Motore di trazione tl 2k. Elenco della letteratura usata
Motore elettrico di trazione TL-2K1
Scopo e dati tecnici. Il motore di trazione DC TL-2K.1 (Fig. 30) è progettato per convertire l'energia elettrica ricevuta dalla rete di contatti in energia meccanica. La coppia dall'albero dell'armatura del motore viene trasmessa alla sala attraverso un ingranaggio elicoidale cilindrico monostadio a doppio lato. Con questa trasmissione i cuscinetti del motore non ricevono carichi aggiuntivi in direzione assiale.
La sospensione del motore elettrico è di tipo assiale. Da un lato poggia con i cuscinetti dell'asse motore sull'asse delle ruote della locomotiva elettrica e dall'altro sul telaio del carrello tramite una sospensione incernierata e rondelle di gomma. Il motore di trazione ha un elevato fattore di utilizzo della potenza (0,74) alla massima velocità della locomotiva elettrica (Fig. 31).
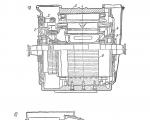
Il sistema di ventilazione è indipendente, assiale, con aria di ventilazione immessa dall'alto nella camera del collettore e scaricata verso l'alto dal lato opposto lungo l'asse del motore (Fig. 32). La locomotiva elettrica ha otto motori di trazione. I dati tecnici del motore TL-2K1 sono i seguenti:
Tensione ai terminali del motore.... 1500 V
Corrente dell'orologio..............480 A
Potenza orologio......670 kW
Velocità di rotazione dell'orologio, . , 790 giri/min
Corrente continua. , . . , 410 A
Potenza in servizio continuo.... 575 kW
Velocità di rotazione continua, 830 giri/min
Eccitazione. ......coerente
Classe di isolamento e resistenza al calore dell'avvolgimento
Ancore..............B
Classe di isolamento per resistenza al calore del sistema di pali.................F
Velocità di rotazione massima con bende moderatamente usurate................1690 giri/min
Sospensione motore assiale di supporto
Rapporto di trasmissione........88/23-3,826
Resistenza degli avvolgimenti dei poli principali alla temperatura di 20°C........ 0,025 Ohm
Resistenza degli avvolgimenti dei poli aggiuntivi e dell'avvolgimento di compensazione alla temperatura di 20 °C. 0,0356"
Resistenza dell'avvolgimento dell'armatura a 20°C --- 0,0317 Ohm
Progetto. Il motore di trazione TL-2K1 è costituito da un telaio 3 (Fig. 33), un'armatura 6, un apparato a spazzole 2 e scudi dei cuscinetti 1, 4.
Il nucleo (Fig. 34) del motore è una fusione cilindrica di acciaio di grado 25L-P e funge anche da conduttore magnetico. Ad esso sono fissati sei poli principali e sei aggiuntivi, una trave rotante con sei portaspazzole e scudi con cuscinetti a rulli in cui ruota l'armatura del motore.
L'installazione degli scudi dei cuscinetti nel telaio del motore elettrico viene eseguita nella seguente sequenza: il telaio assemblato con polo e bobine di compensazione viene posizionato con il lato opposto al commutatore, verso l'alto. Utilizzando un riscaldatore ad induzione, il collo viene riscaldato ad una temperatura di 100-150 °C, lo scudo viene inserito e fissato con otto bulloni M24 in acciaio 45. Successivamente il telaio viene ruotato di 180°, l'ancoraggio viene abbassato, la traversa viene installato e un altro schermo viene inserito nello stesso modo descritto sopra e fissato con otto bulloni M24. Sulla superficie esterna del telaio sono presenti due alette per il fissaggio delle boccole dei cuscinetti assiali del motore, un'aletta e una staffa rimovibile per appendere il motore, alette di sicurezza e alette per il trasporto. Sul lato del collettore sono presenti tre portelli predisposti per l'ispezione dell'apparato spazzola e del collettore. I portelli sono chiusi ermeticamente con i coperchi 7, I, 15 (vedi Fig. 33).
Il coperchio 7 del portello del collettore superiore è fissato al telaio con uno speciale bloccaggio a molla, il coperchio 15 del portello inferiore è fissato con un bullone M20 e un bullone speciale con una molla elicoidale e il coperchio 11 del secondo portello inferiore è fissato con quattro bulloni M12.

Per l'adduzione dell'aria è presente una botola di ventilazione 18. L'aria di ventilazione esce dal lato opposto al collettore, attraverso un apposito carter 5 montato sullo scudo portante e sul telaio. Le uscite dal motore sono realizzate con un cavo PMU-4000 con una sezione trasversale di 120 mm2. I cavi sono protetti da coperture in telone con impregnazione combinata. I cavi sono dotati di etichette realizzate con tubi in policlorovinile con le denominazioni Ya, YaYa, K e KK. I cavi di uscita I e YaYa (Fig. 35) sono collegati agli avvolgimenti dell'armatura, poli aggiuntivi e compensazione, mentre i cavi di uscita K e KK sono collegati agli avvolgimenti dei poli principali.
I nuclei dei poli principali 13 (vedi Fig. 33) sono realizzati in lamiera di acciaio elettrico grado 1312 con uno spessore di 0,5 mm, fissati con rivetti e fissati al telaio con quattro bulloni M24 ciascuno. Tra il nucleo del palo principale e il telaio è presente un distanziale in acciaio spesso 0,5 mm. La bobina del polo principale 12, avente 19 spire, è avvolta su una nervatura di nastro di rame morbido JIMM di dimensioni 1,95x65 mm, piegato radialmente per garantire l'aderenza alla superficie interna del telaio.
Per migliorare le prestazioni del motore viene utilizzato un avvolgimento di compensazione 14, situato in scanalature stampate sulle punte dei poli principali e collegato in serie all'avvolgimento dell'indotto. L'avvolgimento di compensazione è costituito da sei bobine avvolte da filo di rame morbido rettangolare PMM con dimensioni di 3,28X22 mm e ha 10 spire. Ogni scanalatura contiene due spire. L'isolamento del corpo è costituito da sei strati di nastro di mica di vetro LSEK-5-SPl con uno spessore di 0,1 mm GOST 13184-78, uno strato di nastro fluoroplastico con uno spessore di 0,03 mm e uno strato di nastro di vetro LES con uno spessore di 0,1 mm, posato con una sovrapposizione pari alla metà della larghezza del nastro. L'isolamento della bobina ha uno strato di nastro di mica di vetro della stessa marca; viene posato con una sovrapposizione pari a metà della larghezza del nastro. L'avvolgimento di compensazione nelle scanalature è fissato con cunei in textolite di grado B. L'isolamento delle bobine di compensazione su TEVZ è cotto in dispositivi, su NEVZ - nel nucleo.

I nuclei dei poli aggiuntivi 10 sono realizzati in piastre laminate o forgiate e sono fissati al telaio con tre bulloni M20. Per ridurre la saturazione dei poli aggiuntivi sono previsti distanziatori diamagnetici di spessore 8 mm tra il telaio ed i nuclei dei poli aggiuntivi. Le bobine dei poli aggiuntivi 9 sono avvolte su un lembo di filo di rame dolce PMM di dimensioni 6x20 mm e presentano 10 spire ciascuna. L'isolamento del corpo e del coperchio di queste bobine è simile all'isolamento delle bobine del polo principale. L'isolamento interturn è costituito da guarnizioni in amianto di 0,5 mm di spessore, impregnate con vernice KO-919 GOST 16508-70.
Lo stabilimento di locomotive elettriche di Novocherkassk produce il motore di trazione TL-2K1, il cui sistema di poli (bobine dei poli principali e aggiuntivi) è realizzato utilizzando l'isolamento del sistema Monolit 2. Isolamento dell'alloggiamento delle bobine. realizzato in nastro di mica di vetro 0,13X25 mm LS40Ru-TT, le bobine sono impregnate nel composto epossidico EMT-1 o EMT-2 secondo TU OTN.504.002-73, e le bobine dei poli aggiuntivi sono impregnate insieme ai nuclei e formano un monoblocco monopezzo. Al monoblocco è fissata una guarnizione diamagnetica di spessore 10 mm, che serve contemporaneamente a fissare la bobina. La bobina del polo principale è sigillata contro il movimento sul nucleo da due cunei in un distanziale lungo le parti frontali.
L'apparato a spazzole del motore elettrico di trazione (Fig. 36) è costituito da una traversa di tipo diviso 1 con meccanismo rotante, sei staffe 3 e sei portaspazzole 4.

La traversa è in acciaio, la fusione della sezione del canale ha una corona dentata lungo il bordo esterno, che ingrana con l'ingranaggio 2 (Fig. 37) del meccanismo di rotazione. La traversa dell'apparato a spazzola è fissata e bloccata nel telaio mediante un bullone di bloccaggio 3 installato sulla parete esterna del portello superiore del collettore e premuta contro lo scudo del cuscinetto da due bulloni del dispositivo di bloccaggio 1: uno nella parte inferiore telaio, l'altro sul lato appeso. Il collegamento elettrico tra le staffe trasversali viene effettuato con cavi PS-4000 con una sezione trasversale di 50 mm2. Le staffe del portaspazzole sono staccabili (di due metà), fissate con bulloni M20 su due perni isolanti 2 (vedere Fig. 36) installati sulla traversa. I perni in acciaio delle dita vengono pressati con composto per stampaggio AG-4V e su di essi sono montati isolatori in porcellana.
Il portaspazzole (Fig. 38) è dotato di due molle cilindriche/lavoranti in tensione. Le molle sono fissate da un'estremità ad un asse inserito nel foro dell'alloggiamento del portaspazzole 2, e dall'altra estremità all'asse del perno di pressione 4 mediante la vite 5, che regola la tensione della molla. La cinematica del meccanismo di pressione viene scelta in modo tale che nel campo operativo fornisca una pressione quasi costante sulla spazzola 3. Inoltre, quando viene raggiunta l'usura massima consentita della spazzola, la pressione del dito 4 sulla spazzola si interrompe automaticamente. Ciò impedisce danni alla superficie di lavoro del commutatore causati dai fili flessibili delle spazzole usurate. Due spazzole divise del marchio EG-61 con dimensioni di 2(8X50XX60) mm con ammortizzatori in gomma sono inserite nelle finestre del portaspazzole. I portaspazzole sono fissati alla staffa tramite perno e dado. Per un fissaggio e una regolazione più affidabili della posizione del portaspazzole rispetto al piano di lavoro in altezza quando il commutatore si usura, sono previsti pettini sul corpo del portaspazzole e sulla staffa.
L'armatura (Fig. 39, 40) del motore è costituita da un commutatore, un avvolgimento inserito nelle scanalature del nucleo 5 (vedi Fig. 39), assemblato in un pacco di lamiere verniciate di acciaio elettrico grado 1312 di 0,5 mm di spessore, una boccola in acciaio 4, un'idropulitrice posteriore 7 ed anteriore 3, albero 8. Il nucleo presenta una fila di fori assiali per il passaggio dell'aria di ventilazione. Come corpo del collettore funge contemporaneamente l'idropulitrice anteriore 3. Tutte le parti dell'indotto sono montate su un comune manicotto scatolare 4, pressato sull'albero dell'indotto 5, che ne consente la sostituzione.

L'armatura ha 75 bobine e 25 connessioni di equalizzazione sezionali 2. La connessione delle estremità dell'avvolgimento e dei cunei con i galletti delle piastre del collettore / è realizzata con saldatura PSR-2.5 GOST 19738-74 su un'installazione speciale con correnti ad alta frequenza .
Ciascuna bobina ha 14 conduttori individuali, disposti su due file in altezza, e sette conduttori per fila. Sono realizzati in nastro di rame con dimensioni 0,9x8,0 mm, grado L MM e isolati con uno strato, sovrapposto a metà della larghezza, di nastro di vetro-sludinite LSEK-5-SPl con uno spessore di 0,09 mm GOST 13184-78 . Ciascun pacchetto di sette conduttori è inoltre isolato con nastro di mica di vetro LSEK-5-SPl con uno spessore di 0,09 mm con una sovrapposizione pari a metà della larghezza del nastro. Presso NEVZ, le bobine di ancoraggio sono prodotte con filo PETVSD isolato con dimensioni di 0,9X7,1 mm senza applicazione aggiuntiva di isolamento della bobina. L'isolamento del corpo della parte scanalata della bobina è costituito da sei strati di nastro di mica di vetro LSEC-5-SPl con dimensioni di 0,1X20 mm, uno strato di nastro di fluoroplastica con uno spessore di 0,03 mm e uno strato di nastro di vetro LES con un spessore di 0,1 mm, posato con una sovrapposizione pari a metà della larghezza del nastro.

Gli equalizzatori sezionali sono costituiti da tre fili di dimensioni 1X2,8 mm, grado PETVSD. L'isolamento di ciascun filo è costituito da uno strato di nastro di mica di vetro LSEK-5-SGTL con dimensioni di 0,1X20 mm e uno strato di nastro fluoroplastico di spessore di 0,03 mm. Tutto l'isolamento viene posato con una sovrapposizione pari alla metà della larghezza del nastro. I fili isolati sono collegati in una sezione con uno strato di nastro di vetro, posato con una sovrapposizione pari a metà della larghezza del nastro. Nella parte scanalata, l'avvolgimento dell'indotto è fissato con cunei di textolite e nella parte frontale con benda di vetro.
Il collettore motore con superficie utile di diametro 660 mm è realizzato in piastre di rame isolate tra loro con guarnizioni in micanite. Il collettore è isolato dal cono di pressione e dal corpo mediante manicotti in micanite e un cilindro.
L'avvolgimento dell'indotto ha i seguenti dati: numero di slot 75, passo di slot 1-13, numero di piastre del commutatore 525, passo del commutatore 1-2, passo dell'equalizzatore lungo il commutatore 1-176.
I cuscinetti di ancoraggio del motore della serie pesante con rulli cilindrici tipo 80-42428M forniscono una corsa dell'armatura di 6,3-8,1 mm. Gli anelli esterni dei cuscinetti vengono pressati negli scudi dei cuscinetti e gli anelli interni vengono pressati sull'albero dell'indotto. Per evitare l'esposizione all'ambiente esterno e perdite di lubrificante, le camere dei cuscinetti sono dotate di guarnizioni (Fig. 41). I cuscinetti assiali motore sono costituiti da rivestimenti in ottone riempiti con Babbitt B16 GOST 1320-74 lungo la superficie interna e boccole con un livello costante di lubrificante. Le boccole hanno una finestra per l'alimentazione del lubrificante. Per impedire la rotazione delle camicie, nella boccola è prevista una connessione con chiavetta.
La locomotiva elettrica VL10 è dotata di otto motori di trazione di tipo TL2K. Il motore di trazione DC TL2K è progettato per convertire l'energia elettrica ricevuta dalla rete di contatto in energia meccanica. La coppia dall'albero dell'indotto del motore elettrico viene trasmessa alla sala attraverso un ingranaggio elicoidale cilindrico monostadio a doppia faccia. Con questa trasmissione i cuscinetti del motore non ricevono carichi aggiuntivi in direzione assiale. La sospensione del motore elettrico è assiale. Il motore elettrico è supportato da un lato tramite cuscinetti assiali sull'asse delle sale della locomotiva elettrica e dall'altro tramite una sospensione incernierata e rondelle in gomma sul telaio del carrello. Il sistema di ventilazione è indipendente, con aria di ventilazione immessa dall'alto nella camera collettore e scaricata dall'alto sul lato opposto lungo l'asse motore. Le macchine elettriche hanno la proprietà della reversibilità, il che significa che la stessa macchina può funzionare sia come motore che come generatore. Per questo motivo i motori di trazione vengono utilizzati non solo per la trazione, ma anche per la frenatura elettrica dei treni. Con tale frenatura, i motori di trazione vengono commutati in modalità generatore e l'energia elettrica da essi generata a causa dell'energia cinetica o potenziale del treno viene estinta nei resistori installati sulle locomotive elettriche (frenatura reostatica) o trasferita alla rete di contatto (rigenerativa frenata).
Tutti i motori di trazione DC dei vagoni della metropolitana hanno sostanzialmente lo stesso design. Il motore è costituito da un telaio, quattro poli principali e quattro aggiuntivi, un'armatura, scudi dei cuscinetti, un apparato a spazzole e una ventola.
Telaio del motore
È realizzato in acciaio elettromagnetico, ha una forma cilindrica e funge da circuito magnetico. Per il fissaggio rigido alla trave trasversale del telaio del carrello sono previste sul telaio tre borchie di staffa e due coste di sicurezza. Il telaio è dotato di fori per il fissaggio della paleria principale e aggiuntiva, portelli di ventilazione e collettori. Ci sono sei cavi che escono dal telaio del motore. Le parti terminali del telaio sono ricoperte da scudi portanti. Sul telaio è presente una targhetta indicante il produttore, il numero di serie, la massa, la corrente, la velocità di rotazione, la potenza e la tensione.
Poli principali
Fig. 1.
Sono progettati per creare il flusso magnetico principale. Il polo principale è costituito da un nucleo e una bobina. Le bobine di tutti i poli principali sono collegate in serie e formano l'avvolgimento di campo. Il nucleo è costituito da lamiere di acciaio elettrico spesse 1,5 mm per ridurre le correnti parassite. Prima del montaggio le lastre vengono verniciate con vernice isolante, compresse con una pressa e fissate con rivetti. La parte del nucleo rivolta verso l'armatura viene allargata e viene chiamata espansione polare. Questa parte serve a sostenere la bobina, nonché a distribuire meglio il flusso magnetico nel traferro. Nei motori di trazione DK-108A installati sulle vetture E (rispetto al DK-104 sulle vetture D), la distanza tra l'armatura e i poli principali è stata aumentata, il che, da un lato, ha permesso di aumentare la velocità in le modalità di funzionamento del 26% e, d'altra parte, l'efficienza della frenatura elettrica è diminuita (eccitazione lenta dei motori in modalità generatore a causa del flusso magnetico insufficiente). Per aumentare l'efficienza della frenatura elettrica nelle bobine dei poli principali, oltre ai due avvolgimenti principali, che creano il flusso magnetico principale nelle modalità di trazione e frenata, ce n'è un terzo: un avvolgimento polarizzato, che crea un ulteriore flusso magnetico flusso quando il motore funziona solo in modalità generatore. L'avvolgimento di polarizzazione è collegato in parallelo ai due avvolgimenti principali e riceve energia dal circuito ad alta tensione attraverso un interruttore automatico, un fusibile e un contattore. L'isolamento delle bobine dei poli principali è in organosilicio. Il palo principale è fissato al nucleo con due bulloni, che sono avvitati in un'asta quadrata situata nel corpo del nucleo.
Poli aggiuntivi
Sono progettati per creare un flusso magnetico aggiuntivo, che migliora la commutazione e riduce la reazione dell'armatura nell'area tra i poli principali. Sono di dimensioni più piccole dei poli principali e si trovano tra di loro. Il polo aggiuntivo è costituito da un nucleo e una bobina. Il nucleo è reso monolitico, poiché non si verificano correnti parassite nella sua punta a causa della piccola induzione sotto il polo aggiuntivo. Il nucleo è fissato al telaio con due bulloni. Una guarnizione diamagnetica in ottone è installata tra il telaio e il nucleo per ridurre la dissipazione del flusso magnetico. Le bobine dei poli aggiuntivi sono collegate in serie tra loro e all'avvolgimento dell'indotto.

Fig.2.
Una macchina DC ha un'armatura costituita da un nucleo, un avvolgimento, un commutatore e un albero. Il nucleo dell'indotto è un cilindro costituito da lamiere stampate di acciaio elettrico di 0,5 mm di spessore. Per ridurre le perdite dovute alle correnti parassite che si verificano quando l'armatura attraversa un campo magnetico, i fogli sono isolati l'uno dall'altro con vernice. Ogni lastra è dotata di foro con cava per chiavetta per l'inserimento sull'albero, fori di ventilazione e scanalature per la posa dell'avvolgimento dell'indotto. Le scanalature nella parte superiore sono a coda di rondine. Le lastre vengono posizionate sull'albero e fissate con una chiave. I fogli assemblati vengono pressati tra due idropulitrici.
L'avvolgimento dell'indotto è costituito da sezioni inserite nelle scanalature del nucleo e impregnate con vernici di asfalto e bachelite. Per evitare che l'avvolgimento cada dalle scanalature, i cunei di textolite vengono martellati nella parte della scanalatura e le parti anteriore e posteriore dell'avvolgimento sono rinforzate con fascette metalliche, che vengono saldate con stagno dopo l'avvolgimento. Lo scopo del commutatore di una macchina DC in diverse modalità operative non è lo stesso. Pertanto, nella modalità generatore, il collettore serve a convertire la forza elettromotrice variabile (fem) indotta nell'avvolgimento dell'indotto in una fem costante. sulle spazzole del generatore, in quello del motore - per cambiare la direzione della corrente nei conduttori dell'avvolgimento dell'indotto, in modo che l'armatura del motore ruoti in una particolare direzione. Il collettore è costituito da una boccola, piastre di rame del collettore e un cono di pressione. Le piastre del collettore sono isolate tra loro mediante piastre di micanite e dalla boccola e dal cono di pressione mediante manicotti isolanti. La parte operante del commutatore, a contatto con le spazzole, è lavorata e rettificata.
Per evitare che le spazzole tocchino le piastre di micanite durante il funzionamento, il commutatore è sottoposto ad una “pista”. In questo caso le piastre di micanite diventano più basse delle piastre di raccolta di circa 1 mm. Sul lato del nucleo le piastre del collettore presentano sporgenze con una fessura per la saldatura dei conduttori dell'avvolgimento dell'indotto. Le piastre del collettore hanno una sezione trasversale a forma di cuneo e per facilitare il fissaggio hanno una forma a coda di rondine. Il commutatore è inserito a pressione sull'albero dell'indotto e fissato con una chiave. L'albero dell'indotto ha diversi diametri di montaggio. Oltre all'indotto e al commutatore, sull'albero viene premuta una boccola della ventola in acciaio. Gli anelli interni e le boccole dei cuscinetti sono montati a caldo sull'albero.
Scudi dei cuscinetti
Gli scudi sono dotati di cuscinetti a sfera o a rulli: affidabili e non richiedono molta manutenzione. Dal lato del collettore è presente un cuscinetto reggispinta; il suo anello esterno poggia contro la sporgenza dello scudo del cuscinetto. Sul lato della trasmissione è installato un cuscinetto libero che consente l'allungamento dell'albero dell'indotto quando riscaldato. Il grasso denso viene utilizzato per i cuscinetti. Per evitare che il lubrificante venga espulso dalle camere di lubrificazione durante il funzionamento del motore, viene fornita una tenuta idraulica (a labirinto). Il lubrificante viscoso, cadendo in un piccolo spazio tra le scanalature-anelli labichi ricavati nello scudo e la boccola montata sull'albero, sotto l'influenza della forza centrifuga viene lanciato verso le pareti del labirinto, dove il lubrificante stesso crea partizioni idrauliche. Gli scudi dei cuscinetti sono fissati su entrambi i lati del telaio.
Apparecchio a spazzola
Per collegare il commutatore del motore al circuito di potenza dell'auto, vengono utilizzate spazzole in elettrografite del marchio EG-2A, che hanno buone proprietà di commutazione, elevata resistenza meccanica e sono in grado di sopportare grandi sovraccarichi. Le spazzole sono prismi rettangolari che misurano 16 x 32 x 40 mm. La superficie di lavoro delle spazzole è rettificata rispetto al commutatore per garantire un contatto affidabile. Le spazzole sono installate in portaspazzole denominate portaspazzole e collegate agli stessi con derivazioni flessibili in rame: ogni portaspazzole ha due spazzole, il numero di portaspazzole è quattro. La pressione sulla spazzola viene effettuata da una molla, un'estremità appoggia tramite il dito sulla spazzola, l'altra sul portaspazzola. La pressione sulla spazzola deve essere regolata entro limiti rigorosamente definiti, poiché una pressione eccessiva provoca una rapida usura della spazzola e un riscaldamento del commutatore, mentre una pressione insufficiente non garantisce un contatto affidabile tra la spazzola e il commutatore, con conseguente formazione di scintille sotto la spazzola. La pressione non deve superare i 25 N (2,5 kgf) ed essere inferiore a 15 N (1,5 kgf). Il portaspazzole è montato su una staffa e, mediante due perni pressati nella staffa, è fissato direttamente allo scudo del cuscinetto. La staffa del portaspazzole e lo scudo del cuscinetto sono isolati con isolanti in porcellana. Per l'ispezione del commutatore e dei portaspazzole, il telaio del motore è dotato di portelli con coperture che garantiscono una sufficiente protezione dalla penetrazione di acqua e sporco.
Fan
Durante il funzionamento è necessario raffreddare il motore, poiché all'aumentare della temperatura dei suoi avvolgimenti la potenza del motore diminuisce. Il ventilatore è costituito da un mozzo in acciaio e da una girante in silicio, fissata con otto rivetti. Le pale della girante sono disposte radialmente per scaricare l'aria in una direzione. La ventola ruota con l'armatura del motore, creando al suo interno il vuoto. I flussi d'aria vengono aspirati nel motore attraverso i fori sul lato del collettore. Una parte del flusso d'aria lava l'armatura, i poli principali e quelli aggiuntivi, l'altra parte passa all'interno del collettore e dell'armatura attraverso i condotti di ventilazione. L'aria viene espulsa dal lato della ventola attraverso il portello del telaio.
Dati tecnici.
Modalità oraria. Modalità lunga.
Corrente, A……………….480 Corrente, A………………410
Potenza, kW……………….670 Potenza, kW………………...575
Velocità di rotazione, Velocità di rotazione,
giri/min…………….790 giri/min…………..830
Efficienza……………….0.931 Efficienza……………….0.936
Voltaggio del collettore, V…………….1500
Massima velocità di rotazione
con bende moderatamente usurate, giri al minuto. ………………… 1690
Classe di isolamento resistenza al calore:
avvolgimenti dell’indotto……………. IN
sistema polare………………… F
Rapporto di cambio …………………………………………………….. . 88/23
Resistenza dell'avvolgimento ad una temperatura di 200°C, Ohm:
poli principali …………………………………………………………… 0,025
poli aggiuntivi, avvolgimento di compensazione e armatura.... 0,0356
Quantità di aria di ventilazione, m3/min.
non inferiore a………………..…………………95
Peso senza ingranaggi, kg…...…………………...5000
Velocità di rotazione massima, giri/min.................................1690
Caratteristiche tecniche del motore elettrico EDP810.
durata oraria
Attuale A 580 540
Potenza kW 810 755
Velocità di rotazione giri/min 750 770
Efficienza % 93,1 93,3
Voltaggio collettore V 1500
Velocità di rotazione massima giri/min 1800
Classe di isolamento ancorante N
sistema di pali H
Numero di prese d'aria Aria m3/s 1,25
Peso (kg. 5000
Corrente di armatura all'avvio di A 900
Corrente di eccitazione all'avvio di A 800
Elementi principali: telaio, due scudi portanti, sei poli principali, sei aggiuntivi, armatura e gruppo spazzole.
Scheletro Il telaio serve ad accogliere gli elementi principali del motore di trazione ed è un circuito magnetico. È dotato di due colli per gli scudi dei cuscinetti, portelli del collettore superiore e inferiore, un portello di ventilazione per l'alimentazione dell'aria di raffreddamento, un portello con un involucro per la sua espulsione e un involucro per eliminare la pressione dell'aria nel telaio. Due borchie per cuscinetti assiali motore boccole, quattro borchie per il trasporto e quattro staffe per il fissaggio delle scatole degli ingranaggi. Nella parte posteriore sono presenti due beccucci di sicurezza in caso di rottura della sospensione a pendolo del motore elettrico e una piattaforma per il fissaggio della sua staffa.
Scudi dei cuscinetti. Gli scudi dei cuscinetti servono per accogliere i cuscinetti dell'armatura del motore dell'albero dell'indotto, cioè per centrarlo e mantenere una fornitura di lubrificante. Vengono pressati nei colli del telaio, riscaldati da un riscaldatore a induzione ad una temperatura di 100-150 gradi. Gli scudi sono dotati di fori filettati per l'estrazione. Parti delle unità cuscinetto vengono premute sulle estremità dell'albero dell'indotto e nei fori degli scudi.
Un anello reggispinta posteriore, un anello interno anteriore del cuscinetto dell'indotto e un anello reggispinta anteriore vengono pressati su ciascuna estremità dell'albero dell'indotto. L'anello esterno del cuscinetto con rulli e separatore viene pressato nel foro centrale di ciascuno scudo. È fissato tramite coperchi anteriore e posteriore con labirinti, collegati tra loro e allo schermo tramite dadi e prigionieri. Lo scudo del cuscinetto con le coperture anteriore e posteriore costituisce la camera del cuscinetto.
Un anello a labirinto viene premuto sull'anello reggispinta anteriore. I cuscinetti hanno uno spallamento sugli anelli interni e forniscono una corsa dell'armatura nel telaio entro 6,3-8 mm, che garantisce l'equalizzazione dei carichi tra gli ingranaggi sinistro e destro. Durante il montaggio dei cuscinetti, le camere dei cuscinetti vengono riempite con lubrificante LRW in una quantità di 1,5 kg. Se necessario, al TP, attraverso un tubo nello scudo cuscinetto, ascoltare il funzionamento dei cuscinetti motore-ancora e aggiungere 150-170 g. Lubrificanti LRW.
Poli principali. I poli principali servono a creare il flusso magnetico principale della trazione
motore elettrico. Il polo principale è costituito da un nucleo e una bobina. Il nucleo è laminato, cioè è costituito da fogli di acciaio elettrico di 0,5 mm di spessore, verniciati e rivettati con rivetti tubolari. Il nucleo laminato riduce le correnti parassite, che riducono il riscaldamento dei nuclei. Le aste in acciaio massiccio con filettatura per bulloni a quattro poli vengono pressate in due fori rettangolari nel nucleo. Le teste dei bulloni che fissano i pali superiori sono riempite con una massa composta. Nell'arco polare del nucleo sono stampate 10 scanalature per la posa delle spire dell'avvolgimento di compensazione. La bobina del polo principale è avvolta da una sbarra di rame su un bordo largo e ha 19 spire. I cavi flessibili in rame, filo intrecciato e isolato con una sezione trasversale di 95 mm con punte sono saldati all'inizio e alla fine della bobina. L'isolamento della bobina è di classe F tra spire, corpo e coperchio. Per evitare danni all'isolamento della bobina, durante l'assemblaggio, viene installata una flangia metallica tra lo stesso e il nucleo. Quando si installa un palo, tra il nucleo e il telaio viene installata una guarnizione in acciaio di 0,5 mm di spessore.
Le bobine di sei poli sono collegate tra loro in serie e formano un avvolgimento dei poli principali (avvolgimento di eccitazione), che ha fili dal nucleo contrassegnati K e KK. I terminali sono realizzati in filo di rame, cordato e isolato con sezione di 120 mm 2 e sono protetti da teloni di copertura.
Ulteriori vantaggi (pali aggiuntivi). I poli aggiuntivi servono per migliorare la commutazione. Il polo aggiuntivo è costituito da un solido nucleo in acciaio e da una bobina. Il nucleo è solido, poiché l'induzione sotto il polo è piccola e le correnti parassite sono insignificanti.La bobina del polo aggiuntivo è avvolta da una sbarra di rame e ha 10 spire. Isolamento tra spire, corpo e coperchio di classe F. I terminali della bobina di questi poli sono prodotti in due versioni. Nella prima opzione, un terminale è flessibile da filo isolato con una sezione trasversale di 95 mm, e il secondo è rigido e realizzato in lamiera di rame con una sezione trasversale di 6 ´ 20 mm. Nella seconda opzione, entrambi i terminali sono flessibili: uno è costituito da filo di rame, intrecciato e isolato con una sezione di 95 mm2, mentre il secondo è costituito da una calza di rame PN. Questo design del terminale è più affidabile, motivo per cui è l'unico attualmente utilizzato.
La bobina è fissata al nucleo mediante angolari in bronzo rivettati al nucleo e il nucleo al nucleo tramite una guarnizione in ottone (diamagnetica) di 8 mm di spessore. Proprio come i poli principali, tra la bobina e il nucleo è installata una flangia in acciaio.
Le bobine di sei poli sono collegate in serie e formano un avvolgimento di poli aggiuntivi collegati in serie con l'avvolgimento dell'indotto.
Avvolgimento di compensazione. L'avvolgimento di compensazione serve a compensare completamente la reazione dell'indotto sotto ciascuno dei poli principali. La bobina di avvolgimento è avvolta da una barra di rame morbido. Ha 10 spire isolate. Ogni due spire sono isolate insieme, quindi la bobina finita ha 5 doppie spire. Quindi questi turni sono coperti con il corpo e la copertura
isolamento di classe F. Un lato della bobina si inserisce nelle scanalature dell'arco polare del nucleo di un polo e l'altro lato si inserisce nelle scanalature dell'arco polare del nucleo del polo adiacente. e ciascuna delle sue doppie spire è fissata con cunei di textolite.
Nota: quando l'intera bobina è posizionata nel nucleo di un polo, a causa della diversa direzione della corrente in ciascuno dei cinque lati della bobina, non avrà flusso magnetico.
Le bobine dei sei poli dell'avvolgimento sono collegate in serie e formano un avvolgimento di compensazione collegato in serie all'avvolgimento dell'indotto.
Ancora. L'armatura serve a creare un flusso magnetico che, interagendo con il flusso magnetico dei poli principali, crea la coppia del motore di trazione.
Gli elementi principali dell'armatura: albero 8, manicotto 4, nucleo 5, avvolgimento 6, commutatore (1.3) e idropulitrice posteriore. Serve per pressare elementi di armatura e ingranaggi.
Boccola del tipo a tamburo. Serve per pressare l'idropulitrice posteriore, il nucleo dell'indotto, fissare l'avvolgimento dell'indotto e premere sul commutatore. È costituito da una parte cilindrica e da un tamburo. Il tamburo della boccola ha fori di ventilazione rotondi alle estremità e all'interno sono presenti nervature di irrigidimento con fori di ventilazione oblunghi.
Core 5 è costituito da lamiere di acciaio elettrico di spessore 0,5 mm. Presenta 75 scanalature attorno alla circonferenza per le bobine di avvolgimento dell'indotto. Una fila di fori di ventilazione e un foro centrale per il tamburo del mozzo. Il nucleo viene premuto sul tamburo della boccola lungo una chiave e fissato su di esso con un'idropulitrice posteriore 7 e un alloggiamento del collettore 3. L'idropulitrice posteriore viene pressata sul tamburo della boccola lungo la chiavetta, e il collettore viene pressato sulla parte cilindrica della boccola anch'essa lungo la chiavetta. Il corpo collettore 3 funge da idropulitrice anteriore.
L'avvolgimento dell'indotto è ad anello. È composto da 75 bobine, ciascuna delle quali ha 7 sezioni. Ci sono due conduttori posizionati verticalmente nella sezione. L'avvolgimento ha 25 collegamenti equalizzatori di tre conduttori ciascuno, ovvero un totale di 75 conduttori.Il passo delle sezioni lungo il collettore è 1-2, il passo delle bobine lungo le fessure è 1-13, il passo delle i conduttori di equalizzazione lungo il collettore sono 1-176. La forma della bobina di avvolgimento dell'indotto è mostrata nella Figura 22a. Il mulinello ha una parte scanalata e due parti frontali.
Quando si monta l'armatura, la parte scanalata della bobina si inserisce nelle scanalature del nucleo dell'indotto, la parte anteriore
parte sul corpo collettore, e la parte posteriore sull'idropulitrice posteriore. Isolamento tra spire di conduttori e sezioni, isolamento del corpo e del coperchio delle bobine di classe B. Le bobine di avvolgimento dell'indotto nella parte scanalata sono fissate con cunei di textolite e nelle parti frontali sono strettamente avvolte con nastro adesivo di vetro.
Collettore. Il commutatore effettua la commutazione, cioè mantiene costante la direzione della corrente nelle sezioni dell'avvolgimento di indotto sotto ciascuno dei poli principali.
Il collettore è costituito da un alloggiamento 4 e da un cono di pressione 6, realizzato in acciaio fuso. Tra di loro ci sono 525 piastre collettrici in rame legato all'argento 1 e tra loro ci sono altrettante piastre di micanite. Le piastre sono isolate dal corpo e dal cono dai lati tramite polsini di micanite (coni) 7 e 3, e dal basso tramite cilindro di micanite 2. Il corpo e il cono di pressione sono collegati tra loro tramite bulloni 5. La parte sporgente della micanite il bracciale 7, situato sul cono di pressione, è fasciato strettamente con nastro adesivo di vetro. L'ultimo strato di questo nastro è ricoperto con smalto isolante elettrico NTs-929 o GF-92ХС fino ad ottenere una superficie liscia e lucida. Questa parte del collettore è chiamata isolante o cono di micanite. Il collettore assemblato viene premuto lungo la chiave sulla parte cilindrica della boccola dell'armatura, l'anello della coppa dell'olio 9 viene installato e il dado a corona 10 viene serrato.
La parte inferiore delle piastre del collettore è a forma di coda di rondine, garantendo il loro fissaggio affidabile tra il corpo del collettore e il cono di pressione (Fig. 24). Nella parte superiore presentano delle sporgenze chiamate “galletti”. Quando si assembla l'indotto, le sezioni della bobina di avvolgimento dell'indotto e i suoi collegamenti di equalizzazione vengono saldati nelle rispettive fessure. Per alleggerire il peso del collettore, riducendo così le forze centrifughe, e per alleviare le sollecitazioni che si presentano quando il collettore viene riscaldato, vengono praticati dei fori. Su entrambi i lati della piastra del collettore vengono rimossi gli smussi di 0,2 mm ´ 45o e le piastre di micanite vengono approfondite (approfondite) di 1,5 +/- 0,1 mm.
Unità spazzola. Il gruppo spazzole serve a fornire corrente attraverso il commutatore all'avvolgimento dell'indotto.
Gli elementi principali del gruppo spazzole: una traversa rotante 1, perni della staffa 2 con isolatori, portaspazzole 4 e spazzole.
La traversa serve per fissare l'apparato spazzola e per impostare la commutazione. Prodotto in
sotto forma di anello diviso in acciaio con denti lungo la circonferenza esterna. In sezione trasversale presenta un dispositivo di espansione che serve a comprimere la traversa prima della sua rotazione ed espanderla nello scudo del cuscinetto dopo il suo completamento. I denti della traversa ingranano con i denti dell'ingranaggio rotante 6, che è fissato con un rullo vicino al portello del collettore inferiore. La sua estremità quadrata, realizzata per una chiave a cricchetto, si estende all'esterno del telaio. Nello scudo del cuscinetto, la posizione della traversa è fissata da un morsetto 5, situato vicino allo sportello superiore del collettore, e da due dispositivi di bloccaggio 7. Nella fabbrica del produttore, dopo aver impostato la commutazione, la posizione della traversa è contrassegnata da segni sul telaio e sulla traversa.
Le dita della staffa vengono utilizzate per fissare le staffe del portaspazzole. Il perno è costituito da un perno in acciaio 1 con una filettatura, pressato sulla parte superiore con un composto pressato AG-4V e un isolante in porcellana 3, pressato saldamente su uno strato di composto pressato utilizzando pasta AST-T. Prima di installare l'isolante, sulla sporgenza del perno chiavi in mano viene posizionata una rondella in micanite. I perni sono avvitati nella traversa, due affiancati, per fissare una staffa.
Le staffe vengono utilizzate per fissare i portaspazzole. La staffa 3 è in acciaio, staccabile e composta da due metà.
La staffa è fissata su due dita ed entrambe le metà sono serrate con un bullone. Sulla superficie terminale della metà superiore è presente un perno 4 e un “pettine” per il fissaggio del portaspazzole, nonché fori filettati per il fissaggio di cavi e ponticelli tra i portaspazzole. I portaspazzole 2 vengono utilizzati per installare le spazzole. Il portaspazzole è realizzato in ottone siliconato. Ha una superficie di accoppiamento con un foro ovale e un “pettine” per
fissandolo al perno della staffa utilizzando un dado con rondella elastica, una finestra per l'installazione di due spazzole 3 e un meccanismo a pressione. Comprende due molle di tensione 1 e dita di pressione 4. Il meccanismo fornisce una pressione costante sulla spazzola indipendentemente dalla sua altezza e la ferma ad un'altezza minima. La tensione delle molle, che regolano la pressione sulle spazzole, viene effettuata mediante viti 5. I derivatori in treccia di rame di entrambe le spazzole sono fissati con una vite al corpo del portaspazzole.
Le spazzole servono a creare un contatto strisciante tra il commutatore ed il portaspazzole.
Spazzole elettrografitate, base nero carbone, in due parti, con ammortizzatori in gomma, tipo
EG-61 misura 2 (8 ´ 50 ´ 60) mm. In ciascun portaspazzole sono installate due spazzole.
La spazzola è composta da due metà 1, ammortizzatori in gomma 2, derivatori in treccia di rame 3 e punte in rame stagnato saldate ad esse 4. I derivatori di rame vengono fissati nei fori delle spazzole utilizzando polvere di rame mediante il metodo di calafataggio. In questo caso la resistenza di transizione tra lo shunt e la spazzola non deve essere superiore a 1,25 MΩ. Altrimenti, la polvere per calafataggio brucerà e lo shunt di rame brucerà. Le spazzole elettrografitate differiscono dalle spazzole del tipo EG-2A precedentemente prodotte per l'assenza di contenuto di ceneri, che contribuisce alla formazione di una lucidatura stabile sulla superficie di lavoro del commutatore e aiuta ad aumentare le proprietà di commutazione delle spazzole.
Sistema di ventilazione. Il sistema di ventilazione è indipendente. L'aria di raffreddamento entra attraverso il portello dal lato del collettore, raffredda il collettore e passa attraverso lo spazio tra i suoi rinforzi in tre modi:
· nell'intercapedine d'aria tra l'armatura ed i poli;
· fori passanti nel nucleo;
· fori passanti nella boccola e attorno al suo diametro interno;
Schema di collegamento dell'avvolgimento. Il motore di trazione tipo TL-2K1 è un motore con eccitazione in serie, quindi i suoi avvolgimenti sono collegati come segue:
· sei bobine del polo principale sono collegate in serie e formano l'avvolgimento del polo principale (avvolgimento di eccitazione). Ha conclusioni dal telaio contrassegnate K e KK..
· sei bobine dell'avvolgimento dei poli aggiuntivi, sei bobine dell'avvolgimento di compensazione e dell'avvolgimento dell'indotto sono collegate in serie nel seguente ordine: uscita I, ponticello tra portaspazzole positivo, spazzole positive, collettore, sezioni dell'avvolgimento dell'indotto, collettore, negativo spazzole, relativi portaspazzole, ponticello tra loro, avvolgimenti delle bobine: DP, KO, KO, DP, KO, DP, KO, KO, DP, KO, KO, DP, uscita terminale.
Appunti:
· nello schema le bobine dei poli aggiuntivi della DC sono indicate con i numeri dispari 1, 3, 5, 7, 9, 11, e le bobine dell'avvolgimento di compensazione sono indicate con le lettere H, S, H, S , H, S;
· gli avvolgimenti di campo di due motori elettrici di trazione accoppiati sono collegati in serie con gli avvolgimenti dell'indotto di questi motori nel circuito di potenza della locomotiva elettrica mediante elementi a camma degli interruttori dei freni.
· la bobina del polo principale è avvolta su una costola in nastro di rame dolce LMM, dimensioni 1,95´ 65 mm, piegata lungo il raggio per garantire l'aderenza alla superficie interna del telaio. L'isolamento interturn è realizzato in carta di amianto in due strati di 0,2 mm di spessore e impregnato con vernice KO-919 GOST 16508-70. L'isolamento del corpo è costituito da otto strati di nastro di mica di vetro LSEP-934-TP 0,13 ´ 30 mm GOST13184-78 con film di polietilene tereftalato su vernice del marchio PE-934 e uno strato di nastro tecnico termoretraibile lavsan con uno spessore di 0,22 mm TU-17 GSSR8-79, sovrapposto con una sovrapposizione di metà della larghezza del nastro;
· la bobina polare aggiuntiva è avvolta da una sbarra di rame con dimensioni di 6 ´ 20 mm. L'isolamento tra le spire è costituito da guarnizioni in amianto dello spessore di 0,5 mm, impregnate con vernice KO-919. L'isolamento del corpo della bobina è uguale a quello della bobina del polo principale;
· la bobina di avvolgimento di compensazione è avvolta da una barra PMM in rame dolce con dimensioni di 3,28 ´ 22 mm. L'isolamento tra le spire è costituito da uno strato di nastro di mica di vetro, sovrapposto a metà della larghezza del nastro. L'isolamento del corpo è costituito da sei strati di nastro di mica di vetro LSEK-5-SPL con uno spessore di 0,11 mm GOST13184-78 e uno strato di nastro tecnico termoretraibile lavsan con uno spessore di 0,22 mm TU-17 GSSR 8-78, posato con una sovrapposizione pari a metà della larghezza del nastro;
La sezione dell'avvolgimento dell'indotto è composta da due conduttori in nastro di rame dimensionato
0,9 ´ 8,0 mm marca LMM e isolato in uno strato con una sovrapposizione di metà della larghezza con nastro di vetro-sludinite LSEK-5-SPl con uno spessore di 0,09 mm. Ciascun pacchetto di sette conduttori è isolato in modo simile. L'isolamento del corpo della parte scanalata della bobina è costituito da sei strati di nastro di mica di vetro LSEC-5-SPl da 0,01´ 20 mm, uno strato di nastro di fluoroplastica da 0,03 mm di spessore e uno strato di nastro di vetro LES da 0,1 mm di spessore, posato con una sovrapposizione pari alla metà della larghezza del nastro;
· i collegamenti di equalizzazione sono costituiti da tre conduttori da 1 x 2,8 mm, marca PETVSD. L'isolamento di ciascun filo è costituito da nastro di mica di vetro LSNK-5-SPl con dimensioni di 0,1´ 20 mm, uno strato di nastro fluoroplastico con uno spessore di 0,03 mm. Tutto l'isolamento viene posato con una sovrapposizione pari alla metà della larghezza del nastro. I fili isolati sono collegati in una sezione con uno strato di nastro di vetro, posato con una sovrapposizione pari a metà della larghezza del nastro.
TIPI DI RIPARAZIONI DI MOTORI DI TRAZIONE E LORO BREVE
CARATTERISTICA.
Le regole di riparazione per i motori elettrici di trazione stabiliscono tre tipi di riparazione: deposito TR3, SR medio e KR maiuscolo. Il chilometraggio della locomotiva elettrica tra ciascuno di essi è di 750mila km.
Un breve elenco dei lavori eseguiti durante le riparazioni in deposito del TR-3:
· smontare il motore elettrico senza rimuovere le bobine polari dai nuclei, ispezionare e riparare il telaio, gli scudi dei cuscinetti, i cappucci MOS e le loro camicie. Riparazione della parte meccanica dell'ancoraggio. Rilevamento di difetti magnetici nei coni degli alberi e negli anelli interni dei cuscinetti dell'indotto;
· tornitura, scanalatura, smussatura e rettifica del collettore. Revisione del gruppo spazzole.
· impregnazione delle bobine di polo e di armatura se la resistenza di isolamento è inferiore a 1 MOhm. e non viene ripristinato dopo l'essiccazione, le bobine sono state impregnate durante la fabbricazione o la riparazione con vernici olio-bitume e
dopo aver sostituito le fasce di ancoraggio indebolite.
L'impregnazione delle bobine polari viene effettuata senza rimuovere i poli dal telaio e le bobine di ancoraggio - senza rimuovere i cunei nella vernice impregnante FL-98.
Dopo l'impregnazione delle bobine e la loro asciugatura, rivestimento delle stesse e del telaio dall'interno con smalto isolante elettrico EP-91. Assemblaggio, verniciatura esterna del telaio e collaudo del motore elettrico presso il banco prova.
Nota: presso TR3, il rilevamento dei difetti magnetici dell'albero cardanico, dei suoi azionamenti, degli assi, delle traverse e degli alloggiamenti dei cuscinetti ad aghi viene effettuato sui motori di trazione delle locomotive elettriche di emergenza.
Un breve elenco dei lavori eseguiti durante la riparazione media di un CP: oltre a TP3, produzione
· per le bobine polari, rimozione dell'isolamento del corpo. Ispezione dell'isolamento tra le spire, misurazione della resistenza ohmica delle bobine e controllo dei cortocircuiti tra le spire. Sostituzione dei cavi rigidi con quelli flessibili. Posa del nuovo isolamento della carrozzeria, impregnazione, asciugatura e rivestimento con smalto isolante elettrico EP-91.
· All'ancoraggio, rimuovere la benda se è allentata, presenta bruciature da arco o delaminazione. Ispezione delle parti visibili dell'avvolgimento dell'armatura e della saldatura nei galletti. Doppia impregnazione dell'avvolgimento, asciugatura e rivestimento con smalto EP-91. Assemblaggio, verniciatura e collaudo di un motore elettrico presso una stazione di collaudo.
Revisione del KR: riparazione di tutti i componenti con smontaggio completo e riportando tutte le dimensioni sui disegni. Sostituzione dell'isolamento del collettore e dell'isolamento delle bobine di tutti gli avvolgimenti. Assemblaggio, verniciatura e collaudo di un motore elettrico presso una stazione di collaudo.
CONCETTO DI PROVA DEI MOTORI DI TRAZIONE.
Prima di testare i motori di trazione, assicurarsi che le spazzole siano installate correttamente in folle e controllare che l'armatura ruoti liberamente manualmente. Al minimo, controllare il funzionamento del gruppo commutatore-spazzola quando si ruota l'indotto in entrambe le direzioni.
· misura la resistenza ohmica degli avvolgimenti ad una temperatura ambiente di 20 gradi. La sua deviazione dal valore nominale non deve essere superiore al 10%;
· testare il riscaldamento dell'avvolgimento alla tensione nominale e alla corrente oraria per 1 ora utilizzando il metodo del funzionamento di ritorno
Temperature massime ammissibili in gradi per le classi di isolamento.
Avvolgimento dell'indotto 120 140 160
Avvolgimento polare 130 155 180
Collezionista 95 95 105
Nota: la quantità nominale di aria per il motore di trazione TL-2K1 è di 95 m 3/min.
· controllare la frequenza in entrambe le direzioni alla corrente oraria e alla tensione nominale. La deviazione della velocità di rotazione non deve essere superiore a +/- 3%;
· effettuare una prova a velocità maggiore. Per motore elettrico di trazione TL-2K1
2260 giri/min;
· controllare la tenuta elettrica dell'isolamento di spira per 5 minuti, la tensione è superiore del 50% alla tensione nominale;
· verificare il runout del collettore. Non è consentito più di 0,08 mm;
· verificare la commutazione durante la rotazione in entrambi i sensi. Viene controllato in tre modalità:
La tensione di collettore è nominale (1500 V), la corrente di armatura è doppia 960 A orari, la corrente di eccitazione è nominale;
La tensione sul collettore è la più alta (2000 V), la velocità di rotazione massima per i test è 2260 giri/min. La corrente di eccitazione è la più piccola, corrispondente a OB4, cioè il 36% della corrente di armatura;
La tensione sul collettore è la più alta (2000 V), la corrente di armatura è la più alta all'avviamento, la corrente di eccitazione è la più bassa, corrispondente a OB4.
· verificare la resistenza di isolamento degli avvolgimenti rispetto alla custodia, che deve essere almeno
· verificare la tenuta elettrica dell'isolamento con corrente alternata per 1 minuto con tensione: KR - 8800 V, SR-7000 V, TP3 - 6000 V.
SEQUENZA DI POSA E FISSAGGIO DELL'AVVOLGIMENTO ANCORA.
· connessioni equalizzatrici preisolate sono posizionate e fissate sul collare in micanite del corpo collettore. I loro conduttori, con un passo lungo il collettore di 1-176, vengono inseriti nelle fessure dei galletti delle piastre del collettore;
· guarnizioni in mica di vetro sono posizionate nelle scanalature del nucleo e guarnizioni in micanite sono posizionate sull'idropulitrice e sui collegamenti di equalizzazione installati.
· le sue bobine vengono posizionate nelle scanalature del nucleo dell'indotto a passi di 1-13 e le loro sezioni vengono inserite a passi di 1-2 nelle fessure dei galletti delle piastre del commutatore. Tra i due lati delle diverse bobine, nella scanalatura sono preinserite guarnizioni in mica;
· nella parte scanalata della bobina, gli avvolgimenti dell'indotto sono fissati con cunei in textolite;
· eseguire la saldatura delle sezioni degli avvolgimenti dell'indotto e dei collegamenti di equalizzazione;
· effettuare l'impregnazione primaria dell'avvolgimento dell'indotto con la vernice impregnante FL-98 e l'essiccazione in forni di essiccazione.
· una benda di vetro è posta in tensione sulle parti frontali delle spire di avvolgimento dell'indotto;
· eseguire l'impregnazione secondaria dell'avvolgimento dell'indotto nella stessa vernice, essiccazione, rivestimento con smalto isolante elettrico EP-9, lavorazione meccanica del commutatore e bilanciamento dinamico dell'indotto su entrambi i lati.
Appunti
Brevi informazioni sugli avvolgimenti dell'indotto.
Gli avvolgimenti dell'indotto delle macchine locomotive elettriche sono di due tipi:
· avvolgimento ondulato (Fig. 32, 34). La forma dell'onda che si avvolge quando è aperta ricorda un'onda. In un avvolgimento ad onda semplice, le sezioni poste sotto poli diversi sono collegate in serie. Pertanto tale avvolgimento è detto anche seriale;
· avvolgimento ad anello (Fig. 32, 33). La forma della bobina di avvolgimento ricorda un anello. Nell'avvolgimento ad anello semplice, i tratti posti sotto ciascuna coppia di poli formano rami paralleli, motivo per cui viene anche chiamato parallelo.
Ognuno di questi avvolgimenti è diviso dalle spazzole in rami paralleli. Nell'avvolgimento ondulato, indipendentemente dal numero di coppie di poli, ce ne sono sempre due. In un avvolgimento ad anello, il loro numero è uguale al numero di poli. Il numero di rami paralleli determina l'ambito di applicazione dell'avvolgimento.
Confronto degli avvolgimenti in base alla corrente. La massima quantità di corrente che può passare attraverso l'avvolgimento dell'indotto è determinata dal suo valore in un ramo parallelo. Più rami sono paralleli, meno corrente scorre in ciascuno di essi (la corrente dell'avvolgimento viene divisa per il loro numero). Poiché il numero di rami paralleli è maggiore in un avvolgimento ad anello, può trasportare più corrente di un avvolgimento ad onda. Questo avvolgimento viene utilizzato nei motori di trazione delle locomotive elettriche della serie
VL11, (VL11 m), situazioni di emergenza e nel generatore convertitore funzionante a correnti elevate.
Confronto degli avvolgimenti in base alla tensione. La quantità di tensione applicata all'avvolgimento è determinata dal numero di sezioni dell'avvolgimento dell'indotto in un ramo parallelo. Con lo stesso numero di sezioni negli avvolgimenti di entrambi i tipi, il numero di sezioni in un ramo parallelo in un avvolgimento ondulato è maggiore (diviso per due). Pertanto, questo avvolgimento è collegato a una tensione più elevata (minore caduta di tensione in ciascuna sezione) rispetto all'avvolgimento del circuito. Gli avvolgimenti d'onda sono utilizzati nei motori di macchine ausiliarie che funzionano con una tensione del collettore di 3000 V.
Funzione di avvolgimento del loop. La particolarità dell'avvolgimento ad anello è che ciascuno dei suoi rami paralleli si trova sotto una determinata coppia di poli principali. Poiché è tecnologicamente impossibile produrre tutti i poli principali con la stessa forza magnetizzata e creare idealmente degli spazi d'aria tra l'armatura e i poli, nei rami paralleli vengono indotte campi elettromagnetici di diversa entità. provoca la comparsa di correnti di equalizzazione nei rami paralleli dell'avvolgimento dell'indotto. Queste correnti, a causa della piccola resistenza dei rami paralleli, sono significative. Le correnti di equalizzazione che passano attraverso le spazzole sovraccaricano alcune spazzole e ne scaricano altre. Per rimuoverli dalle spazzole vengono utilizzati collegamenti equalizzatori che collegano i punti dell'avvolgimento dell'indotto con lo stesso potenziale.
SEQUENZA DI ROTAZIONE DELLA TRAVERSA.
· scollegare i cavi dalle staffe dei due portaspazzole superiori e allontanarli dalla traversa;
· svitare il bullone della fascetta finché la fascetta non fuoriesce dalla scanalatura del supporto sul telaio;
· il fermo è ruotato di 180 gradi e incassato nella scanalatura del supporto per evitare impigliamenti nelle dita delle staffe del portaspazzole e del rivestimento durante la rotazione della traversa;
· svitare di 3-4 giri i bulloni dei dispositivi di bloccaggio;
· attraverso lo sportello inferiore del collettore, ruotando il perno del dispositivo di espansione sulla traversa nella direzione verso di voi, installare uno spazio nel punto di taglio non superiore a 2 mm;
· ruotando dolcemente la traversa rotante con una chiave a cricchetto, si portano due portaspazzole dal lato della botola di ventilazione verso la botola superiore del collettore, e poi i restanti portaspazzole, ruotando la traversa in senso opposto;
· girando la traversa attraverso lo sportello inferiore del collettore, i portaspazzole vengono portati allo sportello in ordine inverso;
La rotazione della traversa in entrambe le direzioni impedisce al dente dell'ingranaggio rotante di entrare nel taglio della traversa.
Dopo aver completato l'ispezione o la riparazione del gruppo spazzole, la traversa viene installata in base ai rischi. Fissano i cavi prelevati dalle staffe superiori, aprono la traversa ruotando il perno del dispositivo di espansione “lontano da te”, osservando attraverso lo sportello superiore che la serratura combacia con la scanalatura della traversa e serrano i bulloni dei dispositivi di bloccaggio finché non si fermano.
REQUISITI DEL GRUPPO SPAZZOLA-RACCOLTA IN FUNZIONE.
· il collettore deve avere una superficie asciutta, liscia, di colore noce scuro o chiaro (presenza di poli-
tour), senza tracce di fuoco, sbavature o graffi circolari;
· la profondità del percorso della micanite del collettore deve essere normale e gli smussi sulle piastre del collettore devono essere corretti;
· il cono di micanite deve essere pulito, liscio, senza crepe nello smalto isolante elettrico NTs-929. Non avere questo smalto staccato e nessuna traccia di bruciature da arco elettrico;
· la traversa deve essere correttamente installata nello scudo cuscinetto e sbloccata;
· le linguette delle staffe portaspazzole devono essere saldamente avvolte nella traversa. I loro isolanti in porcellana devono essere puliti, esenti da crepe, scheggiature e tracce di bruciature da arco e non devono girare sulle dita;
· I portaspazzole devono essere installati correttamente rispetto al commutatore, garantendo il normale funzionamento delle spazzole e la pressione sulle stesse. Non dovrebbe presentare tracce di ustioni da arco;
· Prima di posizionare le spazzole nel portaspazzole, è necessario asciugarle e macinarle nel commutatore. Non dovrebbero esserci crepe, scheggiature o rotture nello shunt di rame più grandi del normale. Le spazzole devono avere un'altezza normale ed essere correttamente installate nelle finestre dei portaspazzole senza distorsioni o inceppamenti.
TIPOLOGIE DI DANNI AL MOTORE DI TRAZIONE E LORO CARATTERISTICHE
SEGNI SUL SUO COLLEZIONISTA.
· fusione del rame del collettore alle estremità delle lamelle e dei galletti, bruciatura del cono di micanite, smalto bruciato dall'arco degli isolatori delle staffe: conseguenza del fuoco circolare per vari motivi;
· riscaldamento locale del collettore (colorazione blu delle piastre del collettore), che può provocare la bruciatura dell'isolamento della bobina nella scanalatura del nucleo dell'indotto: cortocircuito tra le spire nella bobina dell'avvolgimento dell'indotto;
· incendio di due piastre collettrici adiacenti: rottura dei tratti di avvolgimento dell'indotto;
· abrasione del collettore: il derivatore in rame di una delle spazzole non è fissato, il portaspazzole è caduto per installazione non corretta, kurzhak sul collettore (si forma in inverno se la locomotiva elettrica viene lasciata con i pantografi abbassati dopo un viaggio);
· lubrificazione sul commutatore: eccesso di lubrificazione nel cuscinetto dell'armatura del motore o rottura del labirinto del coperchio posteriore dello scudo del cuscinetto;
· umidità sul collettore: portelli allentati, uscita della locomotiva elettrica da una stalla calda senza asciugare i motori di trazione dall'unità di riscaldamento.
DIMENSIONI DI RIFIUTO GRUPPO SPAZZOLE-RACCOLTA IN FUNZIONE.
TL-2K1 AL-484eT
· altezza spazzola mm……………… inferiore a 25 inferiore a 21
·scheggiatura % dell'area…………………più di 10 più di 10
· rotture fili delle derivazioni in rame %…………… più di 15 più di 15
· pressione sulla spazzola kg………più di 3,7 più di 2,1
meno di 3,0 meno di 1,6
la differenza tra queste pressioni in
un portaspazzole o
portaspazzole della stessa polarità %... più di 10 più di 10
· spazio tra spazzola e portaspazzola
per spessore pennello mm……… più di 0,35 più di 0,35
per larghezza spazzola mm più di 1 più di 1
· distanza tra il corpo
portaspazzole e funzionante
superficie collettore mm……………… più di 5 più di 4
meno di 2 meno di 1,8
idem per i galletti mm……………… meno di 4 meno di 7
· profondità traccia collettore mm……….meno di 0,5 inferiore a 0,5
· eccentricità del collettore mm………più di 0,1 più di 0,1
· portata collettore mm………………… maggiore di 0,2 maggiore di 0,2
(su autorizzazione del capo del servizio locomotive fino a 0,5 mm)
DIMENSIONI DI RIFIUTO DEL GRUPPO RACCOGLITORE-SPAZZOLA
MOTORI ELETTRICI DI MACCHINE AUSILIARI
Per motori TL100M: NB431P: TL122: NB110: NB436V:
Dv. Generatore
- altezza spazzola mm. meno di 30 30 30 16 20 25
- spazio tra la spazzola e
spessore portaspazzole mm. più di 0,5 0,5 0,5 0,5 0,5 0,5
- spazio tra la spazzola e
larghezza portaspazzole mm. più di 0,9 0,9 0,9 0,9 0,8 0,8
- distanza dal corpo
portaspazzole per lavorare più di 5 5 5 4 2.5 2.5
superficie collettore mm. meno di 2,5 2,5 2,5 2 2,5 2,5
- Stessa cosa per i galletti mm. più di 5 4 3 4 5,5 12,5
- premendo la spazzola kg. meno di 1,2 1 1,2 2,75 1 0,75
più di 1,5 1,5 1,5 3,2 1,2 0,1
- profondità binario mm. più di 0,3 0,3 0,3 0,3 0,3 0,3
- eccentricità commutatore mm. più di 0,1 0,1 0,1 0,1 0,1 0,1
BREVE INFORMAZIONI SUGLI AVVOLGIMENTI DI ANCORAGGIO.
Gli avvolgimenti dell'indotto delle macchine locomotive elettriche sono di due tipi:
Onda (la bobina di questo avvolgimento, una volta spiegata, ricorda un'onda). In un avvolgimento ondulato semplice, le sezioni situate sotto poli diversi sono collegate in serie, motivo per cui questo avvolgimento è anche chiamato serie.
Anello (la bobina di questo avvolgimento ricorda un anello). Nell'avvolgimento ad anello semplice, i tratti posti sotto ciascuna coppia di poli formano due rami paralleli, motivo per cui viene chiamato parallelo.
Qualsiasi avvolgimento è diviso da spazzole in rami paralleli.
Con un avvolgimento ondulato, indipendentemente dal numero di poli, ce ne sono sempre due.
Con un avvolgimento ad anello, il numero di rami paralleli è uguale al numero di poli. Il numero di rami paralleli dell'avvolgimento determina l'ambito della sua applicazione.
Confronto degli avvolgimenti in base alla corrente. La quantità massima di corrente che può passare attraverso l'avvolgimento dell'indotto è determinata dalla quantità di corrente in un ramo parallelo. Più ce ne sono, meno corrente circola in ciascuno di essi (la corrente dell'avvolgimento è divisa per il loro numero). Poiché il numero di rami paralleli in un avvolgimento ad anello è maggiore, può trasportare più corrente di un avvolgimento ad onda. Viene utilizzato nel motore TL-2K1 e nel generatore convertitore NB-436V, funzionante con correnti elevate.
Confronto degli avvolgimenti in base alla tensione. La quantità di tensione applicata all'avvolgimento è determinata dal numero di sezioni di avvolgimento in un ramo parallelo. Con lo stesso numero di sezioni in entrambi i tipi di avvolgimenti, il numero di sezioni in un ramo parallelo dell'avvolgimento dell'onda è maggiore (diviso per due), quindi questo avvolgimento è collegato a una tensione maggiore rispetto all'avvolgimento del circuito. L'avvolgimento ondulato viene utilizzato nei motori delle macchine ausiliarie, la cui tensione sul collettore è 3000 V.
Funzione di avvolgimento del loop. La particolarità di questo avvolgimento è che ciascuno dei suoi rami paralleli si trova sotto una certa coppia di poli principali. A causa del fatto che è tecnologicamente impossibile produrre tutti i poli con la stessa forza magnetizzante e creare traferri rigorosamente identici tra loro e l'armatura, campi elettromagnetici di diversa entità vengono indotti in rami paralleli. La differenza tra questi campi elettromagnetici fa sì che nei rami compaiano correnti di equalizzazione. Queste correnti, a causa della piccola resistenza dei rami paralleli, sono significative. Le correnti di equalizzazione che passano attraverso le spazzole sovraccaricheranno alcune spazzole e ne scaricheranno altre. Per rimuoverli dalle spazzole vengono utilizzati collegamenti equalizzatori che collegano i punti dell'avvolgimento dell'indotto con lo stesso potenziale.
CARATTERISTICHE DEL DISPOSITIVO DEL LOGO ELETTRICO CHS-2 TIPO AL-484eT.
Modalità lunga in modalità ora
Corrente 495A 435A
Potenza 700kw 618kw
Velocità di rotazione 680rpm 720rpm
Efficienza 0,943 0,948
Velocità di rotazione massima 1185 giri/min
Il motore ha una sospensione del telaio di supporto. Il suo design è simile a quello di un motore di tipo TL-2K, ad eccezione del design dell'armatura. Elementi principali: telaio, due scudi portanti, sei poli principali e sei aggiuntivi, armatura, commutatore e gruppo spazzole.
Scheletro Ha due portelli nella parte superiore. Sul lato anti-collettore per l'ingresso dell'aria di raffreddamento, e sul lato collettore per la sua uscita e ispezione del collettore. Inoltre, due portelli inferiori vengono utilizzati per l'uscita dell'aria. All'interno del telaio sono saldati speciali telai in nastro di acciaio per il fissaggio delle bobine polari.
Polo. Fondamentalmente sono progettati allo stesso modo del TL-2K1. La bobina polare principale è realizzata in rame a sbarre collettrici in due strati e ha 24 spire (12 spire ciascuna), mentre la bobina polare aggiuntiva ha due strati di 19 spire (10 e 9 spire ciascuna). Le punte in ottone sono saldate all'inizio e alla fine delle bobine in cui sono saldati i cavi di collegamento.
Ancora. Albero cavo, due flange cave, due idropulitrici, nucleo e avvolgimento. Le flange cave sono fissate alle estremità dell'albero cavo con bulloni. Su di essi vengono premuti gli anelli interni dei cuscinetti dell'ancora motore. All'interno dell'albero cavo è presente un albero cardanico con giunto cardanico interno, posto in una camera di lubrificazione. Il lubrificante viene caricato nella camera attraverso un tubo nel coperchio cieco dello scudo del cuscinetto sul lato del commutatore. Il giunto cardanico, attraverso le scanalature del suo cilindro, si impegna con denti che vengono saldati dall'interno dell'albero cavo. Sul lato esterno dell'albero cavo vengono premute una rondella di pressione posteriore, un nucleo e una rondella di pressione anteriore.
Il nucleo è laminato da fogli di acciaio elettrico. All'esterno sono presenti 87 feritoie per le bobine di avvolgimento dell'indotto, all'estremità sono presenti 48 fori triangolari per il raffreddamento ed un foro centrale del diametro di 500 mm. lungo il diametro dell'albero cavo e un incavo per la chiavetta.
Il collettore è progettato in modo simile al TL-2K1 TED, ma ha 522 piastre di rame e lo stesso numero di piastre di ambirite (mecanite del collettore). Premuto sull'idropulitrice anteriore.
Avvolgimento dell'indotto. Loop, passo lungo il collettore 1-2. Ha 87 bobine. Ci sono 6 sezioni nella bobina, 2 conduttori in una sezione. L'avvolgimento ha 174 conduttori equalizzatori, il loro passo lungo il collettore è 1-175. Il fissaggio dell'avvolgimento nelle scanalature è a cuneo e nelle parti frontali è presente una benda metallica.
Unità spazzola. Il dispositivo è simile al dispositivo del gruppo spazzole del tipo TED TL-2K1. La differenza è che la traversa è resa continua, i portaspazzole hanno finestre per l'installazione di tre spazzole e le dita di pressione hanno molle a balestra.
Il motore non ha avvolgimento di compensazione, ma ha una buona commutazione. Ciò è dovuto alla sospensione del telaio portante, al calcolo del sistema magnetico, ai maggiori traferri tra l'armatura e i poli e al gran numero di collegamenti di equalizzazione.
DISPOSITIVO GENERALE DEI MOTORI DI MACCHINE AUSILIARI
I motori MK tipo NB-431P, MV tipo TL-110M e AM-D tipo NB-436V hanno lo stesso design, con poche eccezioni.
Gli elementi principali sono: un telaio, due scudi dei cuscinetti (l'NB-436V ne ha uno), quattro poli principali e quattro aggiuntivi, un'armatura, un commutatore, un gruppo spazzole e una ventola di raffreddamento.
Scheletro Ha forma cilindrica, piedini per il fissaggio alla fondazione, portello collettore, finestre per l'uscita dell'aria di raffreddamento e colli per scudi portanti.
Scudi dei cuscinetti. Hanno un dispositivo simile agli scudi TL2K1, ad eccezione di:
I motori NB-436V e NB-431P sono dotati di rondelle terminali installate al posto dell'anello reggispinta anteriore.
I cuscinetti a rulli bloccabili sono installati sul lato del collettore, mentre i cuscinetti a rulli flottanti sono installati sul lato anti-collettore.
Gli scudi lato anti-collettore non hanno copertura posteriore; il suo ruolo è svolto dallo scudo portante stesso
Lubrificante liquido per rifiuti radioattivi 200-250 g, aggiungendo 20-30 g. Su TR.
Armatura: albero, commutatore, idropulitrice anteriore, nucleo, idropulitrice posteriore, ventola (eccetto NB-431P), avvolgimento dell'armatura. L'albero dell'indotto non ha una boccola, quindi tutti gli elementi vengono premuti sull'albero tramite una chiavetta. Il nucleo è laminato, presenta 43 scanalature (49 per l'NB-436V) per le bobine di avvolgimento dell'armatura, tre file di fori di ventilazione, un foro centrale per l'albero con un incavo per una chiave e un incavo per la benda di vetro sul lato al di fuori. Il nucleo viene compresso su entrambi i lati mediante idropulitrici. Avvolgimento dell'onda. Isolamento del corpo e del coperchio delle bobine di avvolgimento di classe B. Fissaggio delle bobine su tutta la lunghezza con benda di vetro. Il collettore ha un dispositivo simile al TL2K1, ma il numero di piastre è 343.
Poli principali e aggiuntivi. Il loro design è simile a TL2K1. Le bobine sono avvolte da filo isolato. Isolamento corpo e coperchio classe F “monolito”. NB-431P ha un isolamento rimovibile: mica di vetro e nastro lavsan.
Gruppo spazzola: una traversa su cui sono fissate quattro dita in acciaio, pressate con precompressione AG-4 su cui sono montati isolanti. Alle dita è fissato un portaspazzola con una spazzola del tipo EG-61, misura 10-25-50.
Ventilazione: l'aria viene aspirata attraverso i fori del portello del collettore, passa attraverso l'intercapedine tra i poli e l'armatura, attraverso i fori di ventilazione nel nucleo ed esce attraverso le finestre del telaio sul lato anti-collettore. NB-431P dispone di ventilazione forzata da MV. L'aria viene fornita attraverso lo sportello sul lato del collettore ed esce attraverso i fori nello scudo del cuscinetto sul lato anti-collettore.
DISPOSITIVO E FUNZIONAMENTO DEGLI AVVOLGIMENTI DEI POLI PRINCIPALI DEL CONVERTITORE NB-436V.
Poli principali del motore. I nuclei dei 39 poli principali contengono le bobine dei due avvolgimenti. La bobina 40, a contatto con il telaio, è una bobina di avvolgimento ad eccitazione indipendente (di seguito denominata NUOVA). La seconda bobina 41 è la bobina dell'avvolgimento di eccitazione in serie (di seguito denominata SOV). La bobina HOB è costituita da filo rettangolare isolato e ha 234 spire. Anche la bobina POV è costituita da filo rettangolare isolato e ha 95 spire. Isolamento bobine classe F Monolith.
NOV serve a creare il flusso magnetico principale dei poli principali e riceve energia dai circuiti di controllo quando il pulsante Eccitatore è acceso. Il POV funge da avvolgimento di protezione ed è inserito nel circuito di potenza del motore elettrico in serie all'avvolgimento dell'indotto. I flussi magnetici di entrambi gli avvolgimenti hanno una direzione coerente, quindi il flusso magnetico di ciascun polo è uguale a Fgp = Fnov + Fpov.
Azione dell'avvolgimento di eccitazione in serie. Se si verifica un cortocircuito nella rete di contatti o nell'attrezzatura del tetto della locomotiva elettrica (prima dell'interruttore dell'alta velocità), la tensione nella rete di contatti scende a zero. Il passaggio di corrente attraverso l'avvolgimento dell'indotto e l'avvolgimento di campo in serie si interrompe, ma poiché i poli principali hanno mantenuto il flusso magnetico creato dall'avvolgimento di campo indipendente e l'armatura ruota per inerzia, il motore passa alla modalità generatore. Questa modalità è pericolosa per lui, poiché il circuito dell'avvolgimento dell'indotto e l'avvolgimento di eccitazione in serie è chiuso attraverso il cortocircuito e la corrente di cortocircuito li attraversa. Tuttavia, la presenza di un avvolgimento di campo in serie porta al fatto che la corrente di cortocircuito che lo attraversa nella direzione opposta alla corrente che lo attraversava in precedenza crea un forte flusso magnetico diretto contro il flusso magnetico dell'avvolgimento di campo indipendente. La smagnetizzazione intensiva dei poli principali avviene a causa del flusso magnetico creato dalla corrente di cortocircuito e la modalità pericolosa si arresta.
Appunti:
La causa della rotazione differenziale è la rottura dell'avvolgimento di eccitazione indipendente. In questo caso, il flusso magnetico dei poli principali è creato da un avvolgimento della serie
eccitazione, con 95 spire nelle sue quattro bobine. Il flusso magnetico dei poli principali, a causa della mancanza di flusso magnetico dell'avvolgimento indipendente, diminuisce drasticamente. Il motore inizia a funzionare in una modalità di eccitazione profondamente indebolita, che porta ad un aumento della velocità di rotazione dell'armatura e alla distruzione di entrambe le macchine elettriche. L'aumento della velocità di rotazione viene arrestato utilizzando un relè di velocità 28 installato sullo scudo del cuscinetto 26 del generatore del convertitore (designazione del circuito PO12). Il relè funziona ad una velocità di rotazione di 1950 giri al minuto e spegne il contattore che collega il motore convertitore alla rete di contatti;
· in tal caso, quando si passa alla modalità generatore motore con eccitazione seriale, il processo di smagnetizzazione dei poli principali avviene automaticamente a causa di un cambiamento nella direzione della corrente nel suo avvolgimento di eccitazione;
Sistema di poli del generatore convertitore. Il sistema di pali è composto da sei poli principali e sei aggiuntivi. Sui nuclei di 44 poli aggiuntivi ci sono bobine 45 avvolte da filo rettangolare isolato. Ciascuno di essi ha 8 spire di tre conduttori collegati in parallelo. I nuclei dei 14 poli principali contengono le bobine dei due avvolgimenti. La prima bobina 17, a contatto con il telaio, è la bobina di avvolgimento di eccitazione indipendente, la seconda bobina 18 è la bobina di avvolgimento di controeccitazione. La bobina di avvolgimento ad eccitazione indipendente è costituita da filo rettangolare isolato e dispone di 230 spire. Per il generatore convertitore delle locomotive elettriche VL11m, questa bobina ha 280 spire. La bobina di controeccitazione è costituita da una barra di rame isolata e presenta una spira di due conduttori. L'isolamento delle bobine di entrambi i poli è di classe F Monolith.
L'avvolgimento di eccitazione indipendente serve a creare un flusso magnetico dei poli principali. Si collega ai circuiti di controllo durante il montaggio di un circuito di frenata rigenerativa. La quantità di corrente al suo interno viene regolata modificando il valore di resistenza del resistore nel suo circuito (designazione del circuito R31) quando si sposta la maniglia del freno del controller del conducente.
L'avvolgimento di controeccitazione serve a stabilizzare la corrente di rigenerazione durante le fluttuazioni di tensione nella rete di contatti, quindi ciascuno dei due rami paralleli di questo avvolgimento è collegato ad uno dei rami paralleli dei motori di trazione e la corrente di rigenerazione lo attraversa.
Schema di collegamento dell'avvolgimento. L'avvolgimento indipendente ha due rami paralleli di tre spire ciascuno, collegati all'interno del generatore, e presenta i terminali H4 e HH4. L'avvolgimento di controeccitazione ha anche due rami di tre bobine ciascuno con terminali H2 e HH2 e H3 e HH3. L'avvolgimento dell'indotto viene collegato alle bobine dei poli aggiuntivi nella seguente sequenza: morsetto R1, ponticello tra portaspazzole negative, spazzole negative, collettore, sezioni dell'avvolgimento dell'indotto, collettore, spazzole positive e portaspazzole, ponticello tra loro , sei poli aggiuntivi, morsetto R2.
Nota: sulle locomotive elettriche VL11 e VL11m con il sistema SAURT sul generatore del convertitore, l'avvolgimento di eccitazione indipendente ha anche due rami paralleli di tre bobine ciascuno, ma ciascuno di essi ha le proprie conclusioni dal nucleo contrassegnate con H5-NN5 e H4 e HH4 .
FRENATURA ELETTRICA.
Il principio di funzionamento della frenatura elettrica si basa sul principio di reversibilità delle macchine elettriche, secondo il quale ciascuna macchina può funzionare sia come motore elettrico che come generatore, ovvero passare dalla modalità motore alla modalità generatore e viceversa. La frenatura elettrica è divisa in rigenerativa e reostatica. Consideriamo il principio di funzionamento della frenatura elettrica usando l'esempio della frenata rigenerativa.
FRENATA RIGENERATIVA.
Per garantire la frenata rigenerativa, devono essere soddisfatte le seguenti condizioni:
· Un motore di trazione eccitato in serie non può essere commutato in modalità generatore. Per far funzionare tali motori elettrici in modalità generatore, devono essere commutati su eccitazione indipendente. Per fare ciò, gli avvolgimenti di campo di tutti i motori di trazione vengono scollegati dagli avvolgimenti dell'indotto e collegati ai terminali dell'indotto del generatore del convertitore;
· la direzione della corrente di eccitazione negli avvolgimenti di eccitazione deve corrispondere alla direzione della corrente nella modalità di funzionamento del motore;
· totale e.m.f. tutti i motori di trazione funzionanti in modalità generatore devono essere 80-100 volt superiori alla tensione della linea di contatto;
· la locomotiva elettrica deve funzionare in circuito chiuso, cioè tra la rete di contatto e il circuito ferroviario deve essere collegato un consumatore: una sottostazione di trazione che riceve elettricità o una locomotiva elettrica che funziona in modalità di trazione.
· il circuito di frenatura rigenerativa deve garantire la stabilizzazione del valore della corrente di rigenerazione durante le fluttuazioni di tensione nella rete di contatto.
PRINCIPIO DI FUNZIONAMENTO DEL REGIME DI RECUPERO SEMPLICE
FRENATURA CON CONTROECCITAZIONE DEL GENERATORE CONVERTITORE.
Una delle condizioni per la frenatura rigenerativa, come menzionato sopra, è la stabilizzazione del valore della corrente di rigenerazione durante le fluttuazioni di tensione nella rete di contatto. Questa condizione si ottiene più facilmente in un circuito di frenatura rigenerativa con controeccitazione del generatore convertitore.

Nella figura è mostrato il circuito più semplice di frenatura rigenerativa con controeccitazione del generatore del convertitore.
Il generatore di un tale convertitore ha bobine di due avvolgimenti sui nuclei dei poli principali. Uno di questi è una bobina di avvolgimento di eccitazione indipendente (nov), l'altro è una bobina di avvolgimento di controeccitazione (pov). Il primo avvolgimento crea un flusso magnetico dei poli principali, il secondo stabilizza il valore della corrente di recupero durante le fluttuazioni di tensione nella rete di contatti.
Prima di assemblare il circuito di frenatura rigenerativa, il pulsante Eccitatori è acceso. All'accensione, il contattore di cortocircuito si accende e collega l'avvolgimento di eccitazione indipendente (nuovo) del motore del convertitore AM-D alla tensione dei circuiti di controllo. Dopo l'accensione, K53 viene acceso, collegando il suo avvolgimento di armatura alla rete di contatti insieme all'avvolgimento di eccitazione in serie (pov). Il motore inizia a funzionare e ruota l'armatura del generatore del convertitore AM-G.
Quando si assembla il circuito di frenatura rigenerativa utilizzando i contatti di potenza degli elementi a camma dell'interruttore del freno (non mostrati nello schema), l'avvolgimento di eccitazione del motore elettrico di trazione TED viene scollegato dall'avvolgimento dell'indotto e collegato ai terminali dell'indotto dell'AM Generatore di convertitori -G.
Quindi, dopo aver acceso il contattore K62, l'avvolgimento NO del generatore del convertitore AM-G è collegato ai circuiti di controllo tramite il resistore variabile R31. Appare il flusso magnetico dei poli principali del generatore e della fem. sui morsetti della sua armatura. Poiché ad essi è collegato l'avvolgimento OB del motore di trazione TED, la corrente di eccitazione Iv inizia a fluire attraverso di esso dal terminale positivo del generatore. Appare il flusso magnetico dei poli principali del motore e della fem. sui suoi morsetti.
Collegamento del motore di trazione alla rete di contatti e determinazione del valore richiesto della corrente di recupero.
La connessione del motore di trazione alla rete di contatti dovrebbe avvenire quando il valore della sua fem. supererà la tensione della rete di contatto di 80-100 volt. Per fare ciò, la fem aumenta. generatore AM-G riducendo il valore di resistenza del resistore R31 quando si sposta la maniglia del freno del controller del driver. Quando diminuisce, cambiano le seguenti grandezze elettriche ed elettromagnetiche: R31¯, Inov, Fnov, Eg, Iv.ted, Fted, Eted e quando Eted supera il valore di Uks di 80-100 volt utilizzando un contattore lineare (non mostrato in Fig. 51) avverrà collegando il motore alla rete di contatti. Dopo di che si forma un circuito di corrente di rigenerazione: terminale positivo dell'armatura TED funzionante in modalità generatore, contatti di potenza della BV, pantografo, rete di contatti, schema di una sottostazione di trazione o locomotiva elettrica funzionante in modalità di trazione, circuito di binario, OPV AM- Avvolgimento G, terminale negativo dell'armatura TED. Dopo che la corrente scorre attraverso l'avvolgimento OPV, il flusso magnetico dei poli principali del generatore AM-G sarà uguale a: Fg = Fnov-Fopv.
Per ottenere i valori richiesti della corrente di rigenerazione e della coppia frenante, espressi dalla formula Mt = Cm Ir f, il valore di resistenza del resistore R31 viene nuovamente ridotto. Tutte le grandezze elettriche elettromagnetiche sopra indicate aumentano nuovamente, aumenta la corrente di rigenerazione e la coppia frenante del motore di trazione.
Stabilizzazione del valore della corrente di rigenerazione durante le fluttuazioni di tensione nella rete di contatti.
Quando la tensione nella rete di contatti cambia, la stabilizzazione della corrente di rigenerazione avviene come segue. Supponiamo che Uks, Iр¯, Фпов¯, Фг. (Фг = Фнов-Фопв.), Er, Iв тд,
F ted, E ted, Iр, cioè A causa dell'azione dell'avvolgimento OPV del generatore AM-G, la corrente di recupero ha mantenuto il suo valore precedente.
FRENATURA REOSTATICA.
Per assemblare il circuito di frenatura reostatica, i motori di trazione vengono scollegati dalla rete di contatti e collegati a resistori di frenatura (Fig. 52). I resistori di avviamento vengono utilizzati come tali resistori. La frenatura reostatica viene eseguita solo su una connessione parallela di motori elettrici di trazione, poiché su connessioni in serie-parallelo e in serie la fem totale. i motori di trazione raggiungono valori pericolosi per l'equipaggiamento elettrico di una locomotiva elettrica.
Sono presenti due sistemi di frenatura reostatica. Il primo è con autoeccitazione sequenziale, il secondo è con autoeccitazione controllata indipendente.
Quando si passa alla frenatura reostatica, la comparsa iniziale della corrente del generatore nel circuito del motore è causata dalla fem derivante dal piccolo magnetismo residuo dei poli principali dei motori di trazione. Affinché la corrente del generatore It non distrugga il magnetismo residuo, la sua direzione deve coincidere con la direzione della corrente Id, la modalità di trazione precedente (Fig. 42, a). Ciò si ottiene commutando gli avvolgimenti dei motori di trazione con i contatti dell'invertitore (vedi Fig. 52,b). Per regolare il valore di corrente It e, di conseguenza, la forza frenante dei motori elettrici di trazione, il valore di resistenza della resistenza Rt viene modificato gradualmente utilizzando i contattori 1-4.
Quando i motori elettrici di trazione sono collegati in parallelo, ciascun gruppo è collegato a un resistore separato e, quando collegato a un resistore comune, viene utilizzato un circuito incrociato per il collegamento degli avvolgimenti di eccitazione dei motori elettrici (Fig. 52, c). Se per qualche motivo la fem aumenta. e la corrente negli avvolgimenti dell'indotto di una coppia di motori, aumenta di conseguenza la corrente di eccitazione dell'altra coppia, e quindi la fem. e la corrente in entrambi gli avvolgimenti dell'armatura.

CLASSIFICAZIONE E CONDIZIONI DI FUNZIONAMENTO DEGLI APPARECCHI ELETTRICI.
I dispositivi elettrici sono dispositivi utilizzati per accendere, spegnere e regolare la corrente nei circuiti elettrici di una locomotiva elettrica.
I dispositivi delle locomotive elettriche operano in condizioni difficili: sono soggetti a forti urti, la temperatura ambiente varia da -50 a +40°; polvere, umidità, grasso penetrano nei dispositivi; la corrente che passa attraverso i dispositivi cambia bruscamente; sono possibili sovraccarichi frequenti e prolungati; la tensione supera il valore nominale del 15-20%, possono essere applicate anche sovratensioni di commutazione (le tensioni di commutazione sono tensioni generate quando viene interrotto un circuito elettrico con elevata induttanza).
I dispositivi delle locomotive elettriche devono avere:
resistenza meccanica delle parti;
resistenza dell'isolamento elettrico;
resistenza ai sovraccarichi, agli scuotimenti, agli influssi atmosferici;
protezione da polvere e sporco;
se possibile, intercambiabilità e uniformità delle parti;
semplicità di progettazione, facilità di funzionamento e riparazione;
avere dimensioni e peso minimi;
il funzionamento deve essere assicurato in ogni condizione atmosferica.
A seconda dello scopo dei circuiti in cui sono installati i dispositivi, questi sono suddivisi in dispositivi:
Dispositivi del circuito di potenza inclusi nel circuito del motore di trazione;
Dispositivi del circuito ausiliario installati nel circuito ad alta tensione dei motori elettrici di macchine ausiliarie e forni elettrici;
Dispositivi per circuiti di controllo a bassa tensione;
Strumenti di misura, dispositivi di illuminazione e allarme, fascette, connettori e prese.
In base al tipo di azionamento, i dispositivi sono suddivisi in dispositivi:
Dispositivi ad azionamento manuale: sezionatori, pulsantiere, ecc.;
Dispositivi con azionamento elettromagnetico: contattori elettromagnetici, relè, ecc.;
Dispositivi con azionamento elettropneumatico: contattori elettropneumatici, interruttori di gruppo, interruttori a camme, ecc.;
In base al numero di dispositivi pilotati si dividono in:
Dispositivi con azionamento individuale: contattori pneumatici ed elettromagnetici;
Dispositivi con azionamento di gruppo: interruttore di gruppo, interruttori a camme, ecc.;
Secondo il metodo di controllo, i dispositivi sono suddivisi in dispositivi:
Dispositivi con comando diretto, ad esempio interruttori a pulsante (PS);
Dispositivi con controllo indiretto (a distanza), ad esempio un contattore elettropneumatico.
CONCETTO DI CONTATTO ELETTRICO.
I contatti sono suddivisi in base al tipo di contatto delle superfici di contatto e in base alla loro progettazione.
A seconda del tipo di contatto tra le superfici di contatto, i contatti sono:
Contatti puntiformi (contatto di due superfici sferiche, Figura 1, a e Figura 2, d). Utilizzato in dispositivi che funzionano a basse correnti.
Contatti lineari (contatto di due superfici cilindriche, Figura 1, b e Figura 2, a, b, c), in cui il contatto avviene lungo una linea. È da notare che il contatto lineare dei contatti è limitato in lunghezza (20-35 mm), poiché su lunghezze maggiori il verificarsi di irregolarità e disallineamento dei contatti cambia notevolmente l'entità del contatto dei contatti rispetto al valore calcolato. I contatti lineari sono utilizzati in dispositivi che funzionano a correnti elevate.
Contatti piatti (Figura 1,c e Figura 2,d), progettati per un'ampia area di contatto di superfici piane. Sono utilizzati nelle connessioni bullonate e nei dispositivi i cui contatti cambiano raramente la loro posizione.

Figura 1. Tipi di contatto delle superfici di contatto dei contatti elettrici:
punto (a); lineare (b); piatto (dentro).
A seconda della loro progettazione, i contatti possono essere (Figura 2): a forma di L (a forma di piede), a dito, a piastra, a ponte e a cuneo.

Fig. 2 Progettazione dei contatti elettrici

Figura 3. Processo di attivazione dei contatti con lappatura:
a - posizione spento, b - contatti di contatto, c - posizione acceso
La soluzione (interruzione dei contatti) è la distanza tra le superfici di lavoro dei contatti nella loro posizione spenta.
Il dip (sfregamento) è la distanza percorsa dal contatto mobile dal momento in cui i contatti entrano in contatto con le superfici ausiliarie fino alla completa chiusura delle superfici di lavoro. Prodotto da una molla lambente.
La pressione di contatto iniziale (pressione) viene creata dalla molla di lappatura. A seconda del tipo di dispositivo, varia da 3,5 a 9 kg.
La pressione di contatto finale (pressione) viene creata da un azionamento elettropneumatico o elettromagnetico, a seconda del tipo di dispositivo, dovrebbe essere inferiore a 14 - 27 kg.
La linea di contatto tra i contatti deve essere almeno l'80% dell'area di contatto totale.
L'apertura dei contatti è determinata dalla distanza minima tra i contatti in posizione aperta. Si misura con una sagoma angolare, graduata in millimetri (Figura 4 aeb).
Il guasto del contatto in ciascun dispositivo viene misurato in base alla progettazione del sistema di contatto. Pertanto, la misurazione del guasto del contatto dei contattori di tipo PC e degli elementi contattori degli interruttori di gruppo viene effettuata con il dispositivo acceso utilizzando dime angolari a 12 e 14 gradi.L'angolo di deviazione del portacontatto mobile dall'arresto del leva di contatto (Fig. 5, a) pari a 13 ± 1 grado corrisponde alla rottura dei contatti 10 - 12 mm
Il guasto dei contatti degli elementi a camma degli interruttori a camma è determinato nella posizione chiusa dei contatti dalla distanza a (Fig. 5, b). La distanza “a” 7-10 mm corrisponde a
rottura 10-14 mm

Figura 5. Rilevamento di guasti ai contatti.
a) determinazione del guasto dei contatti dei contattori del tipo PC e degli elementi contattori degli interruttori di gruppo b) - determinazione del guasto dei contatti degli elementi a camma sui dispositivi a camma
IL CONCETTO DI SCARICO DELL'ARCO NEI DISPOSITIVI.
L'apertura di qualsiasi circuito elettrico è accompagnata dalla formazione di un arco elettrico. La sua lunghezza dipende dalla corrente nel circuito, dallo stato dei contatti e dall'umidità dell'ambiente. La formazione di un arco è spiegata dal fatto che quando la tensione viene rimossa dalla bobina di comando del dispositivo, la pressione dei contatti l'uno sull'altro si indebolisce e la resistenza di transizione tra loro aumenta. Ciò porta al loro riscaldamento e, di conseguenza, al riscaldamento dell'aria circostante. L'aria attorno ai contatti viene ionizzata, cioè diventa conduttiva, e quindi, quando i contatti divergono tra loro, si verifica un arco elettrico. Provoca la bruciatura dei contatti e, se brucia a lungo e c'è una grande corrente nel circuito rotto, provoca la fusione dei contatti e persino il danneggiamento del dispositivo.
Quando i contatti divergono, la lunghezza dell'arco aumenta. Tuttavia, brucerà finché la sua lunghezza non raggiungerà un valore critico. Ad alta corrente, si presuppone che la lunghezza critica dell'arco sia 20 V/cm. Pertanto, per garantire che l'arco si rompa in un dispositivo che apre un circuito con una tensione di 3000 V, è necessario estendere l'arco a 3000 V / 20 = 150 cm. Non è possibile allungare l'arco a tale valore una lunghezza divergendo i contatti, pertanto in tali dispositivi vengono utilizzati speciali dispositivi di estinzione dell'arco
A seconda della potenza dell'arco, questo si spegne in vari modi.
Aumentando la lunghezza dell'arco fino a una lunghezza critica selezionando la dimensione dell'apertura del contatto. Questo metodo di estinzione dell'arco viene utilizzato nei dispositivi che interrompono i circuiti di controllo con piccole correnti. Tali dispositivi includono relè, interruttori a pulsante, controller driver, ecc.;
Applicazione di doppia interruzione dell'arco con raffreddamento dell'arco dal basso. Questo metodo di estinzione dell'arco è utilizzato nei contattori MK-15-01 sulle locomotive elettriche VL11 e nei contattori MK-009 sulle locomotive elettriche VL11M;
Soffio d'aria, aumento della pressione del gas all'interno dei fusibili, dovuto al riscaldamento del materiale di riempimento in gesso della sabbia o del corpo in fibra del fusibile;
Utilizzando uno speciale dispositivo di estinzione dell'arco costituito da una bobina di estinzione dell'arco e una camera di estinzione dell'arco. Questo metodo di estinzione dell'arco viene utilizzato negli interruttori e nei contattori ad alta velocità del circuito di potenza dei motori di trazione e nei circuiti ad alta tensione delle macchine ausiliarie, nonché nei contattori elettromagnetici a bassa tensione utilizzati nei circuiti di controllo con elevata induttanza o attraverso i quali flusso di correnti elevate.
Nei dispositivi di estinzione dell'arco, l'arco è considerato come un conduttore con corrente avente una certa lunghezza e sezione trasversale e situato nel campo magnetico creato dalla bobina di estinzione dell'arco. Sotto l'influenza di una forza elettromagnetica, la cui direzione è determinata dalla regola della "mano sinistra", l'arco della soluzione di contatto si muove verso la camera di estinzione dell'arco e viene lanciato sulle sue corna di estinzione dell'arco. A seconda della struttura della camera, si allunga fino a una lunghezza critica, piegandosi attorno alle partizioni labirintiche, oppure si divide in rami paralleli, si raffredda contro le pareti della camera ed esce. Quando un arco brucia nella camera, l'aria e i gas rilasciati dalle pareti e dalle partizioni della camera si riscaldano. Spinti fuori dalla camera dall'arco, ionizzano l'aria sopra di essa, quindi l'arco brucerà all'esterno della camera e si trasferirà alle parti messe a terra. Per impedire la ionizzazione dell'aria sopra la camera nelle camere di estinzione dell'arco, ad esempio BV, o nei contattori del tipo MK-010 sulle locomotive elettriche VL11M, vengono utilizzate griglie di deionizzazione. Raffreddano l'aria e i gas riscaldati dall'arco poiché sono pacchetti di sottili piastre di acciaio fissate con strisce di textolite e installate nella parte superiore della camera di estinzione dell'arco.

Figura 6. Dispositivo di estinzione dell'arco: schema del dispositivo di estinzione dell'arco
(a) e l'interazione del flusso magnetico della bobina di estinzione dell'arco e dell'arco (b).
Progetto. Il motore elettrico di trazione TL-2K1 è costituito da un telaio, un'armatura , apparecchi a spazzole e scudi dei cuscinetti.
scheletroÈ una fusione cilindrica in acciaio di grado 25L-P e funge contemporaneamente da circuito magnetico. Ad esso sono fissati sei poli principali e sei aggiuntivi, una trave rotante con sei portaspazzole e scudi con cuscinetti a rulli in cui ruota l'armatura del motore elettrico.
L'installazione degli scudi dei cuscinetti viene eseguita nella seguente sequenza: il telaio assemblato con polo e bobine di compensazione viene posizionato con il lato opposto al commutatore rivolto verso l'alto. Il collo viene riscaldato con un riscaldatore induttivo ad una temperatura di 100-150 °C, lo scudo viene inserito e fissato con otto bulloni M24 in acciaio 45. Quindi il telaio viene ruotato di 180°, l'ancora viene abbassata, viene installata la traversa e un altro schermo viene inserito nello stesso modo descritto sopra e fissato con otto bulloni M24. Sulla superficie esterna il telaio è dotato di due alette per il fissaggio delle boccole dei cuscinetti assiali del motore, un'aletta e una staffa rimovibile per appendere il motore elettrico e alette di sicurezza per il trasporto.
Dal lato del collettore sono presenti tre portelli predisposti per l'ispezione dell'apparato spazzola e del collettore. I portelli sono chiusi ermeticamente con coperchi.
Il coperchio del portello del collettore superiore è fissato al telaio con uno speciale bloccaggio a molla, il coperchio del portello inferiore è fissato con un bullone M20 e un bullone speciale con una molla elicoidale, e il coperchio del secondo portello inferiore è fissato con quattro bulloni M12.
C'è un portello di ventilazione per la fornitura d'aria. L'aria di ventilazione esce dal lato opposto al collettore attraverso un apposito carter 5, montato sullo scudo del cuscinetto e sul telaio. I cavi del motore elettrico sono realizzati con un cavo del marchio PPSRM-1-4000 con una sezione trasversale di 120 mm 2. I cavi sono protetti da coperture in telone con impregnazione combinata. I cavi sono dotati di etichette realizzate con tubi di cloruro di vinile con la designazione Sì, sì, A E KK. Cavi di uscita IO E Sì, sì agli avvolgimenti dell'armatura sono collegati i poli aggiuntivi e di compensazione, mentre i cavi di uscita K e KK sono collegati agli avvolgimenti dei poli principali.
Figura 2. Schemi di collegamento per bobine polari lato collettore ( UN) e opposto ( B) motore di trazione
I nuclei dei pali principali sono realizzati in acciaio elettrico laminato grado 2212 con uno spessore di 0,5 mm, fissati con rivetti e fissati al telaio con quattro bulloni M24 ciascuno. Tra il nucleo del palo principale e il telaio è presente un distanziale in acciaio spesso 0,5 mm. Bobina del polo principale , avente 19 spire, avvolto su centina in nastro di rame dolce L MM di dimensioni 1,95X65 mm, piegata lungo il raggio per garantire aderenza alla superficie interna del telaio. L'isolamento del corpo è costituito da sette strati di nastro di mica di vetro LSEP-934-TPl 0,13X30 mm (GOST 13184 - 78*) con film di polietilene-reftalag su vernice del marchio PE-934 e due strati di nastro tecnico termoretraibile lavsan con un spessore di 0,22 mm (TU 17 GSSR 88-79). Uno strato di nastro lavsan, rivestito con vernice KO-919 (GOST 16508 - 70), è avvolto al centro degli strati di isolamento del corpo e il secondo come ottavo strato di isolamento del corpo. I nastri vengono avvolti con una sovrapposizione pari a metà della larghezza.
L'isolamento interturn è costituito da carta di amianto in due strati, ciascuno di 0,2 mm di spessore, impregnati con vernice KO-919 (GOST 16508 - 70). L'isolamento della spira e del corpo delle bobine polari viene cotto in dispositivi secondo il processo tecnologico sviluppato. Per migliorare le caratteristiche prestazionali del motore elettrico, viene utilizzato un avvolgimento di compensazione , situato in scanalature stampate sulle punte dei poli principali e collegato in serie all'avvolgimento dell'indotto. L'avvolgimento di compensazione è costituito da sei bobine avvolte da filo di rame morbido rettangolare PMM con dimensioni di 3,28X22 mm, ha 10 spire. Ogni scanalatura contiene due spire. L'isolamento del corpo è costituito da sei strati di nastro di mica di vetro LSEK-5-SPl con uno spessore di 0,11 mm (GOST 13184 - 78*) e uno strato di nastro tecnico termorestringente lavsan con uno spessore di 0,22 mm (TU 17 GSSR 8- 78), posato con una sovrapposizione pari a metà della larghezza del nastro. L'isolamento della bobina ha uno strato di nastro di mica di vetro della stessa marca; viene posato con una sovrapposizione pari a metà della larghezza del nastro. L'avvolgimento di compensazione nelle scanalature è fissato con cunei in textolite di grado B. L'isolamento delle bobine di compensazione è cotto in dispositivi. I nuclei dei pali aggiuntivi sono realizzati con piastre laminate o forgiate e sono fissati al telaio con tre bulloni M20. Per ridurre la saturazione dei poli aggiuntivi sono previsti distanziatori diamagnetici di spessore 7 mm tra il telaio ed i nuclei dei poli aggiuntivi. Le bobine dei poli aggiuntivi sono avvolte su una costola di filo di rame dolce PMM di dimensioni 6X20 mm ed hanno 10 spire ciascuna. L'isolamento del corpo e del coperchio di queste bobine è simile all'isolamento delle bobine del polo principale. L'isolamento tra le spire è costituito da guarnizioni in amianto di 0,5 mm di spessore, impregnate con vernice KO-919.

Figura 3. Il telaio del motore elettrico di trazione TL-2K1:
1- Polo aggiuntivo; 2- bobina di avvolgimento di compensazione; 3 – corpo; 4- marea di sicurezza; 5- polo principale
Apparecchio a spazzola Il motore di trazione è costituito da una traversa di tipo diviso con meccanismo rotante, sei staffe e sei portaspazzole .
La traversa è in acciaio, la sezione del canale fusa ha una corona dentata lungo il bordo esterno, che ingrana con l'ingranaggio del meccanismo di rotazione. La traversa dell'apparato a spazzola è fissata e bloccata nel telaio con un bullone di bloccaggio installato sulla parete esterna del portello superiore del collettore e premuta contro lo scudo del cuscinetto con due bulloni del dispositivo di bloccaggio: uno nella parte inferiore del telaio, l'altro sul lato sospeso. Il collegamento elettrico tra le staffe della traversa viene effettuato con cavi PPSRM-150. Le staffe del portaspazzole sono rimovibili (di due metà), fissate con bulloni M20 su due perni isolanti montati sulla traversa. I perni in acciaio delle dita vengono pressati con il composto pressato AG-4V e su di essi sono montati isolatori in porcellana.


Figura 4. Apparato a spazzole del motore elettrico di trazione TL-2K1
1 – traversata; 2-marcia; 3 – parentesi; 4 – portaspazzole

Figura 5. Blocco della traversa del motore di trazione TL-2K1. 1 – dispositivo di bloccaggio; 2 – marcia; 3 – bullone di fissaggio
Portaspazzole ha due molle cilindriche che lavorano in tensione. Le molle sono fissate da un lato ad un asse inserito nel foro dell'alloggiamento del portaspazzole e dall'altra estremità all'asse del perno di pressione mediante una vite. , che regola la tensione della molla. La cinematica del meccanismo di pressione è scelta in modo tale da garantire una pressione quasi costante sulla spazzola nell'intervallo operativo. Inoltre, quando viene raggiunta l'usura massima consentita della spazzola, la pressione delle dita sulla spazzola si interrompe automaticamente. Ciò impedisce danni alla superficie di lavoro del commutatore causati dai fili flessibili delle spazzole usurate. Due spazzole divise del marchio EG-61A con dimensioni di 2 (8X50X56) mm con ammortizzatori in gomma sono inserite nelle finestre del portaspazzole. I portaspazzole sono fissati alla staffa tramite perno e dado. Per un fissaggio e una regolazione più affidabili della posizione del portaspazzole rispetto al piano di lavoro in altezza quando il commutatore si usura, sono previsti dei pettini sul corpo e sulla staffa del portaspazzole.
Figura 6. Portaspazzole per motore elettrico di trazione TL-2K1:
Molla a 1 cilindro; 2- foro nel corpo portaspazzole; 3- spazzola; 4 pressioni del dito; 5- viti

Ancora Il motore elettrico è costituito da un commutatore, un avvolgimento inserito nelle scanalature del nucleo, assemblato in un pacco di acciaio elettrico laminato grado 2212 di spessore 0,5 mm, un manicotto in acciaio , idropulitrici posteriori e anteriori, albero . Il nucleo presenta una fila di fori assiali per il passaggio dell'aria di ventilazione. L'idropulitrice anteriore 3 funge anche da alloggiamento del collettore. Tutte le parti dell'armatura sono assemblate su una boccola comune 4 a forma di scatola, pressato sull'albero dell'indotto, che ne consente la sostituzione.
L'armatura ha 75 bobine 6 e 25 connessioni di equalizzazione sezionali . La saldatura delle estremità dei collegamenti di avvolgimento e di equalizzazione con i galletti delle piastre del collettore viene eseguita con 02 stagno (GOST 860 - 75) su un'installazione speciale che utilizza correnti ad alta frequenza.
Ogni bobina ha 14 conduttori separati, disposti su due file in altezza e sette conduttori per fila. Sono realizzati in filo di rame PETVSD con dimensioni 0,9X7,1/1,32X758 mm. Ciascun pacchetto di sette conduttori è inoltre isolato con nastro di mica di vetro LSEK-5-TPl con uno spessore di 0,09 mm con una sovrapposizione pari a metà della larghezza del nastro. L'isolamento del corpo della parte scanalata della bobina è costituito da cinque strati di nastro di mica di vetro LSEK-5-TPl con dimensioni di 0,09X20 mm, uno strato di nastro di fluoroplastica con uno spessore di 0,03 mm e uno strato di nastro di vetro LES con un spessore di 0,1 mm, posato con una sovrapposizione pari a metà della larghezza del nastro. Il commutatore del motore elettrico con un diametro della superficie di lavoro di 660 mm è costituito da piastre di rame, isolate tra loro mediante plastica rinforzata in mica commutatore del marchio KIFEA (TU 21-25-17-9-84), il numero di piastre è 525 Il corpo del collettore è isolato dal cono di pressione e dalla boccola del collettore mediante un isolamento della custodia e un cilindro isolante realizzati con materiali combinati. Lo strato esterno è in micanite stampata di grado FFG - O, Z (GOST 6122 - 75*), lo strato interno è in pellicola di fibra di vetro GTP-2PL (TU 16 503.124-78) con uno spessore di 0,2 mm.
Lo spessore totale dell'isolamento del corpo è di 3,6 mm e il cilindro isolante è di 2 mm.
L'avvolgimento dell'indotto ha i seguenti dati: numero di cave 75, passo delle cave 1 - 13, numero di piastre del commutatore 525, passo del commutatore 1 - 2, passo del compensatore lungo il commutatore 1 - 176. I cuscinetti di ancoraggio di un motore elettrico di serie pesante con i rulli cilindrici tipo 80-42428M forniscono una corsa di ancoraggio compresa tra 6,3 e 8,1 mm. Gli anelli esterni dei cuscinetti vengono pressati negli scudi dei cuscinetti e gli anelli interni vengono pressati sull'albero dell'indotto. Le camere dei cuscinetti sono sigillate per prevenire l'esposizione all'ambiente esterno e perdite di lubrificante. I cuscinetti assiali motore sono costituiti da camicie in ottone riempite con babbit B16 (GOST 1320 - 74*) sulla superficie interna e boccole con un livello costante di lubrificante. Le boccole hanno una finestra per l'alimentazione del lubrificante. Per impedire la rotazione delle camicie, nella boccola è prevista una connessione con chiavetta.
Figura 7. Armatura del motore di trazione TL-2K1:
1-  Piatto raccoglitore; 2- collegamento equalizzatore; 3- idropulitrice frontale; 4- boccola in acciaio; 5 core; 6- bobina; 7- idropulitrice posteriore; 8- albero dell'armatura
Piatto raccoglitore; 2- collegamento equalizzatore; 3- idropulitrice frontale; 4- boccola in acciaio; 5 core; 6- bobina; 7- idropulitrice posteriore; 8- albero dell'armatura
 Figura 8. Schema di collegamento della bobina
Figura 8. Schema di collegamento della bobina
ancoraggi e livellatori con
piastre di raccolta

Figura 9. Gruppo cuscinetto del motore di trazione

Cuscinetti assiali motore sono costituiti da camicie e boccole con un livello di lubrificazione costante, controllato da un indicatore . Ciascuna boccola è collegata al telaio con apposita serratura e fissata con quattro bulloni M36X2 in acciaio 45. Per facilitare l'avvitamento i bulloni sono dotati di dadi tetraedrici che appoggiano su appositi fermi presenti sul telaio. L'alesatura dei colli per i cuscinetti assiali del motore viene eseguita contemporaneamente all'alesatura dei colli per gli scudi dei cuscinetti. Pertanto, le boccole dei cuscinetti assiali del motore non sono intercambiabili. La boccola è realizzata in acciaio 25L-1. Ciascun rivestimento dei cuscinetti assiali motore è costituito da due metà, in una delle quali, rivolta verso la boccola, è presente una finestra per la fornitura di lubrificante. Le camicie sono dotate di collari che ne fissano la posizione in direzione assiale. Le camicie sono protette dalla rotazione tramite chiavi. Per proteggere i cuscinetti assiali del motore da polvere e umidità, l'asse tra le boccole è coperto da un coperchio. Gli inserti sono fusi in ottone. La loro superficie interna è riempita di babbitt e forata fino ad un diametro di 205,45+ 0,09 mm. Dopo la foratura le camicie vengono adattate ai perni dell'asse della sala. Per garantire la regolazione della tensione delle camicie nei cuscinetti assiali del motore, tra le boccole e il telaio vengono installati distanziali in acciaio di 0,35 mm di spessore, che vengono rimossi man mano che il diametro esterno delle camicie si consuma. Il dispositivo utilizzato per lubrificare i cuscinetti assiali del motore mantiene al loro interno un livello di lubrificazione costante. La boccola è dotata di due telecamere comunicanti . Il filo è immerso nella camera lubrificante. Una camera riempita di lubrificante normalmente non comunica con l'atmosfera. Man mano che il lubrificante si consuma, il suo livello nella camera diminuisce. Quando diventa sotto l'apertura del tubo 6, l'aria entra attraverso questo tubo nella parte superiore della camera, espellendo il lubrificante attraverso il foro D nella fotocamera . Di conseguenza, il livello del lubrificante nella camera aumenterà e chiuderà l'estremità inferiore del tubo 6. Successivamente, la camera verrà nuovamente disconnessa dall'atmosfera e il flusso di lubrificante da essa nella camera verrà interrotto. Pertanto, finché è presente lubrificante nella camera di riserva, il suo livello nella camera diminuirà. Per un funzionamento affidabile di questo dispositivo, la camera deve essere sigillata. . La boccola viene riempita di lubrificante attraverso il tubo attraverso il foro D sotto pressione utilizzando un tubo speciale con punta.
L'olio assiale GOST 610-72* viene utilizzato come lubrificante: in estate - grado L; in inverno - grado Z.

Figura 10. Cuscinetto assiale motore con livello di lubrificazione costante.
Specifiche i motori sono i seguenti:
Tensione ai morsetti del motore elettrico, V………………1500
Modalità orologio
Attuale, A…………………...480
Potenza, kW................................................................670
Velocità di rotazione, giri/min.................................................790
Efficienza………………………………0,931
Modalità lunga
Attuale, A………………………………410
Potenza, kW……………..575
Velocità di rotazione, giri/min.................................................830
Efficienza……………………………….0,936
Classe di isolamento per resistenza al calore……………F
Massima velocità di rotazione a
bende mai indossate giri/min………..1690
Rapporto di trasmissione……………..……88/23
Resistenza dell'avvolgimento ad una temperatura di 20°C, Ohm:
poli principali……………………...…..0.0254
poli aggiuntivi delle bobine di compensazione…………0,033
ancore……………………..0.036
la quantità di m(cubi) di aria ventilata non è inferiore a………….95
Peso senza ingranaggio, kg…………….………..5000
Il motore di trazione ha un elevato fattore di utilizzo della potenza (0,74) alla massima velocità della locomotiva elettrica. L'eccitazione del motore elettrico in modalità trazione è sequenziale; in rigenerativo – indipendente.
 Figura 11. Caratteristiche elettromeccaniche del motore di trazione
Figura 11. Caratteristiche elettromeccaniche del motore di trazione
TL-2K1 a U=1500V.
Il sistema di ventilazione è indipendente, assiale, con aria di ventilazione immessa dall'alto nella camera del collettore e scaricata verso l'alto dal lato opposto lungo l'asse del motore elettrico.
Figura 12. Caratteristiche aerodinamiche del motore elettrico TL-2K1:
Np – piena pressione; Nst – pressione statica

INTRODUZIONE
Il compleanno della trazione elettrica è considerato il 31 maggio 1879, quando la prima ferrovia elettrica, lunga 300 m, costruita da Werner Siemens, fu presentata in una mostra industriale a Berlino. La locomotiva elettrica, che somigliava ad una moderna automobile elettrica, era azionata da un motore elettrico da 9,6 kW (13 CV). Una corrente elettrica di 160 V veniva trasmessa alla locomotiva tramite una rotaia di contatto separata; il filo di ritorno erano le rotaie su cui si muoveva il treno: tre vagoni in miniatura a una velocità di 7 km/h, panchine per 18 passeggeri.
Inizialmente, la trazione elettrica veniva utilizzata sulle linee tranviarie urbane e nelle imprese industriali, in particolare nelle miniere e nelle miniere di carbone. Ma ben presto si scoprì che era vantaggioso sui tratti di passaggio e tunnel delle ferrovie, nonché nel traffico suburbano.
In Russia esistevano progetti per l’elettrificazione delle ferrovie già prima della prima guerra mondiale. L'elettrificazione della linea è già iniziata. San Pietroburgo - Oranienbaum, ma la guerra ne impedì il completamento. E solo nel 1926 fu aperta la circolazione dei treni elettrici tra Baku e il giacimento petrolifero di Sabunchi.
1 Scopo del motore di trazione TL-2K.
La locomotiva elettrica VL10 è dotata di otto motori di trazione di tipo TL2K. Il motore di trazione DC TL2K è progettato per convertire l'energia elettrica ricevuta dalla rete di contatto in energia meccanica. La coppia dall'albero dell'indotto del motore elettrico viene trasmessa alla sala attraverso un ingranaggio elicoidale cilindrico monostadio a doppia faccia. Con questa trasmissione i cuscinetti del motore non ricevono carichi aggiuntivi in direzione assiale. La sospensione del motore elettrico è assiale. Il motore elettrico è supportato da un lato tramite cuscinetti assiali sull'asse delle sale della locomotiva elettrica e dall'altro tramite una sospensione incernierata e rondelle in gomma sul telaio del carrello. Il sistema di ventilazione è indipendente, con aria di ventilazione immessa dall'alto nella camera collettore e scaricata dall'alto sul lato opposto lungo l'asse motore. Le macchine elettriche hanno la proprietà della reversibilità, il che significa che la stessa macchina può funzionare sia come motore che come generatore. Per questo motivo i motori di trazione vengono utilizzati non solo per la trazione, ma anche per la frenatura elettrica dei treni. Con tale frenatura, i motori di trazione vengono commutati in modalità generatore e l'energia elettrica da essi generata a causa dell'energia cinetica o potenziale del treno viene estinta nei resistori installati sulle locomotive elettriche (frenatura reostatica) o trasferita alla rete di contatto (rigenerativa frenata).
Dispositivo TL-2K.
2.1 Progettazione del motore elettrico di trazione TL-2K1
Il motore di trazione TL-2K1 è costituito da un telaio 3 (Fig. 1), un'armatura 6, un apparato a spazzole 2 e gli scudi dei cuscinetti 1, 4. Il telaio è una fusione cilindrica di acciaio di grado 25L-P e funge contemporaneamente da magnete circuito. Ad esso sono fissati sei poli principali e sei aggiuntivi, una trave rotante con sei portaspazzole e scudi con cuscinetti a rulli in cui ruota l'armatura del motore elettrico.
L'installazione degli scudi dei cuscinetti viene eseguita nella seguente sequenza: il telaio assemblato con polo e bobine di compensazione viene posizionato con il lato opposto al commutatore rivolto verso l'alto. Il collo viene riscaldato con un riscaldatore induttivo ad una temperatura di 100-150°C, lo scudo viene inserito e fissato con otto bulloni M24 in acciaio 45. Quindi il telaio viene ruotato di 180°, l'ancoraggio viene abbassato, viene installata la traversa e un altro schermo viene inserito nello stesso modo descritto sopra e fissato con otto bulloni M24. Sulla superficie esterna il telaio è dotato di due alette per il fissaggio delle boccole dei cuscinetti assiali del motore, un'aletta e una staffa rimovibile per appendere il motore elettrico e alette di sicurezza per il trasporto. Dal lato del collettore sono presenti tre portelli predisposti per l'ispezione dell'apparato spazzola e del collettore. I portelli sono chiusi ermeticamente con i coperchi 7, 11, 15 (vedi Fig. 1).
Il coperchio 7 del portello del collettore superiore è fissato al telaio con uno speciale bloccaggio a molla, il coperchio 15 del portello inferiore con un bullone M20 e un bullone speciale con una molla elicoidale e il coperchio 11 del secondo portello inferiore con quattro bulloni M12. Per l'alimentazione dell'aria dal lato opposto al collettore, tramite apposito carter 5 montato sullo scudo portante e sul telaio. I cavi del motore elettrico sono realizzati con un cavo PPSRM-1-4000 con una sezione trasversale di 120 mm2. I cavi sono protetti da coperture in telone con impregnazione combinata. I cavi sono dotati di etichette realizzate con tubi di cloruro di polivinile con le denominazioni Ya, YaYa, K e KK. I cavi di uscita I e YaYa (Fig. 3) sono collegati agli avvolgimenti dell'armatura, dei poli aggiuntivi e della compensazione, mentre i cavi di uscita K e KK sono collegati agli avvolgimenti dei poli principali
Fig.1 Sezioni longitudinali (a) e trasversali (b) del motore di trazione TL-2K1
2.2 Telaio del motore
È realizzato in acciaio elettromagnetico, ha una forma cilindrica e funge da circuito magnetico (Fig. 1.). Per il fissaggio rigido alla trave trasversale del telaio del carrello sono previste sul telaio tre borchie di staffa e due coste di sicurezza. Il telaio è dotato di fori per il fissaggio della paleria principale e aggiuntiva, portelli di ventilazione e collettori. Ci sono sei cavi che escono dal telaio del motore. Le parti terminali del telaio sono ricoperte da scudi portanti. Sul telaio è presente una targhetta indicante il produttore, il numero di serie, la massa, la corrente, la velocità di rotazione, la potenza e la tensione.

Fig.2 Telaio
2.3 Poli principali

Fig 3 Poli principali
Sono progettati per creare il flusso magnetico principale. Il polo principale è costituito da un nucleo e una bobina (Figura 2). Le bobine di tutti i poli principali sono collegate in serie e formano l'avvolgimento di campo. Il nucleo è costituito da lamiere di acciaio elettrico spesse 1,5 mm per ridurre le correnti parassite. Prima del montaggio le lastre vengono verniciate con vernice isolante, compresse con una pressa e fissate con rivetti. La parte del nucleo rivolta verso l'armatura viene allargata e viene chiamata espansione polare. Questa parte serve a sostenere la bobina, nonché a distribuire meglio il flusso magnetico nel traferro. Per aumentare l'efficienza della frenatura elettrica nelle bobine dei poli principali, oltre ai due avvolgimenti principali, che creano il flusso magnetico principale nelle modalità di trazione e frenata, ce n'è un terzo: un avvolgimento polarizzato, che crea un ulteriore flusso magnetico flusso quando il motore funziona solo in modalità generatore. L'avvolgimento di polarizzazione è collegato in parallelo ai due avvolgimenti principali e riceve energia dal circuito ad alta tensione attraverso un interruttore automatico, un fusibile e un contattore. L'isolamento delle bobine dei poli principali è in organosilicio. Il palo principale è fissato al nucleo con due bulloni, che sono avvitati in un'asta quadrata situata nel corpo del nucleo.
2.4Pali aggiuntivi
Sono progettati per creare un flusso magnetico aggiuntivo, che migliora la commutazione e riduce la reazione dell'armatura nell'area tra i poli principali. Sono di dimensioni più piccole dei poli principali e si trovano tra di loro. Il polo aggiuntivo è costituito da un nucleo e una bobina. Il nucleo è reso monolitico, poiché non si verificano correnti parassite nella sua punta a causa della piccola induzione sotto il polo aggiuntivo. Il nucleo è fissato al telaio con due bulloni. Una guarnizione diamagnetica in ottone è installata tra il telaio e il nucleo per ridurre la dissipazione del flusso magnetico. Le bobine dei poli aggiuntivi sono collegate in serie tra loro e all'avvolgimento dell'indotto.

Fig 4 Poli principali e aggiuntivi

Fig 5 Ancoraggio
Una macchina DC ha un'armatura (Figura 4), costituita da un nucleo, un avvolgimento, un commutatore e un albero. Il nucleo dell'indotto è un cilindro costituito da lamiere stampate di acciaio elettrico di 0,5 mm di spessore. Per ridurre le perdite dovute alle correnti parassite che si verificano quando l'armatura attraversa un campo magnetico, i fogli sono isolati l'uno dall'altro con vernice. Ogni lastra è dotata di foro con cava per chiavetta per l'inserimento sull'albero, fori di ventilazione e scanalature per la posa dell'avvolgimento dell'indotto. Le scanalature nella parte superiore sono a coda di rondine. Le lastre vengono posizionate sull'albero e fissate con una chiave. I fogli assemblati vengono pressati tra due idropulitrici. L'avvolgimento dell'indotto è costituito da sezioni inserite nelle scanalature del nucleo e impregnate con vernici di asfalto e bachelite. Per evitare che l'avvolgimento cada dalle scanalature, i cunei di textolite vengono martellati nella parte della scanalatura e le parti anteriore e posteriore dell'avvolgimento sono rinforzate con fascette metalliche, che vengono saldate con stagno dopo l'avvolgimento. Lo scopo del commutatore di una macchina DC in diverse modalità operative non è lo stesso. Pertanto, nella modalità generatore, il collettore serve a convertire la forza elettromotrice variabile (fem) indotta nell'avvolgimento dell'indotto in una fem costante. sulle spazzole del generatore, nel motore - per cambiare la direzione della corrente nei conduttori dell'avvolgimento dell'indotto, in modo che l'armatura del motore ruoti in una direzione particolare. Il collettore è costituito da una boccola, piastre di rame del collettore e un cono di pressione. Le piastre del collettore sono isolate tra loro mediante piastre di micanite e dalla boccola e dal cono di pressione mediante manicotti isolanti. La parte operante del commutatore, a contatto con le spazzole, è lavorata e rettificata. Per evitare che le spazzole tocchino le piastre di micanite durante il funzionamento, il commutatore è sottoposto ad una “pista”. In questo caso le piastre di micanite diventano più basse delle piastre di raccolta di circa 1 mm. Sul lato del nucleo le piastre del collettore presentano sporgenze con una fessura per la saldatura dei conduttori dell'avvolgimento dell'indotto. Le piastre del collettore hanno una sezione trasversale a forma di cuneo e per facilitare il fissaggio hanno una forma a coda di rondine. Il commutatore è inserito a pressione sull'albero dell'indotto e fissato con una chiave. L'albero dell'indotto ha diversi diametri di montaggio. Oltre all'indotto e al commutatore, sull'albero viene premuta una boccola della ventola in acciaio. Gli anelli interni e le boccole dei cuscinetti sono montati a caldo sull'albero.
2.6 Scudi dei cuscinetti

Fig 6 Scudo del cuscinetto
Gli scudi (Fig. 5) sono dotati di cuscinetti a sfera o a rulli: affidabili e non richiedono molta manutenzione. Dal lato del collettore è presente un cuscinetto reggispinta; il suo anello esterno poggia contro la sporgenza dello scudo del cuscinetto. Sul lato della trasmissione è installato un cuscinetto libero che consente l'allungamento dell'albero dell'indotto quando riscaldato. Il grasso denso viene utilizzato per i cuscinetti. Per evitare che il lubrificante venga espulso dalle camere di lubrificazione durante il funzionamento del motore, viene fornita una tenuta idraulica (a labirinto). Il lubrificante viscoso, cadendo in un piccolo spazio tra le scanalature-anelli labichi ricavati nello scudo e la boccola montata sull'albero, sotto l'influenza della forza centrifuga viene lanciato verso le pareti del labirinto, dove il lubrificante stesso crea partizioni idrauliche. Gli scudi dei cuscinetti sono fissati su entrambi i lati del telaio.
2.7 Apparecchio a spazzola
L'apparato a spazzole del motore elettrico di trazione è costituito da una traversa di tipo diviso con meccanismo rotante, sei staffe e sei portaspazzole. La traversa è in acciaio, la sezione del canale fusa ha una corona dentata lungo il bordo esterno, che ingrana con l'ingranaggio del meccanismo di rotazione. La traversa dell'apparato a spazzola è fissata e bloccata nel telaio con un bullone di bloccaggio installato sulla parete esterna del portello superiore del collettore e premuta contro lo scudo del cuscinetto con due bulloni del dispositivo di bloccaggio: uno nella parte inferiore del telaio, il secondo lato sospensioni. Il collegamento elettrico tra le staffe della traversa viene effettuato con cavi PS-4000 con sezione di 50 mm 2.

Riso. 7 Traversata
Le staffe del portaspazzole sono staccabili (di due metà) fissate con bulloni M20 su due perni isolanti montati sulla traversa. I perni isolanti sono perni in acciaio pressati con composto per stampaggio AG-4; sopra di essi sono montati isolatori in porcellana. Il portaspazzole è dotato di due molle cilindriche che lavorano in tensione. Le molle sono fissate con un'estremità su un asse inserito nel foro della sede del portaspazzole e l'altra estremità sull'asse del perno di pressione tramite una vite di regolazione che regola la tensione della molla. La cinematica del meccanismo di pressione è scelta in modo tale da fornire una pressione quasi costante sulla spazzola nel campo operativo. Inoltre, quando viene raggiunta l'usura massima consentita della spazzola, la pressione del dito di pressione su di essa si interrompe automaticamente. Ciò consente di evitare danni alla superficie di lavoro del commutatore da parte degli shunt di spazzole usurate. Due spazzole divise della marca EG-61, misura 2(8x50)x60 mm con ammortizzatori in gomma, sono inserite nelle finestre del portaspazzole. I portaspazzole sono fissati alla staffa tramite perno e dado.

Riso. 8 Portaspazzole
Per un fissaggio più affidabile e per regolare la posizione del portaspazzole rispetto al piano di lavoro lungo l'altezza del commutatore, è previsto un pettine sul corpo del portaspazzole e sulla staffa.
L'armatura del motore è costituita da un collettore di avvolgimento inserito nelle scanalature del nucleo, assemblato in un pacchetto di lamiere verniciate di acciaio elettrico di grado E-22 con uno spessore di 0,5 mm, una boccola in acciaio, idropulitrici posteriori e anteriori, un albero, bobine e 25 equalizzatori sezionali, le cui estremità saldate nei galletti collettori. Il nucleo presenta una fila di fori assiali per il passaggio dell'aria di ventilazione. L'idropulitrice anteriore funge anche da alloggiamento del collettore. Tutte le parti dell'indotto sono assemblate su una comune boccola scatolare, pressata sull'albero dell'indotto, che ne garantisce la sostituzione. La bobina è composta da 14 conduttori singoli, disposti in altezza su due file, e sette conduttori in fila; sono realizzati in piattina di rame da 0,9 x 8,0 mm grado MGM e isolati con uno strato con sovrapposizione pari alla metà della larghezza di LFC-BB nastro di mica con spessore 0,075 mm. L'isolamento del corpo della parte scanalata della bobina è costituito da sei strati di nastro di mica di vetro LSK-110tt 0,11x20 mm, uno strato di nastro fluoroplastico elettricamente isolante di spessore 0,03 mm e uno strato di nastro di vetro di spessore 0,1 mm, posato con una sovrapposizione di metà della larghezza del nastro. Gli equalizzatori sezionali sono costituiti da tre fili con una sezione trasversale di 0,90x2,83 mm, grado PETVSD. L'isolamento di ciascun filo è costituito da uno strato di nastro di mica di vetro LSK-110tt 0,11x20 mm, uno strato di nastro fluoroplastico isolante elettricamente di spessore 0,03 mm e uno strato di nastro di vetro di spessore 0,11 mm. Tutto l'isolamento viene posato coprendo metà della larghezza del nastro. Nella parte scanalata, l'avvolgimento dell'indotto è fissato con cunei di textolite e nella parte frontale con benda di vetro.
Il commutatore del motore trazione con diametro della superficie utile di 660 mm è costituito da 525 piastre di rame, isolate tra loro con guarnizioni in micanite.
Il collettore è isolato dal cono di pressione e dal corpo mediante manicotti in micanite e un cilindro. L'avvolgimento dell'indotto ha i seguenti dati: numero di slot - 75, passo lungo le slot - 1 - 13, numero di piastre del commutatore - 525, passo lungo il commutatore - 1 - 2, passo degli equalizzatori lungo il commutatore - 1 - 176.
I cuscinetti di ancoraggio di un motore della serie pesante con rulli cilindrici del tipo 8N2428M forniscono una corsa dell'indotto compresa tra 6,3 e 8,1 mm. Gli anelli esterni dei cuscinetti vengono pressati negli scudi dei cuscinetti e gli anelli interni vengono pressati sull'albero dell'indotto. Le camere dei cuscinetti sono sigillate per prevenire l'esposizione all'ambiente esterno e perdite di lubrificante. Gli scudi dei cuscinetti vengono pressati nel telaio e fissati ciascuno ad esso con otto bulloni M24 e rondelle elastiche. I cuscinetti assiali motore sono costituiti da camicie di ottone riempite con babbit B16 sulla superficie interna e boccole con un livello costante di lubrificante. Le boccole hanno una finestra per l'alimentazione del lubrificante. Per impedire la rotazione delle camicie, nella boccola è prevista una connessione con chiavetta.
2.8 Dati tecnici del motore TL-2K.
| Tensione ai terminali del motore | 1500 V |
| Corrente in modalità orologio | 466A |
| Potenza in modalità oraria | 650 chilowatt |
| Velocità di rotazione in modalità orologio | 770 giri/min |
| Corrente continua | 400 A |
| Energia | 560 kW |
| Velocità di rotazione continua | 825 giri/min |
| Eccitazione | sequenziale |
| Isolamento dell'avvolgimento dell'armatura | IN |
| Isolamento dell'avvolgimento di campo | N |
| Velocità di rotazione massima con pneumatici moderatamente usurati | 1690 giri al minuto |
| Supporto del motore | supporto-assiale |
| Rapporto di cambio | 88/23 – 3,826. |
| Resistenza degli avvolgimenti dei poli principali a 20°C | 0,025 Ohm. |
| Resistenza degli avvolgimenti dei poli aggiuntivi e avvolgimento di compensazione A 200C | 0,0365 Ohm |
| Resistenza dell'avvolgimento dell'armatura a 200°C | 0,0317 Ohm |
| Sistema di ventilazione | indipendente |
| Quantità d'aria di ventilazione | non inferiore a 95 m3/min |
| K.P.D.TL2K in modalità oraria | 0,934 |
| Efficienza di TL2K in modalità a lungo termine | 0,936 |
| Peso senza piccoli ingranaggi | 5000 chilogrammi |
Principio di funzionamento del TL-2K.
Quando la corrente passa attraverso un conduttore situato in un campo magnetico, si genera una forza di interazione elettromagnetica che tende a spostare il conduttore in una direzione perpendicolare al conduttore e alle linee di forza magnetiche. I conduttori dell'avvolgimento dell'indotto sono collegati alle piastre del collettore in un certo ordine. Sulla superficie esterna del commutatore sono installate spazzole di polarità positiva (+) e negativa (-), che collegano il commutatore alla sorgente di corrente quando il motore è acceso. Pertanto, attraverso il commutatore e le spazzole, l'avvolgimento dell'indotto del motore riceve corrente. Il collettore garantisce una tale distribuzione di corrente nell'avvolgimento dell'indotto in cui la corrente nei conduttori, situati in qualsiasi istante sotto i poli di una polarità, ha una direzione, e nei conduttori situati sotto i poli dell'altra polarità, nella direzione opposta.
Le bobine di campo e l'avvolgimento dell'indotto possono essere alimentati da diverse fonti di corrente, ovvero il motore di trazione avrà un'eccitazione indipendente. L'avvolgimento dell'indotto e la bobina di campo possono essere collegati in parallelo e ricevere energia dalla stessa sorgente di corrente, ovvero il motore di trazione avrà un'eccitazione parallela. L'avvolgimento dell'indotto e le bobine di campo possono essere collegati in serie e ricevere energia da una fonte di corrente, ovvero il motore di trazione avrà un'eccitazione in serie. I requisiti operativi complessi sono pienamente soddisfatti dai motori con eccitazione sequenziale, motivo per cui vengono utilizzati sulle locomotive elettriche.
Riparazione del motore elettrico TL2K
Prima di posizionare la locomotiva elettrica su un fosso per la manutenzione o le riparazioni di routine, i motori di trazione vengono spurgati con aria compressa.
Durante le ispezioni esterne, viene controllata la funzionalità delle serrature, dei coperchi dei portelli dei collettori, dei bulloni di fissaggio: boccole degli assali motore, scatole degli ingranaggi, poli principali e aggiuntivi.
I componenti interni del motore elettrico sono ispezionabili attraverso portelli collettori. Prima di ispezionare la superficie attorno ai portelli del collettore e ai relativi coperchi, vengono accuratamente puliti da polvere, sporco, neve, dopodiché il coperchio viene rimosso e vengono ispezionati il collettore, i portaspazzole, le spazzole, le staffe e le loro dita situate di fronte al portello di ispezione, così come la parte visibile dell'installazione del cavo della traversa, dell'armatura e delle bobine polari.
Il collettore deve avere una superficie lucida, lucida di colore marrone (vernice) senza graffi, segni, ammaccature o bruciature. In tutti i casi di danneggiamento o contaminazione del collettore, è necessario determinare le cause di tale danno ed eliminarle. Lo sporco e le tracce di grasso si rimuovono con un panno morbido leggermente inumidito con alcool industriale o benzina. Le aree bruciate e danneggiate del cono vengono pulite con carta vetrata KZM-28 e verniciate con smalto rosso-marrone GF-92-ХС (GOST 9151-75") fino ad ottenere una superficie lucida. È inaccettabile utilizzare materiali che lasciano segni di grasso per pulire.
Piccoli graffi, sgorbie e bruciature sulla superficie di lavoro del collettore vengono rimossi mediante pulizia con carta vetrata KZM-28 fissata su uno speciale blocco di legno avente un raggio corrispondente al raggio del collettore e una larghezza pari ad almeno 2/3 della larghezza della superficie di lavoro del collettore.

Fig.9 Blocco di legno per la rettifica dei commutatori nel motore elettrico assemblato: 1- barra di bloccaggio; 2- feltro; 3-pelle KZM-28; 4- maniglia
Lo stripping dovrebbe essere effettuato solo su un collettore rotante, altrimenti causerebbe un'estrazione locale. Eliminare le conseguenze di un incendio circolare richiede più lavoro. Il rame viene rimosso dallo spazio interlamellare, mantenendo se possibile lo smalto sul collettore. Si consiglia di rimuovere le sbavature con una spazzola o una spazzola non metallica, ad esempio una spazzola di nylon. In questo caso le scaglie di rame vanno piegate con un pennello nello spazio interlamellare, quindi sollevate nuovamente con aria compressa. Ripetere le operazioni due o tre volte finché le visiere dei bignè non si romperanno. Rimuovere le grandi sbavature dal serraggio del rame utilizzando uno speciale coltello per smussare. In caso di maggiore usura di tutte le spazzole o spazzole su un lato (lato cono o lato gallo), ispezionare attentamente il commutatore e misurarne la eccentricità. La causa della maggiore usura delle spazzole potrebbe essere un trattamento non sufficientemente accurato del commutatore o la sporgenza delle singole piastre di micanite o rame. La sporgenza delle piastre di micanite viene eliminata instradando il collettore. Se necessario, smussare. I trucioli e la polvere metallica vengono rimossi con cautela con aria compressa secca. Va tenuto presente che la molatura distrugge il “lucido” e quindi peggiora il contatto tra il collettore e le spazzole. Pertanto, non è consigliabile ricorrere ad esso se non in caso di assoluta necessità. tag riparazione progettazione motore elettrico
La lavorazione del collettore direttamente sulle locomotive elettriche viene effettuata in via eccezionale. Se ciò si rendesse necessario, il lavoro deve essere eseguito da uno specialista qualificato, mantenendo una velocità di taglio compresa tra 150 e 200 m/min.
Si consiglia di rettificare il commutatore nei propri cuscinetti dell'armatura, prima ruotandolo con una fresa in carburo e poi rettificandolo con una mola R-30. Quando si torni con una fresa in metallo duro, l'avanzamento dovrebbe essere di 0,15 mm e durante la tornitura di finitura - 0,045 mm per giro ad una velocità di taglio di 120 m/min.
Il runout e la produzione del collettore vengono misurati una volta ogni 2 - 3 mesi. La potenza massima durante il funzionamento non deve superare 0,5 mm, eccentricità - 0,1 mm. Il runout è inaccettabile se si verifica a causa di una deformazione locale. Dopo aver ruotato il commutatore su un tornio, l'eccentricità nel motore elettrico assemblato non deve superare 0,04 mm. La profondità della scanalatura dovrebbe essere compresa tra 1,3 e 1,6 mm, lo smusso su ciascun lato della piastra dovrebbe essere 0,2X45°. È consentito realizzare smussi di 0,5 mm di altezza e 0,2 mm di larghezza della piastra.

Fig. 10 Finitura delle piastre collettrici
Rimuovere il coperchio dello sportello di ispezione dall'apparato delle spazzole e controllare le condizioni delle spazzole, dei portaspazzole, delle staffe e dei perni delle staffe ruotando la traversa del portaspazzole. Per fare ciò svitare i bulloni che fissano i cavi alle due staffe superiori e allontanare i cavi dalla traversa per non danneggiarli; svitare il bullone di fissaggio finché il dispositivo di fissaggio non fuoriesce dalla scanalatura del supporto sul telaio; ruotare il fermo di 180° e premerlo nella scanalatura del supporto per evitare di impigliarsi nelle dita delle staffe del portaspazzole e del rivestimento durante la rotazione della traversa; Svitare i bulloni dei dispositivi di bloccaggio di 3 - 4 giri utilizzando una chiave speciale con apertura di 24 mm; attraverso lo sportello del collettore inferiore, svitare il perno del dispositivo di espansione sulla traversa nella direzione “verso di te”, lasciando uno spazio nel punto di taglio non superiore a 2 mm; Utilizzando una chiave a cricchetto, ruotare dolcemente l'albero dell'ingranaggio del meccanismo di rotazione, portare tutti i portaspazzole sul portello del collettore superiore o inferiore ed eseguire il lavoro necessario. Sul collettore superiore del portello vengono portati prima due portaspazzole dal lato del tubo di ventilazione, poi i restanti portaspazzole, ruotando la traversa in senso opposto. L'impegno del punto di taglio della traversa con l'ingranaggio del meccanismo rotante è inaccettabile. Durante l'ispezione dal portello inferiore del collettore, i portaspazzole devono essere installati nell'ordine inverso. L'altezza totale della spazzola deve essere di almeno 30 mm (l'altezza minima consentita è 28 mm - contrassegnata da un segno).
Quando si sostituiscono le spazzole, i derivatori vengono attorcigliati tra loro per evitare che pendano dal corpo portaspazzole verso i rubinetti della traversa e del commutatore. Lo shunt non deve intromettersi tra il dito di pressione e la spazzola per evitare sfregamenti. Le punte degli shunt sono saldamente fissate al corpo portaspazzole.

Fig.2.3 Spazzole abrasive

Fig. 11 Dispositivo di fissaggio della traversa del motore di trazione per l'installazione delle spazzole in folle
Gli avvolgimenti e le connessioni intercoil vengono ispezionati contemporaneamente al commutatore e alle spazzole. Controllare lo stato di fissaggio dei collegamenti intercoil, dei cavi di uscita, dei cavi trasversali, degli shunt a spazzola, del fissaggio dei capicorda e delle condizioni dei trefoli sui capicorda.
Lo strato isolante danneggiato sui cavi viene ripristinato, quindi viene verniciata l'area con smalto rosso-marrone GF-92-ХС. Vengono eliminati i motivi che causavano lo sfregamento dell'isolamento del cavo.
Se l'isolamento delle bobine polari è danneggiato o le bende dell'armatura sono in condizioni insoddisfacenti, il motore elettrico viene sostituito. Se all'interno del motore elettrico si trova umidità, questa viene asciugata con aria calda, dopodiché viene misurata la resistenza di isolamento del circuito di potenza della locomotiva elettrica. Se la temperatura di esercizio del motore elettrico risulta essere inferiore a 1,5 MOhm, misurare separatamente la resistenza su ciascun motore elettrico. Per fare ciò, scollegare il motore elettrico dal circuito di alimentazione e posizionare dei cuscinetti isolanti elettrici sotto i corrispondenti contatti dell'invertitore. Quindi misurare la resistenza di isolamento dell'armatura e dell'avvolgimento di campo con un megger. Se entrambi i circuiti hanno una bassa resistenza di isolamento, il motore elettrico viene essiccato. Quando un circuito ha un'elevata resistenza di isolamento e l'altro è bassa, si consiglia di scoprire il motivo della diminuzione della resistenza: potrebbero esserci danni meccanici all'isolamento del cavo o una rottura del dito della staffa. L'isolamento dell'armatura viene controllato rimuovendo tutte le spazzole dai portaspazzole, mentre l'isolamento dei cavi della traversa e delle dita delle staffe viene controllato misurando la resistenza di isolamento di due staffe adiacenti con le spazzole rimosse. Se non è possibile rilevare danni meccanici o elettrici all'isolamento, asciugare accuratamente il motore elettrico. Se dopo l'asciugatura la resistenza di isolamento non aumenta, il motore elettrico viene sostituito. Quando si misura la resistenza di isolamento dei motori elettrici nel circuito a cui è collegato un voltmetro, quest'ultimo deve essere spento e il circuito controllato separatamente. Al termine della misura, togliere la carica dal circuito con una bacchetta, togliere le guarnizioni isolanti elettriche da sotto i contatti dell'invertitore, rimettere l'invertitore nella sua posizione originale, collegare il voltmetro (se era scollegato), installare le spazzole e collegare i cavi alle staffe del portaspazzole (se sono stati scollegati durante le misurazioni). In inverno, a causa della sudorazione dei motori elettrici, la resistenza di isolamento viene misurata ogni volta che una locomotiva elettrica viene posizionata in una stanza e i dati di misurazione vengono registrati nel registro di riparazione della locomotiva elettrica (modulo TU-28).
Durante l'ispezione dei cuscinetti assiali del motore nella fossa di ispezione, la maschiatura verifica l'affidabilità del fissaggio delle boccole al telaio, il livello e le condizioni del lubrificante, l'assenza di perdite e la tenuta dei coperchi.
La miscelazione di oli di marche diverse nei cuscinetti assiali del motore non è accettabile. Nel passaggio dai lubrificanti estivi a quelli invernali e viceversa, l'imbottitura in lana viene sostituita e le camere delle boccole vengono accuratamente pulite. Se nelle camere vengono rilevati umidità, sporco o trucioli, il lubrificante viene sostituito, le camere vengono pulite a fondo, gli stoppini vengono cambiati e la tenuta dei coperchi viene migliorata. L'aggiunta di lubrificante e il rabbocco vengono eseguiti secondo la tabella di lubrificazione. Durante la riparazione del TR-1, vengono controllati i giochi radiali tra l'asse e il rivestimento. Gli spazi vengono misurati attraverso speciali ritagli nella copertura protettiva dell'asse della sala montata. Durante l'ispezione delle unità cuscinetto di ancoraggio, controllare il serraggio dei bulloni che fissano gli scudi, nonché la sicurezza e l'affidabilità del fissaggio dei tappi dei fori di lubrificazione e se vi è rilascio di lubrificante dalle camere dei cuscinetti nel motore elettrico. Le ragioni del rilascio di grasso possono essere grandi spazi nelle guarnizioni a labirinto o una grande quantità di grasso. Non è accettabile mescolare lubrificanti di marche diverse. Per i cuscinetti di ancoraggio viene utilizzato olio esausto radioattivo liquido TU 32. Se il lubrificante viene aggiunto tempestivamente alle camere dei cuscinetti di ancoraggio, il motore elettrico può rimanere in funzione fino alla riparazione del TR-3 senza sostituire il lubrificante. Durante la riparazione del TR-3, i motori di trazione vengono rimossi dalla locomotiva elettrica, i cuscinetti e le protezioni dei cuscinetti vengono puliti e viene controllata la condizione dei cuscinetti. Se una locomotiva elettrica rimane parcheggiata per più di 18 mesi, il lubrificante nei cuscinetti e nelle camere delle unità cuscinetto dei motori elettrici viene sostituito.
La comparsa di rumore eccessivo nei cuscinetti, vibrazioni del motore elettrico e riscaldamento eccessivo dei cuscinetti indicano il loro funzionamento anomalo. Tali cuscinetti devono essere sostituiti. L'aumento di temperatura consentito dei cuscinetti del motore di trazione non è superiore a 55 °C.
Prima di rimuovere l'unità ruota-motore dal carrello della locomotiva elettrica, l'olio viene scaricato dalle boccole dei cuscinetti dell'asse motore e dalle scatole degli ingranaggi. Rimuovere il gruppo ruota-motore e smontarlo. Sulle superfici di accoppiamento delle boccole è apposto un numero di timbro corrispondente al motore elettrico corrispondente. Quando si smontano le scatole degli ingranaggi, rimuovere prima i coperchi
camere di raccolta del lubrificante usato poste sugli scudi dei cuscinetti. Rimuovere gli ingranaggi dalle estremità dell'albero motore. Per rimuovere l'ingranaggio dall'albero, rimuovere il dado di bloccaggio e installare al suo posto un dado speciale con un distanziale. Collegare il tubo della pompa idraulica e creare pressione. Dopo che l'ingranaggio si è spostato dalla sua posizione, viene rimosso svitando prima il dado. Non è consentito rimuovere l'ingranaggio senza un dado speciale.

Fig. 12 Schema dell'alimentazione del lubrificante durante la rimozione dell'ingranaggio dall'albero del motore di trazione
Prima di smontare il motore di trazione, verificare che i numeri degli scudi dei cuscinetti corrispondano al numero del telaio posto alle estremità del foro sotto le camicie. Il numero dello scudo del cuscinetto è indicato sulla superficie di accoppiamento della borchia che fissa la scatola degli ingranaggi allo scudo. Utilizzando un megaohmmetro da 1000 V, misurare la resistenza di isolamento degli avvolgimenti dell'indotto e del sistema di poli rispetto all'alloggiamento e tra loro per identificare le aree con ridotta resistenza di isolamento.
Lo smontaggio del motore di trazione viene eseguito nel seguente ordine. Installare il motore di trazione in posizione orizzontale e rimuovere i cappelli dei cuscinetti. Utilizzando un riscaldatore a induzione o un altro metodo che garantisca la sicurezza dell'albero, gli anelli di tenuta vengono rimossi e i coperchi vengono rimessi al loro posto. Scollegare i cavi adatti alle due staffe superiori della traversa; togliere tutte le spazzole dalle finestre dei portaspazzole e fissarle con le dita a pressione sui portaspazzole; rimuovere il carter di scarico dell'aria. Installare il motore di trazione su un apposito supporto o ribaltatore con il commutatore rivolto verso l'alto; smontare lo scudo del cuscinetto e la traversa; estrarre l'ancora e posizionarla su un apposito cuscino con gommino e feltro. Capovolgi il telaio; smontare lo scudo cuscinetto dal lato opposto al commutatore. L'ulteriore smontaggio delle unità viene effettuato su rack. Pulire il telaio, soffiarlo con aria compressa secca e ispezionarlo per eventuali crepe. I difetti rilevati vengono eliminati. Pulisci le superfici di accoppiamento del telaio da scheggiature e bave. In caso di guasti o danneggiamenti, le griglie di ventilazione e i coperchi dei portelli dei collettori vengono riparati o sostituiti. I coperchi dei portelli del collettore devono adattarsi perfettamente al telaio ed essere facili da rimuovere e installare. Guarnizioni e sigilli sono fissati saldamente ai coperchi. La stitichezza viene controllata per garantire che le palpebre siano ben chiuse e corretta se necessario. Ispezionare i dispositivi per fissare, premere e ruotare la traversa. I difetti rilevati vengono eliminati. Lubrificare i fori per i bulloni del morsetto, i morsetti e l'albero dell'ingranaggio di rotazione trasversale con grasso VNII NP-232. Rimuovere il coperchio in vetroresina della scatola morsettiera, pulendolo da polvere e sporco. In caso di trasferimento con le dita, pulire accuratamente l'area danneggiata con carta vetrata a grana fine e ricoprirla almeno due volte con smalto isolante elettrico rosso-marrone GF-92-ХС. Se è necessario smontare i perni isolanti, utilizzare una chiave speciale. Viene controllato lo stato delle boccole in gomma e l'affidabilità del loro adattamento sui cavi e nei fori della copertura del telaio. Le boccole danneggiate vengono sostituite. Controllare lo stato e il fissaggio dei cavi nella morsettiera ed eliminare eventuali difetti rilevati.
Ispezionare i poli principali e aggiuntivi, l'avvolgimento di compensazione. Assicurarsi che il fissaggio sia affidabile, che non vi siano danni all'isolamento, che la resistenza attiva e gli avvolgimenti siano conformi alle norme, che le spire dei poli principali e aggiuntivi siano saldamente alloggiate sui nuclei, che siano installati i cunei di tenuta saldamente tra il nucleo polare e la parte anteriore delle spire dei poli principali. Mediante maschiatura verificare il corretto inserimento dei cunei delle bobine dell'avvolgimento di compensazione nelle fessure dei poli. Controllare il sistema dei poli per l'assenza di cortocircuiti tra le spire nelle bobine. Riparare le bobine con isolamento danneggiato, così come quelle con segni di allentamento sui nuclei e nelle fessure dei poli, rimuovendole dal telaio. La stabilità delle bobine dei poli principali e aggiuntivi sui nuclei con i bulloni serrati viene verificata da tracce visibili di spostamento, ad esempio sfregamento o molatura sui telai a molla, flange, espansioni polari e superfici delle bobine. Sostituire i telai delle molle e le flange con crepe con altri riparabili. Non è consentita l'installazione di nuclei con filettature danneggiate. I bulloni del palo vengono serrati utilizzando una chiave inglese e picchiettando con un martello. I bulloni dei pali con difetti, come filetti strappati, bordi della testa usurati o intasati, crepe, ecc., vengono sostituiti e quelli allentati vengono eliminati. Quando si cambiano i bulloni, vengono controllate le rondelle elastiche; quelle inutilizzabili devono essere sostituite. Il serraggio dei bulloni dei poli viene effettuato con le bobine riscaldate ad una temperatura di 180-190 °C. Riempire le teste dei bulloni del palo, dove previsto nel disegno, con composto. Controlla la disposizione dei poli nella cornice attorno al cerchio; misurare la distanza tra i poli in base al diametro. Le dimensioni specificate devono corrispondere al disegno. Viene determinata la condizione dei terminali della bobina dei poli principali e aggiuntivi, nonché l'avvolgimento di compensazione (isolamento, assenza di crepe e altri difetti). L'isolamento danneggiato dei cavi di uscita e dei collegamenti intercoil viene ripristinato. La parte isolante deve essere compatta e non presentare segni di scivolamento. I collegamenti tra bobine e i cavi di uscita all'interno del telaio sono fissati saldamente con staffe con distanziatori isolanti installati sotto le staffe. I collegamenti dei contatti nella catena di poli devono avere una connessione forte e un contatto affidabile. L'asciugatura dell'isolamento delle bobine polari viene effettuata nel telaio senza rimuoverle. Dopo l'asciugatura, le batterie riscaldate e i collegamenti tra le batterie vengono verniciati con smalto GF-92-HS. Misurare la resistenza di isolamento delle bobine. Per smontare le bobine di avvolgimento di compensazione cotte nel telaio, le loro connessioni intercoil vengono disconnesse. Utilizzare morsetti e cavi per collegarli a una fonte di alimentazione CC. Accendendo la fonte di corrente, impostare la corrente su 600 - 700 A e riscaldare le bobine per 20 - 30 minuti. Dopo aver spento la fonte di corrente, toccare tutti i cunei che fissano le bobine con un martello. Rimuovere le bobine dalle asole dei poli utilizzando un dispositivo o delle leve, installando delle guarnizioni in gomma tra la bobina e la leva. Quando si rimuovono le bobine dalle scanalature, vengono adottate misure per evitare danni all'isolamento del corpo delle bobine. Pulire le scanalature dei poli dalla copertura e dall'isolamento delle scanalature, dal composto colato e soffiare con aria compressa asciutta. Le bobine smontate vengono testate con tensione alternata. Sulle bobine che hanno resistito alla tensione di prova l'isolamento del rivestimento viene ripristinato. Le bobine danneggiate vengono sostituite con nuove. Se si verifica una rottura dell'isolamento del corpo di una bobina cotta nel telaio, questa viene tagliata dal punto di rottura di 50 - 60 mm in entrambe le direzioni; nel punto di rottura, rimuovere l'isolamento in rame in una sezione di 20 mm lungo. L'isolamento viene tagliato con una pendenza verso il punto di rottura. Il punto in cui viene tagliato l'isolamento è rivestito con il composto K-110 o EK-5 e applicare il numero richiesto di strati di isolamento a cono secondo il disegno con ciascuno strato rivestito con il composto sopra menzionato. Sulla parte diritta delle bobine viene applicato uno strato di film fluoroplastico e poi uno strato di nastro di vetro. Se è necessario rimuovere le bobine dei poli principali, rimuovere prima tutte le bobine dell'avvolgimento di compensazione dalle scanalature. Le bobine dei poli aggiuntivi vengono sostituite senza smontare le bobine dell'avvolgimento di compensazione. A tale scopo scollegare i morsetti delle bobine polari aggiuntive e rimuovere il nucleo polare insieme alla bobina nella finestra della bobina di compensazione. L'installazione del telaio viene eseguita nel seguente ordine. Le bobine dei poli principali e aggiuntivi sono posizionate su un apposito rack e le bobine sono collegate ad una sorgente di corrente continua mediante morsetti e cavi. Accendendo la fonte di corrente, impostare la corrente su 900 A e riscaldare le bobine per 15-20 minuti. L'isolamento delle bobine viene testato rispetto al corpo e tra le spire. Prima di posare le bobine dell'avvolgimento compensatore, verificare l'assenza di bave e cedimenti di composto nelle scanalature dei poli ed eventualmente rimuoverle. Le scanalature dei poli vengono soffiate con aria compressa. Rivestire l'area di taglio delle bobine di compensazione con il composto K-110 o EK-5.
La riparazione degli scudi dei cuscinetti viene eseguita nel seguente ordine. Rimuovere le coperture e gli anelli. Estrarre i cuscinetti. Se necessario, spingere fuori il coperchio dallo scudo del cuscinetto sul lato opposto al commutatore. L'estrazione di un cuscinetto dallo scudo del cuscinetto può essere effettuata in vari modi e con vari dispositivi accettabili per il deposito, ma in ogni caso la forza di pressione dovrebbe essere concentrata sulla superficie terminale dell'anello esterno e non sulla gabbia o rulli. Quando si preme verso il basso, il cuscinetto pressato dovrebbe cadere su una guarnizione o su un pavimento in materiale morbido non metallico per eliminare la possibilità di intaccature sulla pista esterna del cuscinetto. Lavare i cuscinetti con benzina e ispezionarli attentamente. Viene prestata attenzione alla qualità della rivettatura e all'usura della gabbia. Se il gioco radiale nel cuscinetto è compreso tra 0,14 e 0,28 mm e le condizioni delle piste, dei rulli e la qualità della rivettatura della gabbia sono buone, montare e lubrificare i gruppi dei cuscinetti dopo che i cuscinetti si sono completamente asciugati. Gli anelli dei cuscinetti vengono rimossi solo se i cuscinetti o l'albero sono danneggiati. I numeri degli anelli interni ed esterni dei cuscinetti devono corrispondere durante il montaggio. Se si riscontrano crepe nelle parti, cavità, graffi o desquamazione sui tapis roulant o sui rulli, i giochi radiali del cuscinetto superano gli standard stabiliti, il cuscinetto viene sostituito. Non è consigliabile rimuovere i nuovi cuscinetti dalla scatola finché non vengono installati. Il rivestimento anticorrosivo applicato sulla superficie dei cuscinetti nuovi viene rimosso prima del montaggio; Il cuscinetto viene lavato accuratamente con benzina, pulito con un panno pulito e asciugato. I rulli e il separatore sono rivestiti di lubrificante prima del montaggio. Gli scudi dei cuscinetti e soprattutto i tubi per il passaggio dell'olio e i fori di drenaggio vengono lavati accuratamente e soffiati con aria compressa. La superficie di appoggio degli scudi dei cuscinetti viene ispezionata per individuare eventuali crepe. Controllare tutti i fori filettati degli scudi dei cuscinetti. Se necessario, il thread viene ripristinato. Prima del montaggio i tubi conduttori dell'olio vengono riempiti di lubrificante. Durante il processo di montaggio, assicurarsi che non sia presente polvere metallica nel lubrificante o nelle camere dei cuscinetti. Gli scudi dei cuscinetti vengono assemblati nel seguente ordine. Se è stato premuto, il coperchio viene premuto nello scudo del cuscinetto sul lato opposto al commutatore. Installare anelli e coperture. Riempire di grasso le camere dei cuscinetti fino a 2/3 del volume libero. Le superfici di tenuta delle parti sono rivestite con lubrificante. In questo caso, le scanalature sul coperchio e sullo schermo non devono essere riempite o rivestite con lubrificante.
La traversa rimossa viene soffiata con aria compressa, pulita con un tovagliolo e installata su un dispositivo speciale. Rimuovere i portaspazzole, le staffe, il supporto delle sbarre, lavare il corpo della traversa con cherosene, asciugarlo e ripristinare il rivestimento anticorrosivo con smalto rosso-marrone GF-92-ХС. Ispezionare le staffe del portaspazzole, i portaspazzole, i perni isolanti, il montaggio della sbarra collettrice e il dispositivo di espansione. Le parti danneggiate e usurate vengono sostituite. I portaspazzole vengono smontati e puliti da polvere e fuliggine. Controllare lo stato dei perni di pressione, degli ammortizzatori in gomma, delle molle, dell'alloggiamento, delle finestre del portaspazzole, dei fori filettati e dei fori per gli assi. Eliminare i difetti rilevati. Dopo aver assemblato i portaspazzole, lubrificare tutte le superfici di sfregamento con lubrificante VNII NP-232. Controllare la forza di pressione su ciascun elemento della spazzola e la rotazione delle dita sull'asse con molle normalmente tensionate. Le molle che hanno perso la loro rigidità o si sono abbassate vengono sostituite. Assemblaggio della traversa. Per garantire un posizionamento uniforme dei portaspazzole attorno alla circonferenza del collettore, il montaggio della traversa con staffe e portaspazzole deve essere effettuato mediante apposito dispositivo. Montare le spazzole nelle finestre dei portaspazzole. Le spazzole devono essere prive di crepe e scheggiature, inserirsi liberamente nelle finestre dei portaspazzole, senza incepparsi. Gli spazi tra le spazzole e le pareti delle finestre devono essere nella norma, non più di 0,1 mm. Macinare nei pennelli. La traversa riparata viene testata per verificare la resistenza dell'isolamento elettrico rispetto all'alloggiamento.
Quando si ripara l'armatura, viene installata con le estremità dell'albero su appositi supporti, quindi, ruotandola, i condotti di ventilazione vengono puliti con una spazzola metallica, quindi i condotti vengono accuratamente soffiati con aria compressa. Ruotando lentamente l'armatura, rimuovere da essa polvere, sporco e grasso. Le piattine vengono ispezionate, testate per i cortocircuiti tra le spire e viene misurata la resistenza di isolamento degli avvolgimenti dell'indotto rispetto all'alloggiamento. Controllare la tenuta dei cunei della scanalatura.
Se i cunei nella scanalatura si sono indeboliti fino a raggiungere una lunghezza superiore a 1/3 della lunghezza della scanalatura, vengono sostituiti. Fissare i bulloni allentati con l'apposita chiave a cricchetto, dopo aver preriscaldato l'ancora ad una temperatura di 160 - 170 °C. Per serrare i bulloni del commutatore, l'ancora viene posizionata su un supporto speciale con il commutatore rivolto verso l'alto. I bulloni vengono serrati gradualmente, con un serraggio alternato di bulloni diametralmente opposti non superiore a mezzo giro. L'ispezione visiva garantisce la qualità della saldatura dell'avvolgimento dell'indotto ai galletti del commutatore. I difetti rilevati vengono eliminati. Asciugare l'ancora. Il collettore è tornito nei propri cuscinetti e smussato dalle nervature longitudinali delle piastre del collettore. I resti di micanite vengono rimossi dai lati delle piastre collettrici e lo spazio tra le lamelle viene pulito manualmente. Dopo aver macinato il collettore, soffiarlo con aria compressa, testare l'armatura per cortocircuiti tra le spire e misurare anche la resistenza di isolamento degli avvolgimenti rispetto all'alloggiamento. Ripristinare il rivestimento dell'ancoraggio. Se si ritarda il montaggio del motore elettrico, avvolgere la superficie di lavoro del commutatore con carta spessa o coprirlo con un telone. Successivamente, posiziona l'ancora su un supporto di legno.
Durante il montaggio del motore, lo scudo viene premuto nel telaio dal lato opposto al collettore. Installare l'ancoraggio e la traversa nel telaio. Lo schermo viene inserito dal lato del collettore. Installare il motore in posizione orizzontale. Rimuovere i coperchi e gli anelli, misurare l'eccentricità meccanica dei cuscinetti, il gioco radiale tra i rulli e l'anello del cuscinetto a freddo dopo l'atterraggio. Dopo aver installato gli anelli, questi vengono posizionati sull'albero con gli anelli riscaldati e i cuscinetti vengono coperti con coperchi. Controllare la corsa assiale dell'ancora, gli spazi tra i rubinetti e il corpo portaspazzole, la distanza tra il bordo inferiore del portaspazzole e la superficie di lavoro del collettore, il disallineamento del portaspazzole rispetto al collettore, che dovrebbe essere entro i limiti. Dopo aver installato la traversa in posizione di lavoro, è fissata. Assicurarsi che le spazzole siano posizionate correttamente sul commutatore. Assicuratevi che il motore di trazione funzioni al minimo, che le spazzole siano posizionate correttamente sul commutatore e, se necessario, mettetele in folle geometrica. Al termine dell'assemblaggio, il motore di trazione viene testato. Il programma di test di accettazione per una macchina DC comprende un'ispezione esterna della macchina, misurazioni della resistenza dell'avvolgimento, prove di riscaldamento per 1 ora, controllo della velocità di rotazione e inversione alle tensioni nominali, correnti di carico e di eccitazione per i motori elettrici. Quando si ispeziona la macchina, prestare attenzione alle condizioni del commutatore, all'installazione dei portaspazzole, alla corsa dell'indotto, alla funzionalità dell'apparato a spazzole e alla facilità di rotazione dell'indotto. Il raccoglitore non deve presentare piastre con spigoli vivi, bave o scheggiature. L'eccentricità del commutatore e degli anelli collettori su una macchina riscaldata è consentita per motori elettrici e macchine ausiliarie non superiore a 0,04 mm.
La sicurezza e la salute sul lavoro
5.1 Misure organizzative di sicurezza
La responsabilità del rispetto dei requisiti delle norme di sicurezza spetta ai dirigenti dell'impresa. Il caposquadra, i capisquadra e gli addetti al deposito garantiscono il rispetto dei requisiti di sicurezza e di igiene industriale nei loro siti; istruire i lavoratori, controllare strumenti e dispositivi; non consentire ai lavoratori di lavorare senza indumenti speciali e dispositivi di protezione, monitorare l'illuminazione, la ventilazione e il riscaldamento delle officine e l'ordine sul posto di lavoro. La responsabilità diretta per le questioni di sicurezza nel deposito spetta all'ingegnere capo. I funzionari colpevoli di violazioni delle norme di sicurezza possono essere soggetti a responsabilità disciplinare, amministrativa, finanziaria e penale. Le persone appena ammesse possono essere autorizzate a lavorare dopo aver studiato pratiche di lavoro sicure e aver superato i test. Inizialmente l'ingegnere della sicurezza fornisce un briefing introduttivo, poi il caposquadra conduce il briefing iniziale sul posto di lavoro, forma il lavoratore e verifica le sue conoscenze. Dopo aver superato i test durante la riparazione dell'EPS, viene compilato un rapporto e la contromatrice viene consegnata al lavoratore che può essere ammesso al lavoro. Periodicamente, una volta ogni due anni, vengono effettuati test per i meccanici per la riparazione dell'EPS. I lavoratori che violano i requisiti di sicurezza o effettuano un'interruzione del lavoro superiore a tre mesi sono sottoposti a test straordinari. I lavoratori che dimostrano una conoscenza insoddisfacente delle precauzioni di sicurezza dovranno essere sottoposti nuovamente al test non meno di due settimane dopo. Se i test ripetuti risultano insoddisfacenti, il lavoratore viene allontanato dal lavoro.
5.2 Infortuni sul lavoro
È considerato infortunio sul lavoro un danno improvviso al corpo umano o l'interruzione del corretto funzionamento dei suoi organi a seguito di un infortunio sul lavoro. A seconda delle circostanze di accadimento e della natura si distinguono gli infortuni legati alla produzione, al lavoro e quelli domestici.
Un infortunio legato alla produzione è un incidente accaduto durante l'orario di lavoro, comprese le pause prestabilite, nonché il tempo necessario per mettere in ordine gli strumenti di produzione e l'abbigliamento; prima di iniziare e dopo aver terminato il lavoro; sul territorio dell'organizzazione; fuori dal territorio dell'organizzazione quando si esegue il lavoro secondo le istruzioni dell'organizzazione; sui trasporti dell’organizzazione, sui trasporti con le persone che la servono.
Un infortunio sul lavoro è un incidente verificatosi durante il viaggio verso il lavoro e dal lavoro a casa non sul mezzo di trasporto dell’organizzazione; quando svolgono funzioni pubbliche.
Ogni caso di infortunio sul lavoro, verificatosi sia durante l'orario di lavoro che prima dell'inizio e della fine del lavoro, è oggetto di indagine entro e non oltre le 24 ore. Dopo aver appreso dell'incidente, è necessario organizzare immediatamente l'assistenza medica, informare la direzione dell'impresa e il comitato sindacale e mantenere la situazione e le condizioni dell'attrezzatura come tali; com'erano al momento dell'incidente, scoprire le circostanze e le cause dell'incidente. Redigere un atto del modulo N-1 in quattro esemplari.
5.3 Precauzioni di sicurezza durante il test delle apparecchiature elettriche
Quando si testa l'isolamento delle apparecchiature elettriche ad alta tensione, tutti i lavori di riparazione vengono interrotti, l'EPS è recintato con quattro pannelli con la scritta "Pericolo" e su entrambi i lati a una distanza di 2 m. sono appostate due guardie. A pantografo sollevato è possibile regolare il regolatore di tensione e relè di corrente inversa, regolatore di pressione; pulire il vetro, controllare le uscite dell'asta del cilindro freno; Quando i circuiti sono diseccitati, sostituire le lampade bruciate e i fusibili a bassa tensione. Nelle officine e nei reparti del deposito si fa attenzione a non creare disordine; i rifiuti infiammabili vengono raccolti in luoghi appositi. I rifiuti pericolosi ed infiammabili vengono stoccati in apposite aree. Le sostanze pericolose e infiammabili vengono immagazzinate in locali speciali dove è stabilito uno speciale regime di sicurezza antincendio. Avvisi e manifesti di avvertenza sono affissi nei luoghi in cui si svolgono lavori utilizzando tali sostanze. Le uscite dai locali e gli accessi agli stessi devono essere liberi. Per ordine del direttore del deposito vengono nominate le persone responsabili della sicurezza antincendio nell'insieme delle officine del deposito.
CONCLUSIONE
Durante lo svolgimento di questo lavoro, ho studiato a fondo il design e il principio di funzionamento del motore di trazione TL-2K1 installato sulla locomotiva elettrica VL-10 e ho acquisito familiarità con le regole per la loro riparazione nel volume TR-3, sia teoricamente, dai libri di testo e praticamente, durante la pratica idraulica. Ho prestato particolare attenzione all'unità motore indicata nell'argomento del mio lavoro: l'apparato a spazzole. L'apparato a spazzole non è molto complesso, ma è un componente molto importante del motore di trazione; dal suo corretto funzionamento dipende il funzionamento del motore nel suo insieme, e una parte significativa dei guasti dei motori di trazione in funzione sono legati proprio a malfunzionamenti dell'apparato a spazzola.
Ho imparato metodi di lavoro sicuri, ho osservato le precauzioni di sicurezza quando mi trovavo sui binari ferroviari e le norme di igiene personale.
Credo che il lavoro sul VPER e la formazione pratica mi abbiano aiutato a consolidare le conoscenze teoriche acquisite al college e a prepararmi per il lavoro indipendente.