vinkelgir
Utfør smidd, støpt og mye sjeldnere bandasjert. Ved dimensjonene til den ytre diameteren kan skrågir lages fra flere titalls millimeter til 2 ... 3 m. På grunn av det store spekteret av dimensjoner kan ett girdesign ikke aksepteres. Produksjonsprosessen og krafteffekten på elementene i giret under driften av det koniske giret krever også forskjellige design. De vanligste koniske girdesignene er diskutert nedenfor.
Valg av design av vinkelgir. Design av vinkelgir velges i henhold til Tabell. 10.
Her, som i sylindriske tannhjul, introduseres begrepene den minste (d rp) og den største Dgr-grensediameteren til et konisk tannhjul. Grensediametrene bestemmer utformingen av giret.
For tannhjul med skive, ved bestemmelse av grensediameter, tas det hensyn til at det skal lages hull med diameter på minst 30 mm i skiven. For dette kreves en avstand på 50 mm mellom navet og felgen. Den minste grensediameteren må være: d rp = 100 + d cm + 2bsinφ. Dermed for d d > d r smidd vinkelgir må ha utformingen vist på ark 9, fig. 3, med d d ≤ d gr, er tannhjulet laget uten skive (ark 9, fig. 2).
For store støpte tannhjul introduseres konseptet med største grensediameter Dgp = dgp + 0,4L, som bestemmer utformingen av støpte koniske tannhjul med fire og seks ribber.
I tabellen. 10 viser grensene for vinkelen φ, som bestemmer formen til tannhjul av forskjellige utforminger.
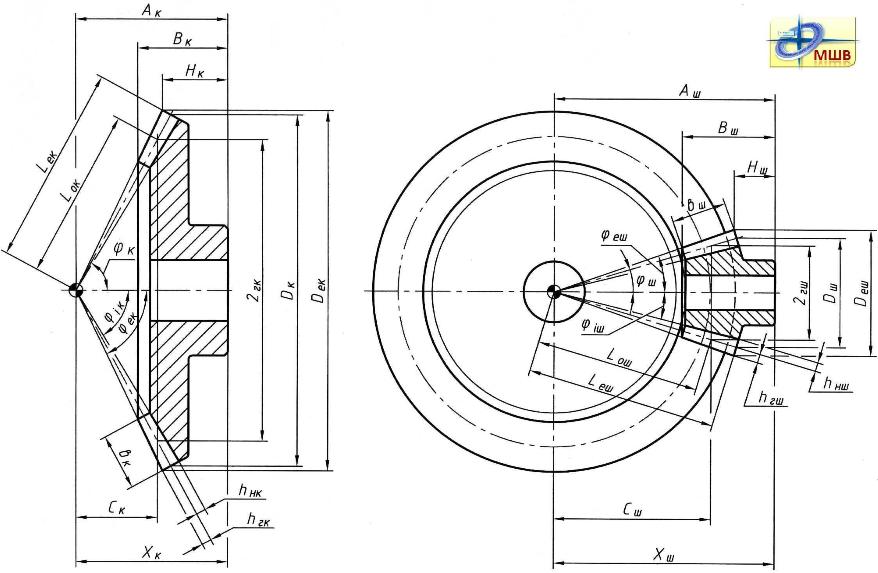
Bestemmelse av dimensjonene til elementene i skråsmidde tannhjul. Formlene for å bestemme dimensjonene til elementene til smidde og støpte vinkelgir er gitt i tabell. elleve.
Hoveddesignet er et tannhjul med en vertikal skive uten tverrgående ribber. Denne designen gir styrke og produksjonsevne.
Tabell 10
Valg av konisk girdesign
Tabell 11
Formler for å bestemme dimensjonene til elementer av smidde og støpte koniske tannhjul

Fortsettelse av tabellen. elleve

Smidd tannhjul med små diametre er laget uten skiver.
Dersom diameteren d, i henhold til designkravene eller akselens styrkeforhold, velges slik at ulikheten
![]()
da er giret gjort integrert med akselen (ark 9, fig. 4, 5) og kalles girakselen.
Hvis, i henhold til designkrav, skiven til et smidd konisk tannhjul må plasseres i en viss avstand fra endene av navet (ark 10, fig. 1), bør navet ikke stikke ut over kjeglen til hulrommene, som bestemmes av tilstanden til skjæretennene på maskinen.
I koniske tannhjul laget uten hull i skiven og med en kort utstikkende del av navet, for å gjøre det lettere å feste arbeidsstykket på maskinen under dreiing fra enden av den store kjeglen, kuttes toppen av tennene langs diameteren D cp med følgende forhold mellom massen til arbeidsstykket og lengden på de utstikkende sylindriske delnavene:
Ved skjæring av toppen av tennene (ark 9, fig. 1.2) beregnes diameteren D cp til b cp = m. Deretter rundes den resulterende verdien D cp ned og bredden på snittet av toppen av tennene b. cp bestemmes av formelen
![]()
Når du skjærer toppen av tannhjulstennene (ark 9, fig. 3) med en vinkel φ ≥ 45° (ark 9, fig. 2), bestemmes skjærebredden b cp av samme formel ved D cp = d d.
Bestemmelse av dimensjonene til elementene til støpte koniske tannhjul. Dimensjonene til elementene til støpte tannhjul avhenger ikke bare av styrke, men også av de nødvendige forholdene mellom dem, bestemt av støpeprosessen. Avhengig av dimensjonene produseres enkelt-skive gir med fire, seks og åtte ribber. Valget av et jevnt antall ribber forklares av den mest gunstige plasseringen av overskuddet og eliminering av defekter i form av skjell, etc. Formlene for å bestemme dimensjonene til elementene til støpte skrågir er gitt i Tabell. 11. For å beregne felgtykkelsen δ 0 av støpte og smidde koniske tannhjul, er formelen tatt i bruk, samt beregne tykkelsen på felgen til støpte sylindriske tannhjul, tatt i betraktning påvirkningen av tannbreddekoeffisienten ψ ba og totalt antall tenner z ∑ . I vinkelgir, med en reduksjon i vinkelen φ, øker verdien av den radielle belastningen og avstanden fra påføringspunktet for denne belastningen til symmetriaksen til skiven øker. For å redusere påvirkningen av momenter fra radielle og aksiale belastninger, bestemmes avstanden l X fra enden av sirkelen av fremspringene på den lille kjeglen til skiven avhengig av vinkelen φ. I tabellen. 11 viser formlene for den foreløpige bestemmelsen av hullet i hjulnavet for akselen. Tatt i betraktning teknologien for støping på stedene som er angitt med bokstaven N (ark 10, fig. 2, 3, 4), er fortykkelse av kanten til høyden på ribbene tillatt. Ved fremstilling av smidde og støpte koniske tannhjul brukes de samme stålene som for sylindriske tannhjul.
Forelesning #8
Fasede hjul brukes i tannhjul med kryssende aksler. Fasede hjul er laget med rette, skrå, sirkulære og andre buede tenner. For tiden er de mest brukte koniske hjulene med sirkulære tenner. Sporhjul er passende å bruke ved lave omkretshastigheter (opptil 8 m/s). På høye hastigheter det er tilrådelig å bruke hjul med sirkulære tenner da de gir jevnere inngrep, større bæreevne og mer teknologisk avansert.
Ulemper med vinkelgir:
1) kompleksitet i produksjonen;
2) vanskeligheten med å justere tannkontaktlappen;
3) relativt lav effektivitet. ( h til= 0,94…0,97).
Sistnevnte forklares av det faktum at når toppene av de innledende kjeglene til hjulene ikke faller sammen, øker slipingen i kontakten med tennene kraftig. I denne forbindelse bør utformingen av girkassen gi mulighet for å justere inngrepet til vinkelgir.
Elementer for geometrisk beregning
Akselvinkel S, kan være hva som helst, men den vanligste vinkelen er S=900. Det er åpenbart det S=dl +d2, Hvor d1 Og d 2 - vinkler på delekjegler til henholdsvis giret og hjulet.
Utvendig konisk avstand Re bestemmer dimensjonene til transmisjonen (fig. 8.1).
Arbeidsbredde på ringgiret bw kan uttrykkes med formelen
b w \u003d y bd d m1 \u003d y bR R e,
Hvor ybd- girbreddeforhold i forhold til stigningsdiameter, - ringgirbreddeforhold i forhold til ytre konusavstand, d m- delediameter i midtseksjonen.
 I stedet for de innledende og delingssylindrene til sylindriske hjul i skråhjul, introduseres konseptene - de innledende og delende konene, som har de samme egenskapene som delings- og innledende sylindre. Alle dimensjoner på giret bestemmes av den ytre enden:
I stedet for de innledende og delingssylindrene til sylindriske hjul i skråhjul, introduseres konseptene - de innledende og delende konene, som har de samme egenskapene som delings- og innledende sylindre. Alle dimensjoner på giret bestemmes av den ytre enden:
h ae = m te - ytre høyde på tannhodet;
h fe = 1,2m t e er den ytre høyden av tannstammen;
mte– distriktsmodul på ytterenden;
df- vinkelen på kjeglen til hulrommet i tennene;
d a- vinkelen på kjeglen til fremspringene til tennene;
d e =m te z er diameteren til den ytre delesirkelen;
d ae = d e +2t a cosd er den ytre diameteren til fremspringssirkelen;
d fe = d e -2t f cosd er den ytre diameteren på omkretsen av fordypningene.
Diameteren til stigningssirkelen til et vinkelgir er diameteren til bunnen av stigningskjeglen til hjulet. d e \u003d m te z \u003d 2R e sinδ, hvor
Dimensjonene til tannen langs lengden er forskjellige, derfor introduseres begrepene diameter og modul i midtseksjonen:
![]()
![]()
![]() , Hvor Rm er gjennomsnittlig kjegleavstand.
, Hvor Rm er gjennomsnittlig kjegleavstand.
Girforhold, fordi d e 1 = 2R e sind 1 Og d e 2 = 2R e sind 2, Det. For ortogonale overføringer der S=90 0 , synd d 1 = cos d2 Og U= tg d2= ctg d1.
Innsats i engasjement
 La oss vurdere kreftene i inngrep ved å bruke eksemplet med et vinkelhjul. Vi antar betinget at alle krefter påføres midt på tannen ved diametre d m 1 Og d m 2(se figur 8.3). I delen av flyet " n-n” den normale tannoverflaten påvirkes av full kraft F n, som dekomponeres til en omkretskraft F t og innsats F r". Til gjengjeld innsatsen F r" i frontalplanet brytes det ned til Fa(aksial kraft) og F r(radial kraft). For å bestemme alle krefter, er den første
La oss vurdere kreftene i inngrep ved å bruke eksemplet med et vinkelhjul. Vi antar betinget at alle krefter påføres midt på tannen ved diametre d m 1 Og d m 2(se figur 8.3). I delen av flyet " n-n” den normale tannoverflaten påvirkes av full kraft F n, som dekomponeres til en omkretskraft F t og innsats F r". Til gjengjeld innsatsen F r" i frontalplanet brytes det ned til Fa(aksial kraft) og F r(radial kraft). For å bestemme alle krefter, er den første
gjennom det er innsatsen bestemt

For et hjul er retningen på kreftene motsatt, mens
![]()
Ekvivalente hjul og bestemmelse av deres parametere
 Dimensjonene til tverrsnittene til vinkelgirtannen endres proporsjonalt med avstanden til disse seksjonene fra toppen av kjeglen. Alle tverrsnitt av tannen er geometrisk like. På samme tid, den spesifikke belastningen q(Fig. 8.4) er ujevnt fordelt langs tannens lengde. Det varierer avhengig av størrelsen på deformasjonen og stivheten til tannen i forskjellige seksjoner i henhold til loven om en trekant, hvis topp sammenfaller med toppen av delekjeglen. Kontakt- og bøyespenninger er de samme langs hele tannens lengde. Dette lar deg beregne styrken for hvilken som helst av seksjonene. Det er praktisk talt praktisk å ta for de beregnede seksjonene den gjennomsnittlige delen av tannen med en belastning q jfr.
Dimensjonene til tverrsnittene til vinkelgirtannen endres proporsjonalt med avstanden til disse seksjonene fra toppen av kjeglen. Alle tverrsnitt av tannen er geometrisk like. På samme tid, den spesifikke belastningen q(Fig. 8.4) er ujevnt fordelt langs tannens lengde. Det varierer avhengig av størrelsen på deformasjonen og stivheten til tannen i forskjellige seksjoner i henhold til loven om en trekant, hvis topp sammenfaller med toppen av delekjeglen. Kontakt- og bøyespenninger er de samme langs hele tannens lengde. Dette lar deg beregne styrken for hvilken som helst av seksjonene. Det er praktisk talt praktisk å ta for de beregnede seksjonene den gjennomsnittlige delen av tannen med en belastning q jfr.
For å beregne styrken erstattes skråhjul med ekvivalente sylindriske hjul, hvis dimensjoner bestemmes av utviklingen av en ekstra kjegle j, i midtseksjonen (Figur 8.5), mens m tv = m tm.
Tilsvarende hjuldiameter
![]()
Side 1
En sirkulær tann er plassert langs sirkelbuen som verktøyet beveger seg langs når du skjærer tenner. Helningsvinkelen til den sirkulære tannen er variabel.
Sirkulære tenner er vanligvis laget slik at tangenten til tannlinjen i den midtre østrus A (fig.
Sirkulære tenner kuttes ved å kjøre på spesielle høyytelsesmaskiner med kutterhode.
Sirkulære tenner i form av styrke skiller seg fra rette og spiralformede tenner i deres bueform og første kontakt ved et punkt.
Sirkulære tenner i form av styrke skiller seg fra rette og skrå tenner i en bueform og første kontakt ved et punkt.
Sirkulære tenner i form av styrke skiller seg fra rette tenner i deres bueform og første kontakt på et punkt. Påvirkningen av disse evnene er ikke godt forstått, men basert på eksperimentelle data har det blitt fastslått at koniske tannhjul med sirkulære tenner kan overføre en belastning som er 145 ganger større enn cylindriske koniske tannhjul med samme dimensjoner.
Sirkulære tenner kan brukes med konusavstand L 6 - - - 420 mm.
En sirkulær tann er plassert langs sirkelbuen, langs hvilken verktøyet beveger seg når du skjærer tenner.
| Skjema for geometrisk beregning av vinkelgir.| Former av skrå tannhjulstenner. |
Sirkulære tenner kuttes med et ikke-modulært verktøy som gjør det mulig å kutte tenner i et visst utvalg av moduler. Derfor er det tillatt å bruke overføringer med ikke-standard og brøkmoduler.
Sirkulære tenner i form av styrke skiller seg fra rette og spiralformede tenner i deres bueform og første kontakt ved et punkt. Derfor, i Sovjetunionen og i utlandet, er spesielle beregninger av vinkelgir med sirkulære tenner AGMA mye brukt, utviklet av Gleason gear cutting machine company, som har flott opplevelse design, produksjon og testing av vinkelgir. Disse beregningene har samme grunnlag som de som er presentert, men de har også noen spesifikke funksjoner.
En sirkulær tann er plassert langs sirkelbuen, langs hvilken verktøyet beveger seg når du skjærer tenner. Helningsvinkelen til den sirkulære tannen er variabel. Den beregnede vinkelen tas som vinkelen på omkretsen av hjulets gjennomsnittlige diameter.
Spurt skråkant hjul brukes ved lave omkretshastigheter (opptil 2 ... 3 m / s, opptil 8 m / s er tillatt). Ved høyere hastigheter er det lurt å bruke hjul med sirkulære tenner, da de gir jevnere giring, mindre støy, større bæreevne og mer teknologisk avansert. Spurs vinkelgir gir et girforhold på opptil 3.
|
Ved periferihastigheter større enn 3 m/s, gir gir med skrå eller krumlinjet tenner, som på grunn av det gradvise inngrepet og en mindre endring i mengden av deformasjon av tennene i inngrepsprosessen, fungerer med mindre støy og mindre dynamiske belastninger. I tillegg girhjul skrå eller krumlinjet tenner fungerer bedre i bøying enn sporetenner. Men for full kontakt med tennene til disse tannhjulene, må tennene passe ikke bare i bredden, men også i høyden, noe som øker kravene til fremstilling av spiralformede tannhjul og hjul med buede tenner. På grunn av deres fordeler kan slike gir brukes med girforhold opptil 5 og enda høyere. |
Figur 5 EN) med rette tenner b) med skrå tenner V) med buede tenner G) skrå hypoid gir |
|
Figur 6 - Hovedelementene i tennene til koniske tannhjul |
Vinkelgir med skrå tenner kan arbeide med en periferihastighet på opptil 12 m/s, og hjul med krumlinjet tenner - opptil 35-40 m/s. Tannhjul med buede tenner kuttet i spiral, evolvente (palloide) eller sirkel (sirkulære) er mest utbredt. Skrå tannhjul med buede tenner kan ha en annen retning på spiralen. Et tannhjul kalles høyrehendt hvis tennene er skråstilt utover i retning med klokken fra siden av toppen av kjeglen, ellers kalles hjulet venstrehendt. |

Korrigering av vinkelgir
Brukes hovedsakelig Stor høyde korreksjon (korreksjon) av koniske hjul. Brukes også til skråhjul tangentiell korrigering som består i fortykning av tannhjulet og tynning av hjultann. Tangentiell korreksjon av skråhjul krever ikke spesialverktøy. For sylindriske hjul brukes ikke tangentiell korreksjon, siden det krever et spesialverktøy. I praksis, for skråhjul, brukes ofte høydekorreksjon i kombinasjon med tangentiell korreksjon.
Tennene til de skrå tannhjulene, i henhold til endringen i størrelsen på seksjonene langs lengden, utfører tre former:
|
Figur 7 |
1. Normalt senkende tenner. Toppene til delings- og indre kjegler faller sammen. Denne formen brukes for koniske tannhjul med rette og tangentielle tenner, og også begrenset for tannhjul med sirkulære tenner med mn>2 og Z = 20...100. |
Figur 8 |
2. Toppen av den indre kjeglen er plassert slik at bredden på bunnen av hjulhulen er konstant, og tykkelsen på tannen langs delekjeglen øker med økende avstand til toppen. Denne formen lar deg behandle begge overflatene av tennene på hjulet med ett verktøy samtidig. Derfor er det grunnlaget for hjul med sirkulære tenner. |
Figur 9 |
3. Like høye tenner. Generatorene til de dele og indre kjegler er parallelle. Denne formen brukes til sirkulære tenner med Z>40, spesielt med gjennomsnittlige koniske avstander på 75-750 mm. |
Utvikling dataprogrammer for utforming av koniske par med sirkulær tann.
Ved reparasjon (enkelt) produksjon av koniske par med en sirkulær og hypoid tann, tatt som basistilgjengelig,men allerede slitte, skadede og mislykkede par, krever beregningen og bestemmelsen av de geometriske parametrene ikke spesielle kjedelige beregninger for styrke, bæreevne og driftsstabilitet. Alt dette, på en gang, på designstadiet av enhetene og maskinene de var beregnet på, var allerede utført. Derfor, ikke "gidder" og kast bort tid på dette. Alt er begrenset av valget av passende materiale for parene og typen varmebehandling. Og dette løses enkelt - Hvis du vil ha noe sterkere, velg passende materiale, sement, nitrid, herd. Ikke påkrevd - bruk vanlig vanlig konstruksjonsstål. Og noen ganger, generelt, er valget av materiale begrenset av bedriftens evner for øyeblikket - jeg vil ha det bedre, men ikke fra noe. Det er bare at hovedoppgaven er å raskt og nøyaktig reprodusere parameterne til paret og produsere det med høy kvalitet.
Også i Repair-produksjonen løses problemet med å bruke et skjærende formingsverktøy (Gear heads) som brukes til å kutte koniske par. Bruk verktøyet de har. Derfor, i beregningene av de geometriske parameterne, kan verktøyet heller ikke tas i betraktning.Merk følgende.Det vil selvfølgelig bli anbefalt av programmet, men det er endelig bestemt og akseptert allerede under videre beregninger av de tilsvarende oppsettdiagrammene.
Så fordelen med programmene våre: De trenger ikke å jobbe med deminnledendeopplæring, med involvering av relevante spesialister. Programmer under dialogen, inndata av innledende data, hele tiden korrigerer de brukerens handlinger, og foreslår grensene for tillatte verdier, som ikke tillater at feil verdier legges inn, noe som til slutt fører til absurditet og en tilbakevending til begynnelsen av beregningene, slik det skjer i andre foreslåtte programmer. De har ikke unødvendige, som nevnt ovenfor, innledende data, som tar mye dyrebar tid og til slutt forvirrer og ikke gir de nødvendige resultatene (tar beregningene til side). Samtidig gir våre programmer ut en større endelig beregnet mengde informasjon, inkludert layout og installasjonsparametere for de beregnede Bevel-parene med sirkulære og hypoide tenner. Hva er av ikke liten betydning for deres produksjon og ytelse.
Programmer for utforming av koniske par
med sirkulær tann Form nr. 1 og nr. 2.
Disse programmene lar deg gå inn når du designerdorer som tar hensyn til vestlige standarder for girpar. Det lar deg gjenopprette og beregne, fra alle slitte og skadede girpar, alle de geometriske parametrene som er nødvendige for deres produksjon.
Skjema nr. 1
Eksempel på beregning av programmet: