ 10
· ബ്രഷും ബ്രഷ് ഹോൾഡറും തമ്മിലുള്ള വിടവ്
ബ്രഷ് കനം പ്രകാരം mm…………………… 0.35 ൽ കൂടുതൽ 0.35 ൽ കൂടുതൽ
ബ്രഷ് വീതി മില്ലീമീറ്ററിൽ 1-ൽ കൂടുതൽ
· ശരീരം തമ്മിലുള്ള ദൂരം
ബ്രഷ് ഹോൾഡറും ജോലിയും
കളക്ടർ ഉപരിതലം mm…………………… 4 നേക്കാൾ 5 ൽ കൂടുതൽ
2-ൽ കുറവ് 1.8-നേക്കാൾ കുറവ്
കോക്കറലുകൾക്ക് സമാനമാണ് mm…………………… 4 ൽ താഴെ 7 ൽ കുറവ്
· കളക്ടർ ട്രാക്ക് ഡെപ്ത് mm........0.5 ൽ കുറവ് 0.5 ൽ കുറവ്
· കളക്ടർ റൺഔട്ട് mm……………………………… 0.1 നേക്കാൾ 0.1 കൂടുതൽ
· കളക്ടർ ഔട്ട്പുട്ട് mm…………………… 0.2 ൽ കൂടുതൽ 0.2
(0.5 മില്ലിമീറ്റർ വരെ ലോക്കോമോട്ടീവ് സർവീസ് മേധാവിയുടെ അനുമതിയോടെ)
കളക്ടർ-ബ്രഷ് യൂണിറ്റിന്റെ നിരസിക്കൽ അളവുകൾ
ഓക്സിലറി മെഷീനുകളുടെ ഇലക്ട്രിക് മോട്ടോറുകൾ
എഞ്ചിനുകൾക്ക് TL100M: NB431P: TL122: NB110: NB436V:
ഡി.വി. ജനറേറ്റർ
- ബ്രഷ് ഉയരം mm. 30 30 30 16 20 25 ൽ കുറവ്
- ബ്രഷും തമ്മിലുള്ള വിടവും
ബ്രഷ് ഹോൾഡർ കനം mm. 0.5 0.5 0.5 0.5 0.5 0.5 ൽ കൂടുതൽ
- ബ്രഷും തമ്മിലുള്ള വിടവും
ബ്രഷ് ഹോൾഡർ വീതി mm. 0.9 0.9 0.9 0.9 0.8 0.8-ൽ കൂടുതൽ
- ശരീരത്തിൽ നിന്നുള്ള ദൂരം
5 5 5 4 2.5 2.5-ൽ കൂടുതൽ പ്രവർത്തിക്കാനുള്ള ബ്രഷ് ഹോൾഡർ
കളക്ടർ ഉപരിതലം mm. 2.5 ൽ കുറവ് 2.5 2.5 2 2.5 2.5
- കോക്കറലുകളുടെ അതേ കാര്യം mm. 5 4 3 4 5.5 12.5-ൽ കൂടുതൽ
- ബ്രഷ് കി.ഗ്രാം അമർത്തുന്നു. 1.2 1 1.2 2.75 1 0.75 ൽ കുറവ്
1.5-ൽ കൂടുതൽ 1.5 1.5 3.2 1.2 0.1
- ട്രാക്ക് ആഴം mm. കൂടുതൽ 0.3 0.3 0.3 0.3 0.3 0.3
- കമ്മ്യൂട്ടേറ്റർ റൺഔട്ട് എംഎം. 0.1 0.1 0.1 0.1 0.1 0.1 ൽ കൂടുതൽ
ആങ്കർ വിൻഡിംഗുകളെക്കുറിച്ചുള്ള സംക്ഷിപ്ത വിവരങ്ങൾ.
ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് മെഷീനുകളുടെ ആർമേച്ചർ വിൻഡിംഗുകൾ രണ്ട് തരത്തിലാണ്:
വേവ് (ഈ വിൻഡിംഗിന്റെ കോയിൽ, തുറക്കുമ്പോൾ, ഒരു തരംഗത്തോട് സാമ്യമുണ്ട്). ഒരു ലളിതമായ വേവ് വിൻഡിംഗിൽ, വ്യത്യസ്ത ധ്രുവങ്ങൾക്ക് കീഴിലുള്ള വിഭാഗങ്ങൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു, അതിനാലാണ് ഈ വിൻഡിംഗിനെ സീരീസ് എന്നും വിളിക്കുന്നത്.
ലൂപ്പ് (ഈ വിൻഡിംഗിന്റെ കോയിൽ ഒരു ലൂപ്പിനോട് സാമ്യമുള്ളതാണ്). ഒരു ലളിതമായ ലൂപ്പ് വിൻഡിംഗിൽ, ഓരോ ജോടി ധ്രുവത്തിൻ കീഴിലും സ്ഥിതിചെയ്യുന്ന വിഭാഗങ്ങൾ രണ്ട് സമാന്തര ശാഖകൾ ഉണ്ടാക്കുന്നു, അതിനാലാണ് ഇതിനെ സമാന്തരമെന്ന് വിളിക്കുന്നത്.
ഏതെങ്കിലും വിൻഡിംഗുകൾ ബ്രഷുകളാൽ സമാന്തര ശാഖകളായി തിരിച്ചിരിക്കുന്നു.
ഒരു വേവ് വിൻഡിംഗ് ഉപയോഗിച്ച്, ധ്രുവങ്ങളുടെ എണ്ണം കണക്കിലെടുക്കാതെ, അവയിൽ രണ്ടെണ്ണം എല്ലായ്പ്പോഴും ഉണ്ട്.
ഒരു ലൂപ്പ് വിൻഡിംഗ് ഉപയോഗിച്ച്, സമാന്തര ശാഖകളുടെ എണ്ണം ധ്രുവങ്ങളുടെ എണ്ണത്തിന് തുല്യമാണ്. വിൻഡിംഗിന്റെ സമാന്തര ശാഖകളുടെ എണ്ണം അതിന്റെ പ്രയോഗത്തിന്റെ വ്യാപ്തി നിർണ്ണയിക്കുന്നു.
കറന്റ് ഉപയോഗിച്ച് വിൻഡിംഗുകളുടെ താരതമ്യം. ആർമേച്ചർ വിൻഡിംഗിലൂടെ കടന്നുപോകാൻ കഴിയുന്ന വൈദ്യുതധാരയുടെ പരമാവധി അളവ് നിർണ്ണയിക്കുന്നത് ഒരു സമാന്തര ശാഖയിലെ വൈദ്യുതധാരയുടെ അളവാണ്. കൂടുതൽ ഉണ്ട്, അവയിൽ ഓരോന്നിലും കുറവ് കറന്റ് (വൈൻഡിംഗ് കറന്റ് അവയുടെ എണ്ണം കൊണ്ട് ഹരിച്ചിരിക്കുന്നു). ഒരു ലൂപ്പ് വൈൻഡിംഗിൽ സമാന്തര ശാഖകളുടെ എണ്ണം കൂടുതലായതിനാൽ, ഒരു വേവ് വൈൻഡിംഗിനെക്കാൾ കൂടുതൽ കറന്റ് വഹിക്കാൻ ഇതിന് കഴിയും. ഇത് TL-2K1 എഞ്ചിനിലും NB-436V കൺവെർട്ടർ ജനറേറ്ററിലും ഉപയോഗിക്കുന്നു, ഉയർന്ന വൈദ്യുതധാരകൾ ഉപയോഗിച്ച് പ്രവർത്തിക്കുന്നു.
വോൾട്ടേജ് ഉപയോഗിച്ച് വിൻഡിംഗുകളുടെ താരതമ്യം. ഒരു സമാന്തര ശാഖയിലെ വിൻഡിംഗ് വിഭാഗങ്ങളുടെ എണ്ണം അനുസരിച്ചാണ് വിൻഡിംഗിലേക്ക് പ്രയോഗിക്കുന്ന വോൾട്ടേജിന്റെ അളവ് നിർണ്ണയിക്കുന്നത്. രണ്ട് തരം വിൻഡിംഗുകളിലും ഒരേ എണ്ണം വിഭാഗങ്ങൾ ഉള്ളതിനാൽ, വേവ് വിൻഡിംഗിന്റെ ഒരു സമാന്തര ശാഖയിലെ വിഭാഗങ്ങളുടെ എണ്ണം കൂടുതലാണ് (രണ്ടായി വിഭജിച്ചിരിക്കുന്നു), അതിനാൽ ഈ വിൻഡിംഗ് ലൂപ്പ് വിൻഡിംഗിനെക്കാൾ ഉയർന്ന വോൾട്ടേജുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. ഓക്സിലറി മെഷീനുകളുടെ മോട്ടോറുകളിൽ വേവ് വിൻഡിംഗ് ഉപയോഗിക്കുന്നു, അതിന്റെ കളക്ടറിലെ വോൾട്ടേജ് 3000V ആണ്.
ലൂപ്പ് വൈൻഡിംഗ് സവിശേഷത. ഈ വിൻഡിംഗിന്റെ പ്രത്യേകത, അതിന്റെ ഓരോ സമാന്തര ശാഖകളും ഒരു പ്രത്യേക ജോഡി പ്രധാന ധ്രുവങ്ങൾക്ക് കീഴിലാണ്. ഒരേ കാന്തിക ശക്തിയോടെ എല്ലാ ധ്രുവങ്ങളും നിർമ്മിക്കുന്നത് സാങ്കേതികമായി അസാധ്യമാണ് എന്ന വസ്തുത കാരണം, അവയ്ക്കും ആർമേച്ചറിനും ഇടയിൽ കർശനമായി സമാനമായ വായു വിടവുകൾ ഉണ്ടാക്കുന്നു, വ്യത്യസ്ത അളവിലുള്ള EMF- കൾ സമാന്തര ശാഖകളിൽ പ്രേരിപ്പിക്കുന്നു. ഈ ഇഎംഎഫുകൾ തമ്മിലുള്ള വ്യത്യാസം ശാഖകളിൽ തുല്യമായ വൈദ്യുതധാരകൾ പ്രത്യക്ഷപ്പെടുന്നതിന് കാരണമാകുന്നു. സമാന്തര ശാഖകളുടെ ചെറിയ പ്രതിരോധം കാരണം ഈ വൈദ്യുതധാരകൾ പ്രാധാന്യമർഹിക്കുന്നു. ബ്രഷുകളിലൂടെ കടന്നുപോകുന്ന വൈദ്യുതധാരകളെ തുല്യമാക്കുന്നത് ചില ബ്രഷുകൾ ഓവർലോഡ് ചെയ്യുകയും മറ്റുള്ളവ അൺലോഡ് ചെയ്യുകയും ചെയ്യും. ബ്രഷുകളിൽ നിന്ന് അവ നീക്കംചെയ്യുന്നതിന്, തുല്യതയുള്ള കണക്ഷനുകൾ ഉപയോഗിക്കുന്നു, ഇത് ഒരേ സാധ്യതയുള്ള ആർമേച്ചർ വിൻഡിംഗിന്റെ പോയിന്റുകളെ ബന്ധിപ്പിക്കുന്നു.
ഇലക്ട്രിക് ലോഗോ CHS-2 Type AL-484eT-യുടെ ഉപകരണ സവിശേഷതകൾ.
മണിക്കൂർ മോഡ് ലോംഗ് മോഡ്
നിലവിലെ 495A 435A
പവർ 700kw 618kw
ഭ്രമണ വേഗത 680rpm 720rpm
കാര്യക്ഷമത 0.943 0.948
പരമാവധി ഭ്രമണ വേഗത 1185 ആർപിഎം
എഞ്ചിന് ഒരു പിന്തുണ-ഫ്രെയിം സസ്പെൻഷൻ ഉണ്ട്. ആർമേച്ചർ ഡിസൈൻ ഒഴികെയുള്ള ഒരു TL-2K തരം എഞ്ചിന് സമാനമാണ് ഇതിന്റെ ഡിസൈൻ. പ്രധാന ഘടകങ്ങൾ: ഫ്രെയിം, രണ്ട് ബെയറിംഗ് ഷീൽഡുകൾ, ആറ് പ്രധാന, ആറ് അധിക ധ്രുവങ്ങൾ, ആർമേച്ചർ, കമ്മ്യൂട്ടേറ്റർ, ബ്രഷ് അസംബ്ലി.
അസ്ഥികൂടം ഇതിന് മുകൾ ഭാഗത്ത് രണ്ട് ഹാച്ചുകൾ ഉണ്ട്. കൂളിംഗ് എയർ പ്രവേശനത്തിന് ആന്റി-കളക്ടർ വശത്ത്, കളക്ടർ വശത്ത് അതിന്റെ എക്സിറ്റ്, കളക്ടറുടെ പരിശോധന എന്നിവയ്ക്കായി. കൂടാതെ, എയർ ഔട്ട്ലെറ്റിനായി രണ്ട് താഴ്ന്ന ഹാച്ചുകൾ ഉപയോഗിക്കുന്നു. ഫ്രെയിമിനുള്ളിൽ, പോൾ കോയിലുകൾ ഘടിപ്പിക്കുന്നതിന് പ്രത്യേക സ്ട്രിപ്പ് സ്റ്റീൽ ഫ്രെയിമുകൾ ഇംതിയാസ് ചെയ്യുന്നു.
ധ്രുവം. അടിസ്ഥാനപരമായി അവർ TL-2K1 പോലെ തന്നെ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു. പ്രധാന പോൾ കോയിലിന് രണ്ട് ലെയറുകളിലായി ബസ്ബാർ കോപ്പർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ 24 തിരിവുകളും (12 തിരിവുകൾ വീതം), അധിക പോൾ കോയിലിന് 19 തിരിവുകളുള്ള രണ്ട് പാളികളുമുണ്ട് (10, 9 തിരിവുകൾ വീതം). പിച്ചള നുറുങ്ങുകൾ കോയിലുകളുടെ തുടക്കത്തിലും അവസാനത്തിലും ലയിപ്പിച്ചിരിക്കുന്നു, അതിൽ ബന്ധിപ്പിക്കുന്ന കേബിളുകൾ ലയിപ്പിച്ചിരിക്കുന്നു.
ആങ്കർ. പൊള്ളയായ ഷാഫ്റ്റ്, രണ്ട് പൊള്ളയായ ഫ്ലേംഗുകൾ, രണ്ട് പ്രഷർ വാഷറുകൾ, കോർ, വിൻഡിംഗ്. പൊള്ളയായ ഫ്ലേഞ്ചുകൾ പൊള്ളയായ ഷാഫ്റ്റിന്റെ അറ്റത്ത് ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. മോട്ടോർ-ആങ്കർ ബെയറിംഗുകളുടെ ആന്തരിക വളയങ്ങൾ അവയിൽ അമർത്തിയിരിക്കുന്നു. പൊള്ളയായ ഷാഫ്റ്റിനുള്ളിൽ ഒരു ആന്തരിക കാർഡൻ കപ്ലിംഗ് ഉള്ള ഒരു കാർഡൻ ഷാഫ്റ്റ് ഉണ്ട്, അത് ഒരു ലൂബ്രിക്കേഷൻ ചേമ്പറിൽ സ്ഥാപിച്ചിരിക്കുന്നു. കമ്മ്യൂട്ടേറ്റർ വശത്തുള്ള ബെയറിംഗ് ഷീൽഡിന്റെ ബ്ലൈൻഡ് കവറിലെ ഒരു ട്യൂബ് വഴി ലൂബ്രിക്കന്റ് ചേമ്പറിലേക്ക് ചാർജ് ചെയ്യുന്നു. കാർഡൻ കപ്ലിംഗ്, അതിന്റെ സിലിണ്ടറിന്റെ സ്പ്ലൈനുകളിലൂടെ, പൊള്ളയായ ഷാഫ്റ്റിന്റെ ഉള്ളിൽ നിന്ന് ഇംതിയാസ് ചെയ്ത പല്ലുകളുമായി ഇടപഴകുന്നു. ഒരു റിയർ പ്രഷർ വാഷർ, ഒരു കോർ, ഫ്രണ്ട് പ്രഷർ വാഷർ എന്നിവ പൊള്ളയായ ഷാഫ്റ്റിന്റെ പുറം വശത്ത് അമർത്തിയിരിക്കുന്നു.
ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഷീറ്റുകളിൽ നിന്നാണ് കോർ ലാമിനേറ്റ് ചെയ്തിരിക്കുന്നത്. പുറത്ത് ആർമേച്ചർ വിൻഡിംഗ് കോയിലുകൾക്കായി 87 സ്ലോട്ടുകൾ ഉണ്ട്, അവസാനം തണുപ്പിക്കുന്നതിന് 48 ത്രികോണ ദ്വാരങ്ങളും 500 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു കേന്ദ്ര ദ്വാരവുമുണ്ട്. പൊള്ളയായ ഷാഫ്റ്റിന്റെ വ്യാസത്തിനൊപ്പം കീയ്ക്കുള്ള ഒരു ഇടവേളയും.
TL-2K1 TED-ന് സമാനമായാണ് കളക്ടർ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്, എന്നാൽ 522 ചെമ്പും അതേ എണ്ണം ആംബിറൈറ്റ് പ്ലേറ്റുകളും (കളക്ടർ മെക്കാനൈറ്റ്) ഉണ്ട്. ഫ്രണ്ട് പ്രഷർ വാഷറിൽ അമർത്തി.
അർമേച്ചർ വിൻഡിംഗ്. ലൂപ്പ്, കളക്ടർ 1-2 സഹിതം ചുവടുവെക്കുക. 87 കോയിലുകൾ ഉണ്ട്. കോയിലിൽ 6 വിഭാഗങ്ങളുണ്ട്, ഒരു വിഭാഗത്തിൽ 2 കണ്ടക്ടർമാർ. വിൻഡിങ്ങിൽ 174 ഇക്വലൈസിംഗ് കണ്ടക്ടർമാരുണ്ട്, കളക്ടറോട് ചേർന്നുള്ള അവയുടെ പിച്ച് 1-175 ആണ്. തോപ്പുകളിൽ വിൻഡിംഗിന്റെ ഉറപ്പിക്കൽ വെഡ്ജ് ആണ്, മുൻഭാഗങ്ങളിൽ ഒരു വയർ ബാൻഡേജ് ഉണ്ട്.
ബ്രഷ് യൂണിറ്റ്. TED തരം TL-2K1 ന്റെ ബ്രഷ് അസംബ്ലിയുടെ ഉപകരണത്തിന് സമാനമാണ് ഉപകരണം. വ്യത്യാസം, ട്രാവേഴ്സ് തുടർച്ചയായി നിർമ്മിച്ചതാണ്, ബ്രഷ് ഹോൾഡറുകൾക്ക് മൂന്ന് ബ്രഷുകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുള്ള വിൻഡോകൾ ഉണ്ട്, മർദ്ദം വിരലുകൾക്ക് ഇല സ്പ്രിംഗുകൾ ഉണ്ട്.
മോട്ടോറിന് നഷ്ടപരിഹാര വിൻഡിംഗ് ഇല്ല, പക്ഷേ ഇതിന് നല്ല കമ്മ്യൂട്ടേഷൻ ഉണ്ട്. ഇത് പിന്തുണ-ഫ്രെയിം സസ്പെൻഷൻ, കാന്തിക സംവിധാനത്തിന്റെ കണക്കുകൂട്ടൽ, ആർമേച്ചറിനും ധ്രുവങ്ങൾക്കുമിടയിൽ വർദ്ധിച്ച വായു വിടവുകൾ, ഒരു വലിയ സംഖ്യ തുല്യമാക്കൽ കണക്ഷനുകൾ എന്നിവയാണ്.
ഓക്സിലറി മെഷിനറി എഞ്ചിനുകളുടെ പൊതു ഉപകരണം
MK ടൈപ്പ് NB-431P, MV ടൈപ്പ് TL-110M, AM-D ടൈപ്പ് NB-436V എന്നീ എഞ്ചിനുകൾക്ക് കുറച്ച് ഒഴിവാക്കലുകളോടെ ഒരേ ഡിസൈൻ ഉണ്ട്.
പ്രധാന ഘടകങ്ങൾ ഇവയാണ്: ഒരു ഫ്രെയിം, രണ്ട് ബെയറിംഗ് ഷീൽഡുകൾ (NB-436V ന് ഒരെണ്ണം ഉണ്ട്), നാല് പ്രധാന, നാല് അധിക ധ്രുവങ്ങൾ, ഒരു ആർമേച്ചർ, ഒരു കമ്മ്യൂട്ടേറ്റർ, ഒരു ബ്രഷ് അസംബ്ലി, ഒരു കൂളിംഗ് ഫാൻ.
അസ്ഥികൂടം ഇതിന് ഒരു സിലിണ്ടർ ആകൃതിയുണ്ട്, അടിത്തറയിൽ ഉറപ്പിക്കുന്നതിനുള്ള കൈകാലുകൾ, ഒരു മനിഫോൾഡ് ഹാച്ച്, എയർ ഔട്ട്ലെറ്റ് തണുപ്പിക്കാനുള്ള വിൻഡോകൾ, ഷീൽഡുകൾ വഹിക്കുന്നതിനുള്ള കഴുത്ത്.
ചുമക്കുന്ന ഷീൽഡുകൾ. TL2K1 ഷീൽഡുകൾക്ക് സമാനമായ ഒരു ഉപകരണമുണ്ട്, ഇവയൊഴികെ:
NB-436V, NB-431P എഞ്ചിനുകളിൽ ഫ്രണ്ട് ത്രസ്റ്റ് റിങ്ങിന് പകരം എൻഡ് വാഷറുകൾ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്.
ലോക്കിംഗ് റോളർ ബെയറിംഗുകൾ കളക്ടർ ഭാഗത്ത് ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, കൂടാതെ ഫ്ലോട്ടിംഗ് റോളർ ബെയറിംഗുകൾ ആന്റി-കളക്ടർ ഭാഗത്ത് ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്.
ആന്റി-കളക്ടർ വശത്തുള്ള ഷീൽഡുകൾക്ക് പിൻ കവർ ഇല്ല; അതിന്റെ പങ്ക് വഹിക്കുന്നത് ഷീൽഡാണ്.
ലിക്വിഡ് റേഡിയോ ആക്ടീവ് മാലിന്യ ലൂബ്രിക്കന്റ് 200-250 ഗ്രാം, 20-30 ഗ്രാം ചേർക്കുന്നു. TR.
അർമേച്ചർ: ഷാഫ്റ്റ്, കമ്മ്യൂട്ടേറ്റർ, ഫ്രണ്ട് പ്രഷർ വാഷർ, കോർ, റിയർ പ്രഷർ വാഷർ, ഫാൻ (NB-431P ഒഴികെ), ആർമേച്ചർ വിൻഡിംഗ്. അർമേച്ചർ ഷാഫ്റ്റിന് ഒരു മുൾപടർപ്പു ഇല്ല, അതിനാൽ എല്ലാ ഘടകങ്ങളും ഒരു കീ സഹിതം ഷാഫ്റ്റിലേക്ക് അമർത്തിയിരിക്കുന്നു. കോർ ലാമിനേറ്റ് ചെയ്തതാണ്, ആർമേച്ചർ വൈൻഡിംഗ് കോയിലുകൾക്കായി 43 ഗ്രോവുകൾ (NB-436V-ന് 49) ഉണ്ട്, മൂന്ന് നിര വെന്റിലേഷൻ ദ്വാരങ്ങൾ, ഒരു കീയുടെ ഇടവേളയുള്ള ഷാഫ്റ്റിന് ഒരു കേന്ദ്ര ദ്വാരം, കൂടാതെ ഗ്ലാസ് ബാൻഡേജിനുള്ള ഒരു ഇടവേള എന്നിവയുണ്ട്. പുറത്ത്. പ്രഷർ വാഷറുകൾ ഉപയോഗിച്ച് കോർ ഇരുവശത്തും കംപ്രസ് ചെയ്യുന്നു. തിരമാല വളയുന്നു. ബി ക്ലാസിലെ വൈൻഡിംഗ് കോയിലുകളുടെ ബോഡിയും കവറും ഇൻസുലേഷൻ. ഗ്ലാസ് ബാൻഡേജ് ഉപയോഗിച്ച് മുഴുവൻ നീളത്തിലും കോയിലുകൾ ഉറപ്പിക്കുക. കളക്ടർക്ക് TL2K1 ന് സമാനമായ ഒരു ഉപകരണം ഉണ്ട്, എന്നാൽ പ്ലേറ്റുകളുടെ എണ്ണം 343 ആണ്.
പ്രധാന, അധിക ധ്രുവങ്ങൾ. അവരുടെ ഡിസൈൻ TL2K1 ന് സമാനമാണ്. ഇൻസുലേറ്റ് ചെയ്ത വയറിൽ നിന്നാണ് കോയിലുകൾ മുറിവേറ്റിരിക്കുന്നത്. ബോഡി, കവർ ഇൻസുലേഷൻ ക്ലാസ് എഫ് "മോണോലിത്ത്". NB-431P ന് നീക്കം ചെയ്യാവുന്ന ഇൻസുലേഷൻ ഉണ്ട്: ഗ്ലാസ് മൈക്കയും ലാവ്സൻ ടേപ്പും.
ബ്രഷ് അസംബ്ലി: നാല് സ്റ്റീൽ വിരലുകൾ ഉറപ്പിച്ചിരിക്കുന്ന ഒരു യാത്ര, അവയിൽ ഇൻസുലേറ്ററുകൾ ഘടിപ്പിച്ചുകൊണ്ട് AG-4 പ്രെസ്ട്രെസ് ഉപയോഗിച്ച് അമർത്തി. 10-25-50 വലുപ്പമുള്ള EG-61 തരത്തിലുള്ള ഒരു ബ്രഷ് ഉള്ള ഒരു ബ്രഷ് ഹോൾഡർ വിരലുകളിൽ ഘടിപ്പിച്ചിരിക്കുന്നു.
വെന്റിലേഷൻ: കളക്ടർ ഹാച്ചിലെ ദ്വാരങ്ങളിലൂടെ വായു വലിച്ചെടുക്കുന്നു, ധ്രുവങ്ങൾക്കും അർമേച്ചറുകൾക്കുമിടയിലുള്ള വിടവിലൂടെ, കാമ്പിലെ വെന്റിലേഷൻ ദ്വാരങ്ങളിലൂടെ കടന്നുപോകുകയും ആന്റി-കളക്ടർ വശത്തുള്ള ഫ്രെയിം വിൻഡോകളിലൂടെ പുറത്തുകടക്കുകയും ചെയ്യുന്നു. NB-431P MV-യിൽ നിന്ന് നിർബന്ധിത വായുസഞ്ചാരം നടത്തി. കളക്ടർ വശത്തുള്ള ഹാച്ചിലൂടെ വായു വിതരണം ചെയ്യുകയും ആന്റി-കളക്ടർ വശത്തുള്ള ബെയറിംഗ് ഷീൽഡിലെ ദ്വാരങ്ങളിലൂടെ പുറത്തുകടക്കുകയും ചെയ്യുന്നു.
NB-436V കൺവെർട്ടറിന്റെ പ്രധാന ധ്രുവങ്ങളുടെ വിൻഡിംഗുകളുടെ ഉപകരണവും പ്രവർത്തനവും.
മോട്ടറിന്റെ പ്രധാന തൂണുകൾ. 39 പ്രധാന ധ്രുവങ്ങളുടെ കോറുകളിൽ രണ്ട് വിൻഡിംഗുകളുടെ കോയിലുകൾ അടങ്ങിയിരിക്കുന്നു. കോയിൽ 40, ഫ്രെയിമുമായി സമ്പർക്കം പുലർത്തുന്നു, ഒരു സ്വതന്ത്ര ആവേശം വിൻഡിംഗ് കോയിൽ ആണ് (ഇനിമുതൽ പുതിയതായി പരാമർശിക്കുന്നു). രണ്ടാമത്തെ കോയിൽ 41 സീരീസ് എക്സിറ്റേഷൻ വൈൻഡിംഗ് കോയിൽ ആണ് (ഇനിമുതൽ SOV എന്ന് വിളിക്കുന്നു). HOB കോയിൽ ഇൻസുലേറ്റ് ചെയ്ത ചതുരാകൃതിയിലുള്ള വയർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ 234 തിരിവുകളുമുണ്ട്. POV കോയിൽ ഇൻസുലേറ്റ് ചെയ്ത ചതുരാകൃതിയിലുള്ള വയർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ 95 തിരിവുകളുമുണ്ട്. കോയിൽസ് ക്ലാസ് എഫ് മോണോലിത്തിന്റെ ഇൻസുലേഷൻ.
പ്രധാന ധ്രുവങ്ങളുടെ പ്രധാന കാന്തിക പ്രവാഹം സൃഷ്ടിക്കാൻ NOV പ്രവർത്തിക്കുന്നു, എക്സൈറ്റർ ബട്ടൺ ഓണായിരിക്കുമ്പോൾ നിയന്ത്രണ സർക്യൂട്ടുകളിൽ നിന്ന് വൈദ്യുതി സ്വീകരിക്കുന്നു. POV ഒരു സംരക്ഷിത വിൻഡിംഗായി പ്രവർത്തിക്കുന്നു, കൂടാതെ വൈദ്യുത മോട്ടറിന്റെ പവർ സർക്യൂട്ടിൽ ആർമേച്ചർ വിൻഡിംഗിനൊപ്പം സീരീസിൽ ഉൾപ്പെടുത്തിയിട്ടുണ്ട്. രണ്ട് വിൻഡിംഗുകളുടെയും കാന്തിക പ്രവാഹങ്ങൾക്ക് സ്ഥിരമായ ഒരു ദിശയുണ്ട്, അതിനാൽ ഓരോ ധ്രുവത്തിന്റെയും കാന്തിക പ്രവാഹം Fgp = Fnov + Fpov ന് തുല്യമാണ്.
സീരീസ് എക്സിറ്റേഷൻ വൈൻഡിംഗിന്റെ പ്രവർത്തനം. കോൺടാക്റ്റ് നെറ്റ്വർക്കിലോ ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ മേൽക്കൂര ഉപകരണങ്ങളിലോ (ഹൈ-സ്പീഡ് സ്വിച്ചിന് മുമ്പ്) ഒരു ഷോർട്ട് സർക്യൂട്ട് സംഭവിക്കുകയാണെങ്കിൽ, കോൺടാക്റ്റ് നെറ്റ്വർക്കിലെ വോൾട്ടേജ് പൂജ്യത്തിലേക്ക് താഴുന്നു. ആർമേച്ചർ വിൻഡിംഗിലൂടെയും സീരീസ് ഫീൽഡ് വിൻഡിംഗിലൂടെയും കറന്റ് കടന്നുപോകുന്നത് നിർത്തുന്നു, പക്ഷേ പ്രധാന ധ്രുവങ്ങൾ സ്വതന്ത്ര ഫീൽഡ് വിൻഡിംഗ് സൃഷ്ടിച്ച കാന്തിക പ്രവാഹം നിലനിർത്തുകയും ജഡത്വത്താൽ ആർമേച്ചർ കറങ്ങുകയും ചെയ്യുന്നതിനാൽ, എഞ്ചിൻ ജനറേറ്റർ മോഡിലേക്ക് മാറുന്നു. ഈ മോഡ് ഇതിന് അപകടകരമാണ്, കാരണം അതിന്റെ ആർമേച്ചർ വിൻഡിംഗിന്റെയും സീരീസ് എക്സിറ്റേഷൻ വിൻഡിംഗിന്റെയും സർക്യൂട്ട് ഷോർട്ട് സർക്യൂട്ടിലൂടെ അടച്ചിരിക്കുകയും ഷോർട്ട് സർക്യൂട്ട് കറന്റ് അവയിലൂടെ ഒഴുകുകയും ചെയ്യുന്നു. എന്നിരുന്നാലും, ഒരു സീരീസ് ഫീൽഡ് വിൻഡിംഗിന്റെ സാന്നിധ്യം, അതിലൂടെ ഒഴുകുന്ന ഷോർട്ട് സർക്യൂട്ട് കറന്റ്, അതിലൂടെ മുമ്പ് ഒഴുകുന്ന കറന്റിന് വിപരീത ദിശയിൽ സ്വതന്ത്ര ഫീൽഡ് വിൻഡിംഗിന്റെ കാന്തിക പ്രവാഹത്തിന് നേരെ ശക്തമായ കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്നു എന്ന വസ്തുതയിലേക്ക് നയിക്കുന്നു. ഷോർട്ട് സർക്യൂട്ട് കറന്റ് സൃഷ്ടിച്ച കാന്തിക ഫ്ലക്സ് വഴി പ്രധാന ധ്രുവങ്ങളുടെ തീവ്രമായ ഡീമാഗ്നെറ്റൈസേഷൻ സംഭവിക്കുകയും അപകടകരമായ മോഡ് നിർത്തുകയും ചെയ്യുന്നു.
കുറിപ്പുകൾ:
ഡിഫറൻഷ്യൽ റൊട്ടേഷന്റെ കാരണം സ്വതന്ത്രമായ ആവേശം വിൻഡിംഗിൽ ഒരു ഇടവേളയാണ്. ഈ സാഹചര്യത്തിൽ, പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക പ്രവാഹം പരമ്പരയുടെ ഒരു വളവ് വഴി സൃഷ്ടിക്കപ്പെടുന്നു
ആവേശം, അതിന്റെ നാല് കോയിലുകളിൽ 95 തിരിവുകൾ ഉണ്ട്. പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക പ്രവാഹം, സ്വതന്ത്ര വിൻഡിംഗിന്റെ കാന്തിക പ്രവാഹത്തിന്റെ അഭാവം മൂലം കുത്തനെ കുറയുന്നു. എഞ്ചിൻ ആഴത്തിൽ ദുർബലമായ ആവേശകരമായ മോഡിൽ പ്രവർത്തിക്കാൻ തുടങ്ങുന്നു, ഇത് അർമേച്ചറിന്റെ ഭ്രമണ വേഗത വർദ്ധിപ്പിക്കുന്നതിനും രണ്ട് ഇലക്ട്രിക് മെഷീനുകളുടെയും നാശത്തിനും കാരണമാകുന്നു. കൺവെർട്ടർ ജനറേറ്ററിന്റെ ബെയറിംഗ് ഷീൽഡ് 26 ൽ ഇൻസ്റ്റാൾ ചെയ്ത സ്പീഡ് റിലേ 28 ഉപയോഗിച്ച് വർദ്ധിച്ച റൊട്ടേഷൻ വേഗത നിർത്തുന്നു (സർക്യൂട്ട് പദവി PO12). റിലേ 1950 ആർപിഎം ഭ്രമണ വേഗതയിൽ പ്രവർത്തിക്കുന്നു, കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്ക് കൺവെർട്ടർ മോട്ടോറിനെ ബന്ധിപ്പിക്കുന്ന കോൺടാക്റ്റർ ഓഫ് ചെയ്യുന്നു;
· അത്തരമൊരു സാഹചര്യത്തിൽ, സീരിയൽ എക്സൈറ്റേഷൻ ഉപയോഗിച്ച് എഞ്ചിൻ ജനറേറ്റർ മോഡിലേക്ക് മാറുമ്പോൾ, പ്രധാന ധ്രുവങ്ങളുടെ ഡീമാഗ്നെറ്റൈസേഷൻ പ്രക്രിയ അതിന്റെ ഉത്തേജന വിൻഡിംഗിലെ കറന്റ് ദിശയിലെ മാറ്റം കാരണം യാന്ത്രികമായി സംഭവിക്കുന്നു;
കൺവെർട്ടർ ജനറേറ്റർ പോൾ സിസ്റ്റം.ആറ് പ്രധാന ധ്രുവങ്ങളും ആറ് അധിക ധ്രുവങ്ങളും അടങ്ങുന്നതാണ് പോൾ സംവിധാനം. 44 അധിക തൂണുകളുടെ കോറുകളിൽ ഇൻസുലേറ്റ് ചെയ്ത ചതുരാകൃതിയിലുള്ള വയറിൽ നിന്ന് 45 മുറിവുകളുണ്ട്. അവയിൽ ഓരോന്നിനും സമാന്തരമായി ബന്ധിപ്പിച്ച മൂന്ന് കണ്ടക്ടറുകളുടെ 8 തിരിവുകൾ ഉണ്ട്. 14 പ്രധാന ധ്രുവങ്ങളുടെ കോറുകളിൽ രണ്ട് വിൻഡിംഗുകളുടെ കോയിലുകൾ അടങ്ങിയിരിക്കുന്നു. ഫ്രെയിമുമായി സമ്പർക്കം പുലർത്തുന്ന ആദ്യത്തെ കോയിൽ 17, സ്വതന്ത്ര എക്സിറ്റേഷൻ വിൻഡിംഗ് കോയിൽ ആണ്, രണ്ടാമത്തെ കോയിൽ 18 കൌണ്ടർ-എക്സിറ്റേഷൻ വിൻഡിംഗ് കോയിൽ ആണ്. ഇൻസുലേറ്റ് ചെയ്ത ചതുരാകൃതിയിലുള്ള വയർ കൊണ്ടാണ് ഇൻഡിപെൻഡന്റ് എക്സിറ്റേഷൻ വിൻഡിംഗ് കോയിൽ നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ 230 തിരിവുകളുമുണ്ട്. VL11m ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിലെ കൺവെർട്ടർ ജനറേറ്ററിന്, ഈ കോയിലിന് 280 തിരിവുകൾ ഉണ്ട്. കൌണ്ടർ-എക്സൈറ്റേഷൻ വൈൻഡിംഗ് കോയിൽ ഒരു ഇൻസുലേറ്റഡ് കോപ്പർ ബാർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ രണ്ട് കണ്ടക്ടറുകളുടെ ഒരു ടേണുമുണ്ട്. രണ്ട് ധ്രുവങ്ങളുടെയും കോയിലുകളുടെ ഇൻസുലേഷൻ ക്ലാസ് എഫ് മോണോലിത്ത് ആണ്.
പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക പ്രവാഹം സൃഷ്ടിക്കാൻ സ്വതന്ത്ര ആവേശം വിൻഡ് ചെയ്യുന്നു. ഒരു പുനരുൽപ്പാദന ബ്രേക്കിംഗ് സർക്യൂട്ട് കൂട്ടിച്ചേർക്കുമ്പോൾ കൺട്രോൾ സർക്യൂട്ടുകളിലേക്ക് ബന്ധിപ്പിക്കുന്നു. ഡ്രൈവർ കൺട്രോളറിന്റെ ബ്രേക്ക് ഹാൻഡിൽ നീക്കുമ്പോൾ അതിന്റെ സർക്യൂട്ടിലെ (സർക്യൂട്ട് പദവി R31) റെസിസ്റ്ററിന്റെ പ്രതിരോധ മൂല്യം മാറ്റുന്നതിലൂടെ അതിലെ വൈദ്യുതധാരയുടെ അളവ് നിയന്ത്രിക്കപ്പെടുന്നു.
കോൺടാക്റ്റ് നെറ്റ്വർക്കിലെ വോൾട്ടേജ് ഏറ്റക്കുറച്ചിലുകൾക്കിടയിലുള്ള പുനരുജ്ജീവന വൈദ്യുതധാരയെ സ്ഥിരപ്പെടുത്തുന്നതിന് കൌണ്ടർ-എക്സിറ്റേഷൻ വിൻഡിംഗ് സഹായിക്കുന്നു, അതിനാൽ ഈ വിൻഡിംഗിന്റെ രണ്ട് സമാന്തര ശാഖകളിൽ ഓരോന്നും ട്രാക്ഷൻ മോട്ടോറുകളുടെ സമാന്തര ശാഖകളിലൊന്നുമായി ബന്ധിപ്പിക്കുകയും പുനരുജ്ജീവന കറന്റ് അതിലൂടെ ഒഴുകുകയും ചെയ്യുന്നു.
വൈൻഡിംഗ് കണക്ഷൻ ഡയഗ്രം. സ്വതന്ത്ര വിൻഡിംഗിന് മൂന്ന് കോയിലുകൾ വീതമുള്ള രണ്ട് സമാന്തര ശാഖകളുണ്ട്, ജനറേറ്ററിനുള്ളിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ H4, HH4 എന്നീ ടെർമിനലുകളുണ്ട്. H2, HH2 എന്നീ ടെർമിനലുകളുള്ള മൂന്ന് കോയിലുകൾ വീതമുള്ള രണ്ട് ശാഖകളും H3, HH3 എന്നിവയും കൌണ്ടർ എക്സിറ്റേഷൻ വിൻഡിങ്ങിന് ഉണ്ട്. ആർമേച്ചർ വിൻഡിംഗ് ഇനിപ്പറയുന്ന ശ്രേണിയിലെ അധിക ധ്രുവങ്ങളുടെ വിൻഡിംഗ് കോയിലുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു: ടെർമിനൽ R1, നെഗറ്റീവ് ബ്രഷ് ഹോൾഡറുകൾക്കിടയിലുള്ള ജമ്പർ, നെഗറ്റീവ് ബ്രഷുകൾ, കളക്ടർ, ആർമേച്ചർ വിൻഡിംഗിന്റെ വിഭാഗങ്ങൾ, കളക്ടർ, പോസിറ്റീവ് ബ്രഷുകളും ബ്രഷ് ഹോൾഡറുകളും, അവയ്ക്കിടയിലുള്ള ജമ്പർ , ആറ് അധിക ധ്രുവങ്ങൾ, ടെർമിനൽ R2.
ശ്രദ്ധിക്കുക: കൺവെർട്ടർ ജനറേറ്ററിലെ SAURT സംവിധാനമുള്ള VL11, VL11m എന്നീ ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിൽ, സ്വതന്ത്ര എക്സിറ്റേഷൻ വിൻഡിങ്ങിന് മൂന്ന് കോയിലുകൾ വീതമുള്ള രണ്ട് സമാന്തര ശാഖകളുണ്ട്, എന്നാൽ അവയിൽ ഓരോന്നിനും H5-NN5, H4, HH4 എന്ന് അടയാളപ്പെടുത്തിയിരിക്കുന്ന കോറിൽ നിന്ന് അതിന്റേതായ നിഗമനങ്ങളുണ്ട്. .
ഇലക്ട്രിക് ബ്രേക്കിംഗ്.
ഇലക്ട്രിക് ബ്രേക്കിംഗിന്റെ പ്രവർത്തന തത്വം ഇലക്ട്രിക് മെഷീനുകളുടെ റിവേഴ്സിബിലിറ്റി തത്വത്തെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്, അതനുസരിച്ച് ഓരോ മെഷീനും ഒരു ഇലക്ട്രിക് മോട്ടോറായും ജനറേറ്ററായും പ്രവർത്തിക്കാൻ കഴിയും, അതായത് മോട്ടോർ മോഡിൽ നിന്ന് ജനറേറ്റർ മോഡിലേക്കും പിന്നിലേക്കും മാറുക. ഇലക്ട്രിക്കൽ ബ്രേക്കിംഗ് റീജനറേറ്റീവ്, റിയോസ്റ്റാറ്റിക് എന്നിങ്ങനെ തിരിച്ചിരിക്കുന്നു. റീജനറേറ്റീവ് ബ്രേക്കിംഗിന്റെ ഉദാഹരണം ഉപയോഗിച്ച് ഇലക്ട്രിക് ബ്രേക്കിംഗിന്റെ പ്രവർത്തന തത്വം നമുക്ക് പരിഗണിക്കാം.
റീജനറേറ്റീവ് ബ്രേക്കിംഗ്.
പുനരുൽപ്പാദന ബ്രേക്കിംഗ് ഉറപ്പാക്കാൻ, ഇനിപ്പറയുന്ന വ്യവസ്ഥകൾ പാലിക്കേണ്ടതുണ്ട്:
· ഒരു സീരീസ്-എക്സൈഡ് ട്രാക്ഷൻ മോട്ടോർ ജനറേറ്റർ മോഡിലേക്ക് മാറാൻ കഴിയില്ല. ജനറേറ്റർ മോഡിൽ അത്തരം ഇലക്ട്രിക് മോട്ടോറുകൾ പ്രവർത്തിപ്പിക്കുന്നതിന്, അവ സ്വതന്ത്രമായ ആവേശത്തിലേക്ക് മാറണം. ഇത് ചെയ്യുന്നതിന്, എല്ലാ ട്രാക്ഷൻ മോട്ടോറുകളുടെയും ഫീൽഡ് വിൻഡിംഗുകൾ ആർമേച്ചർ വിൻഡിംഗുകളിൽ നിന്ന് വിച്ഛേദിക്കുകയും കൺവെർട്ടർ ജനറേറ്ററിന്റെ അർമേച്ചർ ടെർമിനലുകളുമായി ബന്ധിപ്പിക്കുകയും ചെയ്യുന്നു;
· എക്സിറ്റേഷൻ വിൻഡിംഗുകളിലെ എക്സിറ്റേഷൻ കറന്റിന്റെ ദിശ എഞ്ചിൻ ഓപ്പറേറ്റിംഗ് മോഡിലെ കറന്റിന്റെ ദിശയുമായി പൊരുത്തപ്പെടണം;
· ആകെ ഇ.എം.എഫ്. ജനറേറ്റർ മോഡിൽ പ്രവർത്തിക്കുന്ന എല്ലാ ട്രാക്ഷൻ മോട്ടോറുകളും കോൺടാക്റ്റ് ലൈൻ വോൾട്ടേജിനേക്കാൾ 80-100 വോൾട്ട് കൂടുതലായിരിക്കണം;
ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് ഒരു ക്ലോസ്ഡ് സർക്യൂട്ടിൽ പ്രവർത്തിക്കണം, അതായത്. കോൺടാക്റ്റ് നെറ്റ്വർക്കിനും റെയിൽ സർക്യൂട്ടിനും ഇടയിൽ ഒരു ഉപഭോക്താവ് ബന്ധിപ്പിച്ചിരിക്കണം: വൈദ്യുതി സ്വീകരിക്കുന്ന ഒരു ട്രാക്ഷൻ സബ്സ്റ്റേഷൻ അല്ലെങ്കിൽ ട്രാക്ഷൻ മോഡിൽ പ്രവർത്തിക്കുന്ന ഒരു ഇലക്ട്രിക് ലോക്കോമോട്ടീവ്.
· റീജനറേറ്റീവ് ബ്രേക്കിംഗ് സർക്യൂട്ട് കോൺടാക്റ്റ് നെറ്റ്വർക്കിലെ വോൾട്ടേജ് ഏറ്റക്കുറച്ചിലുകൾ സമയത്ത് പുനരുൽപ്പാദന നിലവിലെ മൂല്യത്തിന്റെ സ്ഥിരത ഉറപ്പാക്കണം.
സിമ്പിൾ റിക്കവറി സ്കീമിന്റെ പ്രവർത്തന തത്വം
കൺവെർട്ടർ ജനറേറ്ററിന്റെ കൗണ്ടർ-എക്സിറ്റേഷൻ ഉപയോഗിച്ച് ബ്രേക്കിംഗ്.
പുനരുൽപ്പാദിപ്പിക്കുന്ന ബ്രേക്കിംഗ് വ്യവസ്ഥകളിൽ ഒന്ന്, മുകളിൽ സൂചിപ്പിച്ചതുപോലെ, കോൺടാക്റ്റ് നെറ്റ്വർക്കിലെ വോൾട്ടേജ് ഏറ്റക്കുറച്ചിലുകൾ സമയത്ത് പുനരുൽപ്പാദന നിലവിലെ മൂല്യത്തിന്റെ സ്ഥിരതയാണ്. കൺവെർട്ടർ ജനറേറ്ററിന്റെ കൌണ്ടർ-എക്സൈറ്റേഷൻ ഉള്ള ഒരു റീജനറേറ്റീവ് ബ്രേക്കിംഗ് സർക്യൂട്ടിൽ ഈ അവസ്ഥ വളരെ എളുപ്പത്തിൽ കൈവരിക്കാനാകും.

കൺവെർട്ടർ ജനറേറ്ററിന്റെ കൌണ്ടർ-എക്സൈറ്റേഷൻ ഉപയോഗിച്ച് റീജനറേറ്റീവ് ബ്രേക്കിംഗിന്റെ ഏറ്റവും ലളിതമായ സർക്യൂട്ട് ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു.
അത്തരമൊരു കൺവെർട്ടറിന്റെ ജനറേറ്ററിന് പ്രധാന ധ്രുവങ്ങളുടെ കോറുകളിൽ രണ്ട് വിൻഡിംഗുകളുടെ കോയിലുകൾ ഉണ്ട്. അവയിലൊന്ന് ഒരു ഇൻഡിപെൻഡന്റ് എക്സിറ്റേഷൻ വിൻഡിംഗ് കോയിൽ (നവ) ആണ്, മറ്റൊന്ന് കൌണ്ടർ-എക്സിറ്റേഷൻ വൈൻഡിംഗ് കോയിൽ (pov) ആണ്.ആദ്യത്തെ വിൻഡിംഗ് പ്രധാന ധ്രുവങ്ങളിൽ ഒരു കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്നു, രണ്ടാമത്തേത് വോൾട്ടേജ് ഏറ്റക്കുറച്ചിലുകളുടെ സമയത്ത് വീണ്ടെടുക്കൽ വൈദ്യുതധാരയുടെ മൂല്യം സ്ഥിരപ്പെടുത്തുന്നു. കോൺടാക്റ്റ് നെറ്റ്വർക്കിൽ.
റീജനറേറ്റീവ് ബ്രേക്കിംഗ് സർക്യൂട്ട് കൂട്ടിച്ചേർക്കുന്നതിന് മുമ്പ്, എക്സൈറ്റേഴ്സ് ബട്ടൺ ഓണാണ്. ഇത് ഓൺ ചെയ്യുമ്പോൾ, ഷോർട്ട് സർക്യൂട്ട് കോൺടാക്റ്റർ ഓണാക്കി, കൺട്രോൾ സർക്യൂട്ടുകളുടെ വോൾട്ടേജിലേക്ക് AM-D കൺവെർട്ടർ മോട്ടറിന്റെ സ്വതന്ത്ര എക്സിറ്റേഷൻ വിൻഡിംഗ് (പുതിയ) ബന്ധിപ്പിക്കുന്നു. അത് ഓണാക്കിയ ശേഷം, K53 ഓണാക്കി, അതിന്റെ അർമേച്ചർ വൈൻഡിംഗിനെ കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്ക് സീരീസ് എക്സിറ്റേഷൻ വൈൻഡിംഗുമായി (pov) ബന്ധിപ്പിക്കുന്നു. എഎം-ജി കൺവെർട്ടറിന്റെ ജനറേറ്റർ ആർമേച്ചർ പ്രവർത്തിപ്പിക്കാനും തിരിക്കാനും എഞ്ചിൻ ആരംഭിക്കുന്നു.
ബ്രേക്ക് സ്വിച്ചിന്റെ ക്യാം മൂലകങ്ങളുടെ പവർ കോൺടാക്റ്റുകൾ ഉപയോഗിച്ച് റീജനറേറ്റീവ് ബ്രേക്കിംഗ് സർക്യൂട്ട് കൂട്ടിച്ചേർക്കുമ്പോൾ (ഡയഗ്രാമിൽ കാണിച്ചിട്ടില്ല), ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറിന്റെ TED- ന്റെ എക്സിറ്റേഷൻ വിൻഡിംഗ് അർമേച്ചർ വിൻഡിംഗിൽ നിന്ന് വിച്ഛേദിക്കുകയും AM ന്റെ ആർമേച്ചർ ടെർമിനലുകളുമായി ബന്ധിപ്പിക്കുകയും ചെയ്യുന്നു. -ജി കൺവെർട്ടർ ജനറേറ്റർ.
തുടർന്ന്, കോൺടാക്റ്റർ K62 ഓണാക്കിയ ശേഷം, AM-G കൺവെർട്ടർ ജനറേറ്ററിന്റെ NO വിൻഡിംഗ് വേരിയബിൾ റെസിസ്റ്റർ R31 വഴി കൺട്രോൾ സർക്യൂട്ടുകളിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു. ജനറേറ്ററിന്റെയും ഇഎംഎഫിന്റെയും പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക ഫ്ലൂക്സ് പ്രത്യക്ഷപ്പെടുന്നു. അതിന്റെ അർമേച്ചറിന്റെ ക്ലാമ്പുകളിൽ. ട്രാക്ഷൻ മോട്ടോർ TED ന്റെ OB വിൻഡിംഗ് അവയുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നതിനാൽ, ജനറേറ്ററിന്റെ പോസിറ്റീവ് ടെർമിനലിൽ നിന്ന് എക്സിറ്റേഷൻ കറന്റ് Iv അതിലൂടെ ഒഴുകാൻ തുടങ്ങുന്നു. മോട്ടറിന്റെയും ഇഎംഎഫിന്റെയും പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക ഫ്ലൂക്സ് പ്രത്യക്ഷപ്പെടുന്നു. അതിന്റെ ക്ലാമ്പുകളിൽ.
കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്ക് ട്രാക്ഷൻ മോട്ടോർ ബന്ധിപ്പിച്ച് വീണ്ടെടുക്കൽ കറണ്ടിന്റെ ആവശ്യമായ മൂല്യം സ്ഥാപിക്കുന്നു.
കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്കുള്ള ട്രാക്ഷൻ മോട്ടറിന്റെ കണക്ഷൻ അതിന്റെ emf ന്റെ മൂല്യം ഉണ്ടാകുമ്പോൾ സംഭവിക്കണം. കോൺടാക്റ്റ് നെറ്റ്വർക്ക് വോൾട്ടേജ് 80-100 വോൾട്ട് കവിയുന്നു. ഇത് ചെയ്യുന്നതിന്, emf വർദ്ധിക്കുന്നു. ഡ്രൈവർ കൺട്രോളറിന്റെ ബ്രേക്ക് ഹാൻഡിൽ നീക്കുമ്പോൾ റെസിസ്റ്റർ R31 ന്റെ പ്രതിരോധ മൂല്യം കുറച്ചുകൊണ്ട് ജനറേറ്റർ AM-G. ഇത് കുറയുമ്പോൾ, ഇനിപ്പറയുന്ന വൈദ്യുത, വൈദ്യുതകാന്തിക അളവുകൾ മാറുന്നു: R31¯, Inov, Fnov, Eg, Iv.ted, Fted, Eted കൂടാതെ Eted ഒരു ലീനിയർ കോൺടാക്റ്റർ ഉപയോഗിച്ച് Uks-ന്റെ മൂല്യത്തെ 80-100 വോൾട്ട് കവിയുമ്പോൾ (ചിത്രത്തിൽ കാണിച്ചിട്ടില്ല. . 51) കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്ക് മോട്ടോറിനെ ബന്ധിപ്പിക്കുന്നത് സംഭവിക്കും. അതിനുശേഷം ഒരു റീജനറേഷൻ കറന്റ് സർക്യൂട്ട് രൂപം കൊള്ളുന്നു: ജനറേറ്റർ മോഡിൽ പ്രവർത്തിക്കുന്ന TED ആർമേച്ചറിന്റെ പോസിറ്റീവ് ടെർമിനൽ, BV യുടെ പവർ കോൺടാക്റ്റുകൾ, പാന്റോഗ്രാഫ്, കോൺടാക്റ്റ് നെറ്റ്വർക്ക്, ഒരു ട്രാക്ഷൻ സബ്സ്റ്റേഷന്റെ ഡയഗ്രം അല്ലെങ്കിൽ ട്രാക്ഷൻ മോഡിൽ പ്രവർത്തിക്കുന്ന ഇലക്ട്രിക് ലോക്കോമോട്ടീവ്, ട്രാക്ക് സർക്യൂട്ട്, OPV AM- G വൈൻഡിംഗ്, TED ആർമേച്ചറിന്റെ നെഗറ്റീവ് ടെർമിനൽ . OPV വിൻഡിംഗിലൂടെ വൈദ്യുത പ്രവാഹത്തിന് ശേഷം, AM-G ജനറേറ്ററിന്റെ പ്രധാന ധ്രുവങ്ങളുടെ കാന്തിക പ്രവാഹം ഇതിന് തുല്യമായിരിക്കും: Fg = Fnov-Fopv.
Mt = Cm Ir f ഫോർമുലയാൽ പ്രകടിപ്പിക്കുന്ന റീജനറേഷൻ കറന്റിന്റെയും ബ്രേക്കിംഗ് ടോർക്കിന്റെയും ആവശ്യമായ മൂല്യങ്ങൾ ലഭിക്കുന്നതിന്, റെസിസ്റ്റർ R31 ന്റെ പ്രതിരോധ മൂല്യം വീണ്ടും കുറയുന്നു. മുകളിലുള്ള എല്ലാ വൈദ്യുതകാന്തിക വൈദ്യുത അളവുകളും വീണ്ടും വർദ്ധിക്കുന്നു, ട്രാക്ഷൻ മോട്ടറിന്റെ പുനരുൽപ്പാദന കറന്റും ബ്രേക്കിംഗ് ടോർക്കും വർദ്ധിക്കുന്നു.
സമ്പർക്ക ശൃംഖലയിലെ വോൾട്ടേജ് ഏറ്റക്കുറച്ചിലുകൾ സമയത്ത് പുനരുൽപ്പാദന നിലവിലെ മൂല്യത്തിന്റെ സ്ഥിരത.
കോൺടാക്റ്റ് നെറ്റ്വർക്കിലെ വോൾട്ടേജ് മാറുമ്പോൾ, പുനരുൽപ്പാദന നിലവിലെ സ്ഥിരത ഇനിപ്പറയുന്ന രീതിയിൽ സംഭവിക്കുന്നു. Uks, Iр¯ , Фпов¯ , Фг. (Фг = Фнов-Фопв.), Er , Iв тд , എന്ന് നമുക്ക് അനുമാനിക്കാം.
എഫ് ടെഡ്, ഇ ടെഡ്, ഐആർ, അതായത്. AM-G ജനറേറ്ററിന്റെ OPV വിൻഡിംഗിന്റെ പ്രവർത്തനം കാരണം, റിക്കപ്പറേഷൻ കറന്റ് അതിന്റെ മുൻ മൂല്യം നിലനിർത്തി.
റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗ്.
റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗ് സർക്യൂട്ട് കൂട്ടിച്ചേർക്കാൻ, ട്രാക്ഷൻ മോട്ടോറുകൾ കോൺടാക്റ്റ് നെറ്റ്വർക്കിൽ നിന്ന് വിച്ഛേദിക്കുകയും ബ്രേക്കിംഗ് റെസിസ്റ്ററുകളുമായി ബന്ധിപ്പിക്കുകയും ചെയ്യുന്നു (ചിത്രം 52). സ്റ്റാർട്ടിംഗ് റെസിസ്റ്ററുകൾ അത്തരം റെസിസ്റ്ററുകളായി ഉപയോഗിക്കുന്നു. ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറുകളുടെ സമാന്തര കണക്ഷനിൽ മാത്രമാണ് റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗ് നടത്തുന്നത്, കാരണം സീരീസ്-പാരലൽ, സീരീസ് കണക്ഷനുകളിൽ മൊത്തം ഇഎംഎഫ്. ഒരു ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ ഇലക്ട്രിക്കൽ ഉപകരണങ്ങൾക്ക് ട്രാക്ഷൻ മോട്ടോറുകൾ അപകടകരമായ മൂല്യങ്ങളിൽ എത്തുന്നു.
രണ്ട് റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗ് സംവിധാനങ്ങളുണ്ട്. ആദ്യത്തേത് തുടർച്ചയായ സ്വയം-ആവേശത്തോടെയുള്ളതാണ്, രണ്ടാമത്തേത് സ്വതന്ത്ര നിയന്ത്രിത സ്വയം-ആവേശത്തോടെയാണ്.
റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗിലേക്ക് മാറുമ്പോൾ, മോട്ടോർ സർക്യൂട്ടിലെ ജനറേറ്റർ കറണ്ടിന്റെ പ്രാരംഭ രൂപം ട്രാക്ഷൻ മോട്ടോറുകളുടെ പ്രധാന ധ്രുവങ്ങളുടെ ചെറിയ അവശിഷ്ട കാന്തികത കാരണം ഉണ്ടാകുന്ന emf മൂലമാണ്. ജനറേറ്റർ കറന്റ് ഇത് ശേഷിക്കുന്ന കാന്തികത നശിപ്പിക്കാതിരിക്കാൻ, അതിന്റെ ദിശ നിലവിലെ ഐഡിയുടെ ദിശയുമായി പൊരുത്തപ്പെടണം, മുമ്പത്തെ ട്രാക്ഷൻ മോഡ് (ചിത്രം 42, എ). റിവേഴ്സ് കോൺടാക്റ്റുകൾ ഉപയോഗിച്ച് ട്രാക്ഷൻ മോട്ടോറുകളുടെ വിൻഡിംഗുകൾ സ്വിച്ചുചെയ്യുന്നതിലൂടെ ഇത് കൈവരിക്കാനാകും (ചിത്രം 52, ബി കാണുക). നിലവിലെ മൂല്യം ഇത് നിയന്ത്രിക്കുന്നതിന്, തൽഫലമായി, ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറുകളുടെ ബ്രേക്കിംഗ് ഫോഴ്സ്, റെസിസ്റ്റർ Rt ന്റെ പ്രതിരോധ മൂല്യം കോൺടാക്റ്ററുകൾ 1-4 ഉപയോഗിച്ച് ഘട്ടങ്ങളിൽ മാറ്റുന്നു.
ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറുകൾ സമാന്തരമായി ബന്ധിപ്പിക്കുമ്പോൾ, ഓരോ ഗ്രൂപ്പും ഒരു പ്രത്യേക റെസിസ്റ്ററുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, ഒരു സാധാരണ റെസിസ്റ്ററുമായി ബന്ധിപ്പിക്കുമ്പോൾ, ഇലക്ട്രിക് മോട്ടോറുകളുടെ എക്സിറ്റേഷൻ വിൻഡിംഗുകൾ ബന്ധിപ്പിക്കുന്നതിനുള്ള ഒരു ക്രോസ് സർക്യൂട്ട് ഉപയോഗിക്കുന്നു (ചിത്രം 52, സി). ചില കാരണങ്ങളാൽ emf വർദ്ധിക്കുകയാണെങ്കിൽ. ഒരു ജോഡി മോട്ടോറുകളുടെ ആർമേച്ചർ വിൻഡിംഗിലെ കറന്റ്, തുടർന്ന് മറ്റ് ജോഡിയുടെ എക്സിറ്റേഷൻ കറന്റ് അതിനനുസരിച്ച് വർദ്ധിക്കുന്നു, അതിനാൽ emf. അവയുടെ രണ്ട് അർമേച്ചർ വിൻഡിംഗുകളിലെയും കറന്റ്.

ഇലക്ട്രിക്കൽ ഉപകരണങ്ങളുടെ വർഗ്ഗീകരണവും പ്രവർത്തന വ്യവസ്ഥകളും.
ഒരു ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ ഇലക്ട്രിക്കൽ സർക്യൂട്ടുകളിലെ കറന്റ് ഓണാക്കാനും ഓഫാക്കാനും നിയന്ത്രിക്കാനും ഉപയോഗിക്കുന്ന ഉപകരണങ്ങളാണ് ഇലക്ട്രിക്കൽ ഉപകരണങ്ങൾ.
ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് ഉപകരണങ്ങൾ ബുദ്ധിമുട്ടുള്ള സാഹചര്യങ്ങളിൽ പ്രവർത്തിക്കുന്നു: അവ ശക്തമായ ഷോക്കുകൾക്ക് വിധേയമാണ്, അന്തരീക്ഷ താപനില -50 മുതൽ +40 ° വരെ വ്യത്യാസപ്പെടുന്നു; പൊടി, ഈർപ്പം, ഗ്രീസ് എന്നിവ ഉപകരണങ്ങളിൽ ലഭിക്കുന്നു; ഉപകരണങ്ങളിലൂടെ കടന്നുപോകുന്ന കറന്റ് കുത്തനെ മാറുന്നു; ഇടയ്ക്കിടെയുള്ളതും നീണ്ടുനിൽക്കുന്നതുമായ ഓവർലോഡുകൾ സാധ്യമാണ്; വോൾട്ടേജ് നാമമാത്ര മൂല്യത്തെ 15-20% കവിയുന്നു, സ്വിച്ചിംഗ് ഓവർ വോൾട്ടേജുകളും പ്രയോഗിക്കാൻ കഴിയും (ഉയർന്ന ഇൻഡക്ടൻസുള്ള ഒരു ഇലക്ട്രിക്കൽ സർക്യൂട്ട് തകരാറിലാകുമ്പോൾ ഉണ്ടാകുന്ന വോൾട്ടേജുകളാണ് സ്വിച്ചിംഗ് വോൾട്ടേജുകൾ).
ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് ഉപകരണങ്ങൾക്ക് ഇവ ഉണ്ടായിരിക്കണം:
ഭാഗങ്ങളുടെ മെക്കാനിക്കൽ ശക്തി;
വൈദ്യുത ഇൻസുലേഷൻ ശക്തി;
ഓവർലോഡുകൾ, കുലുക്കം, അന്തരീക്ഷ സ്വാധീനങ്ങൾ എന്നിവയ്ക്കുള്ള പ്രതിരോധം;
പൊടി, അഴുക്ക് എന്നിവയിൽ നിന്നുള്ള സംരക്ഷണം;
സാധ്യമെങ്കിൽ, പരസ്പരം മാറ്റാവുന്നതും ഭാഗങ്ങളുടെ ഏകീകൃതതയും;
രൂപകൽപ്പനയുടെ ലാളിത്യം, പ്രവർത്തനത്തിന്റെ എളുപ്പവും നന്നാക്കലും;
കുറഞ്ഞ മൊത്തത്തിലുള്ള അളവുകളും ഭാരവും ഉണ്ടായിരിക്കുക;
എല്ലാ അന്തരീക്ഷ സാഹചര്യങ്ങളിലും പ്രവർത്തനം ഉറപ്പാക്കണം.
ഉപകരണങ്ങൾ ഇൻസ്റ്റാൾ ചെയ്ത സർക്യൂട്ടുകളുടെ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച്, അവ ഉപകരണങ്ങളായി തിരിച്ചിരിക്കുന്നു:
ട്രാക്ഷൻ മോട്ടോർ സർക്യൂട്ടിൽ ഉൾപ്പെടുത്തിയിരിക്കുന്ന പവർ സർക്യൂട്ട് ഉപകരണങ്ങൾ;
ഓക്സിലറി മെഷീനുകളുടെയും ഇലക്ട്രിക് ഫർണസുകളുടെയും ഇലക്ട്രിക് മോട്ടോറുകളുടെ ഉയർന്ന വോൾട്ടേജ് സർക്യൂട്ടിൽ ഇൻസ്റ്റാൾ ചെയ്ത ഓക്സിലറി സർക്യൂട്ട് ഉപകരണങ്ങൾ;
ലോ-വോൾട്ടേജ് കൺട്രോൾ സർക്യൂട്ട് ഉപകരണങ്ങൾ;
അളക്കുന്ന ഉപകരണങ്ങൾ, ലൈറ്റിംഗ്, അലാറം ഉപകരണങ്ങൾ, ക്ലാമ്പ് സ്ട്രിപ്പുകൾ, പ്ലഗ് കണക്ടറുകൾ, സോക്കറ്റുകൾ.
ഡ്രൈവിന്റെ തരം അനുസരിച്ച്, ഉപകരണങ്ങളെ ഉപകരണങ്ങളായി തിരിച്ചിരിക്കുന്നു:
സ്വമേധയാ പ്രവർത്തിപ്പിക്കുന്ന ഉപകരണങ്ങൾ: ഡിസ്കണക്ടറുകൾ, പുഷ്-ബട്ടൺ സ്വിച്ചുകൾ മുതലായവ;
വൈദ്യുതകാന്തിക ഡ്രൈവ് ഉള്ള ഉപകരണങ്ങൾ: വൈദ്യുതകാന്തിക കോൺടാക്റ്ററുകൾ, റിലേകൾ മുതലായവ;
ഇലക്ട്രോ ന്യൂമാറ്റിക് ഡ്രൈവ് ഉള്ള ഉപകരണങ്ങൾ: ഇലക്ട്രോ ന്യൂമാറ്റിക് കോൺടാക്റ്ററുകൾ, ഗ്രൂപ്പ് സ്വിച്ചുകൾ, ക്യാം സ്വിച്ചുകൾ മുതലായവ;
ഓടിക്കുന്ന ഉപകരണങ്ങളുടെ എണ്ണത്തെ അടിസ്ഥാനമാക്കി, അവയെ തിരിച്ചിരിക്കുന്നു:
വ്യക്തിഗത ഡ്രൈവ് ഉള്ള ഉപകരണങ്ങൾ: ന്യൂമാറ്റിക്, വൈദ്യുതകാന്തിക കോൺടാക്റ്റുകൾ;
ഗ്രൂപ്പ് ഡ്രൈവ് ഉള്ള ഉപകരണങ്ങൾ: ഗ്രൂപ്പ് സ്വിച്ച്, ക്യാം സ്വിച്ചുകൾ മുതലായവ;
നിയന്ത്രണ രീതി അനുസരിച്ച്, ഉപകരണങ്ങളെ ഉപകരണങ്ങളായി തിരിച്ചിരിക്കുന്നു:
നേരിട്ടുള്ള നിയന്ത്രണമുള്ള ഉപകരണങ്ങൾ, ഉദാഹരണത്തിന് പുഷ്-ബട്ടൺ സ്വിച്ചുകൾ (PS);
പരോക്ഷ (റിമോട്ട്) നിയന്ത്രണമുള്ള ഉപകരണങ്ങൾ, ഉദാഹരണത്തിന് ഒരു ഇലക്ട്രോ-ന്യൂമാറ്റിക് കോൺടാക്റ്റർ.
ഇലക്ട്രിക്കൽ കോൺടാക്റ്റിന്റെ ആശയം.
കോൺടാക്റ്റ് ഉപരിതലങ്ങളുടെ കോൺടാക്റ്റ് തരം അനുസരിച്ച് അവരുടെ ഡിസൈൻ അനുസരിച്ച് കോൺടാക്റ്റുകൾ വിഭജിച്ചിരിക്കുന്നു.
കോൺടാക്റ്റ് പ്രതലങ്ങൾ തമ്മിലുള്ള കോൺടാക്റ്റിന്റെ തരം അനുസരിച്ച്, കോൺടാക്റ്റുകൾ ഇവയാണ്:
പോയിന്റ് കോൺടാക്റ്റുകൾ (രണ്ട് ഗോളാകൃതിയിലുള്ള പ്രതലങ്ങളുടെ സമ്പർക്കം, ചിത്രം 1, എ, ചിത്രം 2, ഡി). കുറഞ്ഞ പ്രവാഹത്തിൽ പ്രവർത്തിക്കുന്ന ഉപകരണങ്ങളിൽ ഉപയോഗിക്കുന്നു.
ലീനിയർ കോൺടാക്റ്റുകൾ (രണ്ട് സിലിണ്ടർ പ്രതലങ്ങളുടെ സമ്പർക്കം, ചിത്രം 1, ബി, ചിത്രം 2, എ, ബി, സി), അതിൽ ഒരു വരിയിൽ സമ്പർക്കം സംഭവിക്കുന്നു. കോൺടാക്റ്റുകളുടെ ലീനിയർ കോൺടാക്റ്റ് നീളത്തിൽ (20-35 മില്ലിമീറ്റർ) പരിമിതപ്പെടുത്തിയിരിക്കുന്നു എന്നത് ശ്രദ്ധിക്കേണ്ടതാണ്, കാരണം കൂടുതൽ നീളത്തിൽ ക്രമക്കേടുകളും കോൺടാക്റ്റുകളുടെ തെറ്റായ ക്രമീകരണവും കണക്കാക്കിയ മൂല്യവുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ കോൺടാക്റ്റുകളുടെ കോൺടാക്റ്റിന്റെ അളവിനെ വളരെയധികം മാറ്റുന്നു. ഉയർന്ന വൈദ്യുതധാരകളിൽ പ്രവർത്തിക്കുന്ന ഉപകരണങ്ങളിൽ ലീനിയർ കോൺടാക്റ്റുകൾ ഉപയോഗിക്കുന്നു.
ഫ്ലാറ്റ് കോൺടാക്റ്റുകൾ (ചിത്രം 1, സി, ചിത്രം 2, ഡി), പരന്ന പ്രതലങ്ങളുടെ വലിയ കോൺടാക്റ്റ് ഏരിയയ്ക്കായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു. ബോൾട്ട് ചെയ്ത കണക്ഷനുകളിലും കോൺടാക്റ്റുകൾ അപൂർവ്വമായി അവരുടെ സ്ഥാനം മാറ്റുന്ന ഉപകരണങ്ങളിലും അവ ഉപയോഗിക്കുന്നു.

ചിത്രം 1. ഇലക്ട്രിക്കൽ കോൺടാക്റ്റുകളുടെ കോൺടാക്റ്റ് ഉപരിതലങ്ങളുടെ കോൺടാക്റ്റ് തരങ്ങൾ:
പോയിന്റ് (എ); ലീനിയർ (ബി); ഫ്ലാറ്റ് (ഇൻ).
അവരുടെ ഡിസൈൻ അനുസരിച്ച്, കോൺടാക്റ്റുകൾ ആകാം (ചിത്രം 2): എൽ-ആകൃതിയിലുള്ള (കാൽ ആകൃതിയിലുള്ളത്), വിരൽ, പ്ലേറ്റ്-എൻഡ്, ബ്രിഡ്ജ്, വെഡ്ജ്.

ചിത്രം 2 ഇലക്ട്രിക്കൽ കോൺടാക്റ്റുകളുടെ രൂപകൽപ്പന

ചിത്രം 3. ലാപ്പിംഗ് ഉപയോഗിച്ച് കോൺടാക്റ്റുകൾ ഓണാക്കുന്നതിനുള്ള പ്രക്രിയ:
എ - ഓഫ് പൊസിഷൻ, ബി - കോൺടാക്റ്റുകൾ കോൺടാക്റ്റുകൾ, സി - ഓൺ പൊസിഷൻ
പരിഹാരം (കോൺടാക്റ്റുകളുടെ ബ്രേക്ക്) അവരുടെ ഓഫ് പൊസിഷനിലുള്ള കോൺടാക്റ്റുകളുടെ പ്രവർത്തന ഉപരിതലങ്ങൾ തമ്മിലുള്ള ദൂരമാണ്.
സമ്പർക്കങ്ങൾ സഹായ പ്രതലങ്ങളുമായി സമ്പർക്കം പുലർത്തുന്ന നിമിഷം മുതൽ പ്രവർത്തിക്കുന്ന പ്രതലങ്ങളാൽ അവ പൂർണ്ണമായും അടയ്ക്കുന്നതുവരെ ചലിക്കുന്ന കോൺടാക്റ്റ് ഉൾക്കൊള്ളുന്ന ദൂരമാണ് ഡിപ്പ് (ഉരസുന്നത്). ഒരു ലാപ്പിംഗ് സ്പ്രിംഗ് ഉപയോഗിച്ച് നിർമ്മിക്കുന്നത്.
പ്രാരംഭ കോൺടാക്റ്റ് മർദ്ദം (മർദ്ദം) ലാപ്പിംഗ് സ്പ്രിംഗ് സൃഷ്ടിച്ചതാണ്. ഉപകരണത്തിന്റെ തരം അനുസരിച്ച്, ഇത് 3.5 മുതൽ 9 കിലോഗ്രാം വരെയാണ്.
അവസാന കോൺടാക്റ്റ് മർദ്ദം (മർദ്ദം) ഒരു ഇലക്ട്രോ-ന്യൂമാറ്റിക് അല്ലെങ്കിൽ വൈദ്യുതകാന്തിക ഡ്രൈവ് വഴി സൃഷ്ടിക്കപ്പെടുന്നു, ഉപകരണത്തിന്റെ തരം അനുസരിച്ച്, അത് 14 - 27 കിലോയിൽ കുറവായിരിക്കണം.
കോൺടാക്റ്റുകൾ തമ്മിലുള്ള കോൺടാക്റ്റ് ലൈൻ മൊത്തം കോൺടാക്റ്റ് ഏരിയയുടെ 80% എങ്കിലും ആയിരിക്കണം.
തുറന്ന സ്ഥാനത്തുള്ള കോൺടാക്റ്റുകൾ തമ്മിലുള്ള ഏറ്റവും ചെറിയ ദൂരമാണ് കോൺടാക്റ്റ് ഓപ്പണിംഗ് നിർണ്ണയിക്കുന്നത്. ഇത് ഒരു കോണീയ ടെംപ്ലേറ്റ് ഉപയോഗിച്ച് അളക്കുന്നു, മില്ലിമീറ്ററിൽ ബിരുദം (ചിത്രം 4 എ, ബി).
കോൺടാക്റ്റ് സിസ്റ്റത്തിന്റെ രൂപകൽപ്പനയെ ആശ്രയിച്ച് ഓരോ ഉപകരണത്തിലെയും കോൺടാക്റ്റ് പരാജയം അളക്കുന്നു. അങ്ങനെ, പിസി-ടൈപ്പ് കോൺടാക്റ്ററുകളുടെയും ഗ്രൂപ്പ് സ്വിച്ചുകളുടെ കോൺടാക്റ്റർ ഘടകങ്ങളുടെയും കോൺടാക്റ്റ് പരാജയം അളക്കുന്നത് 12, 14 ഡിഗ്രിയിൽ കോണീയ ടെംപ്ലേറ്റുകൾ ഉപയോഗിച്ച് ഉപകരണം ഓണാക്കിയാണ് നടത്തുന്നത്. കോൺടാക്റ്റ് ലിവർ (ചിത്രം 5, എ) 13 ± 1 ഡിഗ്രിക്ക് തുല്യമാണ് കോൺടാക്റ്റുകളുടെ പരാജയം 10 - 12 മിമി
ക്യാം സ്വിച്ചുകളുടെ ക്യാം മൂലകങ്ങളുടെ കോൺടാക്റ്റുകളുടെ പരാജയം കോൺടാക്റ്റുകളുടെ അടച്ച സ്ഥാനത്ത് നിർണ്ണയിക്കപ്പെടുന്നു ദൂരം a (ചിത്രം 5, ബി). ദൂരം "a" 7-10 മില്ലീമീറ്റർ യോജിക്കുന്നു
പരാജയം 10-14 മില്ലീമീറ്റർ

ചിത്രം 5. കോൺടാക്റ്റ് പരാജയം കണ്ടെത്തൽ.
a) പിസി തരത്തിലുള്ള കോൺടാക്റ്റുകളുടെ കോൺടാക്റ്റുകളുടെ പരാജയം നിർണ്ണയിക്കൽ, ഗ്രൂപ്പ് സ്വിച്ചുകളുടെ കോൺടാക്റ്റർ ഘടകങ്ങൾ ബി) - ക്യാം ഉപകരണങ്ങളിലേക്കുള്ള ക്യാം ഘടകങ്ങളുടെ കോൺടാക്റ്റുകളുടെ പരാജയം നിർണ്ണയിക്കൽ
ഉപകരണങ്ങളിൽ ആർക്ക് എക്സ്ഹോസ്റ്റിംഗ് എന്ന ആശയം.
ഏതെങ്കിലും ഇലക്ട്രിക്കൽ സർക്യൂട്ട് തുറക്കുന്നത് ഒരു ഇലക്ട്രിക് ആർക്ക് രൂപീകരണത്തോടൊപ്പമാണ്. അതിന്റെ ദൈർഘ്യം സർക്യൂട്ടിലെ കറന്റ്, കോൺടാക്റ്റുകളുടെ അവസ്ഥ, പരിസ്ഥിതിയുടെ ഈർപ്പം എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു. ഉപകരണത്തിന്റെ ഡ്രൈവ് കോയിലിൽ നിന്ന് വോൾട്ടേജ് നീക്കം ചെയ്യുമ്പോൾ, പരസ്പരം കോൺടാക്റ്റുകളുടെ മർദ്ദം ദുർബലമാവുകയും അവയ്ക്കിടയിലുള്ള പരിവർത്തന പ്രതിരോധം വർദ്ധിക്കുകയും ചെയ്യുന്നു എന്ന വസ്തുതയാണ് ഒരു ആർക്ക് രൂപീകരണം വിശദീകരിക്കുന്നത്. ഇത് അവരുടെ ചൂടാക്കലിലേക്ക് നയിക്കുന്നു, തൽഫലമായി, ചുറ്റുമുള്ള വായുവിന്റെ ചൂടാക്കലിലേക്ക്. കോൺടാക്റ്റുകൾക്ക് ചുറ്റുമുള്ള വായു അയോണൈസ്ഡ് ആണ്, അതായത്, അത് ചാലകമായി മാറുന്നു, അതിനാൽ, കോൺടാക്റ്റുകൾ അവയ്ക്കിടയിൽ വ്യതിചലിക്കുമ്പോൾ, ഒരു ഇലക്ട്രിക് ആർക്ക് സംഭവിക്കുന്നു. ഇത് കോൺടാക്റ്റുകൾ കത്തുന്നതിന് കാരണമാകുന്നു, ഇത് വളരെക്കാലം കത്തിക്കുകയും തകർന്ന സർക്യൂട്ടിൽ ഒരു വലിയ കറന്റ് ഉണ്ടെങ്കിൽ, അത് കോൺടാക്റ്റുകൾ ഉരുകുകയും ഉപകരണത്തിന് കേടുപാടുകൾ വരുത്തുകയും ചെയ്യുന്നു.
കോൺടാക്റ്റുകൾ വ്യതിചലിക്കുമ്പോൾ, ആർക്ക് നീളം വർദ്ധിക്കുന്നു. എന്നിരുന്നാലും, അതിന്റെ ദൈർഘ്യം ഒരു നിർണായക മൂല്യത്തിൽ എത്തുന്നതുവരെ അത് കത്തിക്കും. ഉയർന്ന വൈദ്യുതധാരയിൽ, നിർണ്ണായക ആർക്ക് ദൈർഘ്യം 20 V/cm ആണെന്ന് അനുമാനിക്കപ്പെടുന്നു. അങ്ങനെ, 3000 V വോൾട്ടേജുള്ള ഒരു സർക്യൂട്ട് തുറക്കുന്ന ഒരു ഉപകരണത്തിൽ ആർക്ക് പൊട്ടുന്നുവെന്ന് ഉറപ്പാക്കാൻ, ആർക്ക് 3000 V / 20 = 150 സെന്റിമീറ്ററായി നീട്ടേണ്ടത് ആവശ്യമാണ്. കോൺടാക്റ്റുകളെ വ്യതിചലിപ്പിച്ചുകൊണ്ട് ഒരു ദൈർഘ്യം, അതിനാൽ അത്തരം ഉപകരണങ്ങളിൽ പ്രത്യേക ആർക്ക് കെടുത്തുന്ന ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നു
ആർക്കിന്റെ ശക്തിയെ ആശ്രയിച്ച്, അത് പലവിധത്തിൽ കെടുത്തിക്കളയുന്നു.
കോൺടാക്റ്റ് ഓപ്പണിംഗ് വലുപ്പം തിരഞ്ഞെടുത്ത് ആർക്ക് നീളം ഒരു നിർണായക ദൈർഘ്യത്തിലേക്ക് വർദ്ധിപ്പിക്കുക. ചെറിയ വൈദ്യുതധാരകളുള്ള കൺട്രോൾ സർക്യൂട്ടുകളെ തടസ്സപ്പെടുത്തുന്ന ഉപകരണങ്ങളിൽ ആർക്ക് കെടുത്തുന്നതിനുള്ള ഈ രീതി ഉപയോഗിക്കുന്നു. അത്തരം ഉപകരണങ്ങളിൽ റിലേകൾ, പുഷ്-ബട്ടൺ സ്വിച്ചുകൾ, ഡ്രൈവർ കൺട്രോളർ മുതലായവ ഉൾപ്പെടുന്നു.
താഴെ നിന്ന് ആർക്ക് കൂളിംഗ് ഉപയോഗിച്ച് ഇരട്ട ആർക്ക് ബ്രേക്കിംഗ് പ്രയോഗം. VL11 ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിലെ MK-15-01 കോൺടാക്റ്ററുകളിലും VL11M ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിലെ MK-009 കോൺടാക്റ്ററുകളിലും ഈ ആർക്ക് കെടുത്തൽ രീതി ഉപയോഗിക്കുന്നു;
എയർ സ്ഫോടനം, മണലിന്റെ ചോക്ക് ബാക്ക്ഫിൽ അല്ലെങ്കിൽ ഫ്യൂസിന്റെ ഫൈബർ ബോഡി ചൂടാക്കുന്നത് കാരണം ഫ്യൂസുകൾക്കുള്ളിലെ വാതക സമ്മർദ്ദം വർദ്ധിക്കുന്നു;
ഒരു ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് കോയിലും ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് ചേമ്പറും അടങ്ങുന്ന ഒരു പ്രത്യേക ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് ഉപകരണം ഉപയോഗിക്കുന്നു. ട്രാക്ഷൻ മോട്ടോറുകളുടെ പവർ സർക്യൂട്ടിന്റെയും ഓക്സിലറി മെഷീനുകളുടെ ഹൈ-വോൾട്ടേജ് സർക്യൂട്ടിന്റെയും ഹൈ-സ്പീഡ് സ്വിച്ചുകളിലും കോൺടാക്റ്ററുകളിലും ഉയർന്ന ഇൻഡക്റ്റൻസ് ഉള്ളതോ അതിലൂടെയുള്ള കൺട്രോൾ സർക്യൂട്ടുകളിൽ ഉപയോഗിക്കുന്ന ലോ-വോൾട്ടേജ് വൈദ്യുതകാന്തിക കോൺടാക്റ്ററുകളിലും ഈ ആർക്ക് കെടുത്തുന്ന രീതി ഉപയോഗിക്കുന്നു. ഉയർന്ന വൈദ്യുത പ്രവാഹം.
ആർക്ക് കെടുത്തുന്ന ഉപകരണങ്ങളിൽ, ഒരു നിശ്ചിത നീളവും ക്രോസ്-സെക്ഷനും ഉള്ള വൈദ്യുതധാരയുള്ള ഒരു കണ്ടക്ടറായി ആർക്ക് കണക്കാക്കപ്പെടുന്നു, കൂടാതെ ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് കോയിൽ സൃഷ്ടിച്ച കാന്തികക്ഷേത്രത്തിൽ ഇത് സ്ഥിതിചെയ്യുന്നു. ഒരു വൈദ്യുതകാന്തിക ശക്തിയുടെ സ്വാധീനത്തിൽ, അതിന്റെ ദിശ "ഇടത് കൈ" നിയമത്താൽ നിർണ്ണയിക്കപ്പെടുന്നു, കോൺടാക്റ്റ് ലായനിയിൽ നിന്നുള്ള ആർക്ക് ആർക്ക് കെടുത്തുന്ന അറയിലേക്ക് നീങ്ങുകയും അതിന്റെ ആർക്ക് കെടുത്തുന്ന കൊമ്പുകളിലേക്ക് എറിയുകയും ചെയ്യുന്നു. ചേമ്പറിന്റെ രൂപകൽപ്പനയെ ആശ്രയിച്ച്, അത് ഒരു നിർണായക ദൈർഘ്യത്തിലേക്ക് നീളുന്നു, ലാബിരിന്തൈൻ പാർട്ടീഷനുകൾക്ക് ചുറ്റും വളയുന്നു, അല്ലെങ്കിൽ സമാന്തര ശാഖകളായി തിരിച്ചിരിക്കുന്നു, ചേമ്പറിന്റെ മതിലുകൾക്ക് നേരെ തണുത്ത് പുറത്തേക്ക് പോകുന്നു. അറയിൽ ഒരു ആർക്ക് കത്തുമ്പോൾ, അറയുടെ മതിലുകളിൽ നിന്നും പാർട്ടീഷനുകളിൽ നിന്നും പുറത്തുവരുന്ന വായുവും വാതകങ്ങളും ചൂടാകുന്നു. ആർക്ക് ഉപയോഗിച്ച് അറയിൽ നിന്ന് നിർബന്ധിതമായി, അവർ അതിന് മുകളിലുള്ള വായു അയോണൈസ് ചെയ്യുന്നു, അതിനാൽ ആർക്ക് ചേമ്പറിന് പുറത്ത് കത്തിക്കുകയും ഗ്രൗണ്ടിംഗ് ഭാഗങ്ങളിലേക്ക് മാറ്റുകയും ചെയ്യും. ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് ചേമ്പറുകളിൽ അറയ്ക്ക് മുകളിലുള്ള വായു അയോണൈസേഷൻ തടയാൻ, ഉദാഹരണത്തിന് ബിവി, അല്ലെങ്കിൽ വിഎൽ11എം ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിലെ എംകെ -010 തരത്തിലുള്ള കോൺടാക്റ്ററുകൾ, ഡീയോൺ ഗ്രേറ്റിംഗുകൾ ഉപയോഗിക്കുന്നു. ആർക്ക് കെടുത്തുന്ന അറയുടെ മുകളിൽ ടെക്സ്റ്റോലൈറ്റ് സ്ട്രിപ്പുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ച കനം കുറഞ്ഞ സ്റ്റീൽ പ്ലേറ്റുകളുടെ പാക്കേജുകളായതിനാൽ അവ ആർക്ക് ഉപയോഗിച്ച് ചൂടാക്കിയ വായുവും വാതകങ്ങളും തണുപ്പിക്കുന്നു.

ചിത്രം 6. ആർക്ക് കെടുത്തുന്ന ഉപകരണം: ആർക്ക് കെടുത്തുന്ന ഉപകരണ ഡയഗ്രം
(എ) കൂടാതെ ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് കോയിലിന്റെയും ആർക്ക് (ബി)ന്റെയും കാന്തിക പ്രവാഹത്തിന്റെ പ്രതിപ്രവർത്തനം.
ഡിസൈൻ.ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോർ TL-2K1 ഒരു ഫ്രെയിം, ഒരു അർമേച്ചർ ഉൾക്കൊള്ളുന്നു , ബ്രഷ് ഉപകരണവും ചുമക്കുന്ന ഷീൽഡുകളും.
അസ്ഥികൂടംസ്റ്റീൽ ഗ്രേഡ് 25L-P കൊണ്ട് നിർമ്മിച്ച ഒരു സിലിണ്ടർ കാസ്റ്റിംഗാണ് ഇത്, ഒരേസമയം ഒരു കാന്തിക സർക്യൂട്ടായി പ്രവർത്തിക്കുന്നു. ആറ് പ്രധാന, ആറ് അധിക ധ്രുവങ്ങൾ, ആറ് ബ്രഷ് ഹോൾഡറുകളുള്ള ഒരു കറങ്ങുന്ന ബീം, ഇലക്ട്രിക് മോട്ടോർ ആർമേച്ചർ കറങ്ങുന്ന റോളർ ബെയറിംഗുകളുള്ള ഷീൽഡുകൾ എന്നിവ അതിനോട് ഘടിപ്പിച്ചിരിക്കുന്നു.
ബെയറിംഗ് ഷീൽഡുകളുടെ ഇൻസ്റ്റാളേഷൻ ഇനിപ്പറയുന്ന ക്രമത്തിലാണ് നടത്തുന്നത്: പോൾ, നഷ്ടപരിഹാര കോയിലുകൾ എന്നിവ ഉപയോഗിച്ച് അസംബിൾ ചെയ്ത ഫ്രെയിം കമ്മ്യൂട്ടേറ്ററിന് എതിർവശത്തായി സ്ഥാപിച്ചിരിക്കുന്നു. 100-150 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ഒരു ഇൻഡക്റ്റീവ് ഹീറ്റർ ഉപയോഗിച്ച് കഴുത്ത് ചൂടാക്കുന്നു, സ്റ്റീൽ 45 കൊണ്ട് നിർമ്മിച്ച എട്ട് എം 24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഷീൽഡ് തിരുകുകയും ഉറപ്പിക്കുകയും ചെയ്യുന്നു. തുടർന്ന് ഫ്രെയിം 180 ° തിരിക്കുന്നു, ആങ്കർ താഴ്ത്തി, ട്രാവസ് ഇൻസ്റ്റാൾ ചെയ്യുന്നു മുകളിൽ വിവരിച്ച അതേ രീതിയിൽ മറ്റൊരു ഷീൽഡ് തിരുകുകയും എട്ട് M24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് സുരക്ഷിതമാക്കുകയും ചെയ്യുന്നു. പുറം പ്രതലത്തിൽ, മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളുടെ ആക്സിൽ ബോക്സുകൾ ഘടിപ്പിക്കുന്നതിന് ഫ്രെയിമിന് രണ്ട് ലഗുകൾ ഉണ്ട്, ഇലക്ട്രിക് മോട്ടോർ തൂക്കിയിടുന്നതിനുള്ള ഒരു ലഗും നീക്കം ചെയ്യാവുന്ന ബ്രാക്കറ്റും ഗതാഗതത്തിനുള്ള സുരക്ഷാ ലഗുകളും.
കളക്ടറുടെ ഭാഗത്ത് ബ്രഷ് ഉപകരണത്തിന്റെയും കളക്ടറുടെയും പരിശോധനയ്ക്കായി രൂപകൽപ്പന ചെയ്ത മൂന്ന് ഹാച്ചുകൾ ഉണ്ട്. ഹാച്ചുകൾ ഹെർമെറ്റിക്കലി മൂടികളാൽ അടച്ചിരിക്കുന്നു.
മുകളിലെ മാനിഫോൾഡ് ഹാച്ചിന്റെ കവർ ഒരു പ്രത്യേക സ്പ്രിംഗ് ലോക്ക് ഉപയോഗിച്ച് ഫ്രെയിമിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു, താഴത്തെ ഹാച്ചിന്റെ കവർ ഒരു M20 ബോൾട്ടും ഒരു കോയിൽ സ്പ്രിംഗ് ഉള്ള ഒരു പ്രത്യേക ബോൾട്ടും ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു, രണ്ടാമത്തെ ലോവർ ഹാച്ചിന്റെ കവർ നാല് M12 ബോൾട്ടുകൾ.
എയർ വിതരണത്തിനായി ഒരു വെന്റിലേഷൻ ഹാച്ച് ഉണ്ട്. വെന്റിലേഷൻ എയർ കളക്ടർക്ക് എതിർവശത്ത് നിന്ന് ഒരു പ്രത്യേക കേസിംഗിലൂടെ പുറത്തുകടക്കുന്നു 5, ബെയറിംഗ് ഷീൽഡിലും ഫ്രെയിമിലും ഘടിപ്പിച്ചിരിക്കുന്നു. ഇലക്ട്രിക് മോട്ടോറിൽ നിന്നുള്ള ലീഡുകൾ 120 എംഎം 2 ക്രോസ്-സെക്ഷണൽ ഏരിയയുള്ള പിപിഎസ്ആർഎം -1-4000 ബ്രാൻഡിന്റെ കേബിൾ ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. സംയോജിത ഇംപ്രെഗ്നേഷനോടുകൂടിയ ടാർപോളിൻ കവറുകളാൽ കേബിളുകൾ സംരക്ഷിക്കപ്പെടുന്നു. കേബിളുകളിൽ വിനൈൽ ക്ലോറൈഡ് ട്യൂബുകൾ കൊണ്ട് നിർമ്മിച്ച ലേബലുകൾ ഉണ്ട് YaYa, TOഒപ്പം കെ.കെ.ഔട്ട്പുട്ട് കേബിളുകൾ ഐഒപ്പം YaYaആർമേച്ചറിന്റെ വിൻഡിംഗുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, അധിക ധ്രുവങ്ങളും നഷ്ടപരിഹാരവും, കൂടാതെ ഔട്ട്പുട്ട് കേബിളുകൾ കെ, കെകെ എന്നിവ പ്രധാന ധ്രുവങ്ങളുടെ വിൻഡിംഗുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു.
ചിത്രം 2. കളക്ടർ വശത്തുള്ള പോൾ കോയിലുകൾക്കുള്ള കണക്ഷൻ ഡയഗ്രമുകൾ ( എ) കൂടാതെ എതിർ ( ബി) ട്രാക്ഷൻ മോട്ടോർ
പ്രധാന തൂണുകളുടെ കോറുകൾ 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഉരുട്ടിയ ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഗ്രേഡ് 2212 കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, റിവറ്റുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും നാല് M24 ബോൾട്ടുകൾ വീതം ഉപയോഗിച്ച് ഫ്രെയിമിലേക്ക് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. പ്രധാന പോൾ കോറിനും ഫ്രെയിമിനുമിടയിൽ 0.5 എംഎം കട്ടിയുള്ള ഒരു സ്റ്റീൽ സ്പെയ്സർ ഉണ്ട്. പ്രധാന പോൾ കോയിൽ , 19 തിരിവുകളുള്ള, 1.95X65 മില്ലിമീറ്റർ അളവുകളുള്ള മൃദുവായ കോപ്പർ ടേപ്പ് L MM കൊണ്ട് നിർമ്മിച്ച ഒരു വാരിയെല്ലിൽ മുറിവ്, ഫ്രെയിമിന്റെ ആന്തരിക ഉപരിതലത്തോട് ചേർന്നുനിൽക്കുന്നത് ഉറപ്പാക്കാൻ ആരത്തിൽ വളച്ചിരിക്കുന്നു. ബോഡി ഇൻസുലേഷനിൽ PE-934 ബ്രാൻഡിന്റെ വാർണിഷിൽ പോളിയെത്തിലീൻ-റെഫ്താലാഗ് ഫിലിം ഉള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEP-934-TPl 0.13X30 mm (GOST 13184 - 78*) ഏഴ് പാളികളും സാങ്കേതിക ലാവ്സൻ ചൂട് ചുരുക്കാവുന്ന ടേപ്പിന്റെ രണ്ട് പാളികളും അടങ്ങിയിരിക്കുന്നു. 0.22 മില്ലിമീറ്റർ കനം (TU 17 GSSR 88-79). KO-919 വാർണിഷ് (GOST 16508 - 70) കൊണ്ട് പൊതിഞ്ഞ ലാവ്സൻ ടേപ്പിന്റെ ഒരു പാളി, ബോഡി ഇൻസുലേഷന്റെ പാളികൾക്ക് നടുവിൽ മുറിവേറ്റിട്ടുണ്ട്, രണ്ടാമത്തേത് - ബോഡി ഇൻസുലേഷന്റെ എട്ടാമത്തെ പാളിയായി. ടേപ്പുകൾ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് മുറിവേറ്റിട്ടുണ്ട്.
ഇന്റർടേൺ ഇൻസുലേഷൻ രണ്ട് ലെയറുകളിലായി ആസ്ബറ്റോസ് പേപ്പർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഓരോന്നിനും 0.2 മില്ലീമീറ്റർ കനം, KO-919 വാർണിഷ് (GOST 16508 - 70) കൊണ്ട് പൂരിതമാണ്. പോൾ കോയിലുകളുടെ ടേണും ബോഡി ഇൻസുലേഷനും വികസിപ്പിച്ച സാങ്കേതിക പ്രക്രിയയ്ക്ക് അനുസൃതമായി ഉപകരണങ്ങളിൽ ചുട്ടുപഴുക്കുന്നു. ഇലക്ട്രിക് മോട്ടറിന്റെ പ്രകടന സവിശേഷതകൾ മെച്ചപ്പെടുത്തുന്നതിന്, ഒരു നഷ്ടപരിഹാര വിൻഡിംഗ് ഉപയോഗിക്കുന്നു , പ്രധാന ധ്രുവങ്ങളുടെ നുറുങ്ങുകളിൽ സ്റ്റാമ്പ് ചെയ്ത ഗ്രോവുകളിൽ സ്ഥിതിചെയ്യുന്നു, കൂടാതെ അർമേച്ചർ വിൻഡിംഗുമായി പരമ്പരയിൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു. 3.28X22 മില്ലീമീറ്റർ അളവുകളുള്ള മൃദുവായ ചതുരാകൃതിയിലുള്ള ചെമ്പ് കമ്പി PMM-ൽ നിന്ന് 10 തിരിവുകളുള്ള ആറ് കോയിലുകളാണ് നഷ്ടപരിഹാര വിൻഡിംഗിൽ അടങ്ങിയിരിക്കുന്നത്. ഓരോ ഗ്രോവിലും രണ്ട് തിരിവുകൾ അടങ്ങിയിരിക്കുന്നു. ബോഡി ഇൻസുലേഷനിൽ 0.11 മില്ലിമീറ്റർ (GOST 13184 - 78*) കനം ഉള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-SPl ന്റെ ആറ് പാളികളും 0.22 mm (TU 17 GSSR 8-) കനമുള്ള സാങ്കേതിക ലാവ്സൻ ഹീറ്റ്-ഷ്രിങ്കബിൾ ടേപ്പിന്റെ ഒരു പാളിയും അടങ്ങിയിരിക്കുന്നു. 78), ടേപ്പിന്റെ പകുതി വീതിയിൽ ഓവർലാപ്പ് ഉപയോഗിച്ച് സ്ഥാപിച്ചു. കോയിൽ ഇൻസുലേഷനിൽ ഒരേ ബ്രാൻഡിന്റെ ഗ്ലാസ് മൈക്ക ടേപ്പിന്റെ ഒരു പാളി ഉണ്ട്; ഇത് ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പിലാണ് സ്ഥാപിച്ചിരിക്കുന്നത്. ഗ്രോവുകളിലെ നഷ്ടപരിഹാര വിൻഡിംഗ് ടെക്സ്റ്റോലൈറ്റ് ഗ്രേഡ് ബി ഉപയോഗിച്ച് നിർമ്മിച്ച വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. നഷ്ടപരിഹാര കോയിലുകളുടെ ഇൻസുലേഷൻ ഉപകരണങ്ങളിൽ ചുട്ടുപഴുക്കുന്നു. അധിക ധ്രുവങ്ങളുടെ കോറുകൾ ഉരുട്ടിയ പ്ലേറ്റുകളോ ഫോർജിംഗുകളോ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ മൂന്ന് M20 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഫ്രെയിമിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു. അധിക ധ്രുവങ്ങളുടെ സാച്ചുറേഷൻ കുറയ്ക്കുന്നതിന്, അധിക ധ്രുവങ്ങളുടെ ഫ്രെയിമിനും കോറുകൾക്കുമിടയിൽ 7 മില്ലീമീറ്റർ കട്ടിയുള്ള ഡയമാഗ്നെറ്റിക് സ്പെയ്സറുകൾ നൽകിയിരിക്കുന്നു. അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ 6X20 മില്ലിമീറ്റർ അളവുകളുള്ള മൃദുവായ ചെമ്പ് പിഎംഎം വാരിയെല്ലിൽ മുറിവുണ്ടാക്കി, ഓരോന്നിനും 10 തിരിവുകൾ ഉണ്ട്. ഈ കോയിലുകളുടെ ബോഡിയും കവർ ഇൻസുലേഷനും പ്രധാന പോൾ കോയിലുകളുടെ ഇൻസുലേഷന് സമാനമാണ്. ഇന്റർടേൺ ഇൻസുലേഷനിൽ 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ആസ്ബറ്റോസ് ഗാസ്കറ്റുകൾ അടങ്ങിയിരിക്കുന്നു, ഇത് KO-919 വാർണിഷ് കൊണ്ട് പൂരിതമാണ്.

ചിത്രം 3. ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറിന്റെ ഫ്രെയിം TL-2K1:
1- അധിക പോൾ; 2- നഷ്ടപരിഹാര വിൻഡിംഗ് കോയിൽ; 3 - ശരീരം; 4- സുരക്ഷാ വേലിയേറ്റം; 5- പ്രധാന പോൾ
ബ്രഷ് ഉപകരണംട്രാക്ഷൻ മോട്ടോറിൽ കറങ്ങുന്ന മെക്കാനിസവും ആറ് ബ്രഷ് ഹോൾഡറുകളും ആറ് ബ്രഷ് ഹോൾഡറുകളും ഉള്ള ഒരു സ്പ്ലിറ്റ്-ടൈപ്പ് ട്രാവേർസ് അടങ്ങിയിരിക്കുന്നു. .
ട്രാവേഴ്സ് സ്റ്റീൽ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഒരു ചാനൽ വിഭാഗത്തിന്റെ കാസ്റ്റിംഗിന് പുറം വരമ്പിൽ ഒരു ഗിയർ റിംഗ് ഉണ്ട്, അത് ടേണിംഗ് മെക്കാനിസത്തിന്റെ ഗിയറുമായി ബന്ധിപ്പിക്കുന്നു. മുകളിലെ മനിഫോൾഡ് ഹാച്ചിന്റെ പുറം ഭിത്തിയിൽ ഇൻസ്റ്റാൾ ചെയ്ത ലോക്കിംഗ് ബോൾട്ട് ഉപയോഗിച്ച് ബ്രഷ് ഉപകരണത്തിന്റെ യാത്ര ഉറപ്പിക്കുകയും ഫ്രെയിമിൽ ലോക്ക് ചെയ്യുകയും ചെയ്യുന്നു, കൂടാതെ ലോക്കിംഗ് ഉപകരണത്തിന്റെ രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് ബെയറിംഗ് ഷീൽഡിന് നേരെ അമർത്തി: ഒന്ന് ഫ്രെയിമിന്റെ അടിയിൽ, മറ്റൊന്ന് തൂങ്ങിക്കിടക്കുന്ന ഭാഗത്ത്. PPSRM-150 കേബിളുകൾ ഉപയോഗിച്ചാണ് പരസ്പരം ട്രാവേഴ്സ് ബ്രാക്കറ്റുകളുടെ വൈദ്യുത ബന്ധം. ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകൾ വേർപെടുത്താവുന്നവയാണ് (രണ്ട് ഭാഗങ്ങളിൽ), ട്രാവേഴ്സിൽ ഘടിപ്പിച്ചിരിക്കുന്ന രണ്ട് ഇൻസുലേറ്റിംഗ് പിന്നുകളിൽ M20 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. വിരലുകളുടെ സ്റ്റീൽ സ്റ്റഡുകൾ AG-4V പ്രസ്സ് സംയുക്തം ഉപയോഗിച്ച് അമർത്തി, പോർസലൈൻ ഇൻസുലേറ്ററുകൾ അവയിൽ ഘടിപ്പിച്ചിരിക്കുന്നു.


ചിത്രം 4. ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോർ TL-2K1 ന്റെ ബ്രഷ് ഉപകരണം
1 - സഞ്ചരിക്കുക; 2- ഗിയർ; 3 - ബ്രാക്കറ്റുകൾ; 4 - ബ്രഷ് ഹോൾഡറുകൾ

ചിത്രം 5. TL-2K1 ട്രാക്ഷൻ മോട്ടറിന്റെ ട്രാവേഴ്സ് ലോക്ക് ചെയ്യുന്നു. 1 - ലോക്കിംഗ് ഉപകരണം; 2 - ഗിയർ; 3 - ക്ലാമ്പ് ബോൾട്ട്
ബ്രഷ് ഹോൾഡർപിരിമുറുക്കത്തിൽ പ്രവർത്തിക്കുന്ന രണ്ട് സിലിണ്ടർ സ്പ്രിംഗുകൾ ഉണ്ട്. സ്പ്രിംഗുകൾ ഒരു അറ്റത്ത് ബ്രഷ് ഹോൾഡർ ഹൗസിംഗിലെ ദ്വാരത്തിലേക്ക് തിരുകിയ അച്ചുതണ്ടിലേക്കും മറ്റേ അറ്റത്ത് ഒരു സ്ക്രൂ ഉപയോഗിച്ച് പ്രഷർ പിൻ അക്ഷത്തിലേക്കും ഉറപ്പിച്ചിരിക്കുന്നു. , സ്പ്രിംഗ് ടെൻഷൻ നിയന്ത്രിക്കുന്നത്. പ്രഷർ മെക്കാനിസത്തിന്റെ ചലനാത്മകത തിരഞ്ഞെടുത്തിരിക്കുന്നതിനാൽ ബ്രഷിലെ മിക്കവാറും സ്ഥിരമായ മർദ്ദം ഓപ്പറേറ്റിംഗ് ശ്രേണിയിൽ ഉറപ്പാക്കുന്നു. കൂടാതെ, ബ്രഷിന്റെ അനുവദനീയമായ പരമാവധി വസ്ത്രങ്ങൾ എത്തുമ്പോൾ, ബ്രഷിലെ വിരൽ മർദ്ദം യാന്ത്രികമായി നിർത്തുന്നു. ജീർണ്ണിച്ച ബ്രഷുകളുടെ ഫ്ലെക്സിബിൾ വയറുകളാൽ കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഉപരിതലത്തിന് കേടുപാടുകൾ സംഭവിക്കുന്നത് ഇത് തടയുന്നു. റബ്ബർ ഷോക്ക് അബ്സോർബറുകളുള്ള 2 (8X50X56) മില്ലിമീറ്റർ അളവുകളുള്ള EG-61A ബ്രാൻഡിന്റെ രണ്ട് സ്പ്ലിറ്റ് ബ്രഷുകൾ ബ്രഷ് ഹോൾഡറിന്റെ വിൻഡോകളിൽ ചേർത്തിരിക്കുന്നു. ബ്രഷ് ഹോൾഡറുകൾ ഒരു പിൻ, നട്ട് എന്നിവ ഉപയോഗിച്ച് ബ്രാക്കറ്റിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു. കമ്മ്യൂട്ടേറ്റർ ക്ഷീണിക്കുമ്പോൾ ഉയരത്തിൽ ജോലി ചെയ്യുന്ന ഉപരിതലവുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ബ്രഷ് ഹോൾഡറിന്റെ സ്ഥാനം കൂടുതൽ വിശ്വസനീയമായ ഉറപ്പിക്കുന്നതിനും ക്രമീകരിക്കുന്നതിനും, ബ്രഷ് ഹോൾഡർ ബോഡിയിലും ബ്രാക്കറ്റിലും ചീപ്പുകൾ നൽകിയിരിക്കുന്നു.
ചിത്രം 6. ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറിനുള്ള ബ്രഷ് ഹോൾഡർ TL-2K1:
1-സിലിണ്ടർ സ്പ്രിംഗ്; 2- ബ്രഷ് ഹോൾഡർ ബോഡിയിൽ ദ്വാരം; 3- ബ്രഷ്; 4-അമർത്തുക വിരൽ; 5- സ്ക്രൂകൾ

ആങ്കർഇലക്ട്രിക് മോട്ടോറിൽ ഒരു കമ്മ്യൂട്ടേറ്റർ അടങ്ങിയിരിക്കുന്നു, കാമ്പിന്റെ ആഴങ്ങളിലേക്ക് തിരുകിയ ഒരു വിൻഡിംഗ്, ഉരുട്ടിയ ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഗ്രേഡ് 2212 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഒരു സ്റ്റീൽ സ്ലീവ് കൊണ്ട് നിർമ്മിച്ച ഒരു പാക്കേജിൽ കൂട്ടിച്ചേർക്കുന്നു. , പിൻഭാഗത്തും മുൻവശത്തും മർദ്ദം വാഷറുകൾ, ഷാഫ്റ്റ് . കാമ്പിൽ വെന്റിലേഷൻ വായു കടന്നുപോകുന്നതിന് ഒരു നിര അക്ഷീയ ദ്വാരങ്ങളുണ്ട്. ഫ്രണ്ട് പ്രഷർ വാഷർ 3 കളക്ടർ ഭവനമായും പ്രവർത്തിക്കുന്നു. എല്ലാ ആർമേച്ചർ ഭാഗങ്ങളും ഒരു സാധാരണ മുൾപടർപ്പിൽ കൂട്ടിച്ചേർക്കുന്നു 4 ബോക്സ് ആകൃതിയിലുള്ള, ആർമേച്ചർ ഷാഫ്റ്റിൽ അമർത്തി, അത് മാറ്റിസ്ഥാപിക്കുന്നത് സാധ്യമാക്കുന്നു.
ആർമേച്ചറിന് 75 കോയിലുകൾ 6 ഉം 25 സെക്ഷണൽ ഇക്വലൈസിംഗ് കണക്ഷനുകളും ഉണ്ട് . ഉയർന്ന ആവൃത്തിയിലുള്ള വൈദ്യുതധാരകൾ ഉപയോഗിച്ച് ഒരു പ്രത്യേക ഇൻസ്റ്റാളേഷനിൽ 02 ടിൻ (GOST 860 - 75) ഉപയോഗിച്ച് 02 ടിൻ (GOST 860 - 75) ഉപയോഗിച്ച് വിൻഡിംഗിന്റെ അറ്റങ്ങൾ സോൾഡറിംഗ്, കളക്ടർ പ്ലേറ്റുകളുടെ കോക്കറലുകളുമായി തുല്യമാക്കൽ എന്നിവ നടത്തുന്നു.
ഓരോ കോയിലിനും 14 വ്യത്യസ്ത കണ്ടക്ടറുകൾ ഉണ്ട്, ഉയരത്തിൽ രണ്ട് നിരകളിലായി ക്രമീകരിച്ചിരിക്കുന്നു, ഒരു വരിയിൽ ഏഴ് കണ്ടക്ടറുകൾ. 0.9X7.1/1.32X758 മില്ലിമീറ്റർ അളവുകളുള്ള PETVSD കോപ്പർ വയർ ഉപയോഗിച്ചാണ് അവ നിർമ്മിച്ചിരിക്കുന്നത്. ഏഴ് കണ്ടക്ടറുകളുടെ ഓരോ പാക്കേജും ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-TPl ഉപയോഗിച്ച് 0.09 മില്ലീമീറ്റർ കട്ടിയുള്ള ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പിനൊപ്പം ഇൻസുലേറ്റ് ചെയ്തിട്ടുണ്ട്. കോയിലിന്റെ ഗ്രോവ് ഭാഗത്തിന്റെ ബോഡി ഇൻസുലേഷനിൽ 0.09X20 മില്ലിമീറ്റർ അളവുകളുള്ള അഞ്ച് പാളികൾ ഗ്ലാസ് മൈക്ക ടേപ്പ് LSEK-5-TPl, 0.03 മില്ലീമീറ്റർ കട്ടിയുള്ള ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളി, ഗ്ലാസ് ടേപ്പ് LES എന്നിവയുടെ ഒരു പാളി എന്നിവ അടങ്ങിയിരിക്കുന്നു. 0.1 മില്ലിമീറ്റർ കനം, ടേപ്പിന്റെ പകുതി വീതിയുടെ ഓവർലാപ്പ് ഉപയോഗിച്ച് സ്ഥാപിച്ചിരിക്കുന്നു. 660 മില്ലിമീറ്റർ വർക്കിംഗ് ഉപരിതല വ്യാസമുള്ള ഇലക്ട്രിക് മോട്ടോർ കമ്മ്യൂട്ടേറ്റർ ചെമ്പ് പ്ലേറ്റുകൾ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, KIFEA ബ്രാൻഡിന്റെ (TU 21-25-17-9-84) റൈൻഫോർഡ് കമ്മ്യൂട്ടേറ്റർ മൈക്ക പ്ലാസ്റ്റിക് ഉപയോഗിച്ച് പരസ്പരം ഇൻസുലേറ്റ് ചെയ്തതാണ്, പ്ലേറ്റുകളുടെ എണ്ണം 525 ആണ്. കമ്മ്യൂട്ടേറ്റർ ബോഡി ഒരു കേസിംഗ് ഇൻസുലേഷനും സംയോജിത വസ്തുക്കളാൽ നിർമ്മിച്ച ഒരു ഇൻസുലേറ്റിംഗ് സിലിണ്ടറും ഉപയോഗിച്ച് പ്രഷർ കോണിൽ നിന്നും കമ്മ്യൂട്ടേറ്റർ ബുഷിംഗിൽ നിന്നും ഇൻസുലേറ്റ് ചെയ്യപ്പെടുന്നു. പുറം പാളി മോൾഡിംഗ് മൈകാനൈറ്റ് ഗ്രേഡ് FFG - O, Z (GOST 6122 - 75*), അകത്തെ പാളി 0.2 മില്ലീമീറ്റർ കട്ടിയുള്ള ഗ്ലാസ് ഫൈബർ ഫിലിം GTP-2PL (TU 16 503.124-78) ആണ്.
ബോഡി ഇൻസുലേഷന്റെ ആകെ കനം 3.6 മില്ലീമീറ്ററാണ്, ഇൻസുലേറ്റിംഗ് സിലിണ്ടർ 2 മില്ലീമീറ്ററാണ്.
ആർമേച്ചർ വിൻഡിംഗിൽ ഇനിപ്പറയുന്ന ഡാറ്റയുണ്ട്: സ്ലോട്ടുകളുടെ എണ്ണം 75, സ്ലോട്ട് പിച്ച് 1 - 13, കമ്യൂട്ടേറ്റർ പ്ലേറ്റുകളുടെ എണ്ണം 525, കമ്മ്യൂട്ടേറ്റർ പിച്ച് 1 - 2, കമ്മ്യൂട്ടേറ്ററിനൊപ്പം ഇക്വലൈസർ പിച്ച് 1 - 176. ഒരു ഹെവി സീരീസ് ഇലക്ട്രിക് മോട്ടോറിന്റെ ആങ്കർ ബെയറിംഗുകൾ 80-42428M തരം സിലിണ്ടർ റോളറുകൾ ആങ്കർ റൺ 6.3 - 8.1 മില്ലീമീറ്ററിനുള്ളിൽ നൽകുന്നു. ബെയറിംഗുകളുടെ പുറം വളയങ്ങൾ ബെയറിംഗ് ഷീൽഡുകളിലേക്ക് അമർത്തി, അകത്തെ വളയങ്ങൾ അർമേച്ചർ ഷാഫ്റ്റിലേക്ക് അമർത്തിയിരിക്കുന്നു. ബാഹ്യ പരിസ്ഥിതിയും ലൂബ്രിക്കന്റ് ചോർച്ചയും തടയുന്നതിന് ബെയറിംഗ് ചേമ്പറുകൾ അടച്ചിരിക്കുന്നു. മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളിൽ അകത്തെ ഉപരിതലത്തിൽ ബാബിറ്റ് ബി 16 (GOST 1320 - 74*) നിറച്ച പിച്ചള ലൈനറുകളും സ്ഥിരമായ ലൂബ്രിക്കന്റുള്ള ആക്സിൽ ബോക്സുകളും അടങ്ങിയിരിക്കുന്നു. ആക്സിൽ ബോക്സുകളിൽ ലൂബ്രിക്കന്റ് വിതരണത്തിനായി ഒരു വിൻഡോ ഉണ്ട്. ലൈനറുകളുടെ ഭ്രമണം തടയുന്നതിന്, ആക്സിൽ ബോക്സിൽ ഒരു കീ കണക്ഷൻ നൽകിയിരിക്കുന്നു.
ചിത്രം 7. TL-2K1 ട്രാക്ഷൻ മോട്ടോറിന്റെ ആർമേച്ചർ:
1-  കളക്ടർ പ്ലേറ്റ്; 2- തുല്യമാക്കൽ കണക്ഷൻ; 3- ഫ്രണ്ട് പ്രഷർ വാഷർ; 4- സ്റ്റീൽ ബുഷിംഗ്; 5-കോർ; 6- കോയിൽ; 7- റിയർ പ്രഷർ വാഷർ; 8- ആർമേച്ചർ ഷാഫ്റ്റ്
കളക്ടർ പ്ലേറ്റ്; 2- തുല്യമാക്കൽ കണക്ഷൻ; 3- ഫ്രണ്ട് പ്രഷർ വാഷർ; 4- സ്റ്റീൽ ബുഷിംഗ്; 5-കോർ; 6- കോയിൽ; 7- റിയർ പ്രഷർ വാഷർ; 8- ആർമേച്ചർ ഷാഫ്റ്റ്
 ചിത്രം 8. കോയിൽ കണക്ഷൻ ഡയഗ്രം
ചിത്രം 8. കോയിൽ കണക്ഷൻ ഡയഗ്രം
കൂടെ ആങ്കർമാരും ലെവലറുകളും
കളക്ടർ പ്ലേറ്റുകൾ

ചിത്രം 9. ട്രാക്ഷൻ മോട്ടോർ ബെയറിംഗ് അസംബ്ലി

മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾഒരു സൂചകത്താൽ നിയന്ത്രിക്കപ്പെടുന്ന, സ്ഥിരമായ ലൂബ്രിക്കേഷൻ ഉള്ള ലൈനറുകളും ആക്സിൽ ബോക്സുകളും അടങ്ങിയിരിക്കുന്നു . ഓരോ ആക്സിൽ ബോക്സും ഒരു പ്രത്യേക ലോക്ക് ഉപയോഗിച്ച് ഫ്രെയിമുമായി ബന്ധിപ്പിച്ച് സ്റ്റീൽ 45 കൊണ്ട് നിർമ്മിച്ച നാല് M36X2 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. സ്ക്രൂയിംഗ് സുഗമമാക്കുന്നതിന്, ബോൾട്ടുകൾക്ക് ഫ്രെയിമിലെ പ്രത്യേക സ്റ്റോപ്പുകൾക്കെതിരെ വിശ്രമിക്കുന്ന ടെട്രാഹെഡ്രൽ നട്ടുകൾ ഉണ്ട്. മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾക്കുള്ള കഴുത്ത് വിരസമാക്കുന്നത് ഷീൽഡുകൾ വഹിക്കുന്നതിനുള്ള കഴുത്ത് വിരസതയോടെ ഒരേസമയം നടത്തുന്നു. അതിനാൽ, മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളുടെ ആക്സിൽ ബോക്സുകൾ പരസ്പരം മാറ്റാനാവില്ല. സ്റ്റീൽ 25L-1 ൽ നിന്നാണ് ആക്സിൽ ബോക്സ് കാസ്റ്റ് ചെയ്തിരിക്കുന്നത്. മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളുടെ ഓരോ ലൈനറും രണ്ട് ഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നു, അതിലൊന്നിൽ, ആക്സിൽ ബോക്സിന് അഭിമുഖമായി, ലൂബ്രിക്കന്റ് വിതരണം ചെയ്യുന്നതിനുള്ള ഒരു വിൻഡോ ഉണ്ട്. ലൈനറുകൾക്ക് അക്ഷീയ ദിശയിൽ അവരുടെ സ്ഥാനം ഉറപ്പിക്കുന്ന കോളറുകൾ ഉണ്ട്. ലൈനറുകൾ കീകൾ ഉപയോഗിച്ച് ഭ്രമണത്തിൽ നിന്ന് സംരക്ഷിക്കപ്പെടുന്നു. പൊടിയിൽ നിന്നും ഈർപ്പത്തിൽ നിന്നും മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾ സംരക്ഷിക്കുന്നതിനായി, ആക്സിൽ ബോക്സുകൾക്കിടയിലുള്ള അച്ചുതണ്ട് ഒരു ലിഡ് കൊണ്ട് മൂടിയിരിക്കുന്നു. പിച്ചളയിൽ നിന്നാണ് ഉൾപ്പെടുത്തലുകൾ ഇട്ടിരിക്കുന്നത്. അവയുടെ ആന്തരിക ഉപരിതലം 205.45+ 0.09 മില്ലീമീറ്റർ വ്യാസമുള്ള ബാബിറ്റ് കൊണ്ട് നിറഞ്ഞിരിക്കുന്നു. വിരസതയ്ക്ക് ശേഷം, വീൽസെറ്റ് ആക്സിലിന്റെ ജേണലുകളിലേക്ക് ലൈനറുകൾ ക്രമീകരിക്കുന്നു. മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളിലെ ലൈനറുകളുടെ പിരിമുറുക്കത്തിന്റെ ക്രമീകരണം ഉറപ്പാക്കാൻ, ആക്സിൽ ബോക്സുകൾക്കും ഫ്രെയിമിനുമിടയിൽ 0.35 മില്ലീമീറ്റർ കട്ടിയുള്ള സ്റ്റീൽ സ്പെയ്സറുകൾ സ്ഥാപിച്ചിട്ടുണ്ട്, അവ ലൈനറുകളുടെ പുറം വ്യാസം കുറയുന്നതിനാൽ നീക്കംചെയ്യുന്നു. മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾ ലൂബ്രിക്കേറ്റ് ചെയ്യാൻ ഉപയോഗിക്കുന്ന ഉപകരണം അവയിൽ സ്ഥിരമായ ലൂബ്രിക്കേഷൻ നിലനിർത്തുന്നു. ആക്സിൽ ബോക്സിൽ രണ്ട് ആശയവിനിമയ ക്യാമറകളുണ്ട് . ചേമ്പർ ലൂബ്രിക്കന്റിൽ നൂൽ മുക്കിയിരിക്കുകയാണ്. ലൂബ്രിക്കന്റ് നിറച്ച ഒരു അറ സാധാരണയായി അന്തരീക്ഷവുമായി ആശയവിനിമയം നടത്തുന്നില്ല. ലൂബ്രിക്കന്റ് കഴിക്കുമ്പോൾ, അറയിൽ അതിന്റെ അളവ് കുറയുന്നു. ട്യൂബ് ഓപ്പണിംഗിന് താഴെയാകുമ്പോൾ 6, ഈ ട്യൂബിലൂടെ വായു അറയുടെ മുകൾ ഭാഗത്തേക്ക് പ്രവേശിക്കുന്നു, അതിൽ നിന്ന് ലൂബ്രിക്കന്റിനെ ദ്വാരത്തിലൂടെ പുറത്തേക്ക് നയിക്കുന്നു ഡിക്യാമറയിലേക്ക് . തത്ഫലമായി, ചേമ്പറിലെ ലൂബ്രിക്കന്റ് നില വർദ്ധിക്കുകയും ട്യൂബിന്റെ താഴത്തെ അറ്റം അടയ്ക്കുകയും ചെയ്യും 6. ഇതിനുശേഷം, ചേമ്പർ വീണ്ടും അന്തരീക്ഷത്തിൽ നിന്ന് വിച്ഛേദിക്കപ്പെടും, അതിൽ നിന്ന് ചേമ്പറിലേക്കുള്ള ലൂബ്രിക്കന്റിന്റെ ഒഴുക്ക് നിർത്തും. അങ്ങനെ, സ്പെയർ ചേമ്പറിൽ ലൂബ്രിക്കന്റ് ഉള്ളിടത്തോളം, ചേമ്പറിലെ അതിന്റെ അളവ് കുറയും. ഈ ഉപകരണത്തിന്റെ വിശ്വസനീയമായ പ്രവർത്തനത്തിന്, ചേമ്പർ അടച്ചിരിക്കണം. . ദ്വാരത്തിലൂടെയുള്ള പൈപ്പിലൂടെ ആക്സിൽ ബോക്സിൽ ലൂബ്രിക്കന്റ് നിറയ്ക്കുന്നു ഡിഒരു ടിപ്പ് ഉപയോഗിച്ച് ഒരു പ്രത്യേക ഹോസ് ഉപയോഗിച്ച് സമ്മർദ്ദത്തിൽ.
അച്ചുതണ്ട് എണ്ണ GOST 610-72 * ഒരു ലൂബ്രിക്കന്റായി ഉപയോഗിക്കുന്നു: വേനൽക്കാലത്ത് - ഗ്രേഡ് എൽ; ശൈത്യകാലത്ത് - ഗ്രേഡ് Z.

ചിത്രം 10. സ്ഥിരമായ ലൂബ്രിക്കേഷൻ നിലയുള്ള മോട്ടോർ-ആക്സിയൽ ബെയറിംഗ്.
സ്പെസിഫിക്കേഷനുകൾഎഞ്ചിനുകൾ ഇപ്രകാരമാണ്:
ഇലക്ട്രിക് മോട്ടോർ ടെർമിനലുകളിലെ വോൾട്ടേജ്, V……………………1500
ക്ലോക്ക് മോഡ്
നിലവിലെ, A……………………………………………………………….480
പവർ, kW…………………………………………………… 670
ഭ്രമണ വേഗത, ആർപിഎം …………………………………………..790
കാര്യക്ഷമത ……………………………………………………………………………… 0.931
നീണ്ട മോഡ്
നിലവിലുള്ളത്, A………………………………………………………………………………………………………….410
പവർ, kW…………………………………………………….575
ഭ്രമണ വേഗത, rpm………………………………………… 830
കാര്യക്ഷമത ……………………………………………………………………………… 0.936
ചൂട് പ്രതിരോധത്തിനുള്ള ഇൻസുലേഷൻ ക്ലാസ് ………………………………………… എഫ്
ഏറ്റവും ഉയർന്ന ഭ്രമണ വേഗത
ധരിക്കാത്ത ബാൻഡേജുകൾ rpm…………………………………….1690
ഗിയർ അനുപാതം……………………………………………………..88/23
20C താപനിലയിൽ വിൻഡിംഗ് പ്രതിരോധം, ഓം:
പ്രധാന ധ്രുവങ്ങൾ ……………………………………………………………………………..0.0254
നഷ്ടപരിഹാര കോയിലുകളുടെ അധിക ധ്രുവങ്ങൾ…………0.033
അവതാരകർ …………………………………………………………………… 0.036
വായുസഞ്ചാരമുള്ള m(ക്യുബിക്) വായുവിന്റെ അളവ് ………….95 ൽ കുറവല്ല
ഗിയറില്ലാത്ത ഭാരം, കിലോ ……………………………………………… 5000
ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ ഉയർന്ന വേഗതയിൽ ട്രാക്ഷൻ മോട്ടോറിന് ഉയർന്ന പവർ യൂട്ടിലൈസേഷൻ ഫാക്ടർ (0.74) ഉണ്ട്. ട്രാക്ഷൻ മോഡിൽ വൈദ്യുത മോട്ടറിന്റെ ആവേശം തുടർച്ചയായതാണ്; പുനരുൽപ്പാദനത്തിൽ - സ്വതന്ത്രമായി.
 ചിത്രം 11. ട്രാക്ഷൻ മോട്ടറിന്റെ ഇലക്ട്രോ മെക്കാനിക്കൽ സവിശേഷതകൾ
ചിത്രം 11. ട്രാക്ഷൻ മോട്ടറിന്റെ ഇലക്ട്രോ മെക്കാനിക്കൽ സവിശേഷതകൾ
U=1500V-ൽ TL-2K1.
വെന്റിലേഷൻ സംവിധാനം സ്വതന്ത്രവും അക്ഷീയവുമാണ്, മുകളിൽ നിന്ന് കളക്ടർ ചേമ്പറിലേക്ക് വെന്റിലേഷൻ വായു വിതരണം ചെയ്യുകയും ഇലക്ട്രിക് മോട്ടോറിന്റെ അച്ചുതണ്ടിലൂടെ എതിർവശത്ത് നിന്ന് മുകളിലേക്ക് ഡിസ്ചാർജ് ചെയ്യുകയും ചെയ്യുന്നു.
ചിത്രം 12. TL-2K1 ഇലക്ട്രിക് മോട്ടോറിന്റെ എയറോഡൈനാമിക് സവിശേഷതകൾ:
Np - പൂർണ്ണ മർദ്ദം; Nst - സ്റ്റാറ്റിക് മർദ്ദം

ആമുഖം
വെർണർ സീമെൻസ് നിർമ്മിച്ച 300 മീറ്റർ നീളമുള്ള ആദ്യത്തെ ഇലക്ട്രിക് റെയിൽവേ ബെർലിനിൽ നടന്ന ഒരു വ്യാവസായിക പ്രദർശനത്തിൽ പ്രദർശിപ്പിച്ചപ്പോൾ, 1879 മെയ് 31 നാണ് ഇലക്ട്രിക് ട്രാക്ഷന്റെ ജന്മദിനമായി കണക്കാക്കുന്നത്. ഒരു ആധുനിക ഇലക്ട്രിക് കാറിനോട് സാമ്യമുള്ള ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് 9.6 kW (13 hp) ഇലക്ട്രിക് മോട്ടോറാണ് ഓടിച്ചത്. ഒരു പ്രത്യേക കോൺടാക്റ്റ് റെയിൽ വഴി 160 V ന്റെ വൈദ്യുത പ്രവാഹം എഞ്ചിനിലേക്ക് പ്രക്ഷേപണം ചെയ്തു; ട്രെയിൻ നീങ്ങുന്ന റെയിലുകളാണ് റിട്ടേൺ വയർ - മണിക്കൂറിൽ 7 കിലോമീറ്റർ വേഗതയിൽ മൂന്ന് മിനിയേച്ചർ കാറുകൾ, 18 യാത്രക്കാരെ ഉൾക്കൊള്ളുന്ന ബെഞ്ചുകൾ.
തുടക്കത്തിൽ, നഗര ട്രാം ലൈനുകളിലും വ്യാവസായിക സംരംഭങ്ങളിലും, പ്രത്യേകിച്ച് ഖനികളിലും കൽക്കരി ഖനികളിലും ഇലക്ട്രിക് ട്രാക്ഷൻ ഉപയോഗിച്ചിരുന്നു. എന്നാൽ റെയിൽവേയുടെ ചുരം, ടണൽ വിഭാഗങ്ങളിലും സബർബൻ ട്രാഫിക്കിലും ഇത് പ്രയോജനകരമാണെന്ന് വളരെ വേഗം തന്നെ തെളിഞ്ഞു.
റഷ്യയിൽ, ഒന്നാം ലോകമഹായുദ്ധത്തിനു മുമ്പുതന്നെ റെയിൽവേയുടെ വൈദ്യുതീകരണത്തിനുള്ള പദ്ധതികൾ ഉണ്ടായിരുന്നു. ലൈനിന്റെ വൈദ്യുതീകരണം ആരംഭിച്ചു കഴിഞ്ഞു. സെന്റ് പീറ്റേഴ്സ്ബർഗ് - ഒറാനിയൻബോം, എന്നാൽ യുദ്ധം അതിന്റെ പൂർത്തീകരണത്തെ തടഞ്ഞു. 1926 ൽ മാത്രമാണ് ബാക്കുവിനും സാബുഞ്ചി എണ്ണപ്പാടത്തിനും ഇടയിൽ ഇലക്ട്രിക് ട്രെയിനുകളുടെ ചലനം തുറന്നത്.
1 TL-2K ട്രാക്ഷൻ മോട്ടോറിന്റെ ഉദ്ദേശ്യം.
VL10 ഇലക്ട്രിക് ലോക്കോമോട്ടീവിൽ എട്ട് TL2K തരം ട്രാക്ഷൻ മോട്ടോറുകൾ സജ്ജീകരിച്ചിരിക്കുന്നു. കോൺടാക്റ്റ് നെറ്റ്വർക്കിൽ നിന്ന് ലഭിക്കുന്ന വൈദ്യുതോർജ്ജത്തെ മെക്കാനിക്കൽ എനർജിയാക്കി മാറ്റുന്നതിനാണ് TL2K DC ട്രാക്ഷൻ മോട്ടോർ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്. ഇലക്ട്രിക് മോട്ടോറിന്റെ ആർമേച്ചർ ഷാഫ്റ്റിൽ നിന്നുള്ള ടോർക്ക് ഇരട്ട-വശങ്ങളുള്ള സിംഗിൾ-സ്റ്റേജ് സിലിണ്ടർ ഹെലിക്കൽ ഗിയറിലൂടെ വീൽസെറ്റിലേക്ക് കൈമാറ്റം ചെയ്യപ്പെടുന്നു. ഈ ട്രാൻസ്മിഷൻ ഉപയോഗിച്ച്, മോട്ടോർ ബെയറിംഗുകൾക്ക് അക്ഷീയ ദിശയിൽ അധിക ലോഡുകൾ ലഭിക്കുന്നില്ല. ഇലക്ട്രിക് മോട്ടോർ സസ്പെൻഷൻ സപ്പോർട്ട്-ആക്സിയൽ ആണ്. ഇലക്ട്രിക് മോട്ടോർ, ഒരു വശത്ത്, ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ വീൽസെറ്റിന്റെ അച്ചുതണ്ടിൽ മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളും മറുവശത്ത്, ബോഗി ഫ്രെയിമും ഒരു ഹിംഗഡ് സസ്പെൻഷനിലൂടെയും റബ്ബർ വാഷറുകളിലൂടെയും പിന്തുണയ്ക്കുന്നു. വെന്റിലേഷൻ സംവിധാനം സ്വതന്ത്രമാണ്, മുകളിൽ നിന്ന് കളക്ടർ ചേമ്പറിലേക്ക് വെന്റിലേഷൻ വായു വിതരണം ചെയ്യുകയും എഞ്ചിൻ അക്ഷത്തിൽ എതിർവശത്ത് മുകളിൽ നിന്ന് ക്ഷീണിക്കുകയും ചെയ്യുന്നു. ഇലക്ട്രിക് മെഷീനുകൾക്ക് റിവേഴ്സിബിലിറ്റിയുടെ സ്വത്ത് ഉണ്ട്, അതായത് ഒരേ യന്ത്രത്തിന് മോട്ടോറായും ജനറേറ്ററായും പ്രവർത്തിക്കാൻ കഴിയും. ഇതുമൂലം, ട്രാക്ഷൻ മോട്ടോറുകൾ ട്രാക്ഷനായി മാത്രമല്ല, ട്രെയിനുകളുടെ ഇലക്ട്രിക് ബ്രേക്കിംഗിനും ഉപയോഗിക്കുന്നു. അത്തരം ബ്രേക്കിംഗ് ഉപയോഗിച്ച്, ട്രാക്ഷൻ മോട്ടോറുകൾ ജനറേറ്റർ മോഡിലേക്ക് മാറുന്നു, കൂടാതെ ട്രെയിനിന്റെ ചലനാത്മക അല്ലെങ്കിൽ പൊട്ടൻഷ്യൽ എനർജി കാരണം അവ സൃഷ്ടിക്കുന്ന വൈദ്യുതോർജ്ജം ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിൽ (റിയോസ്റ്റാറ്റിക് ബ്രേക്കിംഗ്) ഇൻസ്റ്റാൾ ചെയ്ത റെസിസ്റ്ററുകളിൽ കെടുത്തിക്കളയുകയോ കോൺടാക്റ്റ് നെറ്റ്വർക്കിലേക്ക് മാറ്റുകയോ ചെയ്യുന്നു. ബ്രേക്കിംഗ്).
TL-2K ഉപകരണം.
2.1 ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോർ TL-2K1 ന്റെ രൂപകൽപ്പന
TL-2K1 ട്രാക്ഷൻ മോട്ടോറിൽ ഒരു ഫ്രെയിം 3 (ചിത്രം 1), ഒരു ആർമേച്ചർ 6, ഒരു ബ്രഷ് ഉപകരണം 2, ബെയറിംഗ് ഷീൽഡുകൾ 1, 4 എന്നിവ അടങ്ങിയിരിക്കുന്നു. ഗ്രേഡ് 25L-P സ്റ്റീലിന്റെ സിലിണ്ടർ കാസ്റ്റിംഗാണ് ഫ്രെയിം, ഒരേസമയം ഒരു കാന്തികമായി പ്രവർത്തിക്കുന്നു. സർക്യൂട്ട്. ആറ് പ്രധാന, ആറ് അധിക ധ്രുവങ്ങൾ, ആറ് ബ്രഷ് ഹോൾഡറുകളുള്ള ഒരു കറങ്ങുന്ന ബീം, ഇലക്ട്രിക് മോട്ടോർ ആർമേച്ചർ കറങ്ങുന്ന റോളർ ബെയറിംഗുകളുള്ള ഷീൽഡുകൾ എന്നിവ അതിനോട് ഘടിപ്പിച്ചിരിക്കുന്നു.
ബെയറിംഗ് ഷീൽഡുകളുടെ ഇൻസ്റ്റാളേഷൻ ഇനിപ്പറയുന്ന ക്രമത്തിലാണ് നടത്തുന്നത്: പോൾ, നഷ്ടപരിഹാര കോയിലുകൾ എന്നിവ ഉപയോഗിച്ച് അസംബിൾ ചെയ്ത ഫ്രെയിം കമ്മ്യൂട്ടേറ്ററിന് എതിർവശത്തായി സ്ഥാപിച്ചിരിക്കുന്നു. 100-150 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ഒരു ഇൻഡക്റ്റീവ് ഹീറ്റർ ഉപയോഗിച്ച് കഴുത്ത് ചൂടാക്കുന്നു, ഷീൽഡ് തിരുകുകയും സ്റ്റീൽ 45 കൊണ്ട് നിർമ്മിച്ച എട്ട് എം 24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. തുടർന്ന് ഫ്രെയിം 180 ഡിഗ്രി തിരിയുന്നു, ആങ്കർ താഴ്ത്തി, ക്രോസ്ബീം ഇൻസ്റ്റാൾ ചെയ്യുന്നു മുകളിൽ വിവരിച്ച അതേ രീതിയിൽ മറ്റൊരു ഷീൽഡ് തിരുകുകയും എട്ട് M24 ബോൾട്ടുകൾ ഉപയോഗിച്ച് സുരക്ഷിതമാക്കുകയും ചെയ്യുന്നു. പുറം പ്രതലത്തിൽ, മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളുടെ ആക്സിൽ ബോക്സുകൾ ഘടിപ്പിക്കുന്നതിന് ഫ്രെയിമിന് രണ്ട് ലഗുകൾ ഉണ്ട്, ഇലക്ട്രിക് മോട്ടോർ തൂക്കിയിടുന്നതിനുള്ള ഒരു ലഗും നീക്കം ചെയ്യാവുന്ന ബ്രാക്കറ്റും ഗതാഗതത്തിനുള്ള സുരക്ഷാ ലഗുകളും. കളക്ടറുടെ ഭാഗത്ത് ബ്രഷ് ഉപകരണത്തിന്റെയും കളക്ടറുടെയും പരിശോധനയ്ക്കായി രൂപകൽപ്പന ചെയ്ത മൂന്ന് ഹാച്ചുകൾ ഉണ്ട്. കവറുകൾ 7, 11, 15 (ചിത്രം 1 കാണുക) ഉപയോഗിച്ച് ഹാച്ചുകൾ ഹെർമെറ്റിക് ആയി അടച്ചിരിക്കുന്നു.
മുകളിലെ മനിഫോൾഡ് ഹാച്ചിന്റെ 7 കവർ ഒരു പ്രത്യേക സ്പ്രിംഗ് ലോക്ക് ഉപയോഗിച്ച് ഫ്രെയിമിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു, താഴത്തെ ഹാച്ചിന്റെ 15 എണ്ണം ഒരു M20 ബോൾട്ടും ഒരു പ്രത്യേക ബോൾട്ടും ഒരു കോയിൽ സ്പ്രിംഗ് ഉപയോഗിച്ച് മൂടുക, രണ്ടാമത്തെ ലോവർ ഹാച്ചിന്റെ 11 എണ്ണം നാല് M12 ബോൾട്ടുകൾ ഉപയോഗിച്ച് മൂടുക. കളക്ടർക്ക് എതിർവശത്ത് നിന്ന് എയർ വിതരണത്തിനായി, ഒരു പ്രത്യേക കേസിംഗ് വഴി 5 ബെയറിംഗ് ഷീൽഡിലും ഫ്രെയിമിലും ഘടിപ്പിച്ചിരിക്കുന്നു. ഇലക്ട്രിക് മോട്ടോറിൽ നിന്നുള്ള ലീഡുകൾ 120 എംഎം2 ക്രോസ്-സെക്ഷണൽ ഏരിയയുള്ള പിപിഎസ്ആർഎം-1-4000 കേബിൾ ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. സംയോജിത ഇംപ്രെഗ്നേഷനോടുകൂടിയ ടാർപോളിൻ കവറുകളാൽ കേബിളുകൾ സംരക്ഷിക്കപ്പെടുന്നു. കേബിളുകൾക്ക് Ya, YaYa, K, KK എന്നീ പേരുകളുള്ള പോളി വിനൈൽ ക്ലോറൈഡ് ട്യൂബുകൾ കൊണ്ട് നിർമ്മിച്ച ലേബലുകൾ ഉണ്ട്. ഔട്ട്പുട്ട് കേബിളുകൾ I, YaYa (ചിത്രം 3) ആർമേച്ചറിന്റെ വിൻഡിംഗുകൾ, അധിക ധ്രുവങ്ങൾ, നഷ്ടപരിഹാരം എന്നിവയുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ ഔട്ട്പുട്ട് കേബിളുകൾ K, KK എന്നിവ പ്രധാന ധ്രുവങ്ങളുടെ വിൻഡിംഗുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു.
Fig.1 TL-2K1 ട്രാക്ഷൻ മോട്ടോറിന്റെ രേഖാംശ (എ), തിരശ്ചീന (ബി) വിഭാഗങ്ങൾ
2.2 എഞ്ചിൻ ഫ്രെയിം
ഇത് വൈദ്യുതകാന്തിക ഉരുക്ക് കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഒരു സിലിണ്ടർ ആകൃതിയും ഒരു കാന്തിക സർക്യൂട്ടായി വർത്തിക്കുന്നു (ചിത്രം 1.). ട്രോളി ഫ്രെയിമിന്റെ തിരശ്ചീന ബീമിലേക്ക് കർശനമായി ഉറപ്പിക്കുന്നതിന്, ഫ്രെയിമിൽ മൂന്ന് ബ്രാക്കറ്റ് ബോസുകളും രണ്ട് സുരക്ഷാ വാരിയെല്ലുകളും നൽകിയിട്ടുണ്ട്. ഫ്രെയിമിൽ പ്രധാന, അധിക തൂണുകൾ, വെന്റിലേഷൻ, മനിഫോൾഡ് ഹാച്ചുകൾ എന്നിവ ഉറപ്പിക്കുന്നതിനുള്ള ദ്വാരങ്ങളുണ്ട്. എൻജിൻ ഫ്രെയിമിൽ നിന്ന് ആറ് കേബിളുകൾ പുറത്തേക്ക് വരുന്നു. ഫ്രെയിമിന്റെ അവസാന ഭാഗങ്ങൾ ചുമക്കുന്ന ഷീൽഡുകളാൽ മൂടപ്പെട്ടിരിക്കുന്നു. ഫ്രെയിമിൽ നിർമ്മാതാവ്, സീരിയൽ നമ്പർ, പിണ്ഡം, കറന്റ്, റൊട്ടേഷൻ സ്പീഡ്, പവർ, വോൾട്ടേജ് എന്നിവ സൂചിപ്പിക്കുന്ന ഒരു നെയിംപ്ലേറ്റ് അടങ്ങിയിരിക്കുന്നു.

Fig.2 ഫ്രെയിം
2.3 പ്രധാന ധ്രുവങ്ങൾ

ചിത്രം 3 പ്രധാന ധ്രുവങ്ങൾ
പ്രധാന കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്നതിനാണ് അവ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്. പ്രധാന ധ്രുവത്തിൽ ഒരു കോറും ഒരു കോയിലും അടങ്ങിയിരിക്കുന്നു (ചിത്രം 2). എല്ലാ പ്രധാന ധ്രുവങ്ങളുടെയും കോയിലുകൾ ശ്രേണിയിൽ ബന്ധിപ്പിച്ച് ഫീൽഡ് വിൻഡിംഗ് ഉണ്ടാക്കുന്നു. എഡ്ഡി പ്രവാഹങ്ങൾ കുറയ്ക്കുന്നതിന് 1.5 എംഎം കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഷീറ്റുകൾ ഉപയോഗിച്ചാണ് കോർ നിർമ്മിച്ചിരിക്കുന്നത്. അസംബ്ലിക്ക് മുമ്പ്, ഷീറ്റുകൾ ഇൻസുലേറ്റിംഗ് വാർണിഷ് ഉപയോഗിച്ച് വരച്ചു, ഒരു പ്രസ്സ് ഉപയോഗിച്ച് കംപ്രസ് ചെയ്യുകയും റിവറ്റുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. അർമേച്ചറിന് അഭിമുഖമായി നിൽക്കുന്ന കാമ്പിന്റെ ഭാഗം വിശാലമാക്കി, അതിനെ പോൾ പീസ് എന്ന് വിളിക്കുന്നു. ഈ ഭാഗം കോയിലിനെ പിന്തുണയ്ക്കുന്നതിനും വായു വിടവിൽ കാന്തിക പ്രവാഹം നന്നായി വിതരണം ചെയ്യുന്നതിനും സഹായിക്കുന്നു. പ്രധാന ധ്രുവങ്ങളുടെ കോയിലുകളിൽ ഇലക്ട്രിക് ബ്രേക്കിംഗിന്റെ കാര്യക്ഷമത വർദ്ധിപ്പിക്കുന്നതിന്, ട്രാക്ഷനിലും ബ്രേക്കിംഗ് മോഡുകളിലും പ്രധാന കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്ന രണ്ട് പ്രധാന വിൻഡിംഗുകൾക്ക് പുറമേ, മൂന്നാമത്തേത് ഉണ്ട് - ഒരു ബയസ് വിൻഡിംഗ്, ഇത് ഒരു അധിക കാന്തികം സൃഷ്ടിക്കുന്നു. എഞ്ചിൻ ജനറേറ്റർ മോഡിൽ മാത്രം പ്രവർത്തിക്കുമ്പോൾ ഫ്ലക്സ്. ബയസ് വിൻഡിംഗ് രണ്ട് പ്രധാന വിൻഡിംഗുകൾക്ക് സമാന്തരമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു കൂടാതെ ഉയർന്ന വോൾട്ടേജ് സർക്യൂട്ടിൽ നിന്ന് ഒരു സർക്യൂട്ട് ബ്രേക്കർ, ഫ്യൂസ്, കോൺടാക്റ്റർ എന്നിവയിലൂടെ വൈദ്യുതി സ്വീകരിക്കുന്നു. പ്രധാന പോൾ കോയിലുകളുടെ ഇൻസുലേഷൻ ഓർഗനോസിലിക്കൺ ആണ്. പ്രധാന പോൾ രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് കാമ്പിൽ ഘടിപ്പിച്ചിരിക്കുന്നു, അവ കാമ്പിന്റെ ശരീരത്തിൽ സ്ഥിതിചെയ്യുന്ന ഒരു ചതുര വടിയിലേക്ക് സ്ക്രൂ ചെയ്യുന്നു.
2.4 അധിക ധ്രുവങ്ങൾ
അധിക കാന്തിക പ്രവാഹം സൃഷ്ടിക്കുന്നതിനാണ് അവ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്, ഇത് കമ്മ്യൂട്ടേഷൻ മെച്ചപ്പെടുത്തുകയും പ്രധാന ധ്രുവങ്ങൾക്കിടയിലുള്ള പ്രദേശത്ത് അർമേച്ചർ പ്രതികരണം കുറയ്ക്കുകയും ചെയ്യുന്നു. പ്രധാന ധ്രുവങ്ങളേക്കാൾ വലിപ്പം കുറവായതിനാൽ അവയ്ക്കിടയിൽ സ്ഥിതി ചെയ്യുന്നു. അധിക ധ്രുവത്തിൽ ഒരു കോർ, ഒരു കോയിൽ എന്നിവ അടങ്ങിയിരിക്കുന്നു. അധിക ധ്രുവത്തിന് കീഴിലുള്ള ചെറിയ ഇൻഡക്ഷൻ കാരണം അതിന്റെ അഗ്രത്തിൽ എഡ്ഡി പ്രവാഹങ്ങൾ ഉണ്ടാകാത്തതിനാൽ കാമ്പ് മോണോലിത്തിക്ക് ആക്കിയിരിക്കുന്നു. രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് കോർ ഫ്രെയിമിൽ ഘടിപ്പിച്ചിരിക്കുന്നു. ഫ്രെയിമിനും കോറിനും ഇടയിൽ കാന്തിക പ്രവാഹം കുറയ്ക്കുന്നതിന് ഒരു ഡയമാഗ്നെറ്റിക് ബ്രാസ് ഗാസ്കറ്റ് സ്ഥാപിച്ചിട്ടുണ്ട്. അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ പരസ്പരം പരമ്പരയിലും ആർമേച്ചർ വിൻഡിംഗിലും ബന്ധിപ്പിച്ചിരിക്കുന്നു.

ചിത്രം 4 പ്രധാന, അധിക ധ്രുവങ്ങൾ

ചിത്രം 5 ആങ്കർ
ഒരു ഡിസി മെഷീന് ഒരു ആർമേച്ചർ ഉണ്ട് (ചിത്രം 4), ഒരു കോർ, വൈൻഡിംഗ്, കമ്മ്യൂട്ടേറ്റർ, ഷാഫ്റ്റ് എന്നിവ അടങ്ങിയിരിക്കുന്നു. 0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീലിന്റെ സ്റ്റാമ്പ് ചെയ്ത ഷീറ്റുകൾ കൊണ്ട് നിർമ്മിച്ച ഒരു സിലിണ്ടറാണ് ആർമേച്ചർ കോർ. അർമേച്ചർ ഒരു കാന്തികക്ഷേത്രം കടക്കുമ്പോൾ ഉണ്ടാകുന്ന എഡ്ഡി പ്രവാഹങ്ങളിൽ നിന്നുള്ള നഷ്ടം കുറയ്ക്കുന്നതിന്, ഷീറ്റുകൾ പരസ്പരം വാർണിഷ് ഉപയോഗിച്ച് ഇൻസുലേറ്റ് ചെയ്യുന്നു. ഓരോ ഷീറ്റിനും ഷാഫ്റ്റിൽ ഘടിപ്പിക്കുന്നതിനുള്ള കീവേ ഉള്ള ഒരു ദ്വാരം, വെന്റിലേഷൻ ദ്വാരങ്ങൾ, ആർമേച്ചർ വിൻഡിംഗ് സ്ഥാപിക്കുന്നതിനുള്ള ഗ്രോവുകൾ എന്നിവയുണ്ട്. മുകൾ ഭാഗത്തെ തോപ്പുകൾ പ്രാവിന്റെ ആകൃതിയിലാണ്. ഷീറ്റുകൾ ഷാഫ്റ്റിൽ സ്ഥാപിക്കുകയും ഒരു കീ ഉപയോഗിച്ച് ഉറപ്പിക്കുകയും ചെയ്യുന്നു. കൂട്ടിച്ചേർത്ത ഷീറ്റുകൾ രണ്ട് പ്രഷർ വാഷറുകൾക്കിടയിൽ അമർത്തിയിരിക്കുന്നു. അർമേച്ചർ വിൻഡിംഗിൽ കാമ്പിന്റെ തോപ്പുകളിൽ സ്ഥാപിക്കുകയും അസ്ഫാൽറ്റ്, ബേക്കലൈറ്റ് വാർണിഷുകൾ എന്നിവ ഉപയോഗിച്ച് നിറയ്ക്കുകയും ചെയ്യുന്ന ഭാഗങ്ങൾ അടങ്ങിയിരിക്കുന്നു. ഗ്രോവുകളിൽ നിന്ന് വിൻഡിംഗ് വീഴുന്നത് തടയാൻ, ഗ്രോവ് ഭാഗത്തേക്ക് ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ അടിക്കുന്നു, കൂടാതെ വിൻഡിംഗിന്റെ മുന്നിലും പിന്നിലും വയർ ബാൻഡുകൾ ഉപയോഗിച്ച് ശക്തിപ്പെടുത്തുന്നു, അവ വിൻഡിംഗിന് ശേഷം ടിൻ ഉപയോഗിച്ച് ലയിപ്പിക്കുന്നു. വ്യത്യസ്ത പ്രവർത്തന രീതികളിലുള്ള ഒരു ഡിസി മെഷീന്റെ കമ്മ്യൂട്ടേറ്ററിന്റെ ഉദ്ദേശ്യം ഒന്നല്ല. അങ്ങനെ, ജനറേറ്റർ മോഡിൽ, ആർമേച്ചർ വിൻഡിംഗിൽ പ്രേരിപ്പിച്ച വേരിയബിൾ ഇലക്ട്രോമോട്ടീവ് ഫോഴ്സിനെ (എംഎഫ്) സ്ഥിരമായ ഇഎംഎഫാക്കി മാറ്റാൻ കളക്ടർ സഹായിക്കുന്നു. ജനറേറ്ററിന്റെ ബ്രഷുകളിൽ, മോട്ടോറിൽ - അർമേച്ചർ വിൻഡിംഗിന്റെ കണ്ടക്ടറുകളിലെ വൈദ്യുതധാരയുടെ ദിശ മാറ്റാൻ, അങ്ങനെ മോട്ടോർ ആർമേച്ചർ ഏതെങ്കിലും പ്രത്യേക ദിശയിൽ കറങ്ങുന്നു. കളക്ടർ ഒരു മുൾപടർപ്പു, കളക്ടർ ചെമ്പ് പ്ലേറ്റുകൾ, ഒരു മർദ്ദം കോൺ എന്നിവ ഉൾക്കൊള്ളുന്നു. കളക്ടർ പ്ലേറ്റുകൾ പരസ്പരം മൈകാനൈറ്റ് പ്ലേറ്റുകളാലും, ബുഷിംഗിൽ നിന്നും പ്രഷർ കോണിൽ നിന്നും ഇൻസുലേറ്റിംഗ് കഫുകൾ വഴിയും ഇൻസുലേറ്റ് ചെയ്യുന്നു. ബ്രഷുകളുമായി സമ്പർക്കം പുലർത്തുന്ന കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഭാഗം മെഷീൻ ചെയ്ത് ഗ്രൗണ്ട് ചെയ്യുന്നു. ഓപ്പറേഷൻ സമയത്ത് ബ്രഷുകൾ മൈകാനൈറ്റ് പ്ലേറ്റുകളിൽ സ്പർശിക്കാതിരിക്കാൻ, കമ്മ്യൂട്ടേറ്റർ ഒരു "ട്രാക്ക്" ന് വിധേയമാക്കുന്നു. ഈ സാഹചര്യത്തിൽ, മൈകാനൈറ്റ് പ്ലേറ്റുകൾ കളക്ടർ പ്ലേറ്റുകളേക്കാൾ 1 മില്ലീമീറ്ററോളം കുറവാണ്. കോർ വശത്ത്, കളക്ടർ പ്ലേറ്റുകൾക്ക് അർമേച്ചർ വിൻഡിംഗ് കണ്ടക്ടറുകളിൽ സോളിഡിംഗിനായി ഒരു സ്ലോട്ട് ഉള്ള പ്രോട്രഷനുകൾ ഉണ്ട്. കളക്ടർ പ്ലേറ്റുകൾക്ക് വെഡ്ജ് ആകൃതിയിലുള്ള ക്രോസ്-സെക്ഷൻ ഉണ്ട്, ഉറപ്പിക്കുന്നതിനുള്ള എളുപ്പത്തിനായി അവയ്ക്ക് ഒരു ഡോവെറ്റൈൽ ആകൃതിയുണ്ട്. കമ്യൂട്ടേറ്റർ ആർമേച്ചർ ഷാഫ്റ്റിൽ അമർത്തി ഒരു കീ ഉപയോഗിച്ച് സുരക്ഷിതമാക്കിയിരിക്കുന്നു. അർമേച്ചർ ഷാഫ്റ്റിന് വ്യത്യസ്ത മൗണ്ടിംഗ് വ്യാസങ്ങളുണ്ട്. ആർമേച്ചറിനും കമ്മ്യൂട്ടേറ്ററിനും പുറമേ, ഒരു സ്റ്റീൽ ഫാൻ ബുഷിംഗും ഷാഫ്റ്റിൽ അമർത്തിയിരിക്കുന്നു. ബെയറിംഗ് അകത്തെ വളയങ്ങളും ബെയറിംഗ് ബുഷിംഗുകളും ഷാഫ്റ്റിൽ ഹോട്ട് ഫിറ്റ് ചെയ്തിരിക്കുന്നു.
2.6 ബെയറിംഗ് ഷീൽഡുകൾ

ചിത്രം 6 ബെയറിംഗ് ഷീൽഡ്
ഷീൽഡുകൾ (ചിത്രം 5) ബോൾ അല്ലെങ്കിൽ റോളർ ബെയറിംഗുകൾ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നു - വിശ്വസനീയവും കൂടുതൽ അറ്റകുറ്റപ്പണികൾ ആവശ്യമില്ല. കളക്ടർ വശത്ത് ഒരു ത്രസ്റ്റ് ബെയറിംഗ് ഉണ്ട്; അതിന്റെ പുറം വളയം ബെയറിംഗ് ഷീൽഡിന്റെ ബോസിന് നേരെ നിൽക്കുന്നു. ട്രാക്ഷൻ ഡ്രൈവ് വശത്ത് ഒരു ഫ്രീ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, ഇത് ചൂടാക്കുമ്പോൾ ആർമേച്ചർ ഷാഫ്റ്റ് നീട്ടാൻ അനുവദിക്കുന്നു. ബെയറിംഗുകൾക്ക് കട്ടിയുള്ള ഗ്രീസ് ഉപയോഗിക്കുന്നു. എഞ്ചിൻ പ്രവർത്തന സമയത്ത് ലൂബ്രിക്കേഷൻ അറകളിൽ നിന്ന് ലൂബ്രിക്കന്റ് പുറത്തേക്ക് തള്ളുന്നത് തടയാൻ, ഒരു ഹൈഡ്രോളിക് (ലാബിരിന്ത്) സീൽ നൽകിയിരിക്കുന്നു. വിസ്കോസ് ലൂബ്രിക്കന്റ്, ഷീൽഡിൽ മെഷീൻ ചെയ്ത ഗ്രൂവ്സ്-ലാബിച്ച് വളയങ്ങൾക്കും ഷാഫ്റ്റിൽ ഘടിപ്പിച്ചിരിക്കുന്ന മുൾപടർപ്പിനും ഇടയിലുള്ള ഒരു ചെറിയ വിടവിലേക്ക് വീഴുന്നു, അപകേന്ദ്രബലത്തിന്റെ സ്വാധീനത്തിൽ ലാബിരിന്തിന്റെ മതിലുകളിലേക്ക് എറിയപ്പെടുന്നു, അവിടെ ലൂബ്രിക്കന്റ് തന്നെ ഹൈഡ്രോളിക് പാർട്ടീഷനുകൾ സൃഷ്ടിക്കുന്നു. ഫ്രെയിമിന്റെ ഇരുവശങ്ങളിലും ബെയറിംഗ് ഷീൽഡുകൾ ഘടിപ്പിച്ചിരിക്കുന്നു.
2.7 ബ്രഷ് ഉപകരണം
ട്രാക്ഷൻ ഇലക്ട്രിക് മോട്ടോറിന്റെ ബ്രഷ് ഉപകരണത്തിൽ കറങ്ങുന്ന മെക്കാനിസം, ആറ് ബ്രാക്കറ്റുകൾ, ആറ് ബ്രഷ് ഹോൾഡറുകൾ എന്നിവയുള്ള ഒരു സ്പ്ലിറ്റ്-ടൈപ്പ് ട്രാവർസ് അടങ്ങിയിരിക്കുന്നു. ട്രാവേഴ്സ് സ്റ്റീൽ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഒരു ചാനൽ വിഭാഗത്തിന്റെ കാസ്റ്റിംഗിന് പുറം വരമ്പിൽ ഒരു ഗിയർ റിംഗ് ഉണ്ട്, അത് ടേണിംഗ് മെക്കാനിസത്തിന്റെ ഗിയറുമായി ബന്ധിപ്പിക്കുന്നു. മുകളിലെ മനിഫോൾഡ് ഹാച്ചിന്റെ പുറം ഭിത്തിയിൽ ഇൻസ്റ്റാൾ ചെയ്ത ലോക്കിംഗ് ബോൾട്ട് ഉപയോഗിച്ച് ബ്രഷ് ഉപകരണത്തിന്റെ യാത്ര ഉറപ്പിക്കുകയും ഫ്രെയിമിൽ ലോക്ക് ചെയ്യുകയും ചെയ്യുന്നു, കൂടാതെ ലോക്കിംഗ് ഉപകരണത്തിന്റെ രണ്ട് ബോൾട്ടുകൾ ഉപയോഗിച്ച് ബെയറിംഗ് ഷീൽഡിന് നേരെ അമർത്തി: ഒന്ന് ഫ്രെയിമിന്റെ അടിയിൽ, രണ്ടാമത്തേത് സസ്പെൻഷൻ ഭാഗത്ത്. 50 എംഎം 2 ക്രോസ്-സെക്ഷൻ ഉള്ള PS-4000 കേബിളുകൾ ഉപയോഗിച്ചാണ് ട്രാവേഴ്സ് ബ്രാക്കറ്റുകളുടെ വൈദ്യുത കണക്ഷൻ നിർമ്മിച്ചിരിക്കുന്നത്.

അരി. 7 യാത്ര
ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകൾ വേർപെടുത്താവുന്നവയാണ് (രണ്ട് ഭാഗങ്ങളിൽ) ട്രാവേഴ്സിൽ ഘടിപ്പിച്ചിരിക്കുന്ന രണ്ട് ഇൻസുലേറ്റിംഗ് പിന്നുകളിൽ M20 ബോൾട്ടുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. ഇൻസുലേറ്റിംഗ് പിന്നുകൾ എജി -4 മോൾഡിംഗ് സംയുക്തം ഉപയോഗിച്ച് അമർത്തിപ്പിടിച്ച സ്റ്റീൽ പിന്നുകളാണ്; അവയ്ക്ക് മുകളിൽ പോർസലൈൻ ഇൻസുലേറ്ററുകൾ സ്ഥാപിച്ചിരിക്കുന്നു. ബ്രഷ് ഹോൾഡറിന് പിരിമുറുക്കത്തിൽ പ്രവർത്തിക്കുന്ന രണ്ട് സിലിണ്ടർ സ്പ്രിംഗുകളുണ്ട്. സ്പ്രിംഗുകൾ ബ്രഷ് ഹോൾഡർ ഹൗസിംഗിലെ ദ്വാരത്തിലേക്ക് തിരുകിയ ഒരു അച്ചുതണ്ടിലും മറ്റൊന്ന് സ്പ്രിംഗിന്റെ പിരിമുറുക്കം നിയന്ത്രിക്കുന്ന ഒരു അഡ്ജസ്റ്റിംഗ് സ്ക്രൂ ഉപയോഗിച്ച് പ്രഷർ പിന്നിന്റെ അക്ഷത്തിലും ഉറപ്പിച്ചിരിക്കുന്നു. പ്രഷർ മെക്കാനിസത്തിന്റെ ചലനാത്മകത തിരഞ്ഞെടുത്തതിനാൽ ഓപ്പറേറ്റിംഗ് ശ്രേണിയിൽ ഇത് ബ്രഷിൽ സ്ഥിരമായ സമ്മർദ്ദം നൽകുന്നു. കൂടാതെ, ബ്രഷിന്റെ അനുവദനീയമായ പരമാവധി വസ്ത്രങ്ങൾ എത്തുമ്പോൾ, അതിലെ മർദ്ദം വിരലിന്റെ മർദ്ദം യാന്ത്രികമായി നിർത്തുന്നു. തേയ്ച്ചുപോയ ബ്രഷുകളുടെ ഷണ്ടുകൾ വഴി കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഉപരിതലത്തിന് കേടുപാടുകൾ വരുത്തുന്നത് തടയാൻ ഇത് നിങ്ങളെ അനുവദിക്കുന്നു. EG-61 ബ്രാൻഡിന്റെ രണ്ട് സ്പ്ലിറ്റ് ബ്രഷുകൾ, റബ്ബർ ഷോക്ക് അബ്സോർബറുകളുള്ള 2(8x50)x60 മില്ലിമീറ്റർ അളവുകൾ, ബ്രഷ് ഹോൾഡറിന്റെ വിൻഡോകളിൽ ചേർത്തിരിക്കുന്നു. ബ്രഷ് ഹോൾഡറുകൾ ഒരു പിൻ, നട്ട് എന്നിവ ഉപയോഗിച്ച് ബ്രാക്കറ്റിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്നു.

അരി. 8 ബ്രഷ് ഹോൾഡർ
കൂടുതൽ വിശ്വസനീയമായ ഫാസ്റ്റണിംഗിനും കമ്മ്യൂട്ടേറ്ററിന്റെ ഉയരത്തിനൊപ്പം വർക്കിംഗ് ഉപരിതലവുമായി ബന്ധപ്പെട്ട് ബ്രഷ് ഹോൾഡറിന്റെ സ്ഥാനം ക്രമീകരിക്കുന്നതിനും, ബ്രഷ് ഹോൾഡറിന്റെയും ബ്രാക്കറ്റിന്റെയും ശരീരത്തിൽ ഒരു ചീപ്പ് നൽകിയിരിക്കുന്നു.
0.5 മില്ലീമീറ്റർ കട്ടിയുള്ള ഇലക്ട്രിക്കൽ സ്റ്റീൽ ഗ്രേഡ് E-22 ന്റെ വാർണിഷ് ഷീറ്റുകളുടെ ഒരു പാക്കേജിൽ കൂട്ടിച്ചേർത്ത്, ഒരു സ്റ്റീൽ ബുഷിംഗ്, റിയർ, ഫ്രണ്ട് പ്രഷർ വാഷറുകൾ, ഒരു ഷാഫ്റ്റ്, കോയിലുകളും 25 സെക്ഷണൽ ഇക്വലൈസറുകളും, അവയുടെ അറ്റങ്ങൾ മനിഫോൾഡ് കോക്കറലുകളിലേക്ക് ലയിപ്പിച്ചു. കാമ്പിൽ വെന്റിലേഷൻ വായു കടന്നുപോകുന്നതിന് ഒരു നിര അക്ഷീയ ദ്വാരങ്ങളുണ്ട്. ഫ്രണ്ട് പ്രഷർ വാഷറും കളക്ടർ ഭവനമായി പ്രവർത്തിക്കുന്നു. എല്ലാ അർമേച്ചർ ഭാഗങ്ങളും ഒരു സാധാരണ ബോക്സ് ആകൃതിയിലുള്ള മുൾപടർപ്പിൽ ഒത്തുചേർന്ന്, ആർമേച്ചർ ഷാഫ്റ്റിൽ അമർത്തി, അത് മാറ്റിസ്ഥാപിക്കുന്നത് ഉറപ്പാക്കുന്നു. കോയിലിന് 14 വ്യക്തിഗത കണ്ടക്ടറുകൾ ഉണ്ട്, രണ്ട് വരികളിലായി ഉയരത്തിൽ ക്രമീകരിച്ചിരിക്കുന്നു, ഒരു നിരയിൽ ഏഴ് കണ്ടക്ടറുകൾ; അവ 0.9 x 8.0 mm MGM ബ്രാൻഡ് അളക്കുന്ന സ്ട്രിപ്പ് കോപ്പർ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, കൂടാതെ LFC-BB യുടെ പകുതി വീതിയിൽ ഓവർലാപ്പുള്ള ഒരു പാളി ഉപയോഗിച്ച് ഇൻസുലേറ്റ് ചെയ്തിരിക്കുന്നു. 0.075 മില്ലിമീറ്റർ കട്ടിയുള്ള മൈക്ക ടേപ്പ്. കോയിലിന്റെ ഗ്രോവ് ഭാഗത്തിന്റെ ബോഡി ഇൻസുലേഷനിൽ ആറ് പാളികളുള്ള ഗ്ലാസ് മൈക്ക ടേപ്പ് LSK-110tt 0.11x20 mm, ഇലക്ട്രിക്കലി ഇൻസുലേറ്റിംഗ് ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളി, 0.03 mm കട്ടിയുള്ള ഒരു ഗ്ലാസ് ടേപ്പ്, 0.1 mm കട്ടിയുള്ള ഒരു ഗ്ലാസ് ടേപ്പ് എന്നിവ അടങ്ങിയിരിക്കുന്നു. ടേപ്പിന്റെ പകുതി വീതി. സെക്ഷണൽ ഇക്വലൈസറുകൾ 0.90x2.83 മില്ലിമീറ്റർ, ഗ്രേഡ് PETVSD എന്ന ക്രോസ് സെക്ഷനുള്ള മൂന്ന് വയറുകളാണ് നിർമ്മിച്ചിരിക്കുന്നത്. ഓരോ വയറിന്റെയും ഇൻസുലേഷനിൽ ഒരു പാളി ഗ്ലാസ് മൈക്ക ടേപ്പ് LSK-110tt 0.11x20 mm, ഇലക്ട്രിക്കലി ഇൻസുലേറ്റിംഗ് ഫ്ലൂറോപ്ലാസ്റ്റിക് ടേപ്പിന്റെ ഒരു പാളി, 0.03 mm കട്ടിയുള്ള ഒരു ഗ്ലാസ് ടേപ്പ്, 0.11 mm കട്ടിയുള്ള ഗ്ലാസ് ടേപ്പ് എന്നിവ അടങ്ങിയിരിക്കുന്നു. ടേപ്പിന്റെ പകുതി വീതിയിൽ എല്ലാ ഇൻസുലേഷനും സ്ഥാപിച്ചിരിക്കുന്നു. ഗ്രോവ് ഭാഗത്ത്, ആർമേച്ചർ വിൻഡിംഗ് ടെക്സ്റ്റോലൈറ്റ് വെഡ്ജുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു, മുൻഭാഗത്ത് - ഗ്ലാസ് ബാൻഡേജ്.
660 എംഎം വർക്കിംഗ് ഉപരിതല വ്യാസമുള്ള ട്രാക്ഷൻ മോട്ടോർ കമ്മ്യൂട്ടേറ്ററിൽ 525 കോപ്പർ പ്ലേറ്റുകൾ അടങ്ങിയിരിക്കുന്നു, പരസ്പരം മൈകാനൈറ്റ് ഗാസ്കറ്റുകൾ ഉപയോഗിച്ച് ഇൻസുലേറ്റ് ചെയ്യുന്നു.
മൈക്കനൈറ്റ് കഫുകളും ഒരു സിലിണ്ടറും ഉപയോഗിച്ച് കളക്ടർ മർദ്ദം കോൺ, ബോഡി എന്നിവയിൽ നിന്ന് വേർതിരിച്ചിരിക്കുന്നു. അർമേച്ചർ വിൻഡിംഗിൽ ഇനിപ്പറയുന്ന ഡാറ്റയുണ്ട്: സ്ലോട്ടുകളുടെ എണ്ണം - 75, സ്ലോട്ടുകൾക്കൊപ്പം ഘട്ടം - 1 - 13, കമ്മ്യൂട്ടേറ്റർ പ്ലേറ്റുകളുടെ എണ്ണം - 525, കമ്മ്യൂട്ടേറ്ററിനൊപ്പം ചുവട് - 1 - 2, കമ്മ്യൂട്ടേറ്ററിനൊപ്പം ഇക്വലൈസറുകളുടെ ഘട്ടം - 1 - 176.
8N2428M തരം സിലിണ്ടർ റോളറുകളുള്ള ഒരു ഹെവി സീരീസ് എഞ്ചിന്റെ ആങ്കർ ബെയറിംഗുകൾ 6.3 - 8.1 മില്ലിമീറ്റർ പരിധിക്കുള്ളിൽ ഒരു അർമേച്ചർ റൺ നൽകുന്നു. ബെയറിംഗുകളുടെ പുറം വളയങ്ങൾ ബെയറിംഗ് ഷീൽഡുകളിലേക്ക് അമർത്തി, അകത്തെ വളയങ്ങൾ അർമേച്ചർ ഷാഫ്റ്റിലേക്ക് അമർത്തിയിരിക്കുന്നു. ബാഹ്യ പരിസ്ഥിതിയും ലൂബ്രിക്കന്റ് ചോർച്ചയും തടയാൻ ബെയറിംഗ് ചേമ്പറുകൾ അടച്ചിരിക്കുന്നു. ചുമക്കുന്ന ഷീൽഡുകൾ ഫ്രെയിമിലേക്ക് അമർത്തി, ഓരോന്നും എട്ട് M24 ബോൾട്ടുകളും സ്പ്രിംഗ് വാഷറുകളും ഉപയോഗിച്ച് ഘടിപ്പിച്ചിരിക്കുന്നു. മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾ ആന്തരിക ഉപരിതലത്തിൽ B16 ബാബിറ്റ് നിറച്ച പിച്ചള ലൈനറുകളും സ്ഥിരമായ ലൂബ്രിക്കന്റുള്ള ആക്സിൽ ബോക്സുകളും ഉൾക്കൊള്ളുന്നു. ആക്സിൽ ബോക്സുകളിൽ ലൂബ്രിക്കന്റ് വിതരണത്തിനായി ഒരു വിൻഡോ ഉണ്ട്. ലൈനറുകളുടെ ഭ്രമണം തടയുന്നതിന്, ആക്സിൽ ബോക്സിൽ ഒരു കീ കണക്ഷൻ നൽകിയിരിക്കുന്നു.
2.8 TL-2K എഞ്ചിന്റെ സാങ്കേതിക ഡാറ്റ.
| മോട്ടോർ ടെർമിനൽ വോൾട്ടേജ് | 1500 വി |
| ക്ലോക്ക് മോഡിൽ കറന്റ് | 466 എ |
| മണിക്കൂർ മോഡിൽ പവർ | 650 kW |
| ക്ലോക്ക് മോഡിൽ റൊട്ടേഷൻ വേഗത | 770 ആർപിഎം |
| തുടർച്ചയായ കറന്റ് | 400 എ |
| ശക്തി | 560kW |
| തുടർച്ചയായ ഭ്രമണ വേഗത | 825 ആർപിഎം |
| ആവേശം | തുടർച്ചയായ |
| അർമേച്ചർ വിൻഡിംഗ് ഇൻസുലേഷൻ | IN |
| ഫീൽഡ് വൈൻഡിംഗ് ഇൻസുലേഷൻ | എൻ |
| മിതമായ തേഞ്ഞ ടയറുകളുള്ള പരമാവധി ഭ്രമണ വേഗത | 1690 ആർപിഎം |
| എഞ്ചിൻ മൗണ്ട് | പിന്തുണ-ആക്സിയൽ |
| ഗിയർ അനുപാതം | 88/23 – 3,826. |
| 20 ഡിഗ്രി സെൽഷ്യസിൽ പ്രധാന ധ്രുവങ്ങളുടെ വളവുകളുടെ പ്രതിരോധം | 0.025 ഓം |
| 200 സിയിൽ അധിക തൂണുകളുടെയും നഷ്ടപരിഹാര വിൻഡിംഗുകളുടെയും വിൻഡിംഗുകളുടെ പ്രതിരോധം | 0.0365 ഓം |
| 200C യിൽ അർമേച്ചർ വൈൻഡിംഗ് പ്രതിരോധം | 0.0317 ഓം |
| വെന്റിലേഷൻ സംവിധാനം | സ്വതന്ത്രമായ |
| വെന്റിലേഷൻ വായുവിന്റെ അളവ് | 95 m3/min ൽ കുറയാത്തത് |
| മണിക്കൂർ മോഡിൽ K.P.D. TL2K | 0,934 |
| ദീർഘകാല മോഡിൽ TL2K യുടെ കാര്യക്ഷമത | 0,936 |
| ചെറിയ ഗിയറുകളില്ലാത്ത ഭാരം | 5000 കിലോ |
TL-2K യുടെ പ്രവർത്തന തത്വം.
കാന്തിക മണ്ഡലത്തിൽ സ്ഥിതിചെയ്യുന്ന ഒരു കണ്ടക്ടറിലൂടെ കറന്റ് കടന്നുപോകുമ്പോൾ, ഒരു വൈദ്യുതകാന്തിക പ്രതിപ്രവർത്തന ശക്തി ഉണ്ടാകുന്നു, ഇത് കണ്ടക്ടറിനും ബലത്തിന്റെ കാന്തികരേഖകൾക്കും ലംബമായ ഒരു ദിശയിലേക്ക് ചാലകത്തെ ചലിപ്പിക്കുന്നു. ആർമേച്ചർ വിൻഡിംഗിന്റെ കണ്ടക്ടർമാർ ഒരു നിശ്ചിത ക്രമത്തിൽ കളക്ടർ പ്ലേറ്റുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. പോസിറ്റീവ് (+), നെഗറ്റീവ് (-) പോളാരിറ്റികളുടെ ബ്രഷുകൾ കമ്മ്യൂട്ടേറ്ററിന്റെ പുറം ഉപരിതലത്തിൽ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, ഇത് എഞ്ചിൻ ഓണായിരിക്കുമ്പോൾ നിലവിലെ ഉറവിടവുമായി കമ്മ്യൂട്ടേറ്ററിനെ ബന്ധിപ്പിക്കുന്നു. അങ്ങനെ, കമ്യൂട്ടേറ്റർ, ബ്രഷുകൾ എന്നിവയിലൂടെ, മോട്ടറിന്റെ ആർമേച്ചർ വിൻഡിംഗിന് നിലവിലെ ശക്തി ലഭിക്കുന്നു. ഒരു ധ്രുവത്തിന്റെ ധ്രുവങ്ങൾക്കടിയിൽ ഏത് സമയത്തും സ്ഥിതി ചെയ്യുന്ന കണ്ടക്ടറുകളിലെ വൈദ്യുതധാരയ്ക്ക് ഒരു ദിശയും മറ്റൊരു ധ്രുവത്തിന്റെ ധ്രുവങ്ങൾക്കടിയിൽ സ്ഥിതി ചെയ്യുന്ന കണ്ടക്ടറുകളിലും അർമേച്ചർ വിൻഡിംഗിൽ കറന്റിന്റെ അത്തരമൊരു വിതരണം കളക്ടർ ഉറപ്പാക്കുന്നു. വിപരീത ദിശയിൽ.
ഫീൽഡ് കോയിലുകളും ആർമേച്ചർ വിൻഡിംഗും വ്യത്യസ്ത നിലവിലെ ഉറവിടങ്ങളിൽ നിന്ന് പവർ ചെയ്യാൻ കഴിയും, അതായത്, ട്രാക്ഷൻ മോട്ടോറിന് സ്വതന്ത്ര ആവേശം ഉണ്ടാകും. ആർമേച്ചർ വിൻഡിംഗും ഫീൽഡ് കോയിലും സമാന്തരമായി ബന്ധിപ്പിക്കുകയും അതേ നിലവിലെ ഉറവിടത്തിൽ നിന്ന് വൈദ്യുതി സ്വീകരിക്കുകയും ചെയ്യാം, അതായത് ട്രാക്ഷൻ മോട്ടോറിന് സമാന്തര ആവേശം ഉണ്ടാകും. അർമേച്ചർ വിൻഡിംഗും ഫീൽഡ് കോയിലുകളും സീരീസിൽ ബന്ധിപ്പിച്ച് ഒരു നിലവിലെ ഉറവിടത്തിൽ നിന്ന് വൈദ്യുതി സ്വീകരിക്കാം, അതായത് ട്രാക്ഷൻ മോട്ടോറിന് സീരീസ് എക്സിറ്റേഷൻ ഉണ്ടായിരിക്കും. സങ്കീർണ്ണമായ പ്രവർത്തന ആവശ്യകതകൾ തുടർച്ചയായ ആവേശത്തോടെ മോട്ടോറുകൾ പൂർണ്ണമായി തൃപ്തിപ്പെടുത്തുന്നു, അതിനാലാണ് അവ ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിൽ ഉപയോഗിക്കുന്നത്.
ഇലക്ട്രിക് മോട്ടോർ TL2K യുടെ അറ്റകുറ്റപ്പണി
അറ്റകുറ്റപ്പണികൾക്കോ പതിവ് അറ്റകുറ്റപ്പണികൾക്കോ വേണ്ടി ഒരു കുഴിയിൽ ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് സ്ഥാപിക്കുന്നതിനുമുമ്പ്, ട്രാക്ഷൻ മോട്ടോറുകൾ കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് ശുദ്ധീകരിക്കുന്നു.
ബാഹ്യ പരിശോധനയ്ക്കിടെ, ലോക്കുകളുടെ സേവനക്ഷമത, മനിഫോൾഡ് ഹാച്ച് കവറുകൾ, ബോൾട്ട് ഫാസ്റ്റണിംഗുകൾ: മോട്ടോർ ആക്സിൽ ആക്സിൽ ബോക്സുകൾ, ഗിയർ ഹൗസുകൾ, പ്രധാന, അധിക ധ്രുവങ്ങൾ എന്നിവ പരിശോധിക്കുന്നു.
വൈദ്യുത മോട്ടോറിന്റെ ആന്തരിക ഘടകങ്ങൾ മനിഫോൾഡ് ഹാച്ചുകൾ വഴി പരിശോധിക്കുന്നു. കളക്ടർ ഹാച്ചുകൾക്കും അവയുടെ കവറുകൾക്കും ചുറ്റുമുള്ള ഉപരിതലം പരിശോധിക്കുന്നതിനുമുമ്പ്, അവ പൊടി, അഴുക്ക്, മഞ്ഞ് എന്നിവ ഉപയോഗിച്ച് നന്നായി വൃത്തിയാക്കുന്നു, അതിനുശേഷം കവർ നീക്കം ചെയ്യുകയും പരിശോധന ഹാച്ചിന് എതിർവശത്തുള്ള കളക്ടർ, ബ്രഷ് ഹോൾഡറുകൾ, ബ്രഷുകൾ, ബ്രാക്കറ്റുകൾ, വിരലുകൾ എന്നിവ പരിശോധിക്കുകയും ചെയ്യുന്നു. അതുപോലെ ട്രാവേഴ്സ്, ആർമേച്ചർ, പോൾ കോയിലുകൾ എന്നിവയുടെ കേബിൾ ഇൻസ്റ്റാളേഷന്റെ ദൃശ്യമായ ഭാഗം.
കളക്ടർക്ക് പോറലുകൾ, അടയാളങ്ങൾ, ദന്തങ്ങൾ അല്ലെങ്കിൽ പൊള്ളൽ എന്നിവയില്ലാതെ മിനുക്കിയ, തിളങ്ങുന്ന തവിട്ട് നിറത്തിലുള്ള ഉപരിതലം (വാർണിഷ്) ഉണ്ടായിരിക്കണം. കളക്ടറുടെ കേടുപാടുകൾ അല്ലെങ്കിൽ മലിനീകരണത്തിന്റെ എല്ലാ സാഹചര്യങ്ങളിലും, ഈ നാശത്തിന്റെ കാരണങ്ങൾ നിർണ്ണയിക്കുകയും അവ ഇല്ലാതാക്കുകയും ചെയ്യേണ്ടത് ആവശ്യമാണ്. വ്യാവസായിക മദ്യം അല്ലെങ്കിൽ ഗ്യാസോലിൻ ഉപയോഗിച്ച് ചെറുതായി നനച്ച മൃദുവായ തുണി ഉപയോഗിച്ച് അഴുക്കും ഗ്രീസിന്റെ അംശങ്ങളും നീക്കംചെയ്യുന്നു. കോണിന്റെ കരിഞ്ഞതും കേടായതുമായ ഭാഗങ്ങൾ KZM-28 സാൻഡ്പേപ്പർ ഉപയോഗിച്ച് വൃത്തിയാക്കി, തിളങ്ങുന്ന ഉപരിതലം ലഭിക്കുന്നതുവരെ ചുവന്ന-തവിട്ട് ഇനാമൽ GF-92-ХС (GOST 9151-75") ഉപയോഗിച്ച് പെയിന്റ് ചെയ്യുന്നു, കൊഴുപ്പുള്ള അടയാളങ്ങൾ അവശേഷിപ്പിക്കുന്ന വസ്തുക്കൾ ഉപയോഗിക്കുന്നത് അസ്വീകാര്യമാണ് തുടയ്ക്കുന്നതിന്.
കളക്ടറുടെ റേഡിയസിന് അനുയോജ്യമായ ദൂരവും വീതിയുടെ 2/3 വീതിയും ഉള്ള ഒരു പ്രത്യേക തടി ബ്ലോക്കിൽ ഘടിപ്പിച്ചിരിക്കുന്ന KZM-28 സാൻഡ്പേപ്പർ ഉപയോഗിച്ച് വൃത്തിയാക്കുന്നതിലൂടെ കളക്ടറിന്റെ പ്രവർത്തന ഉപരിതലത്തിലെ ചെറിയ പോറലുകൾ, ഗോഗുകൾ, പൊള്ളലുകൾ എന്നിവ നീക്കംചെയ്യുന്നു. കളക്ടറുടെ പ്രവർത്തന ഉപരിതലത്തിന്റെ.

ചിത്രം.9 കൂട്ടിച്ചേർത്ത ഇലക്ട്രിക് മോട്ടോറിൽ കമ്മ്യൂട്ടറുകൾ പൊടിക്കുന്നതിനുള്ള തടികൊണ്ടുള്ള ബ്ലോക്ക്: 1- ക്ലാമ്പിംഗ് ബാർ; 2- തോന്നി; 3- തൊലി KZM-28; 4- ഹാൻഡിൽ
കറങ്ങുന്ന കളക്ടറിൽ മാത്രമേ സ്ട്രിപ്പിംഗ് നടത്താവൂ, അല്ലാത്തപക്ഷം ഇത് പ്രാദേശിക ഖനനത്തിന് കാരണമാകും. വൃത്താകൃതിയിലുള്ള തീയുടെ അനന്തരഫലങ്ങൾ ഇല്ലാതാക്കുന്നത് കൂടുതൽ അധ്വാനമാണ്. ഇന്റർ-ലാമെല്ല സ്പേസിൽ നിന്ന് ചെമ്പ് നീക്കം ചെയ്യപ്പെടുന്നു, സാധ്യമെങ്കിൽ കളക്ടറിൽ പോളിഷ് സൂക്ഷിക്കുന്നു. നൈലോൺ ബ്രഷ് പോലെയുള്ള ലോഹമല്ലാത്ത ബ്രഷ് അല്ലെങ്കിൽ ബ്രഷ് ഉപയോഗിച്ച് ബർറുകൾ നീക്കം ചെയ്യാൻ ശുപാർശ ചെയ്യുന്നു. ഈ സാഹചര്യത്തിൽ, ചെമ്പ് അടരുകൾ ഇന്റർ-ലാമെല്ല സ്പെയ്സിലേക്ക് ഒരു ബ്രഷ് ഉപയോഗിച്ച് വളച്ച്, പിന്നീട് കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് വീണ്ടും ഉയർത്തണം. പഫുകളുടെ വിസറുകൾ തകരുന്നതുവരെ രണ്ടോ മൂന്നോ തവണ പ്രവർത്തനങ്ങൾ ആവർത്തിക്കുക. ഒരു പ്രത്യേക ചാംഫറിംഗ് കത്തി ഉപയോഗിച്ച് ചെമ്പ് മുറുക്കുന്നതിൽ നിന്ന് വലിയ ബർറുകൾ നീക്കം ചെയ്യുക. എല്ലാ ബ്രഷുകളുടെയും ബ്രഷുകളുടെയും ഒരു വശത്ത് (കോൺ സൈഡിൽ അല്ലെങ്കിൽ കോക്കറൽ വശത്ത്) വർദ്ധിച്ച തേയ്മാനം ഉണ്ടായാൽ, കമ്മ്യൂട്ടേറ്റർ ശ്രദ്ധാപൂർവ്വം പരിശോധിച്ച് അതിന്റെ റൺഔട്ട് അളക്കുക. വർദ്ധിച്ച ബ്രഷ് ധരിക്കാനുള്ള കാരണം കമ്മ്യൂട്ടേറ്ററിന്റെ വേണ്ടത്ര സമഗ്രമായ ചികിത്സയോ വ്യക്തിഗത മൈകാനൈറ്റ് അല്ലെങ്കിൽ കോപ്പർ പ്ലേറ്റുകളുടെ നീണ്ടുനിൽക്കുന്നതോ ആകാം. കളക്ടറെ റൂട്ട് ചെയ്യുന്നതിലൂടെ മൈക്കനൈറ്റ് പ്ലേറ്റുകളുടെ പ്രോട്രഷൻ ഇല്ലാതാക്കുന്നു. ആവശ്യമെങ്കിൽ, ചേംഫർ. ഉണങ്ങിയ കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് ചിപ്പുകളും മെറ്റൽ പൊടിയും ശ്രദ്ധാപൂർവ്വം ഊതപ്പെടും. പൊടിക്കുന്നത് "പോളിഷ്" നശിപ്പിക്കുകയും അതുവഴി കമ്മ്യൂട്ടേറ്ററും ബ്രഷുകളും തമ്മിലുള്ള സമ്പർക്കം വഷളാക്കുകയും ചെയ്യുന്നുവെന്ന് ഓർമ്മിക്കേണ്ടതാണ്. അതിനാൽ, അത്യാവശ്യമല്ലാതെ അവലംബിക്കാൻ ശുപാർശ ചെയ്യുന്നില്ല. ടാഗ് ഇലക്ട്രിക് മോട്ടോർ ഡിസൈൻ റിപ്പയർ
ഇലക്ട്രിക് ലോക്കോമോട്ടീവുകളിൽ നേരിട്ട് കളക്ടറുടെ പ്രോസസ്സിംഗ് ഒരു അപവാദമായി നടത്തുന്നു. ഇത് ആവശ്യമെങ്കിൽ, 150 - 200 മീ / മിനിറ്റ് പരിധിക്കുള്ളിൽ ഒരു കട്ടിംഗ് വേഗത നിലനിർത്തിക്കൊണ്ട്, യോഗ്യതയുള്ള ഒരു സ്പെഷ്യലിസ്റ്റ് ജോലി നിർവഹിക്കണം.
കമ്മ്യൂട്ടേറ്റർ സ്വന്തം അർമേച്ചർ ബെയറിംഗുകളിൽ പൊടിക്കാൻ ശുപാർശ ചെയ്യുന്നു, ആദ്യം അത് ഒരു കാർബൈഡ് കട്ടർ ഉപയോഗിച്ച് തിരിക്കുക, തുടർന്ന് R-30 ഗ്രൈൻഡിംഗ് സ്റ്റോൺ ഉപയോഗിച്ച് പൊടിക്കുക. ഒരു കാർബൈഡ് കട്ടർ ഉപയോഗിച്ച് തിരിയുമ്പോൾ, ഫീഡ് 0.15 മില്ലീമീറ്ററായിരിക്കണം, കൂടാതെ ടേണിംഗ് പൂർത്തിയാക്കുമ്പോൾ - 120 മീ / മിനിറ്റ് വേഗതയിൽ ഒരു വിപ്ലവത്തിന് 0.045 മില്ലീമീറ്റർ.
കളക്ടറുടെ റണ്ണൗട്ടും ഉൽപ്പാദനവും 2 - 3 മാസത്തിലൊരിക്കൽ അളക്കുന്നു. പ്രവർത്തനത്തിലെ പരമാവധി ഔട്ട്പുട്ട് 0.5 മില്ലീമീറ്ററിൽ കൂടരുത്, റൺഔട്ട് - 0.1 മില്ലീമീറ്റർ. പ്രാദേശിക രൂപഭേദം മൂലമാണ് റണ്ണൗട്ട് സംഭവിക്കുന്നതെങ്കിൽ അത് അസ്വീകാര്യമാണ്. ഒരു ലാത്തിൽ കമ്മ്യൂട്ടേറ്റർ തിരിക്കുന്നതിനുശേഷം, കൂട്ടിച്ചേർത്ത ഇലക്ട്രിക് മോട്ടോറിലെ റൺഔട്ട് 0.04 മില്ലിമീറ്ററിൽ കൂടരുത്. ഗ്രോവിന്റെ ആഴം 1.3 - 1.6 മില്ലിമീറ്റർ പരിധിയിലായിരിക്കണം, പ്ലേറ്റിന്റെ ഓരോ വശത്തുമുള്ള ചേംഫർ 0.2X45 ° ആയിരിക്കണം. 0.5 മില്ലീമീറ്ററും പ്ലേറ്റിന്റെ വീതി 0.2 മില്ലീമീറ്ററും ഉള്ള ചാംഫറുകൾ നിർമ്മിക്കാൻ ഇത് അനുവദിച്ചിരിക്കുന്നു.

ചിത്രം 10 കളക്ടർ പ്ലേറ്റുകളുടെ പൂർത്തീകരണം
ബ്രഷ് ഉപകരണത്തിൽ നിന്ന് ഇൻസ്പെക്ഷൻ ഹാച്ച് കവർ നീക്കം ചെയ്യുക, ബ്രഷ് ഹോൾഡർ ട്രാവേഴ്സ് തിരിക്കുന്നതിലൂടെ ബ്രഷുകൾ, ബ്രഷ് ഹോൾഡറുകൾ, ബ്രാക്കറ്റുകൾ, ബ്രാക്കറ്റ് പിന്നുകൾ എന്നിവയുടെ അവസ്ഥ പരിശോധിക്കുക. ഇത് ചെയ്യുന്നതിന്, രണ്ട് മുകളിലെ ബ്രാക്കറ്റുകളിലേക്ക് കേബിളുകൾ ഉറപ്പിക്കുന്ന ബോൾട്ടുകൾ അഴിക്കുക, കേബിളുകൾ കേടുപാടുകൾ വരുത്താതിരിക്കാൻ ട്രാവസിൽ നിന്ന് നീക്കുക; ഫ്രെയിമിലെ ഹോൾഡറിന്റെ ഗ്രോവിൽ നിന്ന് ഫാസ്റ്റനർ പുറത്തുവരുന്നതുവരെ ഫാസ്റ്റനർ ബോൾട്ട് അഴിക്കുക; ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകളുടെയും ലൈനിംഗിന്റെയും വിരലുകളിൽ കുരുങ്ങുന്നത് ഒഴിവാക്കാൻ ലോക്ക് 180 ° തിരിക്കുക, ഹോൾഡറിന്റെ ഗ്രോവിലേക്ക് അമർത്തുക; 24 മില്ലീമീറ്റർ ഓപ്പണിംഗ് ഉള്ള ഒരു പ്രത്യേക റെഞ്ച് ഉപയോഗിച്ച് ലോക്കിംഗ് ഉപകരണങ്ങളുടെ ബോൾട്ടുകൾ അഴിക്കുക 3 - 4 തിരിവുകൾ; താഴത്തെ മനിഫോൾഡ് ഹാച്ചിലൂടെ, "നിങ്ങളിലേക്കുള്ള" ദിശയിലുള്ള യാത്രയിൽ വിപുലീകരണ ഉപകരണത്തിന്റെ പിൻ അഴിക്കുക, കട്ട് സൈറ്റിൽ 2 മില്ലിമീറ്ററിൽ കൂടാത്ത വിടവ് സജ്ജമാക്കുക; ഒരു റാറ്റ്ചെറ്റ് കീ ഉപയോഗിച്ച്, ഭ്രമണം ചെയ്യുന്ന മെക്കാനിസം ഗിയർ ഷാഫ്റ്റ് സുഗമമായി തിരിക്കുക, എല്ലാ ബ്രഷ് ഹോൾഡറുകളും മുകളിലോ താഴെയോ കളക്ടർ ഹാച്ചിലേക്ക് കൊണ്ടുവന്ന് ആവശ്യമായ ജോലികൾ ചെയ്യുക. ആദ്യം, വെന്റിലേഷൻ പൈപ്പിന്റെ വശത്ത് നിന്ന് രണ്ട് ബ്രഷ് ഹോൾഡറുകൾ ഹാച്ചിന്റെ മുകളിലെ മനിഫോൾഡിലേക്ക് കൊണ്ടുവരുന്നു, തുടർന്ന് ശേഷിക്കുന്ന ബ്രഷ് ഹോൾഡറുകൾ, ട്രാവർസ് എതിർ ദിശയിലേക്ക് തിരിക്കുക. ഭ്രമണം ചെയ്യുന്ന മെക്കാനിസത്തിന്റെ ഗിയർ ഉപയോഗിച്ച് ട്രാവേസിന്റെ കട്ട് പോയിന്റിന്റെ ഇടപഴകലിൽ പ്രവേശിക്കുന്നത് അസ്വീകാര്യമാണ്. താഴ്ന്ന കളക്ടർ ഹാച്ചിൽ നിന്ന് പരിശോധിക്കുമ്പോൾ, ബ്രഷ് ഹോൾഡറുകൾ റിവേഴ്സ് ഓർഡറിൽ ഇൻസ്റ്റാൾ ചെയ്യണം. ബ്രഷിന്റെ ആകെ ഉയരം കുറഞ്ഞത് 30 മില്ലീമീറ്ററായിരിക്കണം (അനുവദനീയമായ ഏറ്റവും ചെറിയ ഉയരം 28 മില്ലീമീറ്ററാണ് - ഒരു അടയാളം കൊണ്ട് അടയാളപ്പെടുത്തിയിരിക്കുന്നു).
ബ്രഷുകൾ മാറ്റിസ്ഥാപിക്കുമ്പോൾ, ബ്രഷ് ഹോൾഡർ ബോഡിയിൽ നിന്ന് ട്രാവേഴ്സിലേക്കും കമ്മ്യൂട്ടേറ്റർ കോക്കുകളിലേക്കും തൂങ്ങിക്കിടക്കുന്നത് തടയാൻ ഷണ്ടുകൾ ഒരുമിച്ച് വളച്ചൊടിക്കുന്നു. ഉരസുന്നത് തടയാൻ പ്രഷർ വിരലിനും ബ്രഷിനും ഇടയിൽ ഷണ്ട് വരരുത്. ഷണ്ടുകളുടെ നുറുങ്ങുകൾ ബ്രഷ് ഹോൾഡർ ബോഡിയിൽ സുരക്ഷിതമായി ഉറപ്പിച്ചിരിക്കുന്നു.

Fig.2.3 പൊടിക്കുന്ന ബ്രഷുകൾ

ചിത്രം 11 ബ്രഷുകൾ ന്യൂട്രലിൽ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുള്ള ട്രാക്ഷൻ മോട്ടോർ ക്രോസ്-ആം ഫിക്സിംഗ് ഉപകരണം
വിൻഡിംഗുകളും ഇന്റർകോയിൽ കണക്ഷനുകളും കമ്മ്യൂട്ടേറ്ററും ബ്രഷുകളും ഉപയോഗിച്ച് ഒരേസമയം പരിശോധിക്കുന്നു. ഇന്റർകോയിൽ കണക്ഷനുകൾ, ഔട്ട്പുട്ട് കേബിളുകൾ, ട്രാവേഴ്സ് കേബിളുകൾ, ബ്രഷ് ഷണ്ടുകൾ, കേബിൾ ലഗുകളുടെ ഫാസ്റ്റണിംഗ്, ലഗുകളിലെ വയർ സ്ട്രാൻഡുകളുടെ അവസ്ഥ എന്നിവ പരിശോധിക്കുക.
കേബിളുകളിൽ കേടായ ഇൻസുലേഷൻ പാളി പുനഃസ്ഥാപിക്കുന്നു, തുടർന്ന് ചുവന്ന-തവിട്ട് ഇനാമൽ GF-92-ХС ഉപയോഗിച്ച് പ്രദേശം പെയിന്റ് ചെയ്യുന്നു. കേബിൾ ഇൻസുലേഷന്റെ തകരാറിന് കാരണമായ കാരണങ്ങൾ ഇല്ലാതാക്കുന്നു.
പോൾ കോയിലുകളുടെ ഇൻസുലേഷൻ തകരാറിലാണെങ്കിൽ അല്ലെങ്കിൽ ആർമേച്ചർ ബാൻഡേജുകൾ തൃപ്തികരമല്ലാത്ത അവസ്ഥയിലാണെങ്കിൽ, ഇലക്ട്രിക് മോട്ടോർ മാറ്റിസ്ഥാപിക്കുന്നു. ഇലക്ട്രിക് മോട്ടോറിനുള്ളിൽ ഈർപ്പം കണ്ടെത്തിയാൽ, അത് ചൂടുള്ള വായു ഉപയോഗിച്ച് ഉണക്കുന്നു, അതിനുശേഷം ഇലക്ട്രിക് ലോക്കോമോട്ടീവിന്റെ പവർ സർക്യൂട്ടിന്റെ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുന്നു. ഇലക്ട്രിക് മോട്ടോറിന്റെ പ്രവർത്തന താപനിലയിൽ, അത് 1.5 MOhm-ൽ കുറവാണെങ്കിൽ, ഓരോ ഇലക്ട്രിക് മോട്ടോറിലും പ്രതിരോധം പ്രത്യേകം അളക്കുക. ഇത് ചെയ്യുന്നതിന്, പവർ സർക്യൂട്ടിൽ നിന്ന് ഇലക്ട്രിക് മോട്ടോർ വിച്ഛേദിച്ച് റിവേഴ്സറിന്റെ അനുബന്ധ കോൺടാക്റ്റുകൾക്ക് കീഴിൽ ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് പാഡുകൾ സ്ഥാപിക്കുക. പിന്നെ ഒരു മെഗ്ഗർ ഉപയോഗിച്ച് ആർമേച്ചറിന്റെയും ഫീൽഡ് വിൻഡിംഗിന്റെയും ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുക. രണ്ട് സർക്യൂട്ടുകൾക്കും കുറഞ്ഞ ഇൻസുലേഷൻ പ്രതിരോധം ഉണ്ടെങ്കിൽ, ഇലക്ട്രിക് മോട്ടോർ ഉണങ്ങുന്നു. ഒരു സർക്യൂട്ട് ഉയർന്ന ഇൻസുലേഷൻ പ്രതിരോധം ഉള്ളപ്പോൾ മറ്റൊന്ന് കുറവാണെങ്കിൽ, പ്രതിരോധം കുറയുന്നതിന്റെ കാരണം കണ്ടെത്താൻ ശുപാർശ ചെയ്യുന്നു: കേബിൾ ഇൻസുലേഷനിൽ മെക്കാനിക്കൽ കേടുപാടുകൾ അല്ലെങ്കിൽ ബ്രാക്കറ്റ് വിരലിന്റെ തകർച്ച ഉണ്ടാകാം. ബ്രഷ് ഹോൾഡറുകളിൽ നിന്ന് എല്ലാ ബ്രഷുകളും നീക്കം ചെയ്തുകൊണ്ട് അർമേച്ചറിന്റെ ഇൻസുലേഷൻ പരിശോധിക്കുന്നു, കൂടാതെ ബ്രഷുകൾ നീക്കംചെയ്ത് അടുത്തുള്ള രണ്ട് ബ്രാക്കറ്റുകളുടെ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുന്നതിലൂടെ ട്രാവസിന്റെ കേബിളുകളുടെയും ബ്രാക്കറ്റുകളുടെ വിരലുകളുടെയും ഇൻസുലേഷൻ പരിശോധിക്കുന്നു. ഇൻസുലേഷനിൽ മെക്കാനിക്കൽ അല്ലെങ്കിൽ ഇലക്ട്രിക്കൽ കേടുപാടുകൾ കണ്ടെത്താൻ കഴിയുന്നില്ലെങ്കിൽ, ഇലക്ട്രിക് മോട്ടോർ നന്നായി ഉണക്കുക. ഉണങ്ങിയ ശേഷം ഇൻസുലേഷൻ പ്രതിരോധം വർദ്ധിക്കുന്നില്ലെങ്കിൽ, ഇലക്ട്രിക് മോട്ടോർ മാറ്റിസ്ഥാപിക്കുന്നു. ഒരു വോൾട്ട്മീറ്റർ ബന്ധിപ്പിച്ചിരിക്കുന്ന സർക്യൂട്ടിലെ ഇലക്ട്രിക് മോട്ടോറുകളുടെ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുമ്പോൾ, രണ്ടാമത്തേത് ഓഫ് ചെയ്യുകയും സർക്യൂട്ട് പ്രത്യേകം പരിശോധിക്കുകയും വേണം. അളവെടുപ്പിന്റെ അവസാനം, ഒരു വടി ഉപയോഗിച്ച് സർക്യൂട്ടിൽ നിന്ന് ചാർജ് നീക്കംചെയ്യുക, റിവേഴ്സ് കോൺടാക്റ്റുകൾക്ക് കീഴിൽ നിന്ന് ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് ഗാസ്കറ്റുകൾ നീക്കംചെയ്യുക, റിവേഴ്സ് അതിന്റെ യഥാർത്ഥ സ്ഥാനത്ത് വയ്ക്കുക, വോൾട്ട്മീറ്റർ ബന്ധിപ്പിക്കുക (അത് വിച്ഛേദിച്ചിട്ടുണ്ടെങ്കിൽ), ബ്രഷുകൾ ഇൻസ്റ്റാൾ ചെയ്യുക. ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകളിലേക്ക് കേബിളുകൾ ഘടിപ്പിക്കുക (അളവുകൾ സമയത്ത് അവ വിച്ഛേദിക്കപ്പെട്ടിട്ടുണ്ടെങ്കിൽ). ശൈത്യകാലത്ത്, ഇലക്ട്രിക് മോട്ടോറുകളുടെ വിയർപ്പ് കാരണം, ഓരോ തവണയും ഒരു ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് ഒരു മുറിയിൽ സ്ഥാപിക്കുമ്പോൾ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുന്നു, കൂടാതെ അളക്കൽ ഡാറ്റ ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് റിപ്പയർ റെക്കോർഡ് ബുക്കിൽ (ഫോം TU-28) രേഖപ്പെടുത്തുന്നു.
ഇൻസ്പെക്ഷൻ ഡിച്ചിൽ മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകൾ പരിശോധിക്കുമ്പോൾ, ടാപ്പിംഗ് ഫ്രെയിമിലേക്ക് ആക്സിൽ ബോക്സുകൾ ഉറപ്പിക്കുന്നതിന്റെ വിശ്വാസ്യത, ലൂബ്രിക്കന്റിന്റെ നിലയും അവസ്ഥയും, ചോർച്ചയുടെ അഭാവം, കവറുകളുടെ ഇറുകിയത എന്നിവ പരിശോധിക്കുന്നു.
മോട്ടോർ-ആക്സിയൽ ബെയറിംഗുകളിൽ വ്യത്യസ്ത ബ്രാൻഡുകളുടെ എണ്ണകൾ കലർത്തുന്നത് അസ്വീകാര്യമാണ്. വേനൽക്കാലത്ത് നിന്ന് വിന്റർ ലൂബ്രിക്കന്റുകളിലേക്കും പുറകിലേക്കും മാറുമ്പോൾ, കമ്പിളി പാഡിംഗ് മാറ്റി, ആക്സിൽ ബോക്സ് അറകൾ നന്നായി വൃത്തിയാക്കുന്നു. അറകളിൽ ഈർപ്പം, അഴുക്ക് അല്ലെങ്കിൽ ഷേവിംഗുകൾ കണ്ടെത്തിയാൽ, ലൂബ്രിക്കന്റ് മാറ്റി, അറകൾ നന്നായി വൃത്തിയാക്കുന്നു, തിരികൾ മാറ്റുന്നു, മൂടികളുടെ സീലിംഗ് മെച്ചപ്പെടുത്തുന്നു. ലൂബ്രിക്കന്റ് ചേർക്കുന്നതും റീഫില്ലിംഗും ലൂബ്രിക്കേഷൻ ചാർട്ട് അനുസരിച്ച് നടത്തുന്നു. TR-1 നന്നാക്കുമ്പോൾ, ആക്സിലിനും ലൈനറിനും ഇടയിലുള്ള റേഡിയൽ ക്ലിയറൻസുകൾ പരിശോധിക്കുന്നു. വീൽസെറ്റ് അച്ചുതണ്ടിന്റെ സംരക്ഷണ കവറിൽ പ്രത്യേക കട്ട്ഔട്ടുകളിലൂടെ വിടവുകൾ അളക്കുന്നു. ആങ്കർ ബെയറിംഗ് യൂണിറ്റുകൾ പരിശോധിക്കുമ്പോൾ, ഷീൽഡുകൾ സുരക്ഷിതമാക്കുന്ന ബോൾട്ടുകളുടെ ഇറുകിയതും ലൂബ്രിക്കേഷൻ ഹോൾ പ്ലഗുകൾ ഉറപ്പിക്കുന്നതിന്റെ സുരക്ഷയും വിശ്വാസ്യതയും, ബെയറിംഗ് ചേമ്പറുകളിൽ നിന്ന് ഇലക്ട്രിക് മോട്ടോറിലേക്ക് ലൂബ്രിക്കന്റ് എന്തെങ്കിലും റിലീസ് ഉണ്ടോ എന്ന് പരിശോധിക്കുക. ഗ്രീസ് പുറത്തുവിടുന്നതിനുള്ള കാരണങ്ങൾ ലാബിരിന്ത് സീലുകളിലെ വലിയ വിടവുകളോ വലിയ അളവിലുള്ള ഗ്രീസ് ആകാം. വ്യത്യസ്ത ബ്രാൻഡുകളുടെ ലൂബ്രിക്കന്റുകൾ മിക്സ് ചെയ്യുന്നത് അസ്വീകാര്യമാണ്. ആങ്കർ ബെയറിംഗുകൾക്കായി, ലിക്വിഡ് റേഡിയോ ആക്ടീവ് വേസ്റ്റ് ഓയിൽ TU 32 ഉപയോഗിക്കുന്നു, ആങ്കർ ബെയറിംഗുകളുടെ അറകളിൽ ലൂബ്രിക്കന്റ് സമയബന്ധിതമായി ചേർത്താൽ, ലൂബ്രിക്കന്റ് മാറ്റിസ്ഥാപിക്കാതെ TR-3 നന്നാക്കുന്നത് വരെ ഇലക്ട്രിക് മോട്ടോർ പ്രവർത്തിപ്പിക്കാൻ കഴിയും. TR-3 നന്നാക്കുമ്പോൾ, ഇലക്ട്രിക് ലോക്കോമോട്ടീവിൽ നിന്ന് ട്രാക്ഷൻ മോട്ടോറുകൾ നീക്കംചെയ്യുന്നു, ബെയറിംഗുകളും ബെയറിംഗ് ഷീൽഡുകളും വൃത്തിയാക്കുന്നു, കൂടാതെ ബെയറിംഗുകളുടെ അവസ്ഥ പരിശോധിക്കുന്നു. ഒരു ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് 18 മാസത്തിലധികം പാർക്ക് ചെയ്തിട്ടുണ്ടെങ്കിൽ, ഇലക്ട്രിക് മോട്ടോറുകളുടെ ബെയറിംഗ് യൂണിറ്റുകളുടെ ബെയറിംഗുകളിലും ചേമ്പറുകളിലും ഉള്ള ലൂബ്രിക്കന്റ് മാറ്റിസ്ഥാപിക്കുന്നു.
ബെയറിംഗുകളിൽ അമിതമായ ശബ്ദം, ഇലക്ട്രിക് മോട്ടോറിന്റെ വൈബ്രേഷൻ, ബെയറിംഗുകളുടെ അമിത ചൂടാക്കൽ എന്നിവ അവയുടെ അസാധാരണമായ പ്രവർത്തനത്തെ സൂചിപ്പിക്കുന്നു. അത്തരം ബെയറിംഗുകൾ മാറ്റിസ്ഥാപിക്കേണ്ടതുണ്ട്. ട്രാക്ഷൻ മോട്ടോർ ബെയറിംഗുകളുടെ അനുവദനീയമായ താപനില വർദ്ധനവ് 55 ഡിഗ്രി സെൽഷ്യസിൽ കൂടരുത്.
ഇലക്ട്രിക് ലോക്കോമോട്ടീവ് ബോഗിയിൽ നിന്ന് വീൽ-മോട്ടോർ യൂണിറ്റ് നീക്കം ചെയ്യുന്നതിനുമുമ്പ്, മോട്ടോർ-ആക്സിൽ ബെയറിംഗുകളുടെയും ഗിയർ ഹൗസിംഗുകളുടെയും ആക്സിൽ ബോക്സുകളിൽ നിന്ന് എണ്ണ ഒഴിക്കുന്നു. വീൽ-മോട്ടോർ യൂണിറ്റ് നീക്കം ചെയ്ത് അത് ഡിസ്അസംബ്ലിംഗ് ചെയ്യുക. അനുബന്ധ ഇലക്ട്രിക് മോട്ടോറുമായി ബന്ധപ്പെട്ട ഒരു സ്റ്റാമ്പ് നമ്പർ ആക്സിൽ ബോക്സുകളുടെ ഇണചേരൽ പ്രതലങ്ങളിൽ സ്ഥാപിച്ചിരിക്കുന്നു. ഗിയർ ഹൗസുകൾ പൊളിക്കുമ്പോൾ, ആദ്യം കവറുകൾ നീക്കം ചെയ്യുക
ഉപയോഗിച്ച ലൂബ്രിക്കന്റ് ശേഖരിക്കുന്നതിനുള്ള അറകൾ ബെയറിംഗ് ഷീൽഡുകളിൽ സ്ഥിതിചെയ്യുന്നു. മോട്ടോർ ഷാഫ്റ്റിന്റെ അറ്റത്ത് നിന്ന് ഗിയറുകൾ നീക്കം ചെയ്യുക. ഷാഫിൽ നിന്ന് ഗിയർ നീക്കം ചെയ്യുന്നതിനായി, ലോക്കിംഗ് നട്ട് നീക്കം ചെയ്ത് അതിന്റെ സ്ഥാനത്ത് ഒരു സ്പെയ്സർ ഉപയോഗിച്ച് ഒരു പ്രത്യേക നട്ട് ഇൻസ്റ്റാൾ ചെയ്യുക. ഹൈഡ്രോളിക് പമ്പ് ട്യൂബ് ബന്ധിപ്പിച്ച് മർദ്ദം ഉണ്ടാക്കുക. ഗിയർ അതിന്റെ സ്ഥാനത്ത് നിന്ന് നീങ്ങിയ ശേഷം, ആദ്യം നട്ട് അഴിച്ചുകൊണ്ട് അത് നീക്കംചെയ്യുന്നു. ഒരു പ്രത്യേക നട്ട് ഇല്ലാതെ ഗിയർ നീക്കംചെയ്യുന്നത് അനുവദനീയമല്ല.

ചിത്രം 12 ട്രാക്ഷൻ മോട്ടോർ ഷാഫ്റ്റിൽ നിന്ന് ഗിയർ നീക്കം ചെയ്യുമ്പോൾ ലൂബ്രിക്കന്റ് വിതരണത്തിന്റെ ഡയഗ്രം
ട്രാക്ഷൻ മോട്ടോർ ഡിസ്അസംബ്ലിംഗ് ചെയ്യുന്നതിന് മുമ്പ്, ബെയറിംഗ് ഷീൽഡുകളുടെ നമ്പറുകൾ ലൈനറുകൾക്ക് കീഴിൽ ബോറിന്റെ അറ്റത്ത് സ്ഥാപിച്ചിരിക്കുന്ന ഫ്രെയിമിന്റെ എണ്ണവുമായി പൊരുത്തപ്പെടുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക. ഷീൽഡിലേക്ക് ഗിയർ ഭവനം സുരക്ഷിതമാക്കുന്ന ബോസിന്റെ ഇണചേരൽ ഉപരിതലത്തിൽ ബെയറിംഗ് ഷീൽഡിന്റെ എണ്ണം സൂചിപ്പിച്ചിരിക്കുന്നു. ഒരു 1000 V മെഗോഹ്മീറ്റർ ഉപയോഗിച്ച്, ഇൻസുലേഷൻ പ്രതിരോധം കുറയുന്ന പ്രദേശങ്ങൾ തിരിച്ചറിയുന്നതിന്, ഭവനവുമായി ബന്ധപ്പെട്ട് ആർമേച്ചർ വിൻഡിംഗുകളുടെയും പോൾ സിസ്റ്റത്തിന്റെയും ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുക.
ട്രാക്ഷൻ മോട്ടറിന്റെ ഡിസ്അസംബ്ലിംഗ് ഇനിപ്പറയുന്ന ക്രമത്തിൽ നടത്തുന്നു. ഒരു തിരശ്ചീന സ്ഥാനത്ത് ട്രാക്ഷൻ മോട്ടോർ ഇൻസ്റ്റാൾ ചെയ്ത് ബെയറിംഗ് ക്യാപ്സ് നീക്കം ചെയ്യുക. ഒരു ഇൻഡക്ഷൻ ഹീറ്റർ അല്ലെങ്കിൽ ഷാഫ്റ്റിന്റെ സുരക്ഷ ഉറപ്പാക്കുന്ന മറ്റൊരു രീതി ഉപയോഗിച്ച്, സീലിംഗ് വളയങ്ങൾ നീക്കം ചെയ്യുകയും കവറുകൾ വീണ്ടും സ്ഥാപിക്കുകയും ചെയ്യുന്നു. യാത്രയുടെ രണ്ട് മുകളിലെ ബ്രാക്കറ്റുകൾക്ക് അനുയോജ്യമായ കേബിളുകൾ വിച്ഛേദിക്കുക; ബ്രഷ് ഹോൾഡറുകളുടെ ജാലകങ്ങളിൽ നിന്ന് എല്ലാ ബ്രഷുകളും നീക്കം ചെയ്ത് ബ്രഷ് ഹോൾഡറുകളിൽ മർദ്ദം വിരലുകൾ ഉപയോഗിച്ച് ഉറപ്പിക്കുക; എയർ എക്സ്ഹോസ്റ്റ് കേസിംഗ് നീക്കം ചെയ്യുക. ട്രാക്ഷൻ മോട്ടോർ ഒരു പ്രത്യേക സ്റ്റാൻഡിലോ ടിൽറ്ററിലോ കമ്യൂട്ടേറ്റർ അഭിമുഖീകരിക്കുന്ന രീതിയിൽ ഇൻസ്റ്റാൾ ചെയ്യുക; ചുമക്കുന്ന കവചം പൊളിച്ച് കടന്നുപോകുക; ആങ്കർ പുറത്തെടുത്ത് റബ്ബറും ഫീൽഡ് പാഡും ഉപയോഗിച്ച് ഒരു പ്രത്യേക തലയണയിൽ വയ്ക്കുക. ഫ്രെയിം തിരിക്കുക; കമ്യൂട്ടേറ്ററിന് എതിർവശത്ത് നിന്ന് ബെയറിംഗ് ഷീൽഡ് പൊളിക്കുക. യൂണിറ്റുകളുടെ കൂടുതൽ ഡിസ്അസംബ്ലിംഗ് റാക്കുകളിൽ നടത്തുന്നു. ഫ്രെയിം വൃത്തിയാക്കുക, ഉണങ്ങിയ കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് ഊതുക, വിള്ളലുകൾക്കായി അത് പരിശോധിക്കുക. കണ്ടെത്തിയ വൈകല്യങ്ങൾ ഇല്ലാതാക്കുന്നു. ഫ്രെയിമിന്റെ ഇണചേരൽ ഉപരിതലങ്ങൾ നിക്കുകളിൽ നിന്നും ബർറുകളിൽ നിന്നും വൃത്തിയാക്കുക. തകരാറുകളോ കേടുപാടുകളോ ഉണ്ടെങ്കിൽ, വെന്റിലേഷൻ ഗ്രിഡുകളും മനിഫോൾഡ് ഹാച്ച് കവറുകളും നന്നാക്കുകയോ മാറ്റി സ്ഥാപിക്കുകയോ ചെയ്യുന്നു. മനിഫോൾഡ് ഹാച്ച് കവറുകൾ ഫ്രെയിമിലേക്ക് നന്നായി യോജിക്കുകയും നീക്കം ചെയ്യാനും ഇൻസ്റ്റാൾ ചെയ്യാനും എളുപ്പമായിരിക്കണം. ഗാസ്കറ്റുകളും സീലുകളും കവറുകളിൽ സുരക്ഷിതമായി ഘടിപ്പിച്ചിരിക്കുന്നു. കവറുകൾ കർശനമായി അടച്ചിട്ടുണ്ടെന്നും ആവശ്യമെങ്കിൽ ശരിയാക്കണമെന്നും മലബന്ധം പരിശോധിക്കുന്നു. ട്രാവർസ് ശരിയാക്കുന്നതിനും അമർത്തുന്നതിനും തിരിയുന്നതിനും ഉപകരണങ്ങൾ പരിശോധിക്കുക. കണ്ടെത്തിയ വൈകല്യങ്ങൾ ഇല്ലാതാക്കുന്നു. VNII NP-232 ഗ്രീസ് ഉപയോഗിച്ച് ക്ലാമ്പിന്റെ ബോൾട്ടുകൾ, ക്ലാമ്പുകൾ, ട്രാവേഴ്സ് റൊട്ടേഷൻ ഗിയറിന്റെ ഷാഫ്റ്റ് എന്നിവയ്ക്കായി ദ്വാരങ്ങൾ ലൂബ്രിക്കേറ്റ് ചെയ്യുക. ടെർമിനൽ ബോക്സിന്റെ ഫൈബർഗ്ലാസ് കവർ നീക്കം ചെയ്യുക, പൊടിയിൽ നിന്നും അഴുക്കിൽ നിന്നും വൃത്തിയാക്കുക. വിരൽ കൈമാറ്റത്തിന്റെ കാര്യത്തിൽ, കേടായ പ്രദേശം സൂക്ഷ്മമായ സാൻഡ്പേപ്പർ ഉപയോഗിച്ച് ശ്രദ്ധാപൂർവ്വം വൃത്തിയാക്കുക, ചുവപ്പ്-തവിട്ട് ഇലക്ട്രിക്കൽ ഇൻസുലേറ്റിംഗ് ഇനാമൽ GF-92-ХС ഉപയോഗിച്ച് കുറഞ്ഞത് രണ്ട് തവണയെങ്കിലും മൂടുക. ഇൻസുലേറ്റിംഗ് പിന്നുകൾ പൊളിക്കേണ്ടത് ആവശ്യമാണെങ്കിൽ, ഒരു പ്രത്യേക കീ ഉപയോഗിക്കുക. റബ്ബർ ബുഷിംഗുകളുടെ അവസ്ഥയും കേബിളുകളിലും ഫ്രെയിം കവറിന്റെ ദ്വാരങ്ങളിലും അവയുടെ ഫിറ്റിന്റെ വിശ്വാസ്യതയും പരിശോധിക്കുന്നു. കേടായ മുൾപടർപ്പുകൾ മാറ്റിസ്ഥാപിക്കുന്നു. ടെർമിനൽ ബോക്സിലെ കേബിളുകളുടെ അവസ്ഥയും ഉറപ്പിക്കലും പരിശോധിച്ച് കണ്ടെത്തിയ വൈകല്യങ്ങൾ ഇല്ലാതാക്കുക.
പ്രധാന, അധിക ധ്രുവങ്ങൾ പരിശോധിക്കുക, നഷ്ടപരിഹാര വിൻഡിംഗ്. ഫാസ്റ്റണിംഗ് വിശ്വസനീയമാണെന്നും ഇൻസുലേഷന് കേടുപാടുകൾ ഇല്ലെന്നും, സജീവമായ പ്രതിരോധവും വിൻഡിംഗുകളും മാനദണ്ഡങ്ങൾ പാലിക്കുന്നുണ്ടെന്നും പ്രധാന, അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ കോറുകളിൽ ഉറച്ചുനിൽക്കുന്നുവെന്നും സീലിംഗ് വെഡ്ജുകൾ സ്ഥാപിച്ചിട്ടുണ്ടെന്നും ഉറപ്പാക്കുക. പോൾ കോറിനും പ്രധാന ധ്രുവങ്ങളുടെ കോയിലുകളുടെ മുൻഭാഗത്തിനും ഇടയിൽ സുരക്ഷിതമായി. ടാപ്പുചെയ്യുന്നതിലൂടെ, പോൾ സ്ലോട്ടുകളിലെ നഷ്ടപരിഹാര വിൻഡിംഗ് കോയിലുകളുടെ വെഡ്ജുകളുടെ ഇറുകിയ ഫിറ്റ് പരിശോധിക്കുക. കോയിലുകളിൽ ഇന്റർടേൺ ഷോർട്ട് സർക്യൂട്ടുകളുടെ അഭാവത്തിനായി പോൾ സിസ്റ്റം പരിശോധിക്കുക. കേടായ ഇൻസുലേഷൻ ഉപയോഗിച്ച് കോയിലുകൾ നന്നാക്കുക, അതുപോലെ കോറുകളിലും പോൾ സ്ലോട്ടുകളിലും അയഞ്ഞ ഫിറ്റിന്റെ അടയാളങ്ങളുള്ളവ, ഫ്രെയിമിൽ നിന്ന് നീക്കം ചെയ്യുക. ബോൾട്ടുകൾ മുറുകിയ കോറുകളിലെ പ്രധാന, അധിക ധ്രുവങ്ങളുടെ കോയിലുകളുടെ ഉറച്ച ഫിറ്റ്, സ്ഥാനചലനത്തിന്റെ ദൃശ്യമായ അടയാളങ്ങളാൽ പരിശോധിക്കപ്പെടുന്നു, ഉദാഹരണത്തിന്, സ്പ്രിംഗ് ഫ്രെയിമുകൾ, ഫ്ലേഞ്ചുകൾ, പോൾ കഷണങ്ങൾ, കോയിലുകളുടെ ഉപരിതലങ്ങൾ എന്നിവയിൽ ഉരസുകയോ പൊടിക്കുകയോ ചെയ്യുന്നു. സ്പ്രിംഗ് ഫ്രെയിമുകളും ഫ്ലേഞ്ചുകളും വിള്ളലുകൾ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക. കേടായ ത്രെഡുകളുള്ള കോറുകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നത് അനുവദനീയമല്ല. പോൾ ബോൾട്ടുകൾ ഒരു റെഞ്ച് ഉപയോഗിച്ച് ശക്തമാക്കുകയും ചുറ്റിക ഉപയോഗിച്ച് ടാപ്പുചെയ്യുകയും ചെയ്യുന്നു. സ്ട്രിപ്പ് ചെയ്ത ത്രെഡുകൾ, തേഞ്ഞതോ അടഞ്ഞതോ ആയ തലയുടെ അരികുകൾ, വിള്ളലുകൾ മുതലായവ പോലുള്ള തകരാറുകളുള്ള പോൾ ബോൾട്ടുകൾ മാറ്റി, അയഞ്ഞവ പുറത്തെടുക്കുന്നു. ബോൾട്ടുകൾ മാറ്റുമ്പോൾ, സ്പ്രിംഗ് വാഷറുകൾ പരിശോധിക്കുന്നു; ഉപയോഗശൂന്യമായവ മാറ്റിസ്ഥാപിക്കേണ്ടതുണ്ട്. 180-190 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ചൂടാക്കിയ കോയിലുകൾ ഉപയോഗിച്ചാണ് പോൾ ബോൾട്ടുകൾ മുറുകെ പിടിക്കുന്നത്. ഡ്രോയിംഗിൽ വ്യക്തമാക്കിയിരിക്കുന്ന പോൾ ബോൾട്ടുകളുടെ തലകൾ സംയുക്തം ഉപയോഗിച്ച് പൂരിപ്പിക്കുക. സർക്കിളിന് ചുറ്റുമുള്ള ഫ്രെയിമിലെ ധ്രുവങ്ങളുടെ ക്രമീകരണം പരിശോധിക്കുക; വ്യാസം കൊണ്ട് ധ്രുവങ്ങൾ തമ്മിലുള്ള ദൂരം അളക്കുക. നിർദ്ദിഷ്ട അളവുകൾ ഡ്രോയിംഗുമായി പൊരുത്തപ്പെടണം. പ്രധാന, അധിക ധ്രുവങ്ങളുടെ കോയിൽ ടെർമിനലുകളുടെ അവസ്ഥ, അതുപോലെ നഷ്ടപരിഹാര വിൻഡിംഗ് (ഇൻസുലേഷൻ, വിള്ളലുകളുടെ അഭാവം, മറ്റ് വൈകല്യങ്ങൾ) എന്നിവ നിർണ്ണയിക്കപ്പെടുന്നു. ഔട്ട്പുട്ട് കേബിളുകളുടെയും ഇന്റർകോയിൽ കണക്ഷനുകളുടെയും കേടായ ഇൻസുലേഷൻ പുനഃസ്ഥാപിക്കുന്നു. ഇൻസുലേറ്റ് ചെയ്ത ഭാഗം ഇടതൂർന്നതും വഴുതിപ്പോകുന്നതിന്റെ ലക്ഷണങ്ങൾ കാണിക്കാത്തതുമായിരിക്കണം. ഫ്രെയിമിനുള്ളിലെ ഇന്റർ-കോയിൽ കണക്ഷനുകളും ഔട്ട്പുട്ട് കേബിളുകളും ബ്രാക്കറ്റുകൾക്ക് കീഴിൽ ഇൻസ്റ്റാൾ ചെയ്ത ഇൻസുലേറ്റിംഗ് സ്പെയ്സറുകളുള്ള ബ്രാക്കറ്റുകൾ ഉപയോഗിച്ച് ഉറപ്പിച്ചിരിക്കുന്നു. പോൾ ചെയിനിലെ കോൺടാക്റ്റ് കണക്ഷനുകൾക്ക് ശക്തമായ കണക്ഷനും വിശ്വസനീയമായ കോൺടാക്റ്റും ഉണ്ടായിരിക്കണം. പോൾ കോയിലുകളുടെ ഇൻസുലേഷൻ ഉണക്കുന്നത് അവരെ നീക്കം ചെയ്യാതെ ഫ്രെയിമിൽ നടത്തുന്നു. ഉണങ്ങിയ ശേഷം, ചൂടാക്കിയ കോയിലുകളും ഇന്റർ-കോയിൽ കണക്ഷനുകളും GF-92-HS ഇനാമൽ ഉപയോഗിച്ച് വരച്ചിരിക്കുന്നു. കോയിലുകളുടെ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുക. ഫ്രെയിമിൽ ചുട്ടുപഴുപ്പിച്ച നഷ്ടപരിഹാര വിൻഡിംഗ് കോയിലുകൾ പൊളിക്കാൻ, അവയുടെ ഇന്റർകോയിൽ കണക്ഷനുകൾ വിച്ഛേദിക്കുന്നു. ഒരു ഡിസി പവർ സ്രോതസ്സിലേക്ക് അവയെ ബന്ധിപ്പിക്കുന്നതിന് ക്ലാമ്പുകളും കേബിളും ഉപയോഗിക്കുക. നിലവിലെ ഉറവിടം ഓണാക്കുക, കറന്റ് 600 - 700 എ ആയി സജ്ജീകരിച്ച് 20 - 30 മിനിറ്റ് കോയിലുകൾ ചൂടാക്കുക. നിലവിലെ ഉറവിടം ഓഫാക്കിയ ശേഷം, ചുറ്റിക ഉപയോഗിച്ച് കോയിലുകൾ സുരക്ഷിതമാക്കുന്ന എല്ലാ വെഡ്ജുകളും ടാപ്പുചെയ്യുക. ഒരു ഉപകരണം അല്ലെങ്കിൽ ലിവർ ഉപയോഗിച്ച് പോൾ സ്ലോട്ടുകളിൽ നിന്ന് കോയിലുകൾ നീക്കം ചെയ്യുക, കോയിലിനും ലിവറിനുമിടയിൽ റബ്ബർ ഗാസ്കറ്റുകൾ ഇൻസ്റ്റാൾ ചെയ്യുക. ഗ്രോവുകളിൽ നിന്ന് കോയിലുകൾ നീക്കം ചെയ്യുമ്പോൾ, കോയിലുകളുടെ ബോഡി ഇൻസുലേഷന് കേടുപാടുകൾ സംഭവിക്കാതിരിക്കാൻ നടപടികൾ കൈക്കൊള്ളുന്നു. കവർ, ഗ്രോവ് ഇൻസുലേഷൻ, തൂങ്ങിക്കിടക്കുന്ന സംയുക്തം എന്നിവയിൽ നിന്ന് തണ്ടുകളുടെ തോപ്പുകൾ വൃത്തിയാക്കുക, ഉണങ്ങിയ കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് ഊതുക. വേർപെടുത്തിയ കോയിലുകൾ ഇതര വോൾട്ടേജ് ഉപയോഗിച്ച് പരിശോധിക്കുന്നു. ടെസ്റ്റ് വോൾട്ടേജിനെ പ്രതിരോധിച്ച കോയിലുകളിൽ, കോട്ടിംഗ് ഇൻസുലേഷൻ പുനഃസ്ഥാപിക്കുന്നു. കേടായ കോയിലുകൾ പുതിയവ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുന്നു. ഫ്രെയിമിൽ ചുട്ടുപഴുപ്പിച്ച ഒരു കോയിലിന്റെ ബോഡി ഇൻസുലേഷന്റെ തകർച്ചയുണ്ടെങ്കിൽ, അത് തകരുന്ന ഘട്ടത്തിൽ നിന്ന് രണ്ട് ദിശകളിലും 50 - 60 മില്ലീമീറ്റർ മുറിക്കുന്നു; തകരാർ സംഭവിക്കുമ്പോൾ, 20 മില്ലീമീറ്ററിൽ ഒരു ഭാഗത്ത് ചെമ്പിലേക്കുള്ള ഇൻസുലേഷൻ നീക്കം ചെയ്യുക. നീളമുള്ള. ബ്രേക്ക്ഡൌൺ സൈറ്റിലേക്ക് ഒരു ചരിവ് ഉപയോഗിച്ച് ഇൻസുലേഷൻ മുറിക്കുന്നു. ഇൻസുലേഷൻ മുറിച്ച സ്ഥലം K-110 അല്ലെങ്കിൽ EK-5 സംയുക്തം ഉപയോഗിച്ച് പൂശുന്നു, മുകളിൽ സൂചിപ്പിച്ച സംയുക്തം പൂശിയ ഓരോ ലെയറിലും ഡ്രോയിംഗ് അനുസരിച്ച് കോൺ ഇൻസുലേഷന്റെ ആവശ്യമായ എണ്ണം പാളികൾ പ്രയോഗിക്കുക. കോയിലുകളുടെ നേരായ ഭാഗത്ത്, ഫ്ലൂറോപ്ലാസ്റ്റിക് ഫിലിമിന്റെ ഒരു പാളി പ്രയോഗിക്കുന്നു, തുടർന്ന് ഗ്ലാസ് ടേപ്പിന്റെ ഒരു പാളി. പ്രധാന ധ്രുവങ്ങളുടെ കോയിലുകൾ നീക്കം ചെയ്യേണ്ടത് ആവശ്യമാണെങ്കിൽ, ആദ്യം തോടുകളിൽ നിന്ന് എല്ലാ നഷ്ടപരിഹാര വിൻഡിംഗ് കോയിലുകളും നീക്കംചെയ്യുക. നഷ്ടപരിഹാര വിൻഡിംഗിന്റെ കോയിലുകൾ പൊളിക്കാതെ അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ മാറ്റിസ്ഥാപിക്കുന്നു. ഇത് ചെയ്യുന്നതിന്, അധിക പോൾ കോയിലുകളുടെ ടെർമിനലുകൾ വിച്ഛേദിക്കുക, നഷ്ടപരിഹാര കോയിൽ വിൻഡോയിലേക്ക് കോയിലിനൊപ്പം പോൾ കോർ നീക്കം ചെയ്യുക. ഫ്രെയിമിന്റെ ഇൻസ്റ്റാളേഷൻ ഇനിപ്പറയുന്ന ക്രമത്തിലാണ് നടത്തുന്നത്. പ്രധാന, അധിക ധ്രുവങ്ങളുടെ കോയിലുകൾ ഒരു പ്രത്യേക റാക്കിൽ സ്ഥാപിക്കുകയും കോയിലുകൾ ക്ലാമ്പുകളും കേബിളുകളും ഉപയോഗിച്ച് ഒരു ഡയറക്ട് കറന്റ് സ്രോതസ്സിലേക്ക് ബന്ധിപ്പിക്കുകയും ചെയ്യുന്നു. നിലവിലെ ഉറവിടം ഓണാക്കി, കറന്റ് 900 എ ആയി സജ്ജമാക്കി 15 - 20 മിനിറ്റ് കോയിലുകൾ ചൂടാക്കുക. കോയിലുകളുടെ ഇൻസുലേഷൻ ശരീരവുമായി ബന്ധപ്പെട്ടും തിരിവുകൾക്കിടയിലും പരിശോധിക്കുന്നു. നഷ്ടപരിഹാര വിൻഡിംഗ് കോയിലുകൾ ഇടുന്നതിനുമുമ്പ്, ബർറുകളുടെയും കോമ്പൗണ്ട് സാഗ്ഗിംഗിന്റെയും അഭാവത്തിനായി പോൾ ഗ്രോവുകൾ പരിശോധിക്കുക, എന്തെങ്കിലും ഉണ്ടെങ്കിൽ അവ നീക്കം ചെയ്യുക. കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് പോൾ ഗ്രോവുകൾ പുറത്തെടുക്കുന്നു. നഷ്ടപരിഹാര കോയിലുകളുടെ കട്ടിംഗ് ഏരിയ കെ -110 അല്ലെങ്കിൽ ഇകെ -5 സംയുക്തം ഉപയോഗിച്ച് പൂശുക.
ബെയറിംഗ് ഷീൽഡുകളുടെ അറ്റകുറ്റപ്പണി ഇനിപ്പറയുന്ന ക്രമത്തിലാണ് നടത്തുന്നത്. കവറുകളും വളയങ്ങളും നീക്കം ചെയ്യുക. ബെയറിംഗുകൾ അമർത്തുക. ആവശ്യമെങ്കിൽ, കമ്യൂട്ടേറ്ററിന് എതിർവശത്തുള്ള ബെയറിംഗ് ഷീൽഡിൽ നിന്ന് കവർ അമർത്തുക. ബെയറിംഗ് ഷീൽഡിൽ നിന്ന് ഒരു ബെയറിംഗ് അമർത്തുന്നത് വിവിധ രീതികളിലും ഡിപ്പോയ്ക്ക് സ്വീകാര്യമായ വിവിധ ഉപകരണങ്ങളിലും ചെയ്യാം, എന്നാൽ ഏത് സാഹചര്യത്തിലും, അമർത്തൽ ശക്തി കേന്ദ്രീകരിക്കേണ്ടത് പുറം വളയത്തിന്റെ അവസാന പ്രതലത്തിലാണ്, അല്ലാതെ കൂട്ടിലോ അല്ല. റോളറുകൾ. ബെയറിംഗ് താഴേക്ക് അമർത്തുമ്പോൾ, ബെയറിംഗിന്റെ ബാഹ്യ ഓട്ടത്തിൽ നിക്കുകൾ ഉണ്ടാകാനുള്ള സാധ്യത ഇല്ലാതാക്കാൻ, അമർത്തിയ ബെയറിംഗ് മൃദുവായ നോൺ-മെറ്റാലിക് മെറ്റീരിയൽ കൊണ്ട് നിർമ്മിച്ച ഒരു ഗാസ്കറ്റിലോ ഫ്ലോറിംഗിലോ വീഴണം. ബെയറിംഗുകൾ ഗ്യാസോലിനിൽ കഴുകി ശ്രദ്ധാപൂർവ്വം പരിശോധിക്കുക. റിവറ്റിംഗിന്റെയും കൂട്ടിലെ വസ്ത്രങ്ങളുടെയും ഗുണനിലവാരത്തിൽ ശ്രദ്ധ ചെലുത്തുന്നു. ബെയറിംഗിലെ റേഡിയൽ ക്ലിയറൻസ് 0.14 - 0.28 മില്ലിമീറ്റർ പരിധിയിലാണെങ്കിൽ, റേസ്വേകൾ, റോളറുകൾ, കൂട്ടിലെ റിവേറ്റിംഗിന്റെ ഗുണനിലവാരം എന്നിവ നല്ലതാണെങ്കിൽ, ബെയറിംഗുകൾ പൂർണ്ണമായും ഉണങ്ങിയതിനുശേഷം ബെയറിംഗ് അസംബ്ലികൾ കൂട്ടിച്ചേർക്കുകയും ലൂബ്രിക്കേറ്റ് ചെയ്യുകയും ചെയ്യുക. ബെയറിംഗുകൾ അല്ലെങ്കിൽ ഷാഫ്റ്റിന് കേടുപാടുകൾ സംഭവിച്ചാൽ മാത്രമേ ബെയറിംഗ് വളയങ്ങൾ നീക്കംചെയ്യൂ. അസംബ്ലി സമയത്ത് ബെയറിംഗുകളുടെ അകത്തെയും പുറത്തെയും വളയങ്ങളുടെ സംഖ്യകൾ പൊരുത്തപ്പെടണം. ഭാഗങ്ങളിൽ വിള്ളലുകൾ കണ്ടെത്തിയാൽ, ട്രെഡ്മില്ലുകളിലോ റോളറുകളിലോ അറകൾ, സ്കഫിംഗ് അല്ലെങ്കിൽ പുറംതൊലി എന്നിവ പ്രത്യക്ഷപ്പെടുകയാണെങ്കിൽ, ബെയറിംഗിന്റെ റേഡിയൽ ക്ലിയറൻസുകൾ സ്ഥാപിത മാനദണ്ഡങ്ങൾ കവിയുന്നു, ബെയറിംഗ് മാറ്റിസ്ഥാപിക്കുന്നു. പുതിയ ബെയറിംഗുകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതുവരെ ബോക്സിൽ നിന്ന് നീക്കം ചെയ്യാൻ ശുപാർശ ചെയ്യുന്നില്ല. പുതിയ ബെയറിംഗുകളുടെ ഉപരിതലത്തിൽ പ്രയോഗിക്കുന്ന ആന്റി-കോറോൺ കോട്ടിംഗ് അസംബ്ലിക്ക് മുമ്പ് നീക്കംചെയ്യുന്നു; ബെയറിംഗ് ഗ്യാസോലിൻ ഉപയോഗിച്ച് നന്നായി കഴുകി, വൃത്തിയുള്ള തുണി ഉപയോഗിച്ച് തുടച്ച് ഉണക്കുക. അസംബ്ലിക്ക് മുമ്പ് റോളറുകളും സെപ്പറേറ്ററും ലൂബ്രിക്കന്റ് ഉപയോഗിച്ച് പൂശുന്നു. ബെയറിംഗ് ഷീൽഡുകളും പ്രത്യേകിച്ച് എണ്ണ-ചാലക ട്യൂബുകളും ഡ്രെയിനേജ് ദ്വാരങ്ങളും നന്നായി കഴുകുകയും കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് വീശുകയും ചെയ്യുന്നു. ബെയറിംഗ് ഷീൽഡുകളുടെ സീറ്റിംഗ് ഉപരിതലം വിള്ളലുകൾക്കായി പരിശോധിക്കുന്നു. ചുമക്കുന്ന ഷീൽഡുകളുടെ എല്ലാ ത്രെഡ് ദ്വാരങ്ങളും പരിശോധിക്കുക. ആവശ്യമെങ്കിൽ, ത്രെഡ് പുനഃസ്ഥാപിക്കുന്നു. അസംബ്ലിക്ക് മുമ്പ്, എണ്ണ-ചാലക ട്യൂബുകൾ ലൂബ്രിക്കന്റ് കൊണ്ട് നിറഞ്ഞിരിക്കുന്നു. അസംബ്ലി പ്രക്രിയയിൽ, ലൂബ്രിക്കന്റിലോ ബെയറിംഗ് ചേമ്പറുകളിലോ ലോഹ പൊടി ഇല്ലെന്ന് ഉറപ്പാക്കുക. ചുമക്കുന്ന ഷീൽഡുകൾ ഇനിപ്പറയുന്ന ക്രമത്തിൽ കൂട്ടിച്ചേർക്കുന്നു. കമ്യൂട്ടേറ്ററിന് എതിർവശത്തുള്ള ബെയറിംഗ് ഷീൽഡിലേക്ക് കവർ അമർത്തിയാൽ അത് അമർത്തിയിരിക്കുന്നു. വളയങ്ങളും കവറുകളും ഇൻസ്റ്റാൾ ചെയ്യുക. ഫ്രീ വോളിയത്തിന്റെ 2/3 വരെ ഗ്രീസ് ഉപയോഗിച്ച് ബെയറിംഗ് ചേമ്പറുകൾ പൂരിപ്പിക്കുക. ഭാഗങ്ങളിൽ സീലിംഗ് ഉപരിതലങ്ങൾ ലൂബ്രിക്കന്റ് കൊണ്ട് പൊതിഞ്ഞതാണ്. ഈ സാഹചര്യത്തിൽ, കവറിലെയും ഷീൽഡിലെയും ഗ്രോവുകൾ നിറയ്ക്കുകയോ ലൂബ്രിക്കന്റ് പൂശുകയോ ചെയ്യരുത്.
നീക്കം ചെയ്ത ട്രാവേഴ്സ് കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് വീശുന്നു, ഒരു തൂവാല കൊണ്ട് തുടച്ച് ഒരു പ്രത്യേക ഉപകരണത്തിൽ ഇൻസ്റ്റാൾ ചെയ്യുന്നു. ബ്രഷ് ഹോൾഡറുകൾ, ബ്രാക്കറ്റുകൾ, ബസ്ബാർ മൗണ്ടിംഗ് എന്നിവ നീക്കം ചെയ്യുക, മണ്ണെണ്ണ ഉപയോഗിച്ച് ട്രാവേഴ്സ് ബോഡി കഴുകുക, ഉണക്കുക, ചുവന്ന-തവിട്ട് ഇനാമൽ GF-92-ХС ഉപയോഗിച്ച് ആന്റി-കോറോൺ കോട്ടിംഗ് പുനഃസ്ഥാപിക്കുക. ബ്രഷ് ഹോൾഡർ ബ്രാക്കറ്റുകൾ, ബ്രഷ് ഹോൾഡറുകൾ, ഇൻസുലേറ്റിംഗ് പിന്നുകൾ, ബസ്ബാർ മൗണ്ടിംഗ്, വിപുലീകരണ ഉപകരണം എന്നിവ പരിശോധിക്കുക. കേടായതും ജീർണിച്ചതുമായ ഭാഗങ്ങൾ മാറ്റിസ്ഥാപിക്കുന്നു. ബ്രഷ് ഹോൾഡറുകൾ വേർപെടുത്തി പൊടിയും മണ്ണും ഉപയോഗിച്ച് വൃത്തിയാക്കുന്നു. പ്രഷർ വിരലുകൾ, റബ്ബർ ഷോക്ക് അബ്സോർബറുകൾ, സ്പ്രിംഗ്സ്, ഹൗസിംഗ്, ബ്രഷ് ഹോൾഡർ വിൻഡോകൾ, ത്രെഡ്ഡ് ദ്വാരങ്ങൾ, ആക്സിലുകൾക്കുള്ള ദ്വാരങ്ങൾ എന്നിവയുടെ അവസ്ഥ പരിശോധിക്കുക. കണ്ടെത്തിയ വൈകല്യങ്ങൾ ഇല്ലാതാക്കുക. ബ്രഷ് ഹോൾഡറുകൾ കൂട്ടിച്ചേർത്ത ശേഷം, എല്ലാ ഉരസുന്ന പ്രതലങ്ങളും VNII NP-232 ലൂബ്രിക്കന്റ് ഉപയോഗിച്ച് ലൂബ്രിക്കേറ്റ് ചെയ്യുക. ബ്രഷിന്റെ ഓരോ ഘടകത്തിലും അമർത്തുന്ന ശക്തിയും സാധാരണയായി പിരിമുറുക്കമുള്ള സ്പ്രിംഗുകൾ ഉപയോഗിച്ച് അച്ചുതണ്ടിലെ വിരലുകളുടെ ഭ്രമണവും പരിശോധിക്കുക. കാഠിന്യം നഷ്ടപ്പെട്ടതോ തൂങ്ങിപ്പോയതോ ആയ നീരുറവകൾ മാറ്റിസ്ഥാപിക്കുന്നു. ട്രാവസ് അസംബ്ലിംഗ്. കമ്മ്യൂട്ടേറ്ററിന്റെ ചുറ്റളവിൽ ബ്രഷ് ഹോൾഡറുകളുടെ ഏകീകൃത സ്ഥാനം ഉറപ്പാക്കാൻ, ബ്രാക്കറ്റുകളും ബ്രഷ് ഹോൾഡറുകളും ഉപയോഗിച്ച് ട്രയാസിന്റെ അസംബ്ലി ഒരു പ്രത്യേക ഉപകരണം ഉപയോഗിച്ച് നടത്തണം. ബ്രഷ് ഹോൾഡറുകളുടെ വിൻഡോകളിൽ ബ്രഷുകൾ മൌണ്ട് ചെയ്യുക. ബ്രഷുകൾ വിള്ളലുകളും ചിപ്പുകളും ഇല്ലാത്തതായിരിക്കണം, ബ്രഷ് ഹോൾഡറുകളുടെ വിൻഡോകളിൽ സ്വതന്ത്രമായി ഘടിപ്പിക്കാതെ ഘടിപ്പിക്കണം. ബ്രഷുകൾക്കും വിൻഡോകളുടെ മതിലുകൾക്കുമിടയിലുള്ള വിടവുകൾ സാധാരണ നിലയിലായിരിക്കണം, 0.1 മില്ലിമീറ്ററിൽ കൂടരുത്. ബ്രഷുകളിൽ പൊടിക്കുക. ഭവനവുമായി ബന്ധപ്പെട്ട വൈദ്യുത ഇൻസുലേഷൻ ശക്തിക്കായി അറ്റകുറ്റപ്പണികൾ പരീക്ഷിക്കുന്നു.
ഒരു അർമേച്ചർ നന്നാക്കുമ്പോൾ, പ്രത്യേക സ്റ്റാൻഡുകളിൽ ഷാഫ്റ്റിന്റെ അറ്റത്ത് ഇത് ഇൻസ്റ്റാൾ ചെയ്യുന്നു, തുടർന്ന്, അത് തിരിക്കുക, വെന്റിലേഷൻ നാളങ്ങൾ ഒരു വയർ ബ്രഷ് ഉപയോഗിച്ച് വൃത്തിയാക്കുന്നു, തുടർന്ന് കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് നാളങ്ങൾ നന്നായി ഊതപ്പെടും. അർമേച്ചർ സാവധാനത്തിൽ തിരിക്കുക, അതിൽ നിന്ന് പൊടി, അഴുക്ക്, ഗ്രീസ് എന്നിവ നീക്കം ചെയ്യുക. ബാൻഡുകൾ പരിശോധിക്കുന്നു, ഇന്റർടേൺ ഷോർട്ട് സർക്യൂട്ടുകൾക്കായി പരീക്ഷിച്ചു, ഭവനവുമായി ബന്ധപ്പെട്ട ആർമേച്ചർ വിൻഡിംഗുകളുടെ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുന്നു. ഗ്രോവ് വെഡ്ജുകളുടെ ഇറുകിയത പരിശോധിക്കുക.
ഗ്രോവിലെ വെഡ്ജുകൾ ഗ്രോവിന്റെ നീളത്തിന്റെ 1/3 ൽ കൂടുതൽ നീളത്തിൽ ദുർബലമായിട്ടുണ്ടെങ്കിൽ, അവ മാറ്റിസ്ഥാപിക്കുന്നു. 160 - 170 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ആർമേച്ചർ ചൂടാക്കിയ ശേഷം, ഒരു പ്രത്യേക റാറ്റ്ചെറ്റ് റെഞ്ച് ഉപയോഗിച്ച് അയഞ്ഞ ബോൾട്ടുകൾ സുരക്ഷിതമാക്കുക. കമ്യൂട്ടേറ്റർ ബോൾട്ടുകൾ ശക്തമാക്കുന്നതിന്, ആങ്കർ ഒരു പ്രത്യേക സ്റ്റാൻഡിൽ സ്ഥാപിച്ചിരിക്കുന്നു, കമ്യൂട്ടേറ്റർ മുകളിലേക്ക് അഭിമുഖീകരിക്കുന്നു. ബോൾട്ടുകൾ ക്രമാനുഗതമായി മുറുകുന്നു, ഒന്നിടവിട്ട് വിപരീത ബോൾട്ടുകൾ പകുതി ടേണിൽ കൂടരുത്. വിഷ്വൽ പരിശോധന കമ്മ്യൂട്ടേറ്റർ കോക്കറലുകളിലേക്ക് ആർമേച്ചർ വിൻഡിംഗിന്റെ സോളിഡിംഗിന്റെ ഗുണനിലവാരം ഉറപ്പാക്കുന്നു. കണ്ടെത്തിയ വൈകല്യങ്ങൾ ഇല്ലാതാക്കുന്നു. ആങ്കർ ഉണക്കുക. കമ്മ്യൂട്ടേറ്റർ സ്വന്തം ബെയറിംഗുകളിൽ തിരിയുകയും കമ്മ്യൂട്ടേറ്റർ പ്ലേറ്റുകളുടെ രേഖാംശ വാരിയെല്ലുകളിൽ നിന്ന് മുറിക്കുകയും ചെയ്യുന്നു. കളക്ടർ പ്ലേറ്റുകളുടെ വശങ്ങളിൽ നിന്ന് മൈകനൈറ്റിന്റെ അവശിഷ്ടങ്ങൾ നീക്കംചെയ്യുന്നു, ലാമെല്ലകൾക്കിടയിലുള്ള ഇടം സ്വമേധയാ വൃത്തിയാക്കുന്നു. കളക്ടർ പൊടിച്ചതിന് ശേഷം, കംപ്രസ് ചെയ്ത വായു ഉപയോഗിച്ച് ഊതുക, ഇന്റർടേൺ ഷോർട്ട് സർക്യൂട്ടിനായി ആർമേച്ചർ പരിശോധിക്കുക, കൂടാതെ ഭവനവുമായി ബന്ധപ്പെട്ട വിൻഡിംഗുകളുടെ ഇൻസുലേഷൻ പ്രതിരോധം അളക്കുക. ആങ്കർ കോട്ടിംഗ് പുനഃസ്ഥാപിക്കുക. ഇലക്ട്രിക് മോട്ടോറിന്റെ അസംബ്ലി വൈകുകയാണെങ്കിൽ, കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന ഉപരിതലം കട്ടിയുള്ള പേപ്പർ കൊണ്ട് പൊതിയുക അല്ലെങ്കിൽ ടാർപോളിൻ കവർ കൊണ്ട് മൂടുക. ഇതിനുശേഷം, ഒരു മരം സ്റ്റാൻഡിൽ ആങ്കർ സ്ഥാപിക്കുക.
എഞ്ചിൻ കൂട്ടിച്ചേർക്കുമ്പോൾ, ഷീൽഡ് മാനിഫോൾഡിന് എതിർവശത്ത് നിന്ന് ഫ്രെയിമിലേക്ക് അമർത്തിയിരിക്കുന്നു. ആങ്കർ ഇൻസ്റ്റാൾ ചെയ്ത് ഫ്രെയിമിലേക്ക് കടക്കുക. കളക്ടർ വശത്ത് നിന്ന് ഷീൽഡ് അമർത്തിയിരിക്കുന്നു. ഒരു തിരശ്ചീന സ്ഥാനത്ത് എഞ്ചിൻ ഇൻസ്റ്റാൾ ചെയ്യുക. കവറുകളും വളയങ്ങളും നീക്കം ചെയ്യുക, ബെയറിംഗുകളുടെ മെക്കാനിക്കൽ റൺഔട്ട് അളക്കുക, ലാൻഡിംഗിന് ശേഷം തണുത്ത അവസ്ഥയിൽ റോളറുകളും ബെയറിംഗ് റിംഗും തമ്മിലുള്ള റേഡിയൽ ക്ലിയറൻസ്. വളയങ്ങൾ ഇൻസ്റ്റാൾ ചെയ്ത ശേഷം, വളയങ്ങൾ ചൂടാക്കി ഷാഫ്റ്റിൽ സ്ഥാപിച്ചിരിക്കുന്നു, കൂടാതെ ബെയറിംഗുകൾ കവറുകൾ കൊണ്ട് മൂടിയിരിക്കുന്നു. ആർമേച്ചറിന്റെ അച്ചുതണ്ട് ഓട്ടം, കോഴികൾക്കും ബ്രഷ് ഹോൾഡർ ബോഡിക്കും ഇടയിലുള്ള വിടവുകൾ, ബ്രഷ് ഹോൾഡറിന്റെ താഴത്തെ അറ്റവും കമ്മ്യൂട്ടേറ്ററിന്റെ പ്രവർത്തന പ്രതലവും തമ്മിലുള്ള ദൂരം, കമ്മ്യൂട്ടേറ്ററുമായി ബന്ധപ്പെട്ട് ബ്രഷ് ഹോൾഡറിന്റെ തെറ്റായ ക്രമീകരണം എന്നിവ പരിശോധിക്കുക. പരിധിക്കുള്ളിൽ ആയിരിക്കണം. വർക്കിംഗ് സ്ഥാനത്ത് ട്രാവർസ് ഇൻസ്റ്റാൾ ചെയ്ത ശേഷം, അത് സുരക്ഷിതമാണ്. കമ്മ്യൂട്ടേറ്ററിൽ ബ്രഷുകൾ ശരിയായി സ്ഥാപിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക. ട്രാക്ഷൻ മോട്ടോർ നിഷ്ക്രിയ മോഡിൽ പ്രവർത്തിക്കുന്നുണ്ടെന്നും ബ്രഷുകൾ കമ്മ്യൂട്ടേറ്ററിൽ ശരിയായി സ്ഥാപിച്ചിട്ടുണ്ടെന്നും ആവശ്യമെങ്കിൽ അവയെ ജ്യാമിതീയ ന്യൂട്രലിലേക്ക് സജ്ജമാക്കുമെന്നും ഉറപ്പാക്കുക. അസംബ്ലി പൂർത്തിയാകുമ്പോൾ, ട്രാക്ഷൻ മോട്ടോർ പരീക്ഷിച്ചു. ഒരു ഡിസി മെഷീനിനായുള്ള സ്വീകാര്യത പരിശോധന പ്രോഗ്രാമിൽ മെഷീന്റെ ബാഹ്യ പരിശോധന, വിൻഡിംഗ് പ്രതിരോധത്തിന്റെ അളവുകൾ, 1 മണിക്കൂർ ചൂടാക്കൽ പരിശോധനകൾ, റൊട്ടേഷൻ വേഗത പരിശോധിക്കൽ, റേറ്റുചെയ്ത വോൾട്ടേജുകളിൽ റിവേഴ്സൽ, ഇലക്ട്രിക് മോട്ടോറുകൾക്കുള്ള ലോഡ്, എക്സിറ്റേഷൻ പ്രവാഹങ്ങൾ എന്നിവ ഉൾപ്പെടുന്നു. മെഷീൻ പരിശോധിക്കുമ്പോൾ, കമ്മ്യൂട്ടേറ്ററിന്റെ അവസ്ഥ, ബ്രഷ് ഹോൾഡറുകളുടെ ഇൻസ്റ്റാളേഷൻ, അർമേച്ചർ റൺ, ബ്രഷ് ഉപകരണത്തിന്റെ സേവനക്ഷമത, അർമേച്ചറിന്റെ ഭ്രമണത്തിന്റെ എളുപ്പത എന്നിവ ശ്രദ്ധിക്കുക. കളക്ടർക്ക് മൂർച്ചയുള്ള അരികുകൾ, ബർറുകൾ അല്ലെങ്കിൽ നിക്കുകൾ എന്നിവയുള്ള പ്ലേറ്റുകൾ ഉണ്ടാകരുത്. 0.04 മില്ലിമീറ്ററിൽ കൂടാത്ത ഇലക്ട്രിക് മോട്ടോറുകൾക്കും ഓക്സിലറി മെഷീനുകൾക്കും ചൂടാക്കിയ മെഷീനിൽ കമ്മ്യൂട്ടേറ്ററിന്റെയും സ്ലിപ്പ് വളയങ്ങളുടെയും റൺഔട്ട് അനുവദനീയമാണ്.
തൊഴിൽ സുരക്ഷയും ആരോഗ്യവും
5.1 സംഘടനാ സുരക്ഷാ നടപടികൾ
സുരക്ഷാ ചട്ടങ്ങളുടെ ആവശ്യകതകൾ പാലിക്കുന്നതിനുള്ള ഉത്തരവാദിത്തം എന്റർപ്രൈസ് മാനേജർമാരിൽ നിക്ഷിപ്തമാണ്. ഫോർമാൻ, ഫോർമാൻ, ഡിപ്പോ അറ്റൻഡന്റുകൾ എന്നിവർ അവരുടെ സൈറ്റുകളിലെ സുരക്ഷയും വ്യാവസായിക ശുചിത്വ ആവശ്യകതകളും പാലിക്കുന്നുവെന്ന് ഉറപ്പാക്കുന്നു; തൊഴിലാളികളെ ഉപദേശിക്കുക, ഉപകരണങ്ങളും ഉപകരണങ്ങളും പരിശോധിക്കുക; പ്രത്യേക വസ്ത്രങ്ങളും സംരക്ഷണ ഉപകരണങ്ങളും ഇല്ലാതെ ജോലിചെയ്യാൻ തൊഴിലാളികളെ അനുവദിക്കരുത്, വർക്ക്ഷോപ്പുകളുടെ ലൈറ്റിംഗ്, വെന്റിലേഷൻ, ചൂടാക്കൽ എന്നിവ നിരീക്ഷിക്കുക, ജോലിസ്ഥലത്ത് ഓർഡർ ചെയ്യുക. ഡിപ്പോയിലെ സുരക്ഷാ പ്രശ്നങ്ങളുടെ നേരിട്ടുള്ള ഉത്തരവാദിത്തം ചീഫ് എൻജിനീയർക്കാണ്. സുരക്ഷാ ചട്ടങ്ങളുടെ ലംഘനങ്ങളിൽ കുറ്റക്കാരായ ഉദ്യോഗസ്ഥർ അച്ചടക്ക, ഭരണപരമായ, സാമ്പത്തിക, ക്രിമിനൽ ബാധ്യതകൾക്ക് വിധേയമായേക്കാം. സുരക്ഷിതമായ തൊഴിൽ രീതികൾ പഠിച്ച് ടെസ്റ്റുകൾ വിജയിച്ചതിന് ശേഷം പുതുതായി പ്രവേശനം നേടിയ വ്യക്തികളെ ജോലി ചെയ്യാൻ അനുവദിക്കാം. തുടക്കത്തിൽ, സുരക്ഷാ എഞ്ചിനീയർ ആമുഖ സംഗ്രഹം നൽകുന്നു, തുടർന്ന് ഫോർമാൻ ജോലിസ്ഥലത്ത് പ്രാരംഭ ബ്രീഫിംഗ് നടത്തുകയും തൊഴിലാളിയെ പരിശീലിപ്പിക്കുകയും അവന്റെ അറിവ് പരിശോധിക്കുകയും ചെയ്യുന്നു. EPS ന്റെ അറ്റകുറ്റപ്പണി സമയത്ത് ടെസ്റ്റുകൾ വിജയിച്ചതിന് ശേഷം, ഒരു റിപ്പോർട്ട് പൂരിപ്പിക്കുകയും, ജോലി ചെയ്യാൻ അനുവദിക്കുന്ന തൊഴിലാളിക്ക് കൌണ്ടർഫോയിൽ നൽകുകയും ചെയ്യുന്നു. കാലാകാലങ്ങളിൽ, രണ്ട് വർഷത്തിലൊരിക്കൽ, ഇപിഎസ് നന്നാക്കാൻ മെക്കാനിക്കുകൾക്കായി പരിശോധനകൾ നടത്തുന്നു. സുരക്ഷാ ആവശ്യകതകൾ ലംഘിക്കുന്ന അല്ലെങ്കിൽ മൂന്ന് മാസത്തിൽ കൂടുതൽ ജോലിയിൽ ഇടവേളയുള്ള തൊഴിലാളികൾ അസാധാരണമായ പരിശോധനകൾക്ക് വിധേയമാണ്. സുരക്ഷാ മുൻകരുതലുകളെ കുറിച്ച് തൃപ്തികരമല്ലാത്ത അറിവ് പ്രകടിപ്പിക്കുന്ന തൊഴിലാളികളെ രണ്ടാഴ്ചയ്ക്ക് ശേഷം വീണ്ടും പരിശോധിക്കാൻ ഷെഡ്യൂൾ ചെയ്തിട്ടുണ്ട്. ആവർത്തിച്ചുള്ള പരിശോധനകൾ തൃപ്തികരമല്ലെങ്കിൽ, തൊഴിലാളിയെ ജോലിയിൽ നിന്ന് നീക്കം ചെയ്യും.
5.2 ജോലിസ്ഥലത്ത് പരിക്കുകൾ
ഒരു വ്യാവസായിക പരിക്ക് മനുഷ്യശരീരത്തിന് പെട്ടെന്നുള്ള കേടുപാടുകൾ അല്ലെങ്കിൽ ജോലിസ്ഥലത്ത് ഒരു അപകടത്തിന്റെ ഫലമായി അതിന്റെ അവയവങ്ങളുടെ ശരിയായ പ്രവർത്തനത്തെ തടസ്സപ്പെടുത്തുന്നതായി കണക്കാക്കപ്പെടുന്നു. സംഭവത്തിന്റെയും സ്വഭാവത്തിന്റെയും സാഹചര്യങ്ങൾ അനുസരിച്ച്, ഉൽപ്പാദനം, ജോലി, ഗാർഹിക അപകടങ്ങൾ എന്നിവയുമായി ബന്ധപ്പെട്ട അപകടങ്ങൾ വേർതിരിച്ചിരിക്കുന്നു.
ഉൽപ്പാദനവുമായി ബന്ധപ്പെട്ട ഒരു അപകടം, സ്ഥാപിതമായ ഇടവേളകൾ, അതുപോലെ തന്നെ ഉൽപ്പാദന ഉപകരണങ്ങളും വസ്ത്രങ്ങളും ക്രമീകരിക്കാൻ ആവശ്യമായ സമയവും ഉൾപ്പെടെയുള്ള ജോലി സമയങ്ങളിൽ സംഭവിച്ച ഒരു സംഭവമാണ്; ജോലി ആരംഭിക്കുന്നതിന് മുമ്പും പൂർത്തിയാക്കിയ ശേഷവും; സംഘടനയുടെ പ്രദേശത്ത്; ഓർഗനൈസേഷന്റെ നിർദ്ദേശപ്രകാരം ജോലി ചെയ്യുമ്പോൾ ഓർഗനൈസേഷന്റെ പ്രദേശത്തിന് പുറത്ത്; ഓർഗനൈസേഷന്റെ ഗതാഗതത്തിൽ, അത് സേവിക്കുന്ന വ്യക്തികളുമായുള്ള ഗതാഗതത്തിൽ.
ജോലിയുമായി ബന്ധപ്പെട്ട അപകടം എന്നത് സ്ഥാപനത്തിന്റെ ഗതാഗതത്തിലല്ല, ജോലിസ്ഥലത്തേക്കുള്ള യാത്രയ്ക്കിടെ സംഭവിച്ച ഒരു സംഭവമാണ്; പൊതു ചുമതലകൾ നിർവഹിക്കുമ്പോൾ.
ജോലി സമയത്തും ജോലിയുടെ തുടക്കത്തിനും അവസാനത്തിനും മുമ്പും സംഭവിക്കുന്ന, ജോലിസ്ഥലത്തെ പരിക്കിന്റെ ഓരോ കേസും 24 മണിക്കൂറിനുള്ളിൽ അന്വേഷണത്തിന് വിധേയമാണ്. ഒരു അപകടത്തെക്കുറിച്ച് അറിഞ്ഞാൽ, ഉടനടി മെഡിക്കൽ സഹായം സംഘടിപ്പിക്കേണ്ടത് ആവശ്യമാണ്, എന്റർപ്രൈസ് മാനേജ്മെന്റിനെയും ട്രേഡ് യൂണിയൻ കമ്മിറ്റിയെയും അറിയിക്കുക, ഉപകരണങ്ങളുടെ സാഹചര്യവും അവസ്ഥയും നിലനിർത്തുക; സംഭവസമയത്ത് അവർ എങ്ങനെയായിരുന്നു, അപകടത്തിന്റെ സാഹചര്യങ്ങളും കാരണങ്ങളും കണ്ടെത്തുക. ഫോം N-1 ന്റെ ഒരു പ്രവൃത്തി നാല് പകർപ്പുകളിൽ വരച്ചിരിക്കുന്നു.
5.3 ഇലക്ട്രിക്കൽ ഉപകരണങ്ങൾ പരിശോധിക്കുമ്പോൾ സുരക്ഷാ മുൻകരുതലുകൾ
ഉയർന്ന വോൾട്ടേജുള്ള ഇലക്ട്രിക്കൽ ഉപകരണങ്ങളുടെ ഇൻസുലേഷൻ പരിശോധിക്കുമ്പോൾ, എല്ലാ അറ്റകുറ്റപ്പണികളും നിർത്തി, ഇപിഎസ് "അപകടം" എന്ന ലിഖിതത്തോടുകൂടിയ നാല് ബോർഡുകളാൽ വേലി കെട്ടിയിരിക്കുന്നു, കൂടാതെ 2 മീറ്റർ അകലത്തിൽ ഇരുവശത്തും. രണ്ട് കാവൽക്കാരെ നിയമിച്ചിട്ടുണ്ട്. പാന്റോഗ്രാഫ് ഉയർത്തുമ്പോൾ, വോൾട്ടേജ് റെഗുലേറ്റർ, റിവേഴ്സ് കറന്റ് റിലേ, പ്രഷർ റെഗുലേറ്റർ എന്നിവ ക്രമീകരിക്കാൻ സാധിക്കും; ഗ്ലാസ് തുടയ്ക്കുക, ബ്രേക്ക് സിലിണ്ടർ വടി എക്സിറ്റുകൾ പരിശോധിക്കുക; സർക്യൂട്ടുകൾ നിർജ്ജീവമാകുമ്പോൾ, കത്തിച്ച വിളക്കുകളും കുറഞ്ഞ വോൾട്ടേജ് ഫ്യൂസുകളും മാറ്റിസ്ഥാപിക്കുക. ഡിപ്പോയിലെ വർക്ക്ഷോപ്പുകളിലും ഡിപ്പാർട്ട്മെന്റുകളിലും അലങ്കോലമില്ലെന്ന് ഉറപ്പാക്കാൻ പ്രത്യേകം സ്ഥലങ്ങളിൽ കത്തുന്ന മാലിന്യങ്ങൾ ശേഖരിക്കുന്നു. അപകടകരവും തീപിടിക്കുന്നതുമായ മാലിന്യങ്ങൾ പ്രത്യേക സ്ഥലങ്ങളിൽ സൂക്ഷിക്കുന്നു. ഒരു പ്രത്യേക അഗ്നി സുരക്ഷാ ഭരണകൂടം സ്ഥാപിച്ചിരിക്കുന്ന പ്രത്യേക മുറികളിൽ അപകടകരവും കത്തുന്നതുമായ വസ്തുക്കൾ സൂക്ഷിക്കുന്നു. ഈ പദാർത്ഥങ്ങൾ ഉപയോഗിച്ച് ജോലികൾ നടത്തുന്ന സ്ഥലങ്ങളിൽ മുന്നറിയിപ്പ് നോട്ടീസുകളും പോസ്റ്ററുകളും പതിക്കുന്നു. പരിസരത്ത് നിന്ന് പുറത്തുകടക്കുന്നതും അവയിലേക്കുള്ള സമീപനങ്ങളും സൗജന്യമായിരിക്കണം. ഡിപ്പോ മാനേജരുടെ ഉത്തരവനുസരിച്ച്, ഡിപ്പോ വർക്ക്ഷോപ്പുകളിൽ മൊത്തത്തിൽ അഗ്നി സുരക്ഷാ ചുമതലയുള്ള വ്യക്തികളെ നിയമിക്കുന്നു.
ഉപസംഹാരം
ഈ ജോലി നിർവഹിക്കുന്ന പ്രക്രിയയിൽ, VL-10 ഇലക്ട്രിക് ലോക്കോമോട്ടീവിൽ ഇൻസ്റ്റാൾ ചെയ്ത TL-2K1 ട്രാക്ഷൻ മോട്ടോറിന്റെ രൂപകൽപ്പനയും പ്രവർത്തന തത്വവും ഞാൻ നന്നായി പഠിച്ചു, TR-3 ന്റെ വോളിയത്തിൽ അവയുടെ അറ്റകുറ്റപ്പണികൾക്കുള്ള നിയമങ്ങൾ എനിക്ക് പരിചിതമായി. സൈദ്ധാന്തികമായി, പാഠപുസ്തകങ്ങളിൽ നിന്ന്, പ്രായോഗികമായി, പ്ലംബിംഗ് പരിശീലന സമയത്ത്. എന്റെ ജോലിയുടെ വിഷയത്തിൽ സൂചിപ്പിച്ചിരിക്കുന്ന എഞ്ചിൻ യൂണിറ്റിൽ ഞാൻ പ്രത്യേക ശ്രദ്ധ ചെലുത്തി - ബ്രഷ് ഉപകരണം. ബ്രഷ് ഉപകരണം വളരെ സങ്കീർണ്ണമല്ല, പക്ഷേ ഇത് ട്രാക്ഷൻ മോട്ടോറിന്റെ വളരെ പ്രധാനപ്പെട്ട ഘടകമാണ്; മൊത്തത്തിൽ എഞ്ചിന്റെ പ്രവർത്തനം അതിന്റെ ശരിയായ പ്രവർത്തനത്തെ ആശ്രയിച്ചിരിക്കുന്നു, കൂടാതെ പ്രവർത്തനത്തിലെ ട്രാക്ഷൻ മോട്ടോറുകളുടെ പരാജയങ്ങളുടെ ഒരു പ്രധാന ഭാഗം കൃത്യമായി ബന്ധപ്പെട്ടിരിക്കുന്നു. ബ്രഷ് ഉപകരണത്തിന്റെ തകരാറുകൾ.
സുരക്ഷിതമായ പ്രവർത്തന രീതികൾ, റെയിൽവേ ട്രാക്കുകളിൽ ആയിരിക്കുമ്പോൾ സുരക്ഷാ മുൻകരുതലുകൾ, വ്യക്തിഗത ശുചിത്വ നിയമങ്ങൾ എന്നിവ ഞാൻ പഠിച്ചു.
VPER-ലെ ജോലിയും പ്രായോഗിക പരിശീലനവും കോളേജിൽ നിന്ന് ഞാൻ നേടിയ സൈദ്ധാന്തിക പരിജ്ഞാനം ഏകീകരിക്കാനും സ്വതന്ത്ര ജോലിക്ക് തയ്യാറെടുക്കാനും എന്നെ സഹായിച്ചുവെന്ന് ഞാൻ വിശ്വസിക്കുന്നു.