ट्रॅक्शन मोटर tl 2k. वापरलेल्या साहित्याची यादी
ट्रॅक्शन इलेक्ट्रिक मोटर TL-2K1
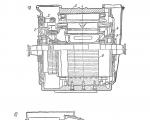
उद्देश आणि तांत्रिक डेटा. TL-2K.1 DC ट्रॅक्शन मोटर (Fig. 30) संपर्क नेटवर्कमधून प्राप्त झालेल्या विद्युत उर्जेला यांत्रिक उर्जेमध्ये रूपांतरित करण्यासाठी डिझाइन केले आहे. इंजिन आर्मेचर शाफ्टमधील टॉर्क दुहेरी बाजूच्या सिंगल-स्टेज सिलिंडर हेलिकल गियरद्वारे व्हीलसेटवर प्रसारित केला जातो. या ट्रांसमिशनसह, मोटर बीयरिंग्सना अक्षीय दिशेने अतिरिक्त भार मिळत नाही.
इलेक्ट्रिक मोटरचे निलंबन समर्थन-अक्षीय आहे. एका बाजूला, ते इलेक्ट्रिक लोकोमोटिव्हच्या व्हीलसेटच्या एक्सलवर मोटार-एक्सल बेअरिंगसह आणि दुसऱ्या बाजूला, हिंग्ड सस्पेंशन आणि रबर वॉशरद्वारे बोगी फ्रेमवर विसावलेले असते. कर्षण मोटरमध्ये इलेक्ट्रिक लोकोमोटिव्ह (चित्र 31) च्या सर्वोच्च वेगाने उच्च उर्जा वापर घटक (0.74) असतो.
वेंटिलेशन सिस्टीम स्वतंत्र, अक्षीय आहे, ज्यामध्ये वेंटिलेशन हवा वरून कलेक्टर चेंबरमध्ये पुरवली जाते आणि इंजिनच्या अक्षाच्या विरुद्ध बाजूने वरच्या दिशेने सोडली जाते (चित्र 32). इलेक्ट्रिक लोकोमोटिव्हमध्ये आठ ट्रॅक्शन मोटर्स असतात. TL-2K1 इंजिनचा तांत्रिक डेटा खालीलप्रमाणे आहे:
मोटर टर्मिनल व्होल्टेज.... 1500 V
घड्याळ चालू ................480 A
घड्याळाची शक्ती......670 kW
घड्याळाच्या फिरण्याचा वेग, . , 790 rpm
सतत प्रवाह. , . . , 410 ए
सतत कर्तव्य शक्ती.... 575 kW
सतत रोटेशन गती, 830 rpm
खळबळ. ......सुसंगत
इन्सुलेशन वर्ग आणि विंडिंगचा उष्णता प्रतिरोध
अँकर ............... बी
ध्रुव प्रणालीच्या उष्णता प्रतिरोधकतेसाठी इन्सुलेशन वर्ग.................F
मध्यम परिधान केलेल्या पट्ट्यांसह सर्वोच्च रोटेशन गती................1690 rpm
सपोर्ट-अक्षीय इंजिन निलंबन
गियर रेशो.........88/23-3,826
20 डिग्री सेल्सिअस तापमानात मुख्य ध्रुवांच्या विंडिंगचा प्रतिकार........ 0.025 ओहम
20 डिग्री सेल्सिअस तपमानावर अतिरिक्त ध्रुवांच्या विंडिंग आणि नुकसान भरपाईच्या विंडिंगचा प्रतिकार. ०.०३५६"
आर्मेचर वळण प्रतिरोध 20C --- 0.0317 ओम
रचना. TL-2K1 ट्रॅक्शन मोटरमध्ये फ्रेम 3 (चित्र 33), आर्मेचर 6, ब्रश उपकरण 2 आणि बेअरिंग शील्ड्स 1, 4 असतात.
इंजिनचा कोर (चित्र 34) स्टील ग्रेड 25L-P ने बनलेला एक दंडगोलाकार कास्टिंग आहे आणि चुंबकीय कंडक्टर म्हणून देखील काम करतो. त्यास सहा मुख्य आणि सहा अतिरिक्त खांब जोडलेले आहेत, सहा ब्रश होल्डरसह फिरणारा बीम आणि रोलर बेअरिंगसह शील्ड ज्यामध्ये मोटर आर्मेचर फिरते.
इलेक्ट्रिक मोटर फ्रेममध्ये बेअरिंग शील्डची स्थापना खालील क्रमाने केली जाते: पोल आणि नुकसानभरपाई कॉइल्ससह एकत्रित केलेली फ्रेम कम्युटेटरच्या विरुद्ध बाजूला, वर ठेवली जाते. इंडक्शन हीटरचा वापर करून, मान १००-१५० डिग्री सेल्सिअस तापमानात गरम केली जाते, ढाल घातली जाते आणि स्टील ४५ चे आठ M24 बोल्ट लावून सुरक्षित केले जाते. नंतर फ्रेम 180° वळवली जाते, अँकर खाली केला जातो, ट्रॅव्हर्स असतो. स्थापित केले आहे, आणि वर वर्णन केल्याप्रमाणे दुसरी ढाल घातली आहे आणि आठ M24 बोल्टसह सुरक्षित केली आहे. बाह्य पृष्ठभागावर, मोटार-अक्षीय बियरिंग्जचे एक्सल बॉक्स जोडण्यासाठी फ्रेममध्ये दोन लग्स आहेत, इंजिन टांगण्यासाठी एक लग आणि काढता येण्याजोगा ब्रॅकेट, सेफ्टी लग्स आणि वाहतुकीसाठी लग्स आहेत. कलेक्टरच्या बाजूला ब्रश उपकरण आणि कलेक्टरच्या तपासणीसाठी तीन हॅच डिझाइन केलेले आहेत. हॅच हर्मेटिकली कव्हर 7, I, 15 सह सीलबंद आहेत (चित्र 33 पहा).
वरच्या मॅनिफोल्ड हॅचचे 7 कव्हर फ्रेमला विशेष स्प्रिंग लॉकसह सुरक्षित केले आहे, खालच्या हॅचचे 15 कव्हर एक M20 बोल्ट आणि कॉइल स्प्रिंगसह विशेष बोल्टसह सुरक्षित केले आहे आणि दुसऱ्या खालच्या हॅचचे 11 कव्हर सुरक्षित केले आहे. चार M12 बोल्ट.

हवेच्या पुरवठ्यासाठी वेंटिलेशन हॅच 18 आहे. वेंटिलेशन हवा कलेक्टरच्या विरुद्ध बाजूने बाहेर पडते, बेअरिंग शील्ड आणि फ्रेमवर बसविलेल्या विशेष आवरण 5 द्वारे. मोटरचे आउटपुट पीएमयू-4000 केबलसह 120 मिमी 2 च्या क्रॉस-सेक्शनल क्षेत्रासह बनविले जाते. केबल्स एकत्रित गर्भाधानासह टारपॉलीन कव्हरद्वारे संरक्षित आहेत. केबल्समध्ये Ya, YaYa, K आणि KK या पदनामांसह पॉलीक्लोर विनाइल ट्यूबचे लेबले असतात. आउटपुट केबल्स I आणि YaYa (Fig. 35) आर्मेचरच्या विंडिंग्स, अतिरिक्त ध्रुव आणि भरपाईशी जोडलेले आहेत आणि आउटपुट केबल्स के आणि केके मुख्य ध्रुवांच्या विंडिंगशी जोडलेले आहेत.
मुख्य खांब 13 चे कोर (चित्र 33 पहा) शीट इलेक्ट्रिकल स्टील ग्रेड 1312 चे बनलेले आहेत ज्याची जाडी 0.5 मिमी आहे, रिव्हट्सने बांधलेली आहे आणि प्रत्येकी चार M24 बोल्टसह फ्रेममध्ये सुरक्षित आहे. मुख्य पोल कोर आणि फ्रेम दरम्यान एक 0.5 मिमी जाड स्टील स्पेसर आहे. मुख्य पोल कॉइल 12, ज्यामध्ये 19 वळणे आहेत, 1.95xx65 मिमी आकारमान असलेल्या मऊ JIMM तांब्याच्या पट्टीच्या बरगडीवर जखमेच्या आहेत, फ्रेमच्या आतील पृष्ठभागास चिकटून राहण्याची खात्री करण्यासाठी त्रिज्या वाकलेली आहे.
इंजिनचे कार्यप्रदर्शन सुधारण्यासाठी, एक नुकसान भरपाई वळण 14 वापरला जातो, जो मुख्य खांबाच्या टिपांमध्ये स्टँप केलेल्या खोबणीमध्ये स्थित असतो आणि आर्मेचर विंडिंगसह मालिकेत जोडलेला असतो. नुकसानभरपाईच्या वळणात 3.28X22 मिमीच्या परिमाणांसह मऊ आयताकृती तांबे वायर पीएमएमपासून जखमेच्या सहा कॉइल असतात आणि त्यात 10 वळणे असतात. प्रत्येक खोबणीमध्ये दोन वळणे असतात. बॉडी इन्सुलेशनमध्ये 0.1 मिमी GOST 13184-78 जाडी असलेल्या काचेच्या अभ्रक टेप LSEK-5-SPl चे सहा थर, 0.03 मिमी जाडी असलेल्या फ्लोरोप्लास्टिक टेपचा एक थर आणि 0.1 जाडी असलेल्या काचेच्या टेप LES चा एक थर असतो. मिमी, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातले. कॉइल इन्सुलेशनमध्ये त्याच ब्रँडच्या काचेच्या मायका टेपचा एक थर असतो; तो टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातला जातो. खोबणीतील नुकसान भरपाईची वळण टेक्स्टोलाइट ग्रेड B ने बनवलेल्या वेजेसने सुरक्षित केली जाते. TEVZ वरील नुकसानभरपाई कॉइलचे इन्सुलेशन NEVZ वर - कोरमध्ये फिक्स्चरमध्ये बेक केले जाते.

अतिरिक्त पोल 10 चे कोर रोल केलेल्या प्लेट्स किंवा फोर्जिंग्सचे बनलेले आहेत आणि तीन M20 बोल्टसह फ्रेममध्ये सुरक्षित आहेत. अतिरिक्त ध्रुवांची संपृक्तता कमी करण्यासाठी, फ्रेम आणि अतिरिक्त ध्रुवांच्या कोर दरम्यान 8 मिमी जाड डायमॅग्नेटिक स्पेसर प्रदान केले जातात. अतिरिक्त ध्रुव 9 चे कॉइल 6x20 मिमीच्या परिमाणांसह मऊ तांबे वायर पीएमएमच्या काठावर जखमेच्या आहेत आणि प्रत्येकी 10 वळणे आहेत. या कॉइल्सचे मुख्य भाग आणि आवरण इन्सुलेशन मुख्य पोल कॉइल्सच्या इन्सुलेशनसारखे आहे. इंटरटर्न इन्सुलेशनमध्ये 0.5 मिमी जाड एस्बेस्टोस गॅस्केट असतात, जे वार्निश KO-919 GOST 16508-70 सह गर्भवती असतात.
नोवोचेर्कस्क इलेक्ट्रिक लोकोमोटिव्ह प्लांट TL-2K1 ट्रॅक्शन मोटर तयार करतो, पोल सिस्टम (मुख्य आणि अतिरिक्त ध्रुवांचे कॉइल) ज्याचे मोनोलिट 2 सिस्टम इन्सुलेशन वापरून बनवले जाते. कॉइल्सचे गृहनिर्माण इन्सुलेशन. काचेच्या अभ्रक टेप 0.13X25 मिमी LS40Ru-TT ने बनलेले, TU OTN.504.002-73 नुसार इपॉक्सी कंपाऊंड EMT-1 किंवा EMT-2 मध्ये कॉइल्स गर्भित केल्या जातात आणि अतिरिक्त ध्रुवांच्या कॉइल्स कोर आणि फॉर्मसह एकत्रित केल्या जातात. एक-तुकडा मोनोब्लॉक. मोनोब्लॉकला 10 मिमी जाड डायमॅग्नेटिक गॅस्केट जोडलेले आहे, जे एकाच वेळी कॉइल सुरक्षित करण्यासाठी कार्य करते. मुख्य ध्रुव कॉइल पुढील भागांसह स्पेसरमध्ये दोन वेजद्वारे कोरवर हालचालींविरूद्ध सीलबंद केले जाते.
ट्रॅक्शन इलेक्ट्रिक मोटरच्या ब्रश उपकरणामध्ये (चित्र 36) एक स्प्लिट-टाइप ट्रॅव्हर्स 1 एक फिरणारी यंत्रणा, सहा ब्रॅकेट 3 आणि सहा ब्रश होल्डर 4 असतात.

ट्रॅव्हर्स स्टील आहे, चॅनेल विभागाच्या कास्टिंगमध्ये बाह्य रिमसह एक गियर रिंग आहे, जी टर्निंग यंत्रणेच्या गियर 2 (चित्र 37) सह मेश करते. वरच्या कलेक्टर हॅचच्या बाहेरील भिंतीवर स्थापित केलेल्या लॉकिंग बोल्ट 3 द्वारे ब्रश उपकरणाचा ट्रॅव्हर्स फ्रेममध्ये निश्चित केला जातो आणि लॉक केला जातो आणि लॉकिंग डिव्हाइस 1 च्या दोन बोल्टद्वारे बेअरिंग शील्डवर दाबला जातो: एक तळाशी फ्रेम, दुसरी फाशीच्या बाजूला. ट्रॅव्हर्स ब्रॅकेटचे एकमेकांशी विद्युत कनेक्शन PS-4000 केबल्ससह 50 मिमी 2 च्या क्रॉस-सेक्शनल क्षेत्रासह केले जाते. ब्रश होल्डर ब्रॅकेट वेगळे करता येण्याजोगे (दोन अर्ध्या भागांचे), दोन इन्सुलेटिंग पिन 2 (चित्र 36 पहा) वर M20 बोल्टसह सुरक्षित आहेत. बोटांचे स्टील स्टड AG-4V मोल्डिंग कंपाऊंडने दाबले जातात आणि त्यावर पोर्सिलेन इन्सुलेटर बसवले जातात.
ब्रश धारक (Fig. 38) मध्ये दोन दंडगोलाकार स्प्रिंग्स आहेत / तणावात कार्यरत आहेत. ब्रश होल्डर हाऊसिंग 2 मधील छिद्रामध्ये घातलेल्या अक्षाच्या एका टोकाला स्प्रिंग्स सुरक्षित केले जातात आणि दुस-या टोकाला स्क्रू 5 वापरून प्रेशर पिन 4 च्या अक्षावर सुरक्षित केले जातात, जे स्प्रिंग टेंशन नियंत्रित करते. प्रेसिंग मेकॅनिझमचे किनेमॅटिक्स निवडले आहे जेणेकरून ऑपरेटिंग रेंजमध्ये ते ब्रश 3 वर जवळजवळ स्थिर दाब प्रदान करते. याव्यतिरिक्त, जेव्हा ब्रशच्या जास्तीत जास्त परवानगीयोग्य पोशाख गाठला जातो, तेव्हा ब्रशवर बोट 4 दाबणे आपोआप थांबते. हे जीर्ण झालेल्या ब्रशेसच्या लवचिक तारांद्वारे कम्युटेटरच्या कार्यरत पृष्ठभागाचे नुकसान टाळते. EG-61 ब्रँडचे 2(8X50XX60) mm आकारमानाचे रबर शॉक शोषक असलेले दोन स्प्लिट ब्रश ब्रश होल्डरच्या खिडक्यांमध्ये घातले आहेत. ब्रश धारकांना पिन आणि नटसह ब्रॅकेटमध्ये सुरक्षित केले जाते. अधिक विश्वासार्ह फास्टनिंग आणि ब्रश होल्डरची स्थिती कार्यरत पृष्ठभागाच्या उंचीच्या सापेक्ष समायोजित करण्यासाठी जेव्हा कम्युटेटर संपतो तेव्हा ब्रश होल्डर आणि ब्रॅकेटच्या शरीरावर कंघी प्रदान केली जाते.
मोटरच्या आर्मेचरमध्ये (चित्र 39, 40) कम्युटेटर असते, कोर 5 च्या खोबणीमध्ये वळण घातले जाते (चित्र 39 पहा), इलेक्ट्रिकल स्टील ग्रेड 1312 0.5 मिमी जाडीच्या वार्निश शीटच्या पॅकेजमध्ये एकत्र केले जाते, एक स्टील बुशिंग 4, एक मागील 7 आणि पुढील 3 प्रेशर वॉशर, शाफ्ट 8. कोरमध्ये वायुवीजन हवेच्या मार्गासाठी अक्षीय छिद्रांची एक पंक्ती आहे. फ्रंट प्रेशर वॉशर 3 एकाच वेळी कलेक्टर बॉडी म्हणून काम करते. सर्व आर्मेचर भाग सामान्य बॉक्स-आकाराच्या स्लीव्ह 4 वर एकत्र केले जातात, आर्मेचर शाफ्ट 5 वर दाबले जातात, ज्यामुळे ते बदलणे शक्य होते.

आर्मेचरमध्ये 75 कॉइल आणि 25 विभागीय समानीकरण कनेक्शन आहेत 2. कलेक्टर प्लेट्सच्या कॉकरेलसह विंडिंग आणि वेजच्या टोकांचे कनेक्शन / उच्च-फ्रिक्वेंसी करंट्ससह विशेष स्थापनेवर PSR-2.5 सोल्डर GOST 19738-74 सह केले जाते. .
प्रत्येक कॉइलमध्ये 14 स्वतंत्र कंडक्टर असतात, ज्यांची उंची दोन ओळींमध्ये असते आणि प्रत्येक ओळीत सात कंडक्टर असतात. ते 0.09 मिमी GOST 13184-78 जाडी असलेल्या ग्लास-स्ल्युडिनाइट टेप LSEK-5-SPl च्या 0.9x8.0 मिमी, ग्रेड L MM च्या परिमाणांसह तांब्याच्या टेपने बनलेले आहेत आणि अर्ध्या रुंदीला ओव्हरलॅप करून एका थराने इन्सुलेटेड आहेत. . सात कंडक्टरचे प्रत्येक पॅकेज ग्लास अभ्रक टेप LSEK-5-SPl ने 0.09 मिमी जाडीसह टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह देखील इन्सुलेटेड आहे. NEVZ वर, कॉइल इन्सुलेशनचा अतिरिक्त वापर न करता 0.9X7.1 मिमीच्या परिमाणांसह इन्सुलेटेड PETVSD वायरपासून अँकर कॉइल्स तयार केल्या जातात. कॉइलच्या खोबणीच्या भागाच्या बॉडी इन्सुलेशनमध्ये LSEC-5-SPl ग्लास अभ्रक टेपचे सहा थर 0.1X20 मिमी, फ्लोरोप्लास्टिक टेपचा एक थर 0.03 मिमी जाडीसह आणि एलईएस ग्लास टेपचा एक थर असतो. 0.1 मिमीची जाडी, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातली.

विभागीय इक्वेलायझर्स 1X2.8 मिमी, ग्रेड PETVSD मोजण्याच्या तीन तारांपासून बनवले जातात. प्रत्येक वायरच्या इन्सुलेशनमध्ये 0.1X20 मिमी आकारमानासह काचेच्या अभ्रक टेप LSEK-5-SGTL चा एक थर आणि 0.03 मिमी जाडी असलेल्या फ्लोरोप्लास्टिक टेपचा एक थर असतो. सर्व इन्सुलेशन टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातले आहे. इन्सुलेटेड वायर्स एका विभागात जोडल्या जातात ज्यामध्ये काचेच्या टेपचा एक थर असतो, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातला जातो. खोबणीच्या भागात, आर्मेचर वळण टेक्स्टोलाइट वेजसह सुरक्षित केले जाते आणि पुढच्या भागात - काचेच्या पट्टीने.
660 मिमीच्या कार्यरत पृष्ठभागाच्या व्यासासह इंजिन मॅनिफोल्ड हे कॉपर प्लेट्सचे बनलेले आहे जे मायकेनाइट गॅस्केटसह एकमेकांपासून इन्सुलेटेड आहे. कलेक्टर प्रेशर शंकू आणि शरीरापासून मायकेनाइट कफ आणि सिलेंडरद्वारे वेगळे केले जाते.
आर्मेचर विंडिंगमध्ये खालील डेटा आहे: स्लॉट्सची संख्या 75, स्लॉट पिच 1-13, कम्युटेटर प्लेट्सची संख्या 525, कम्युटेटर पिच 1-2, कम्युटेटर 1-176 च्या बाजूने इक्वलाइझर पिच.
बेलनाकार रोलर्स प्रकार 80-42428M सह हेवी सीरीज इंजिन अँकर बेअरिंग 6.3-8.1 मिमी आर्मेचर रन प्रदान करतात. बेअरिंगच्या बाहेरील रिंग्स बेअरिंग शील्डमध्ये दाबल्या जातात आणि आतील रिंग आर्मेचर शाफ्टवर दाबल्या जातात. बाह्य वातावरणाचा संपर्क आणि वंगण गळती टाळण्यासाठी, बेअरिंग चेंबर्समध्ये सील असतात (चित्र 41). मोटार-अक्षीय बियरिंग्समध्ये आतील पृष्ठभागावर बॅबिट B16 GOST 1320-74 ने भरलेले पितळ लाइनर आणि सतत स्नेहक पातळी असलेले एक्सल बॉक्स असतात. एक्सल बॉक्सेसमध्ये वंगण पुरवठ्यासाठी खिडकी असते. लाइनर्सचे फिरणे टाळण्यासाठी, एक्सल बॉक्समध्ये एक कीड कनेक्शन प्रदान केले जाते.
VL10 इलेक्ट्रिक लोकोमोटिव्ह आठ TL2K प्रकारच्या ट्रॅक्शन मोटर्सने सुसज्ज आहे. TL2K DC ट्रॅक्शन मोटर संपर्क नेटवर्कमधून प्राप्त झालेल्या विद्युत उर्जेला यांत्रिक उर्जेमध्ये रूपांतरित करण्यासाठी डिझाइन केलेले आहे. इलेक्ट्रिक मोटरच्या आर्मेचर शाफ्टमधील टॉर्क दुहेरी बाजूच्या सिंगल-स्टेज बेलनाकार हेलिकल गियरद्वारे व्हीलसेटवर प्रसारित केला जातो. या ट्रांसमिशनसह, मोटर बीयरिंग्सना अक्षीय दिशेने अतिरिक्त भार मिळत नाही. इलेक्ट्रिक मोटर सस्पेंशन सपोर्ट-अक्षीय आहे. इलेक्ट्रिक मोटर, एकीकडे, इलेक्ट्रिक लोकोमोटिव्हच्या व्हीलसेटच्या एक्सलवर मोटर-अक्षीय बेअरिंगद्वारे समर्थित आहे आणि दुसरीकडे, हिंग्ड सस्पेंशन आणि रबर वॉशरद्वारे बोगी फ्रेमवर. वेंटिलेशन सिस्टीम स्वतंत्र आहे, कलेक्टर चेंबरमध्ये वेंटिलेशन हवा वरून पुरवली जाते आणि इंजिनच्या अक्षाच्या विरुद्ध बाजूने वरून बाहेर पडते. इलेक्ट्रिक मशीन्समध्ये रिव्हर्सिबिलिटीचा गुणधर्म असतो, याचा अर्थ एकच मशीन मोटर आणि जनरेटर दोन्ही म्हणून काम करू शकते. यामुळे, ट्रॅक्शन मोटर्सचा वापर केवळ ट्रॅक्शनसाठीच नाही तर ट्रेनच्या इलेक्ट्रिकल ब्रेकिंगसाठी देखील केला जातो. अशा ब्रेकिंगसह, ट्रॅक्शन मोटर्स जनरेटर मोडवर स्विच केल्या जातात आणि ट्रेनच्या गतिज किंवा संभाव्य उर्जेमुळे त्यांच्याद्वारे निर्माण होणारी विद्युत उर्जा इलेक्ट्रिक लोकोमोटिव्ह (रिओस्टॅटिक ब्रेकिंग) वर स्थापित केलेल्या प्रतिरोधकांमध्ये विझवली जाते किंवा संपर्क नेटवर्कमध्ये हस्तांतरित केली जाते (पुनर्जनशीलता). ब्रेकिंग).
सबवे कारच्या सर्व डीसी ट्रॅक्शन मोटर्सची रचना मुळात सारखीच असते. मोटरमध्ये एक फ्रेम, चार मुख्य आणि चार अतिरिक्त खांब, एक आर्मेचर, बेअरिंग शील्ड, ब्रश उपकरण आणि एक पंखा यांचा समावेश आहे.
इंजिन फ्रेम
हे इलेक्ट्रोमॅग्नेटिक स्टीलचे बनलेले आहे, एक दंडगोलाकार आकार आहे आणि चुंबकीय सर्किट म्हणून कार्य करते. ट्रॉली फ्रेमच्या ट्रान्सव्हर्स बीमला कठोर फास्टनिंगसाठी, फ्रेमवर तीन ब्रॅकेट बॉस आणि दोन सुरक्षा रिब प्रदान केले जातात. फ्रेममध्ये मुख्य आणि अतिरिक्त खांब, वेंटिलेशन आणि मॅनिफोल्ड हॅचेस बांधण्यासाठी छिद्र आहेत. इंजिन फ्रेममधून सहा केबल्स बाहेर पडत आहेत. फ्रेमचे शेवटचे भाग बेअरिंग शील्डने झाकलेले आहेत. फ्रेममध्ये निर्माता, अनुक्रमांक, वस्तुमान, वर्तमान, रोटेशन गती, शक्ती आणि व्होल्टेज दर्शविणारी नेमप्लेट असते.
मुख्य खांब
आकृती क्रं 1.
ते मुख्य चुंबकीय प्रवाह तयार करण्यासाठी डिझाइन केलेले आहेत. मुख्य ध्रुवामध्ये कोर आणि कॉइल असते. सर्व मुख्य ध्रुवांचे कॉइल मालिकेत जोडलेले असतात आणि फील्ड वळण तयार करतात. एडी प्रवाह कमी करण्यासाठी कोर 1.5 मिमी जाडीच्या इलेक्ट्रिकल स्टील शीटचा बनलेला आहे. असेंब्लीपूर्वी, शीट्स इन्सुलेटिंग वार्निशने पेंट केल्या जातात, प्रेससह संकुचित केल्या जातात आणि रिव्हट्सने बांधल्या जातात. आर्मेचरच्या समोरील गाभ्याचा भाग रुंद केला जातो आणि त्याला पोल पीस म्हणतात. हा भाग कॉइलला आधार देतो, तसेच हवेच्या अंतरामध्ये चुंबकीय प्रवाह चांगल्या प्रकारे वितरित करतो. कार ई वर स्थापित केलेल्या डीके -108 ए ट्रॅक्शन इंजिनमध्ये (कार डी वरील डीके -104 च्या तुलनेत), आर्मेचर आणि मुख्य ध्रुवांमधील अंतर वाढले आहे, ज्यामुळे, एकीकडे, वेग वाढवणे शक्य झाले. रनिंग मोड 26% ने, आणि दुसरीकडे, इलेक्ट्रिकल ब्रेकिंगची कार्यक्षमता कमी झाली आहे (अपुऱ्या चुंबकीय प्रवाहामुळे जनरेटर मोडमध्ये मोटर्सची मंद उत्तेजना). मुख्य खांबांच्या कॉइलमध्ये इलेक्ट्रिक ब्रेकिंगची कार्यक्षमता वाढवण्यासाठी, दोन मुख्य विंडिंग्स व्यतिरिक्त, जे ट्रॅक्शन आणि ब्रेकिंग मोडमध्ये मुख्य चुंबकीय प्रवाह तयार करतात, तिसरा एक आहे - बायस विंडिंग, ज्यामुळे अतिरिक्त चुंबकीय निर्माण होते. जेव्हा इंजिन फक्त जनरेटर मोडमध्ये चालते तेव्हा फ्लक्स. बायस वाइंडिंग दोन मुख्य विंडिंग्सशी समांतर जोडलेले असते आणि सर्किट ब्रेकर, फ्यूज आणि कॉन्टॅक्टरद्वारे हाय-व्होल्टेज सर्किटमधून पॉवर प्राप्त करते. मुख्य पोल कॉइलचे इन्सुलेशन ऑर्गनोसिलिकॉन आहे. मुख्य खांब दोन बोल्टसह कोरला जोडलेले आहे, जे कोरच्या मुख्य भागामध्ये स्थित चौकोनी रॉडमध्ये स्क्रू केलेले आहेत.
अतिरिक्त खांब
ते अतिरिक्त चुंबकीय प्रवाह तयार करण्यासाठी डिझाइन केलेले आहेत, जे कम्युटेशन सुधारते आणि मुख्य ध्रुवांमधील क्षेत्रामध्ये आर्मेचर प्रतिक्रिया कमी करते. ते मुख्य ध्रुवांपेक्षा आकाराने लहान आहेत आणि त्यांच्या दरम्यान स्थित आहेत. अतिरिक्त पोलमध्ये कोर आणि कॉइल असते. कोर अखंड बनविला जातो, कारण अतिरिक्त खांबाखालील लहान इंडक्शनमुळे त्याच्या टोकातील एडी प्रवाह उद्भवत नाहीत. कोर दोन बोल्टसह फ्रेमशी संलग्न आहे. चुंबकीय प्रवाहाचा अपव्यय कमी करण्यासाठी फ्रेम आणि कोर दरम्यान डायमॅग्नेटिक ब्रास गॅस्केट स्थापित केले आहे. अतिरिक्त ध्रुवांचे कॉइल एकमेकांशी आणि आर्मेचर विंडिंगशी मालिकेत जोडलेले असतात.

अंजीर.2.
डीसी मशीनमध्ये कोर, वाइंडिंग, कम्युटेटर आणि शाफ्ट असलेले आर्मेचर असते. आर्मेचर कोर हा 0.5 मिमी जाडीच्या इलेक्ट्रिकल स्टीलच्या स्टॅम्प केलेल्या शीटने बनलेला एक सिलेंडर आहे. जेव्हा आर्मेचर चुंबकीय क्षेत्र ओलांडते तेव्हा एडी करंट्सपासून होणारे नुकसान कमी करण्यासाठी, शीट्स वार्निशने एकमेकांपासून इन्सुलेटेड असतात. प्रत्येक शीटला शाफ्टवर बसण्यासाठी की-वे असलेले एक छिद्र, वेंटिलेशन होल्स आणि आर्मेचर विंडिंग घालण्यासाठी चर असतात. वरच्या भागातील खोबणी डोव्हटेलच्या आकाराचे आहेत. पत्रके शाफ्टवर ठेवली जातात आणि किल्लीने सुरक्षित केली जातात. एकत्रित पत्रके दोन प्रेशर वॉशरमध्ये दाबली जातात.
आर्मेचर विंडिंगमध्ये असे विभाग असतात जे कोरच्या खोबणीत ठेवलेले असतात आणि डांबर आणि बेकेलाइट वार्निशने गर्भित केलेले असतात. वळण खोबणीतून बाहेर पडू नये म्हणून, टेक्स्टोलाइट वेजेस खोबणीच्या भागामध्ये हॅमर केले जातात आणि वळणाच्या पुढील आणि मागील भागांना वायर बँडने मजबुत केले जाते, जे वळण घेतल्यानंतर टिनने सोल्डर केले जातात. वेगवेगळ्या ऑपरेटिंग मोडमध्ये डीसी मशीनच्या कम्युटेटरचा उद्देश समान नाही. अशा प्रकारे, जनरेटर मोडमध्ये, कलेक्टर आर्मेचर विंडिंगमध्ये प्रेरित व्हेरिएबल इलेक्ट्रोमोटिव्ह फोर्स (ईएमएफ) स्थिर ईएमएफमध्ये रूपांतरित करण्याचे काम करतो. जनरेटर ब्रशेसवर, मोटर एकमध्ये - आर्मेचर विंडिंगच्या कंडक्टरमधील विद्युत् प्रवाहाची दिशा बदलण्यासाठी, जेणेकरून मोटर आर्मेचर कोणत्याही विशिष्ट दिशेने फिरेल. कलेक्टरमध्ये बुशिंग, कलेक्टर कॉपर प्लेट्स आणि प्रेशर शंकू असतात. कलेक्टर प्लेट्स एकमेकांपासून मायकेनाइट प्लेट्सद्वारे आणि बुशिंग आणि प्रेशर शंकूपासून इन्सुलेट कफद्वारे इन्सुलेटेड असतात. कम्युटेटरचा कार्यरत भाग, ज्याचा ब्रशेसशी संपर्क आहे, मशीन केलेला आणि ग्राउंड आहे.
ऑपरेशन दरम्यान ब्रशेस मायकेनाइट प्लेट्सला स्पर्श करण्यापासून रोखण्यासाठी, कम्युटेटरला "ट्रॅक" च्या अधीन केले जाते. या प्रकरणात, मायकेनाइट प्लेट्स कलेक्टर प्लेट्सपेक्षा सुमारे 1 मिमीने कमी होतात. कोरच्या बाजूला, कलेक्टर प्लेट्समध्ये आर्मेचर विंडिंग कंडक्टरमध्ये सोल्डरिंगसाठी स्लॉटसह प्रोट्रेशन्स असतात. कलेक्टर प्लेट्समध्ये वेज-आकाराचा क्रॉस-सेक्शन असतो आणि फास्टनिंगच्या सुलभतेसाठी त्यांना डोवेटेल आकार असतो. कम्युटेटरला आर्मेचर शाफ्टवर दाबले जाते आणि किल्लीने सुरक्षित केले जाते. आर्मेचर शाफ्टमध्ये विविध माउंटिंग व्यास असतात. आर्मेचर आणि कम्युटेटर व्यतिरिक्त, शाफ्टवर स्टील फॅन बुशिंग दाबले जाते. बेअरिंग आतील रिंग आणि बेअरिंग बुशिंग्स शाफ्टवर गरम-फिट केले जातात.
बेअरिंग ढाल
ढाल बॉल किंवा रोलर बीयरिंगसह सुसज्ज आहेत - विश्वासार्ह आणि जास्त देखभाल आवश्यक नाही. कलेक्टर बाजूला एक थ्रस्ट बेअरिंग आहे; त्याची बाह्य रिंग बेअरिंग शील्डच्या बॉसवर टिकते. ट्रॅक्शन ड्राइव्हच्या बाजूला एक फ्री बेअरिंग स्थापित केले आहे, जे गरम झाल्यावर आर्मेचर शाफ्टला लांब करण्यास अनुमती देते. बीयरिंगसाठी जाड ग्रीसचा वापर केला जातो. इंजिन ऑपरेशन दरम्यान वंगण चेंबर्समधून बाहेर फेकले जाण्यापासून रोखण्यासाठी, एक हायड्रॉलिक (भुलभुलैया) सील प्रदान केला जातो. स्निग्ध वंगण, ढालमध्ये मशीन केलेल्या ग्रूव्ह-लॅबिच रिंग्ज आणि शाफ्टवर बसवलेले बुशिंग यांच्यातील एका लहान अंतरामध्ये पडणे, केंद्रापसारक शक्तीच्या प्रभावाखाली चक्रव्यूहाच्या भिंतीकडे फेकले जाते, जेथे वंगण स्वतः हायड्रोलिक विभाजने तयार करतो. फ्रेमच्या दोन्ही बाजूंना बेअरिंग शील्ड जोडलेले आहेत.
ब्रश उपकरणे
इंजिन कम्युटेटरला कारच्या पॉवर सर्किटशी जोडण्यासाठी, EG-2A ब्रँडचे इलेक्ट्रोग्राफाइट ब्रश वापरले जातात, ज्यात चांगले प्रवास गुणधर्म, उच्च यांत्रिक शक्ती आणि मोठ्या ओव्हरलोड्सचा सामना करण्यास सक्षम असतात. ब्रश हे 16 x 32 x 40 मिमी आकाराचे आयताकृती प्रिझम आहेत. विश्वसनीय संपर्क सुनिश्चित करण्यासाठी ब्रशेसची कार्यरत पृष्ठभाग कम्युटेटरला ग्राउंड केली जाते. ब्रश होल्डर नावाच्या धारकांमध्ये ब्रश स्थापित केले जातात आणि त्यांना लवचिक कॉपर शंटसह जोडलेले असतात: प्रत्येक ब्रश धारकास दोन ब्रशेस असतात, ब्रश धारकांची संख्या चार असते. ब्रशवरील दाब स्प्रिंगद्वारे केला जातो, एक टोक ब्रशवर बोटाने विश्रांती घेतो, तर दुसरा ब्रश धारकावर असतो. ब्रशवरील दाब काटेकोरपणे परिभाषित मर्यादेत समायोजित करणे आवश्यक आहे, कारण जास्त दाबामुळे ब्रश जलद पोशाख होतो आणि कम्युटेटर गरम होतो आणि अपुरा दाब ब्रश आणि कम्युटेटर यांच्यातील विश्वासार्ह संपर्क सुनिश्चित करत नाही, परिणामी ब्रशच्या खाली स्पार्किंग होते. दबाव 25N (2.5 kgf) पेक्षा जास्त नसावा आणि 15N (1.5 kgf) पेक्षा कमी नसावा. ब्रश होल्डर ब्रॅकेटवर बसवला जातो आणि ब्रॅकेटमध्ये दाबलेल्या दोन पिन वापरून थेट बेअरिंग शील्डला जोडला जातो. ब्रश होल्डर आणि बेअरिंग शील्डमधील ब्रॅकेट पोर्सिलेन इन्सुलेटरसह इन्सुलेटेड आहे. कम्युटेटर आणि ब्रश धारकांची तपासणी करण्यासाठी, इंजिन फ्रेममध्ये कव्हर असलेले हॅच आहेत जे पाणी आणि घाण प्रवेशापासून पुरेसे संरक्षण प्रदान करतात.
पंखा
ऑपरेशन दरम्यान, इंजिन थंड करणे आवश्यक आहे, कारण त्याच्या विंडिंगचे तापमान वाढते, इंजिनची शक्ती कमी होते. पंख्यामध्ये स्टील हब आणि सिल्युमिन इंपेलर असते, ज्याला आठ रिव्हट्स बांधलेले असतात. इंपेलर ब्लेड्स एका दिशेने हवा सोडण्यासाठी त्रिज्या पद्धतीने व्यवस्था केली जातात. पंखा मोटर आर्मेचरसह फिरतो, त्यात व्हॅक्यूम तयार होतो. मॅनिफोल्ड बाजूला असलेल्या छिद्रांद्वारे हवेचा प्रवाह इंजिनमध्ये शोषला जातो. हवेच्या प्रवाहाचा एक भाग आर्मेचर, मुख्य आणि अतिरिक्त पोल धुतो, दुसरा कलेक्टरच्या आत जातो आणि आर्मेचर वायुवीजन नलिकांमधून जातो. फ्रेम हॅचद्वारे पंख्याच्या बाजूने हवा बाहेर ढकलली जाते.
तांत्रिक माहिती.
प्रति तास मोड. लांब मोड.
वर्तमान, A……………………………………….480 वर्तमान, A………………………………410
पॉवर, kW………………………….670 पॉवर, kW………………...575
रोटेशनल स्पीड, रोटेशनल स्पीड,
आरपीएम…………………………………..७९० आरपीएम…………………………..८३०
कार्यक्षमता…………………………………….०.९३१ कार्यक्षमता……………………………….०.९३६
कलेक्टर व्होल्टेज, व्ही……………………………………….१५००
सर्वोच्च रोटेशन गती
माफक प्रमाणात घातलेल्या बँडेजसह, rpm. …………………………… १६९०
उष्णता प्रतिरोधक इन्सुलेशन वर्ग:
आर्मेचर विंडिंग्स………………………………………………………. IN
ध्रुव प्रणाली……………………………………………… एफ
गियर प्रमाण ……………………………………………………….. ८८/२३
200C तापमानात वळणाचा प्रतिकार, ओम:
मुख्य खांब ……………………………………………………… ०.०२५
अतिरिक्त पोल, नुकसान भरपाई वळण आणि आर्मेचर.... ०.०३५६
वायुवीजन हवेचे प्रमाण, m3/min.
पेक्षा कमी नाही ………………………………………………………………………………..…९५
गीअर्सशिवाय वजन, किलो ……………………………………………………………………… 5000
कमाल रोटेशन गती, rpm………………………………..1690
EDP810 इलेक्ट्रिक मोटरची तांत्रिक वैशिष्ट्ये.
प्रति तास लांब
वर्तमान A 580 540
पॉवर kW 810 755
रोटेशन गती rpm 750 770
कार्यक्षमता % 93.1 93.3
कलेक्टर व्होल्टेज V 1500
सर्वोच्च रोटेशन गती rpm 1800
इन्सुलेशन क्लास अँकर एन
ध्रुव प्रणाली एच
व्हेंट्सची संख्या एअर m3/s 1.25
वजन किलो. 5000
A 900 सुरू करताना आर्मेचर करंट
A 800 सुरू करताना उत्तेजना प्रवाह
मुख्य घटक: फ्रेम, दोन बेअरिंग शील्ड, सहा मुख्य, सहा अतिरिक्त पोल, आर्मेचर आणि ब्रश असेंब्ली.
सांगाडा फ्रेम ट्रॅक्शन मोटरच्या मुख्य घटकांना सामावून घेते आणि एक चुंबकीय सर्किट आहे. यात बेअरिंग शील्ड्ससाठी दोन नेक, वरच्या आणि खालच्या मॅनिफोल्ड हॅच, थंड हवा पुरवण्यासाठी एक वेंटिलेशन हॅच, बाहेर काढण्यासाठी आवरण असलेली हॅच आणि फ्रेममधील हवेचा दाब कमी करण्यासाठी एक आवरण आहे. एक्सल बॉक्स मोटर-अक्षीय बियरिंगसाठी दोन बॉस, वाहतुकीसाठी चार बॉस आणि गियर हाउसिंग फास्टनिंगसाठी चार कंस. इलेक्ट्रिक मोटरचे पेंडुलम सस्पेन्शन तुटल्यास मागील बाजूस दोन सेफ्टी स्पाउट्स आहेत आणि त्याचे ब्रॅकेट जोडण्यासाठी एक प्लॅटफॉर्म आहे.
बेअरिंग ढाल. बेअरिंग शील्ड्स आर्मेचर शाफ्टच्या मोटर-आर्मचर बेअरिंग्जला सामावून घेण्यास, म्हणजेच त्यास मध्यभागी ठेवण्यासाठी आणि वंगणाचा पुरवठा राखण्यासाठी काम करतात. ते फ्रेमच्या गळ्यात दाबले जातात, इंडक्शन हीटरने 100 - 150 अंश तापमानात गरम केले जातात. ढाल बाहेर दाबण्यासाठी थ्रेडेड छिद्रे आहेत. बेअरिंग युनिट्सचे भाग आर्मेचर शाफ्टच्या टोकांवर आणि ढालमधील छिद्रांमध्ये दाबले जातात.
आर्मेचर शाफ्टच्या प्रत्येक टोकाला मागील थ्रस्ट रिंग, आर्मेचर बेअरिंगची समोरची आतील रिंग आणि फ्रंट थ्रस्ट रिंग दाबली जाते. रोलर्स आणि सेपरेटरसह बेअरिंगची बाह्य रिंग प्रत्येक ढालच्या मध्यवर्ती छिद्रामध्ये दाबली जाते. हे चक्रव्यूहासह पुढील आणि मागील कव्हरद्वारे निश्चित केले जाते, जे एकमेकांशी आणि नट आणि स्टड वापरून ढालशी जोडलेले असतात. समोर आणि मागील कव्हर असलेली बेअरिंग शील्ड बेअरिंग चेंबर बनवते.
समोरच्या थ्रस्ट रिंगवर चक्रव्यूहाची रिंग दाबली जाते. बियरिंग्सच्या आतील रिंगांवर एक खांदा असतो आणि फ्रेममध्ये 6.3-8 मिमीच्या आत आर्मेचर रन प्रदान करते, जे डाव्या आणि उजव्या गीअर्समधील भारांचे समानीकरण सुनिश्चित करते. बियरिंग्स असेंबल करताना, बेअरिंग चेंबर्स 1.5 किलोच्या प्रमाणात LRW वंगणाने भरलेले असतात. आवश्यक असल्यास, टीपीवर, बेअरिंग शील्डमधील ट्यूबद्वारे, मोटर-अँकर बीयरिंगचे ऑपरेशन ऐका आणि 150-170 ग्रॅम घाला. LRW वंगण.
मुख्य खांब. मुख्य ध्रुव कर्षणाचा मुख्य चुंबकीय प्रवाह तयार करण्याचे काम करतात
विद्युत मोटर. मुख्य ध्रुवामध्ये कोर आणि कॉइल असते. कोर लॅमिनेटेड आहे, म्हणजेच तो इलेक्ट्रिकल स्टीलच्या 0.5 मिमी जाड, वार्निश केलेल्या आणि ट्यूबलर रिव्हट्सने रिव्हेट केलेल्या शीट्सपासून बनविला जातो. लॅमिनेटेड कोर एडी प्रवाह कमी करते, ज्यामुळे कोर गरम करणे कमी होते. चार पोल बोल्टसाठी धाग्यांसह घन स्टील रॉड्स कोरमध्ये दोन आयताकृती छिद्रांमध्ये दाबल्या जातात. वरच्या खांबांना सुरक्षित करणारे बोल्ट हेड कंपाऊंड वस्तुमानाने भरलेले असतात. नुकसान भरपाई वळण च्या वळण घालणे साठी कोर च्या ध्रुव चाप मध्ये 10 grooves मुद्रांकित आहेत. मुख्य पोल कॉइल रुंद काठावर बसबार तांब्यापासून घावलेली असते आणि त्याला 19 वळणे असतात. तांब्यापासून बनविलेले लवचिक लीड्स, 95 मिमीच्या क्रॉस-सेक्शनसह टिपांसह अडकलेल्या आणि इन्सुलेटेड वायर कॉइलच्या सुरूवातीस आणि शेवटी सोल्डर केले जातात. कॉइल इन्सुलेशन इंटरटर्न, बॉडी आणि कव्हर क्लास एफ आहे. कॉइल इन्सुलेशनचे नुकसान टाळण्यासाठी, असेंब्ली दरम्यान, ते आणि कोर यांच्यामध्ये मेटल फ्लॅंज स्थापित केला जातो. खांब स्थापित करताना, त्याच्या कोर आणि फ्रेम दरम्यान 0.5 मिमी जाडीची स्टील गॅस्केट स्थापित केली जाते.
सहा ध्रुवांचे कॉइल एकमेकांना मालिकेत जोडलेले असतात आणि मुख्य ध्रुवांचे वळण तयार करतात (उत्तेजनाचे वळण), ज्यामध्ये K आणि KK चिन्हांकित कोरमधून लीड्स असतात. टर्मिनल 120 मिमी 2 च्या क्रॉस-सेक्शनसह तांबे, अडकलेल्या आणि इन्सुलेटेड वायरचे बनलेले आहेत आणि ताडपत्री कव्हरद्वारे संरक्षित आहेत.
अतिरिक्त फायदे (अतिरिक्त खांब). अतिरिक्त पोल स्विचिंग सुधारण्यासाठी सर्व्ह करतात. अतिरिक्त पोलमध्ये घन, स्टील कोर आणि कॉइल असते. गाभा घन आहे, कारण खांबाखालील इंडक्शन लहान आहे आणि एडी करंट्स क्षुल्लक आहेत. अतिरिक्त पोलची कॉइल बसबार कॉपरपासून घावलेली आहे आणि त्याला 10 वळणे आहेत. वर्ग F चे इंटरटर्न, बॉडी आणि कव्हर इन्सुलेशन. या खांबांचे कॉइल टर्मिनल दोन आवृत्त्यांमध्ये तयार केले जातात. पहिल्या पर्यायामध्ये, एक टर्मिनल 95 मिमीच्या क्रॉस-सेक्शनसह इन्सुलेटेड वायरपासून लवचिक आहे, आणि दुसरा 6 ´ 20 मिमीच्या क्रॉस-सेक्शनसह कडक आणि शीट कॉपरपासून बनलेला आहे. दुस-या पर्यायामध्ये, दोन्ही टर्मिनल लवचिक आहेत. एक तांबे, अडकलेल्या आणि 95 मिमी 2 च्या क्रॉस-सेक्शनसह इन्सुलेटेड वायरचे बनलेले आहे आणि दुसरे पीएन कॉपर ब्रेडिंगने बनलेले आहे. हे टर्मिनल डिझाइन अधिक विश्वासार्ह आहे, म्हणूनच ते सध्या वापरलेले एकमेव आहे.
कॉइलला पितळी (डायमॅग्नेटिक) गॅस्केट 8 मिमी जाडीच्या सहाय्याने कांस्य कोनांचा वापर करून गाभ्याशी जोडलेला असतो आणि गाभ्याशी जोडलेला असतो. मुख्य खांबांप्रमाणेच, कॉइल आणि कोर यांच्यामध्ये स्टीलचा फ्लॅंज स्थापित केला जातो.
सहा ध्रुवांचे कॉइल मालिकेत जोडलेले असतात आणि आर्मेचर विंडिंगसह मालिकेत जोडलेल्या अतिरिक्त ध्रुवांचे वळण तयार करतात.
भरपाई वळण. नुकसान भरपाई वळण प्रत्येक मुख्य ध्रुवाच्या खाली आर्मेचर प्रतिक्रियेची पूर्णपणे भरपाई करते. विंडिंग कॉइल मऊ तांब्याच्या पट्टीपासून जखमेच्या आहे. यात 10 इन्सुलेटेड वळणे आहेत. प्रत्येक दोन वळणे एकत्र इन्सुलेटेड असतात, त्यामुळे तयार कॉइलमध्ये 5 दुहेरी वळणे असतात. मग हे वळणे शरीर आणि आवरणाने झाकलेले असतात
वर्ग F इन्सुलेशन. कॉइलची एक बाजू एका खांबाच्या गाभ्याच्या पोल आर्क ग्रूव्हजमध्ये बसते आणि दुसरी बाजू जवळच्या ध्रुवच्या गाभ्याच्या पोल आर्क ग्रूव्हमध्ये बसते. आणि त्याचे प्रत्येक दुहेरी वळण टेक्स्टोलाइट वेजने सुरक्षित केले आहे.
टीप: जेव्हा संपूर्ण कॉइल एका ध्रुवाच्या गाभ्यामध्ये ठेवली जाते, तेव्हा कॉइलच्या पाच बाजूंपैकी प्रत्येकामध्ये विद्युत् प्रवाहाची दिशा भिन्न असल्यामुळे, त्यात चुंबकीय प्रवाह नसतो.
वळणाच्या सहा ध्रुवांचे कॉइल मालिकेत जोडलेले असतात आणि आर्मेचर विंडिंगसह मालिकेत जोडलेले एक नुकसान भरपाई तयार करतात.
अँकर. आर्मेचर एक चुंबकीय प्रवाह तयार करण्याचे काम करते जे मुख्य ध्रुवांच्या चुंबकीय प्रवाहाशी संवाद साधून कर्षण मोटरचा टॉर्क तयार करते.
आर्मेचरचे मुख्य घटक: शाफ्ट 8, स्लीव्ह 4, कोर 5, वाइंडिंग 6, कम्युटेटर (1.3), आणि मागील दाब वॉशर. आर्मेचर एलिमेंट्स आणि गीअर्सवर दाबण्यासाठी सर्व्ह करते.
ड्रम प्रकार बुशिंग. मागील प्रेशर वॉशर, आर्मेचर कोअरवर दाबण्यासाठी, आर्मेचर विंडिंग बांधण्यासाठी आणि कम्युटेटरवर दाबण्यासाठी कार्य करते. एक दंडगोलाकार भाग आणि एक ड्रम बनलेला असतो. बुशिंग ड्रमच्या टोकाला गोलाकार वेंटिलेशन छिद्रे असतात आणि आतमध्ये आयताकृती वेंटिलेशन छिद्रांसह कडक पट्ट्या असतात.
कोर 5 इलेक्ट्रिकल स्टीलच्या 0.5 मिमी जाडीच्या शीटने बनलेला आहे. आर्मेचर विंडिंग कॉइलसाठी परिघाभोवती 75 खोबणी आहेत. वायुवीजन छिद्रांची एक पंक्ती आणि हब ड्रमसाठी मध्यवर्ती छिद्र. कोर बुशिंग ड्रमवर किल्लीसह दाबला जातो आणि त्यावर मागील प्रेशर वॉशर 7 आणि मॅनिफोल्ड हाउसिंग 3 सह निश्चित केला जातो. मागील प्रेशर वॉशर बुशिंग ड्रमवर किल्लीच्या बाजूने दाबले जाते आणि किल्लीच्या बाजूने बुशिंगच्या दंडगोलाकार भागावर मॅनिफोल्ड दाबले जाते. कलेक्टर बॉडी 3 फ्रंट प्रेशर वॉशर म्हणून काम करते.
आर्मेचर विंडिंग लूप आहे. 75 कॉइल असतात, त्या प्रत्येकामध्ये 7 विभाग असतात. विभागात दोन अनुलंब स्थित कंडक्टर आहेत. विंडिंगमध्ये प्रत्येकी तीन कंडक्टरचे 25 समान कनेक्शन आहेत, म्हणजेच एकूण 75 कंडक्टर आहेत. कलेक्टरच्या बाजूने असलेल्या विभागांची पिच 1-2 आहे, स्लॉट्सच्या बाजूने कॉइलची पिच 1-13 आहे, कलेक्टरच्या बाजूने कंडक्टरचे समानीकरण 1-176 आहे. आर्मेचर विंडिंग कॉइलचा आकार आकृती 22a मध्ये दर्शविला आहे. रीलमध्ये खोबणीचा भाग आणि दोन पुढचा भाग असतो.
आर्मेचर एकत्र करताना, कॉइलचा खोबणी केलेला भाग आर्मेचर कोअरच्या पुढील बाजूच्या खोबणीमध्ये बसतो.
भाग मॅनिफोल्ड बॉडीवर आणि मागील भाग मागील प्रेशर वॉशरवर. कंडक्टर आणि सेक्शन्सचे इंटरटर्न इन्सुलेशन, बी क्लास कॉइलचे शरीर आणि आवरण इन्सुलेशन. ग्रूव्हच्या भागात आर्मेचर वळण कॉइल्स टेक्स्टोलाइट वेजसह सुरक्षित केले जातात आणि पुढील भागांमध्ये ते काचेच्या पट्टीच्या टेपने घट्ट गुंडाळलेले असतात.
कलेक्टर. कम्युटेटर कम्युटेशन करतो, म्हणजेच तो प्रत्येक मुख्य ध्रुवाच्या खाली आर्मेचर विंडिंगच्या विभागांमध्ये विद्युत् प्रवाहाची दिशा स्थिर ठेवतो.
कलेक्टरमध्ये एक गृहनिर्माण 4 आणि एक दबाव शंकू 6, कास्ट स्टीलचा बनलेला असतो. त्यांच्यामध्ये 525 सिल्वर-अलॉयड कॉपर कलेक्टर प्लेट 1 आहेत आणि त्यांच्यामध्ये तितक्याच मायकेनाइट प्लेट आहेत. प्लेट्स शरीरापासून आणि शंकूपासून मायकेनाइट कफ (शंकू) 7 आणि 3 द्वारे वेगळे केले जातात आणि खालून मायकेनाइट सिलेंडरने 2. शरीर आणि दाब शंकू एकमेकांना बोल्टद्वारे जोडलेले असतात 5. मायकेनाइटचा पसरलेला भाग कफ 7, दाब शंकूवर स्थित, काचेच्या पट्टीच्या टेपने घट्ट बांधलेले आहे. गुळगुळीत, चकचकीत पृष्ठभाग प्राप्त होईपर्यंत या टेपचा शेवटचा थर इलेक्ट्रिकल इन्सुलेटिंग इनॅमल NTs-929 किंवा GF-92ХС सह झाकलेला असतो. मॅनिफोल्डच्या या भागाला इन्सुलेटर किंवा मायकेनाइट शंकू म्हणतात. एकत्रित केलेला मॅनिफोल्ड आर्मेचर बुशिंगच्या दंडगोलाकार भागावर कीसह दाबला जातो, ऑइल संप रिंग 9 स्थापित केला जातो आणि कॅसल नट 10 घट्ट केला जातो.
कलेक्टर प्लेट्सचा खालचा भाग डोव्हटेलच्या आकाराचा असतो, ज्यामुळे कलेक्टर बॉडी आणि प्रेशर शंकू (चित्र 24) दरम्यान त्यांचे विश्वसनीय फास्टनिंग सुनिश्चित होते. वरच्या भागात त्यांना "कोकरेल्स" म्हणतात. आर्मेचर असेंबल करताना, आर्मेचर विंडिंग कॉइलचे विभाग आणि त्याचे समान कनेक्शन त्यांच्या स्लॉटमध्ये सोल्डर केले जातात. कलेक्टरचे वजन हलके करण्यासाठी, ज्यामुळे केंद्रापसारक शक्ती कमी होते आणि कलेक्टर गरम झाल्यावर उद्भवणारे ताण कमी करण्यासाठी, त्यात छिद्रे पाडली जातात. कलेक्टर प्लेटच्या दोन्ही बाजूंना, 0.2 मिमी ´ 45o मोजणारे चेम्फर्स काढले जातात आणि मायकेनाइट प्लेट्स 1.5 +/- 0.1 मिमीने खोल (खोल केल्या जातात).
ब्रश युनिट. ब्रश असेंब्ली कम्युटेटरद्वारे आर्मेचर विंडिंगला विद्युत प्रवाह पुरवण्याचे काम करते.
ब्रश असेंब्लीचे मुख्य घटक: फिरणारा ट्रॅव्हर्स 1, ब्रॅकेट पिन 2 इन्सुलेटरसह, ब्रश होल्डर 4 आणि ब्रशेस.
ट्रॅव्हर्स ब्रश उपकरणे बांधण्यासाठी आणि कम्युटेशन सेट करण्यासाठी कार्य करते. मध्ये उत्पादित
बाह्य परिघासह दात असलेल्या स्टीलच्या स्प्लिट रिंगच्या रूपात. क्रॉस-सेक्शनमध्ये, त्यात एक विस्तार उपकरण आहे, जे त्याच्या रोटेशनपूर्वी ट्रॅव्हर्स संकुचित करण्यासाठी आणि पूर्ण झाल्यानंतर बेअरिंग शील्डमध्ये विस्तारित करते. ट्रॅव्हर्स जाळीचे दात रोटरी गियर 6 च्या दातांसह, जे लोअर मॅनिफोल्ड हॅचजवळ रोलरसह सुरक्षित केले जाते. त्याचे चौकोनी टोक, रॅचेट कीसाठी बनवलेले, फ्रेमच्या बाहेर पसरलेले आहे. बेअरिंग शील्डमध्ये, ट्रॅव्हर्सची स्थिती वरच्या मॅनिफोल्ड हॅचजवळ स्थित क्लॅम्प 5 आणि दोन लॉकिंग डिव्हाइसेसद्वारे निश्चित केली जाते 7. निर्मात्याच्या कारखान्यात, कम्युटेशन सेट केल्यानंतर, ट्रॅव्हर्सची स्थिती गुणांद्वारे चिन्हांकित केली जाते. फ्रेमवर आणि ट्रॅव्हर्सवर.
ब्रॅकेट बोटांचा वापर ब्रश धारक कंस बांधण्यासाठी केला जातो. पिनमध्ये थ्रेडसह स्टीलची पिन 1 असते, वर AG-4V प्रेस कंपाऊंडसह दाबली जाते आणि पोर्सिलेन इन्सुलेटर 3 असते, AST-T पेस्ट वापरून प्रेस कंपाऊंडच्या थरावर घट्ट दाबली जाते. इन्सुलेटर स्थापित करण्यापूर्वी, टर्नकी स्टडच्या प्रोट्रुझनवर मायकेनाइट वॉशर ठेवला जातो. एक ब्रॅकेट सुरक्षित करण्यासाठी पिन ट्रॅव्हर्समध्ये दोन बाजूंनी स्क्रू केल्या जातात.
ब्रॅकेटचा वापर ब्रश धारकांना जोडण्यासाठी केला जातो. ब्रॅकेट 3 स्टील आहे, वेगळे करता येण्याजोगा आणि दोन भागांचा समावेश आहे.
कंस दोन बोटांवर निश्चित केला आहे आणि दोन्ही भाग एका बोल्टने घट्ट केले आहेत. वरच्या अर्ध्या भागाच्या शेवटच्या पृष्ठभागावर ब्रश होल्डरला जोडण्यासाठी एक पिन 4 आणि "कंघी" आहे, तसेच ब्रश धारकांमध्ये लीड वायर आणि जंपर्स जोडण्यासाठी थ्रेडेड छिद्रे आहेत. ब्रश धारक 2 ब्रश स्थापित करण्यासाठी वापरले जातात. ब्रश होल्डर सिलिकॉन ब्रासचा बनलेला असतो. यात अंडाकृती छिद्र असलेली वीण पृष्ठभाग आहे आणि त्यासाठी "कंघी" आहे
स्प्रिंग वॉशरसह नट, दोन ब्रश 3 आणि प्रेशर मेकॅनिझम स्थापित करण्यासाठी खिडकी वापरून ब्रॅकेट स्टडवर बांधणे. यात दोन टेंशन स्प्रिंग्स 1 आणि प्रेशर बोट्स 4 समाविष्ट आहेत. यंत्रणा ब्रशवर त्याच्या उंचीची पर्वा न करता सतत दबाव प्रदान करते आणि कमीतकमी उंचीवर थांबवते. स्प्रिंग्सचा ताण, जे ब्रशेसवर दबाव सेट करतात, स्क्रू 5 द्वारे चालते. दोन्ही ब्रशच्या तांबे, ब्रेडेड शंट्स ब्रश होल्डरच्या शरीरावर स्क्रूने बांधले जातात.
ब्रशेस कम्युटेटर आणि ब्रश धारक यांच्यात सरकता संपर्क निर्माण करतात.
इलेक्ट्रोग्राफिटाइज्ड ब्रशेस, कार्बन ब्लॅक आधारित, स्प्लिट, रबर शॉक शोषकांसह, प्रकार
EG-61 आकार 2 (8 ´ 50 ´ 60) मिमी. प्रत्येक ब्रश होल्डरमध्ये दोन ब्रश स्थापित केले जातात.
ब्रशमध्ये दोन भाग 1, रबर शॉक शोषक 2, कॉपर ब्रेडेड शंट 3 आणि टिन केलेल्या तांब्याच्या टिपा 4 त्यांना सोल्डर केलेले असतात. कॉपर शंट्स कॉपर पावडर वापरून ब्रशच्या छिद्रांमध्ये बांधले जातात. या प्रकरणात, शंट आणि ब्रश दरम्यान संक्रमण प्रतिकार 1.25 MΩ पेक्षा जास्त नसावा. अन्यथा, कौल्किंग पावडर जळून जाईल आणि कॉपर शंट जळून जाईल. इलेक्ट्रोग्राफिटाइज्ड ब्रशेस राख सामग्रीच्या अनुपस्थितीत EG-2A प्रकारच्या पूर्वी तयार केलेल्या ब्रशपेक्षा भिन्न असतात, जे कम्युटेटरच्या कार्यरत पृष्ठभागावर स्थिर पॉलिश तयार करण्यास योगदान देतात आणि ब्रशेसचे स्विचिंग गुणधर्म वाढवण्यास मदत करतात.
वायुवीजन प्रणाली. वायुवीजन प्रणाली स्वतंत्र आहे. थंड हवा कलेक्टरच्या बाजूने हॅचमधून प्रवेश करते, कलेक्टरला थंड करते आणि त्याच्या स्टिफनर्समधील जागेतून तीन प्रकारे जाते:
आर्मेचर आणि ध्रुवांमधील हवेच्या अंतरामध्ये;
· कोरमधील छिद्रांद्वारे;
बुशिंगमधील छिद्रांद्वारे आणि त्याच्या अंतर्गत व्यासाभोवती;
विंडिंग कनेक्शन आकृती. ट्रॅक्शन मोटर प्रकार TL-2K1 ही मालिका-उत्तेजित मोटर आहे, म्हणून त्याचे विंडिंग खालीलप्रमाणे जोडलेले आहेत:
· सहा मुख्य ध्रुव कॉइल मालिकेत जोडलेले असतात आणि मुख्य ध्रुव वाइंडिंग (उत्तेजित वळण) तयार करतात. त्यात K आणि KK चिन्हांकित फ्रेममधून निष्कर्ष आहेत.
· अतिरिक्त खांबांच्या वळणाच्या सहा कॉइल्स, नुकसानभरपाईच्या वळणाच्या सहा कॉइल आणि आर्मेचर वळण खालील क्रमाने मालिकेत जोडलेले आहेत: आउटपुट I, सकारात्मक ब्रश होल्डरमधील जंपर, सकारात्मक ब्रशेस, कलेक्टर, आर्मेचर वळण विभाग, कलेक्टर, नकारात्मक ब्रशेस, त्यांचे ब्रश होल्डर, त्यांच्यामधील जंपर, कॉइल विंडिंग: DP, KO, KO, DP, KO, DP, KO, KO, DP, KO, KO, DP, टर्मिनल आउटपुट.
टिपा:
· आकृतीमध्ये, DC च्या अतिरिक्त ध्रुवांची कॉइल विषम संख्या 1, 3, 5, 7, 9, 11 द्वारे नियुक्त केली जाते आणि नुकसान भरपाई वळणाची कॉइल H, S, H, S या अक्षरांद्वारे नियुक्त केली जाते. , H, S;
· ब्रेक स्विचच्या कॅम घटकांचा वापर करून इलेक्ट्रिक लोकोमोटिव्हच्या पॉवर सर्किटमध्ये या मोटर्सच्या आर्मेचर विंडिंगसह दोन जोडलेल्या ट्रॅक्शन इलेक्ट्रिक मोटर्सचे फील्ड विंडिंग्स मालिकेत जोडलेले असतात.
· मुख्य पोल कॉइल मऊ कॉपर टेप LMM, परिमाणे 1.95 ´ 65 मिमी, फ्रेमच्या आतील पृष्ठभागास चिकटून राहण्यासाठी त्रिज्या बाजूने वाकलेल्या बरगडीवर जखमेच्या आहेत. इंटरटर्न इन्सुलेशन 0.2 मिमी जाडीच्या दोन थरांमध्ये अॅस्बेस्टॉस पेपरपासून बनविलेले आहे आणि वार्निश KO-919 GOST 16508-70 ने गर्भित केलेले आहे. बॉडी इन्सुलेशन PE-934 ब्रँडच्या वार्निशवर पॉलिथिलीन टेरेफ्थॅलंट फिल्मसह LSEP-934-TP 0.13 ´ 30 मिमी GOST13184-78 ग्लास अभ्रक टेपचे आठ थर आणि तांत्रिक लॅव्हसन उष्णता-संकुचित करण्यायोग्य टेपच्या एक थराने बनलेले आहे. 0.22 मिमी TU-17 GSSR8-79, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह सुपरइम्पोज्ड;
· अतिरिक्त पोल कॉइल 6 ´ 20 मिमीच्या परिमाणांसह बसबार तांबेपासून घावलेले आहे. इंटरटर्न इन्सुलेशन 0.5 मिमी जाडीच्या एस्बेस्टोस गॅस्केटपासून बनविलेले आहे, ज्यावर KO-919 वार्निश आहे. कॉइलचे शरीर इन्सुलेशन मुख्य पोल कॉइलसारखेच असते;
· 3.28 ´ 22 मिमी परिमाण असलेल्या मऊ तांब्याच्या पीएमएम बारमधून नुकसानभरपाईची वळण कॉइल घावलेली आहे. इंटरटर्न इन्सुलेशनमध्ये काचेच्या अभ्रक टेपचा एक थर असतो, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपिंग घातला जातो. बॉडी इन्सुलेशन 0.11 मिमी GOST13184-78 जाडी असलेल्या काचेच्या अभ्रक टेप LSEK-5-SPL च्या सहा थरांनी बनलेले आहे आणि 0.22 मिमी TU-17 GSSR 8-78 च्या जाडीसह तांत्रिक लॅव्हसन उष्णता-संकुचित टेपचा एक थर, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातले;
आर्मेचर वळण विभागात परिमाणांसह तांबे टेपने बनविलेले दोन कंडक्टर असतात
0.9 ´ 8.0 मिमी ब्रँड LMM आणि 0.09 मिमी जाडी असलेल्या काचेच्या अभ्रक टेप LSEK-5-SPl सह अर्ध्या रुंदीच्या ओव्हरलॅपसह एका लेयरमध्ये इन्सुलेटेड. सात कंडक्टरचे प्रत्येक पॅकेज त्याच प्रकारे इन्सुलेटेड आहे. कॉइलच्या खोबणीच्या भागाच्या बॉडी इन्सुलेशनमध्ये LSEC-5-SPl ग्लास अभ्रक टेपचे 0.01´ 20 मिमी, फ्लोरोप्लास्टिक टेपचा 0.03 मिमी जाडीचा एक थर आणि 0.1 मिमी जाडीचा एलईएस ग्लास टेपचा एक थर, 0.1 मिमी जाडीचा थर असतो. टेपच्या अर्ध्या रुंदीचा ओव्हरलॅप;
1 x 2.8 मिमी, ब्रँड पीईटीव्हीएसडी या तीन कंडक्टरने समान जोडणी केली जाते. प्रत्येक वायरच्या इन्सुलेशनमध्ये काचेच्या अभ्रक टेप LSNK-5-SPl ची परिमाणे 0.1´ 20 मिमी, 0.03 मिमी जाडी असलेल्या फ्लोरोप्लास्टिक टेपचा एक थर असतो. सर्व इन्सुलेशन टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातले आहे. इन्सुलेटेड वायर्स एका विभागात जोडल्या जातात ज्यामध्ये काचेच्या टेपचा एक थर असतो, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातला जातो.
ट्रॅक्शन मोटर्सच्या दुरुस्तीचे प्रकार आणि त्यांचे संक्षिप्त वर्णन
वैशिष्ट्यपूर्ण.
ट्रॅक्शन इलेक्ट्रिक मोटर्सच्या दुरुस्तीचे नियम तीन प्रकारच्या दुरुस्तीची स्थापना करतात: डेपो टीआर 3, मध्यम एसआर आणि कॅपिटल केआर. त्या प्रत्येकामधील इलेक्ट्रिक लोकोमोटिव्हचे मायलेज 750 हजार किमी आहे.
TR-3 च्या डेपो दुरुस्तीदरम्यान केलेल्या कामांची छोटी यादी:
· कोरमधून पोल कॉइल न काढता इलेक्ट्रिक मोटर वेगळे करणे, फ्रेमची तपासणी आणि दुरुस्ती करणे, बेअरिंग शील्ड्स, एमओएस कॅप्स आणि त्यांचे लाइनर. अँकरच्या यांत्रिक भागाची दुरुस्ती. शाफ्ट शंकू आणि आर्मेचर बीयरिंगच्या आतील रिंग्सचे चुंबकीय दोष शोधणे;
· कम्युटेटरचे वळण, खोबणी, चेंफरिंग आणि ग्राइंडिंग. ब्रश असेंब्लीची पुनरावृत्ती.
· इन्सुलेशन प्रतिरोध 1 MOhm पेक्षा कमी असल्यास पोल आणि आर्मेचर कॉइलचे गर्भाधान. आणि कोरडे झाल्यानंतर पुनर्संचयित केले जात नाही, कॉइल्स ऑइल-बिटुमेन वार्निशने उत्पादन किंवा दुरुस्ती दरम्यान गर्भित केल्या गेल्या होत्या आणि
कमकुवत अँकर बँड बदलल्यानंतर.
पोल कॉइल्सचे गर्भाधान फ्रेममधून खांब न काढता आणि अँकर कॉइल्स - वार्निश एफएल-98 मध्ये वेजेस न काढता केले जाते.
कॉइलचे गर्भाधान आणि ते कोरडे झाल्यानंतर, त्यांना आणि फ्रेमला आतून इलेक्ट्रिकल इन्सुलेट इनॅमल EP-91 ने लेप करा. असेंबली, फ्रेमची बाह्य पेंटिंग आणि चाचणी स्टेशनवर इलेक्ट्रिक मोटरची चाचणी.
टीप: TR3 वर, कार्डन शाफ्ट, त्याचे ड्राईव्ह, एक्सल, क्रॉसपीस आणि सुई बेअरिंग हाऊसिंगचे चुंबकीय दोष शोधणे आणीबाणीच्या इलेक्ट्रिक लोकोमोटिव्हच्या ट्रॅक्शन मोटर्सवर चालते.
सीपीच्या सरासरी दुरुस्तीदरम्यान केलेल्या कामाची एक छोटी यादी: टीपी 3 व्यतिरिक्त, उत्पादन
· पोल कॉइलसाठी, शरीराचे इन्सुलेशन काढून टाकणे. इंटरटर्न इन्सुलेशनची तपासणी, कॉइलचा ओमिक रेझिस्टन्स मोजणे आणि इंटरटर्न शॉर्ट सर्किटसाठी तपासणे. लवचिक असलेल्या कठोर लीड्सच्या जागी. इलेक्ट्रिकल इन्सुलेटिंग इनॅमल EP-91 सह नवीन बॉडी इन्सुलेशन, गर्भाधान, कोरडे आणि कोटिंग घालणे.
· नांगरावर, पट्टी सैल असल्यास, कंस जळत असल्यास किंवा डिलेमिनेशन असल्यास काढून टाका. कॉकरल्समध्ये आर्मेचर विंडिंग आणि सोल्डरिंगच्या दृश्यमान भागांची तपासणी. EP-91 इनॅमलसह वळण, कोरडे आणि कोटिंगचे दुहेरी गर्भाधान. चाचणी स्टेशनवर इलेक्ट्रिक मोटरची असेंब्ली, पेंटिंग आणि चाचणी.
KR चे ओव्हरहॉल: सर्व घटकांची संपूर्ण पृथक्करणासह दुरुस्ती आणि रेखाचित्रांमध्ये सर्व आयाम आणणे. कलेक्टर इन्सुलेशन आणि सर्व विंडिंग्सचे कॉइल इन्सुलेशन बदलणे. चाचणी स्टेशनवर इलेक्ट्रिक मोटरची असेंब्ली, पेंटिंग आणि चाचणी.
ट्रॅक्शन मोटर्सच्या चाचणीची संकल्पना.
ट्रॅक्शन मोटर्सची चाचणी करण्यापूर्वी, ब्रशेस तटस्थपणे योग्यरित्या स्थापित केले आहेत याची खात्री करा आणि आर्मेचर हाताने मुक्तपणे फिरत असल्याचे तपासा. निष्क्रिय असताना, दोन्ही दिशेने आर्मेचर फिरवत असताना कम्युटेटर-ब्रश असेंब्लीचे ऑपरेशन तपासा.
· 20 अंशांच्या सभोवतालच्या तापमानात विंडिंग्सचा ओमिक प्रतिरोध मोजतो. नाममात्र मूल्यापासून त्याचे विचलन 10% पेक्षा जास्त नसावे;
· रिटर्न ऑपरेशन पद्धतीचा वापर करून रेट केलेले व्होल्टेज आणि तासाभराच्या विद्युतप्रवाहावर 1 तासासाठी विंडिंग गरम करणे तपासा
इन्सुलेशन वर्गांसाठी अंशांमध्ये कमाल अनुज्ञेय तापमान.
आर्मेचर वळण 120 140 160
पोल वळण 130 155 180
जिल्हाधिकारी 95 95 105
टीप: TL-2K1 ट्रॅक्शन मोटरसाठी हवेचे नाममात्र प्रमाण 95 मीटर 3/मिनिट आहे.
· ताशी वर्तमान आणि रेट केलेल्या व्होल्टेजवर दोन्ही दिशांमध्ये वारंवारता तपासा. रोटेशन गती विचलन +/- 3% पेक्षा जास्त नसावे;
· वाढीव वेगाने चाचणी करा. कर्षण इलेक्ट्रिक मोटर TL-2K1 साठी
2260 आरपीएम;
· वळण इन्सुलेशनची विद्युत शक्ती 5 मिनिटांसाठी तपासा, व्होल्टेज रेट केलेल्या व्होल्टेजपेक्षा 50% जास्त आहे;
· कलेक्टर रनआउट तपासा. त्याला 0.08 मिमी पेक्षा जास्त परवानगी नाही;
· दोन्ही दिशेने फिरत असताना कम्युटेशन तपासा. हे तीन मोडमध्ये तपासले जाते:
कलेक्टर व्होल्टेज रेट केले आहे (1500 V), आर्मेचर प्रवाह दुहेरी तास 960 A आहे, उत्तेजना प्रवाह रेट केला आहे;
कलेक्टरवरील व्होल्टेज सर्वोच्च (2000 V), चाचणीसाठी सर्वाधिक रोटेशन गती 2260 rpm आहे. उत्तेजित प्रवाह सर्वात लहान आहे, OB4 शी संबंधित आहे, म्हणजेच आर्मेचर प्रवाहाच्या 36%;
कलेक्टरवरील व्होल्टेज सर्वोच्च आहे (2000 V), आर्मेचर प्रवाह सर्वात जास्त सुरू आहे, उत्तेजित प्रवाह सर्वात कमी आहे, OB4 शी संबंधित आहे.
· घरांच्या सापेक्ष विंडिंग्सचा इन्सुलेशन प्रतिरोध तपासा, जो किमान असावा
· व्होल्टेजसह 1 मिनिट अल्टरनेटिंग करंटसह इन्सुलेशनची विद्युत शक्ती तपासा: KR - 8800 V, SR-7000 V, TP3 - 6000 V.
वळणाचा नांगर घालण्याचा आणि बांधण्याचा क्रम.
· प्री-इन्सुलेटेड इक्वलाइझिंग कनेक्शन कम्युटेटर बॉडीच्या मायकेनाइट कॉलरवर ठेवलेले आणि सुरक्षित केले जातात. त्यांचे कंडक्टर, 1-176 च्या कलेक्टरच्या बाजूने एक पायरीसह, कलेक्टर प्लेट्सच्या कॉकरेलच्या स्लॉटमध्ये घातले जातात;
· काचेच्या अभ्रक गॅस्केट कोरच्या खोबणीमध्ये ठेवल्या जातात आणि प्रेशर वॉशर आणि स्थापित समानीकरण कनेक्शनवर मायकेनाइट गॅस्केट ठेवल्या जातात.
· त्याची कॉइल आर्मेचर कोअरच्या खोबणीमध्ये 1-13 च्या पायऱ्यांमध्ये ठेवली जाते आणि त्यांचे विभाग 1-2 च्या चरणांमध्ये कम्युटेटर प्लेट्सच्या कॉकरल्सच्या स्लॉटमध्ये घातले जातात. वेगवेगळ्या कॉइलच्या दोन बाजूंच्या दरम्यान, अभ्रक गॅस्केट खोबणीमध्ये पूर्व-स्थापित आहेत;
कॉइलच्या खोबणीच्या भागात, आर्मेचर विंडिंग्ज टेक्स्टोलाइट वेजसह सुरक्षित केले जातात;
आर्मेचर वळण विभागांचे सोल्डरिंग आणि समान कनेक्शन करा;
· वार्निश FL-98 ची बीजारोपण करताना आर्मेचर विंडिंगचे प्राथमिक गर्भाधान करा आणि ते कोरड्या ओव्हनमध्ये वाळवा.
आर्मेचर विंडिंग कॉइलच्या पुढच्या भागांवर काचेची पट्टी ताणलेली असते;
· त्याच वार्निशमध्ये आर्मेचर विंडिंगचे दुय्यम गर्भाधान, कोरडे करणे, इलेक्ट्रिकल इन्सुलेटिंग इनॅमल EP-9 सह कोटिंग, कम्युटेटरची यांत्रिक प्रक्रिया आणि दोन्ही बाजूंनी आर्मेचरचे डायनॅमिक बॅलेंसिंग.
नोट्स
आर्मेचर विंडिंग्सबद्दल थोडक्यात माहिती.
इलेक्ट्रिक लोकोमोटिव्ह मशीनचे आर्मेचर विंडिंग दोन प्रकारचे असतात:
· लहरी वळण (चित्र 32, 34). उलगडल्यावर लहरी वळणाचा आकार लहरीसारखा दिसतो. साध्या वेव्ह वळणात, वेगवेगळ्या ध्रुवाखाली असलेले विभाग मालिकेत जोडलेले असतात. म्हणून, या विंडिंगला सीरियल देखील म्हणतात;
· लूप वाइंडिंग (चित्र 32, 33). लूप वाइंडिंग कॉइलचा आकार लूपसारखा असतो. साध्या लूप वाइंडिंगमध्ये, प्रत्येक जोडीच्या खांबाखाली असलेले विभाग समांतर फांद्या तयार करतात, म्हणूनच त्याला समांतर असेही म्हणतात.
यापैकी कोणतेही विंडिंग ब्रशने समांतर शाखांमध्ये विभागलेले आहे. वेव्हिंगमध्ये, ध्रुवांच्या जोड्यांची संख्या विचारात न घेता, त्यापैकी नेहमी दोन असतात. लूप वाइंडिंगमध्ये, त्यांची संख्या ध्रुवांच्या संख्येइतकी असते. समांतर शाखांची संख्या विंडिंगच्या अनुप्रयोगाची व्याप्ती निर्धारित करते.
वर्तमानानुसार विंडिंगची तुलना. आर्मेचर विंडिंगमधून जाणारा सर्वात मोठा प्रवाह एका समांतर शाखेतील त्याच्या मूल्याद्वारे निर्धारित केला जातो. अधिक समांतर शाखा, त्या प्रत्येकामध्ये कमी प्रवाह वाहतो (विंडिंग करंट त्यांच्या संख्येने विभाजित केला जातो). लूप वाइंडिंगमध्ये समांतर शाखांची संख्या जास्त असल्याने, ते वेव्ह वळणापेक्षा जास्त प्रवाह वाहून नेऊ शकते. हे वळण मालिकेच्या इलेक्ट्रिक लोकोमोटिव्हच्या ट्रॅक्शन मोटर्समध्ये वापरले जाते
VL11, (VL11 m), आपत्कालीन परिस्थिती आणि उच्च प्रवाहांवर कार्यरत कन्व्हर्टर जनरेटरमध्ये.
व्होल्टेजद्वारे विंडिंगची तुलना. वळणावर लागू व्होल्टेजचे प्रमाण एका समांतर शाखेत आर्मेचर वळण विभागांच्या संख्येद्वारे निर्धारित केले जाते. दोन्ही प्रकारच्या विंडिंगमधील विभागांच्या समान संख्येसह, वेव्ह विंडिंगमधील एका समांतर शाखेतील विभागांची संख्या जास्त असते (दोनने विभाजित). म्हणून, हे वळण लूप वाइंडिंगपेक्षा जास्त व्होल्टेजशी (प्रत्येक विभागात कमी व्होल्टेज ड्रॉप) जोडलेले आहे. 3000 V च्या कलेक्टर व्होल्टेजवर कार्य करणार्या सहायक मशीनच्या मोटर्समध्ये वेव्ह विंडिंगचा वापर केला जातो.
वळण वळण वैशिष्ट्य. लूप वाइंडिंगचे वैशिष्ठ्य म्हणजे त्याची प्रत्येक समांतर शाखा मुख्य खांबाच्या विशिष्ट जोडीखाली स्थित आहे. सर्व मुख्य ध्रुवांना समान चुंबकीय शक्तीने निर्माण करणे आणि आर्मेचर आणि ध्रुवांमध्ये हवेतील अंतर निर्माण करणे तांत्रिकदृष्ट्या अशक्य आहे या वस्तुस्थितीमुळे, समांतर शाखांमध्ये भिन्न परिमाणांचे emfs प्रेरित केले जातात. या emfs मधील फरक. आर्मेचर विंडिंगच्या समांतर शाखांमध्ये समानीकरण प्रवाह दिसण्यास कारणीभूत ठरते. हे प्रवाह, समांतर शाखांच्या लहान प्रतिकारांमुळे, लक्षणीय आहेत. ब्रशेसमधून जाणारे समानीकरण प्रवाह काही ब्रश ओव्हरलोड करतात आणि इतर अनलोड करतात. त्यांना ब्रशेसमधून काढून टाकण्यासाठी, समानीकरण कनेक्शन वापरले जातात, जे आर्मेचर विंडिंगच्या बिंदूंना समान क्षमतेसह जोडतात.
ट्रॅव्हर्स रोटेशनचा क्रम.
· दोन वरच्या ब्रश धारकांच्या कंसातील तारा डिस्कनेक्ट करा आणि त्यांना ट्रॅव्हर्सपासून दूर हलवा;
फ्रेमवरील धारकाच्या खोबणीतून क्लॅम्प बाहेर येईपर्यंत क्लॅम्प बोल्ट काढा;
· ट्रॅव्हर्स वळवताना ब्रश होल्डरच्या कंसाच्या बोटांवर आणि अस्तरांवर अडथळे येऊ नयेत म्हणून कुंडी 180 अंश वळवली जाते आणि होल्डरच्या खोबणीत फिरवली जाते;
लॉकिंग उपकरणांचे बोल्ट 3-4 वळणांनी काढा;
· लोअर मॅनिफोल्ड हॅचद्वारे, विस्तार यंत्राचा पिन ट्रॅव्हर्सवर तुमच्या दिशेने फिरवत, 2 मिमीपेक्षा जास्त नसलेल्या कट साइटवर एक अंतर स्थापित करा;
· रॅचेट रेंचसह फिरणारे ट्रॅव्हर्स सहजतेने फिरवून, वेंटिलेशन हॅचच्या बाजूचे दोन ब्रश होल्डर वरच्या कलेक्टर हॅचवर आणले जातात आणि नंतर उर्वरित ब्रश होल्डर, ट्रॅव्हर्स उलट दिशेने फिरवतात;
लोअर कलेक्टर हॅचमधून ट्रॅव्हर्स फिरवताना, ब्रश धारकांना उलट क्रमाने हॅचवर आणले जाते;
ट्रॅव्हर्सला दोन्ही दिशेने फिरवल्याने वळणा-या गियरच्या दातला ट्रॅव्हर्स कटमध्ये येण्यापासून प्रतिबंध होतो.
ब्रश असेंब्लीची तपासणी किंवा दुरुस्ती पूर्ण केल्यानंतर, जोखमींनुसार ट्रॅव्हर्स स्थापित केले जातात. ते वरच्या कंसातून घेतलेल्या तारा सुरक्षित करतात, विस्तार यंत्राचा पिन “तुमच्यापासून दूर” फिरवून ट्रॅव्हर्स उघडतात, वरच्या हॅचद्वारे हे निरीक्षण करतात की कुंडी ट्रॅव्हर्सवरील खोबणीशी जुळते आणि लॉकिंग उपकरणांचे बोल्ट घट्ट करतात. ते घट्ट होईपर्यंत.
ऑपरेशनमध्ये कलेक्टर-ब्रश युनिटसाठी आवश्यकता.
संग्राहकाची पृष्ठभाग कोरडी, गुळगुळीत, गडद किंवा हलका अक्रोड रंग (पॉली-ची उपस्थिती) असणे आवश्यक आहे.
टूर्स), अष्टपैलू आग, burrs किंवा ओरखडे नसतानाही;
कलेक्टर माइकनाइट मार्गाची खोली सामान्य असणे आवश्यक आहे आणि कलेक्टर प्लेट्सवरील चेम्फर्स योग्य असणे आवश्यक आहे;
· मायकेनाइट शंकू स्वच्छ, गुळगुळीत, इलेक्ट्रिकल इन्सुलेट इनॅमल NTs-929 मध्ये क्रॅक नसलेला असावा. हे मुलामा चढवणे सोलून काढू नका आणि इलेक्ट्रिक आर्कमधून जळण्याचे कोणतेही चिन्ह नाहीत;
· ट्रॅव्हर्स बेअरिंग शील्डमध्ये योग्यरित्या स्थापित करणे आणि सोडणे आवश्यक आहे;
· ब्रश होल्डर ब्रॅकेटची बोटे ट्रॅव्हर्समध्ये घट्ट गुंडाळलेली असणे आवश्यक आहे. त्यांचे पोर्सिलेन इन्सुलेटर स्वच्छ असले पाहिजेत, क्रॅक, चिप्स आणि चाप जळण्याच्या चिन्हांपासून मुक्त असले पाहिजेत आणि बोटे चालू करू नयेत;
ब्रश धारकांना कम्युटेटरच्या सापेक्ष योग्यरित्या स्थापित करणे आवश्यक आहे, ब्रशचे सामान्य ऑपरेशन आणि त्यांच्यावर दबाव सुनिश्चित करणे आवश्यक आहे. चाप बर्न्सचे ट्रेस नसावेत;
· ब्रश होल्डरमध्ये ब्रश ठेवण्यापूर्वी, ते वाळवले पाहिजेत आणि कम्युटेटरमध्ये ग्राउंड केले पाहिजेत. कॉपर शंटमध्ये सामान्यपेक्षा जास्त क्रॅक, चिप्स किंवा ब्रेक नसावेत. ब्रशेसची उंची सामान्य असणे आवश्यक आहे आणि ते ब्रश धारकांच्या खिडक्यांमध्ये विकृत किंवा जॅमिंगशिवाय योग्यरित्या स्थापित केलेले असणे आवश्यक आहे.
ट्रॅक्शन मोटरचे नुकसान आणि त्यांची वैशिष्ट्ये
त्याच्या कलेक्टरवर सही.
· लॅमेला आणि कॉकरल्सच्या टोकाला कलेक्टर कॉपर वितळणे, मायकेनाइट शंकूचे जळजळ, कंस इन्सुलेटरचे कंस-बर्न ग्लेझ: विविध कारणांमुळे गोलाकार आगीचा परिणाम;
· कलेक्टरचे स्थानिक हीटिंग (कलेक्टर प्लेट्सचे निळे टर्निंग), ज्यामुळे आर्मेचर कोरच्या खोबणीतील कॉइल इन्सुलेशन बर्नआउट होऊ शकते: आर्मेचर वळण कॉइलमध्ये इंटरटर्न शॉर्ट सर्किट;
· दोन समीप कलेक्टर प्लेट्स जळणे: आर्मेचर वळण विभाग तुटणे;
· कम्युटेटर स्कफिंग: एका ब्रशचा कॉपर शंट सुरक्षित नाही, अयोग्य इन्स्टॉलेशनमुळे ब्रश होल्डर खाली पडला आहे, कम्युटेटरवर कुर्झक (हिवाळ्यात इलेक्ट्रिक लोकोमोटिव्ह सहलीनंतर पॅन्टोग्राफ खाली ठेवल्यास फॉर्म);
· कम्युटेटरवरील स्नेहन: मोटर आर्मेचर बेअरिंगमध्ये जास्तीचे स्नेहन किंवा बेअरिंग शील्डच्या मागील कव्हरचा चक्रव्यूह तुटलेला आहे;
· कलेक्टरवरील ओलावा: सैल हॅचेस, हीटिंग युनिटमधून ट्रॅक्शन मोटर्स कोरडे न करता उबदार स्टॉलमधून इलेक्ट्रिक लोकोमोटिव्ह सोडणे.
ऑपरेशनमध्ये कलेक्टर-ब्रश युनिटचे नाकारण्याचे परिमाण.
TL-2K1 AL-484eT
· ब्रशची उंची मिमी ……………………… 25 पेक्षा कमी 21 पेक्षा कमी
· ब्रश चिपिंग % क्षेत्रफळ ………………… 10 पेक्षा जास्त 10 पेक्षा जास्त
· तांब्याच्या तुटलेल्या तारा % …………… 15 पेक्षा जास्त 15 पेक्षा जास्त
· ब्रशवरील दाब kg……………………… 2.1 पेक्षा 3.7 पेक्षा जास्त
3.0 पेक्षा कमी 1.6 पेक्षा कमी
मध्ये या दाबांमधील फरक
एक ब्रश धारक किंवा
समान ध्रुवीयतेचे ब्रश धारक % ... 10 पेक्षा जास्त 10 पेक्षा जास्त
· ब्रश आणि ब्रश होल्डरमधील अंतर
ब्रशच्या जाडीने मिमी……………………… ०.३५ पेक्षा जास्त ०.३५
ब्रशने रुंदी मिमी 1 पेक्षा जास्त 1 पेक्षा जास्त
· शरीरातील अंतर
ब्रश धारक आणि कार्यरत
कलेक्टर पृष्ठभाग मिमी……………… 5 पेक्षा जास्त 4 पेक्षा जास्त
2 पेक्षा कमी 1.8 पेक्षा कमी
कॉकरेल mm साठी समान……………… 4 पेक्षा कमी 7 पेक्षा कमी
· कलेक्टर ट्रॅक खोली मिमी ……….0.5 पेक्षा कमी 0.5 पेक्षा कमी
· कलेक्टर रनआउट मिमी……………………… ०.१ पेक्षा जास्त ०.१
· कलेक्टर आउटपुट मिमी ……………… ०.२ पेक्षा जास्त ०.२ पेक्षा जास्त
(0.5 मिमी पर्यंत लोकोमोटिव्ह सेवेच्या प्रमुखाच्या परवानगीने)
कलेक्टर-ब्रश युनिटचे नकार परिमाण
सहाय्यक यंत्रांचे इलेक्ट्रिक मोटर्स
इंजिनसाठी TL100M: NB431P: TL122: NB110: NB436V:
डीव्ही. जनरेटर
- ब्रश उंची मिमी. 30 30 30 16 20 25 पेक्षा कमी
- ब्रश आणि दरम्यान अंतर
ब्रश धारक जाडी मिमी. 0.5 0.5 0.5 0.5 0.5 0.5 पेक्षा जास्त
- ब्रश आणि दरम्यान अंतर
ब्रश धारक रुंदी मिमी. 0.9 0.9 0.9 0.9 0.8 0.8 पेक्षा जास्त
- शरीरापासून अंतर
5 5 5 4 2.5 2.5 पेक्षा जास्त काम करण्यासाठी ब्रश धारक
कलेक्टर पृष्ठभाग मिमी. 2.5 2.5 2.5 2 2.5 2.5 पेक्षा कमी
- कॉकरेल मिमीसाठी समान गोष्ट. 5 4 3 4 5.5 12.5 पेक्षा जास्त
- ब्रश किलो दाबून. 1.2 1 1.2 2.75 1 0.75 पेक्षा कमी
1.5 1.5 1.5 3.2 1.2 0.1 पेक्षा जास्त
- ट्रॅक खोली मिमी. 0.3 0.3 0.3 0.3 0.3 0.3 पेक्षा जास्त
- कम्युटेटर रनआउट मिमी. 0.1 0.1 0.1 0.1 0.1 0.1 पेक्षा जास्त
अँकर विंडिंग्जबद्दल थोडक्यात माहिती.
इलेक्ट्रिक लोकोमोटिव्ह मशीनचे आर्मेचर विंडिंग दोन प्रकारचे असतात:
लाट (या वळणाची गुंडाळी, जेव्हा उलगडते तेव्हा लाटेसारखी दिसते). साध्या वेव्हिंग विंडिंगमध्ये, वेगवेगळ्या ध्रुवाखाली असलेले विभाग मालिकेत जोडलेले असतात, म्हणूनच या वळणांना मालिका देखील म्हणतात.
लूप (या वळणाची गुंडाळी लूपसारखी दिसते). साध्या लूप वाइंडिंगमध्ये, प्रत्येक जोडीच्या खांबाखाली असलेले विभाग दोन समांतर शाखा बनवतात, म्हणूनच त्याला समांतर म्हणतात.
कोणत्याही विंडिंगला ब्रशने समांतर शाखांमध्ये विभागले जाते.
ध्रुवांची संख्या विचारात न घेता लहरी वळणासह, त्यापैकी नेहमीच दोन असतात.
लूप वाइंडिंगसह, समांतर शाखांची संख्या ध्रुवांच्या संख्येइतकी असते. विंडिंगच्या समांतर शाखांची संख्या त्याच्या अनुप्रयोगाची व्याप्ती निर्धारित करते.
वर्तमानानुसार विंडिंगची तुलना. आर्मेचर विंडिंगमधून जास्तीत जास्त किती विद्युतप्रवाह पार केला जाऊ शकतो हे एका समांतर शाखेतील विद्युत् प्रवाहाच्या प्रमाणात निर्धारित केले जाते. त्या प्रत्येकामध्ये जितके जास्त आहेत तितके कमी प्रवाह (विंडिंग करंट त्यांच्या संख्येने विभागलेला आहे). लूप वाइंडिंगमध्ये समांतर शाखांची संख्या जास्त असल्याने, ते वेव्हिंग वळणापेक्षा जास्त प्रवाह वाहून नेऊ शकते. हे TL-2K1 इंजिनमध्ये आणि NB-436V कन्व्हर्टर जनरेटरमध्ये वापरले जाते, उच्च प्रवाहांसह कार्य करते.
व्होल्टेजद्वारे विंडिंगची तुलना. वळणावर लागू व्होल्टेजचे प्रमाण एका समांतर शाखेतील वळण विभागांच्या संख्येद्वारे निर्धारित केले जाते. दोन्ही प्रकारच्या विंडिंग्समधील विभागांच्या समान संख्येसह, वेव्ह विंडिंगच्या एका समांतर शाखेतील विभागांची संख्या जास्त असते (दोनने विभाजित), म्हणून हे वळण वळण वळणापेक्षा जास्त व्होल्टेजशी जोडलेले असते. सहाय्यक मशीनच्या मोटर्समध्ये वेव्ह विंडिंगचा वापर केला जातो, ज्याच्या कलेक्टरमध्ये व्होल्टेज 3000V आहे.
वळण वळण वैशिष्ट्य. या वळणाचे वैशिष्ठ्य म्हणजे त्याची प्रत्येक समांतर शाखा मुख्य खांबाच्या विशिष्ट जोडीखाली स्थित आहे. एकाच चुंबकीय शक्तीने सर्व ध्रुव तयार करणे आणि त्यांच्या आणि आर्मेचरमध्ये काटेकोरपणे एकसारखे हवेतील अंतर करणे तांत्रिकदृष्ट्या अशक्य आहे या वस्तुस्थितीमुळे, समांतर शाखांमध्ये भिन्न परिमाणांचे EMFs प्रेरित केले जातात. या EMF मधील फरकामुळे शाखांमध्ये समान प्रवाह दिसू लागतात. हे प्रवाह, समांतर शाखांच्या लहान प्रतिकारांमुळे, लक्षणीय आहेत. ब्रशेसमधून जाणारे प्रवाह समान केल्याने काही ब्रश ओव्हरलोड होतील आणि इतर अनलोड होतील. त्यांना ब्रशेसमधून काढून टाकण्यासाठी, समानीकरण कनेक्शन वापरले जातात, जे आर्मेचर विंडिंगच्या बिंदूंना समान क्षमतेसह जोडतात.
CHS-2 TYPE AL-484eT या इलेक्ट्रिक लोगोची डिव्हाइस वैशिष्ट्ये.
तास मोड लांब मोड
वर्तमान 495A 435A
पॉवर 700kw 618kw
रोटेशन गती 680rpm 720rpm
कार्यक्षमता ०.९४३ ०.९४८
कमाल रोटेशन गती 1185 rpm
इंजिनला सपोर्ट-फ्रेम सस्पेंशन आहे. आर्मेचर डिझाइनचा अपवाद वगळता त्याची रचना TL-2K प्रकारच्या इंजिनासारखीच आहे. मुख्य घटक: फ्रेम, दोन बेअरिंग शील्ड, सहा मुख्य आणि सहा अतिरिक्त पोल, आर्मेचर, कम्युटेटर आणि ब्रश असेंब्ली.
सांगाडा त्याच्या वरच्या भागात दोन हॅच आहेत. थंड हवेच्या प्रवेशासाठी अँटी-कलेक्टर बाजूला, आणि त्याच्या बाहेर पडण्यासाठी आणि कलेक्टरच्या तपासणीसाठी कलेक्टर बाजूला. याव्यतिरिक्त, एअर आउटलेटसाठी दोन खालच्या हॅचचा वापर केला जातो. फ्रेमच्या आत, पोल कॉइल्स जोडण्यासाठी विशेष स्ट्रिप स्टील फ्रेम्स वेल्डेड केल्या जातात.
ध्रुव. मूलभूतपणे ते TL-2K1 प्रमाणेच डिझाइन केलेले आहेत. मुख्य पोल कॉइल बसबार कॉपरपासून दोन लेयर्समध्ये बनलेली असते आणि त्यात 24 वळणे (प्रत्येकी 12 वळणे) असतात आणि अतिरिक्त पोल कॉइलमध्ये 19 वळणांचे दोन थर असतात (प्रत्येकी 10 आणि 9 वळणे). पितळ टिपा कॉइलच्या सुरूवातीस आणि शेवटी सोल्डर केल्या जातात ज्यामध्ये कनेक्टिंग केबल्स सोल्डर केल्या जातात.
अँकर. पोकळ शाफ्ट, दोन पोकळ flanges, दोन दाब वॉशर, कोर आणि वळण. पोकळ फ्लॅन्जेस पोकळ शाफ्टच्या टोकापर्यंत बोल्टसह सुरक्षित केले जातात. मोटर-अँकर बियरिंग्जच्या आतील रिंग त्यांच्यावर दाबल्या जातात. पोकळ शाफ्टच्या आत अंतर्गत कार्डन कपलिंगसह एक कार्डन शाफ्ट आहे, जो स्नेहन चेंबरमध्ये ठेवला जातो. कम्युटेटर बाजूला असलेल्या बेअरिंग शील्डच्या आंधळ्या कव्हरमधील ट्यूबद्वारे वंगण चेंबरमध्ये चार्ज केले जाते. कार्डन कपलिंग, त्याच्या सिलेंडरच्या स्प्लाइन्सद्वारे, पोकळ शाफ्टच्या आतील बाजूने वेल्डेड केलेल्या दातांशी गुंतलेले असते. एक मागील दाब वॉशर, एक कोर आणि एक पुढचा दाब वॉशर पोकळ शाफ्टच्या बाहेरील बाजूस दाबला जातो.
कोर इलेक्ट्रिकल स्टीलच्या शीटमधून लॅमिनेटेड आहे. बाहेरील बाजूस आर्मेचर विंडिंग कॉइल्ससाठी 87 स्लॉट आहेत, शेवटी कूलिंगसाठी 48 त्रिकोणी छिद्रे आहेत आणि 500 मिमी व्यासासह मध्यवर्ती छिद्र आहेत. पोकळ शाफ्टच्या व्यासासह आणि किल्लीसाठी एक अवकाश.
कलेक्टरची रचना TL-2K1 TED प्रमाणेच केली गेली आहे, परंतु त्यात 522 तांबे आणि तेवढ्याच संख्येने अॅम्बेराइट प्लेट्स (कलेक्टर मेकॅनाइट) आहेत. समोरच्या प्रेशर वॉशरवर दाबले.
आर्मेचर वळण. लूप, कलेक्टर 1-2 बाजूने पाऊल. 87 कॉइल आहेत. कॉइलमध्ये 6 विभाग आहेत, एका विभागात 2 कंडक्टर आहेत. विंडिंगमध्ये 174 समान कंडक्टर आहेत, कलेक्टरसह त्यांची पिच 1-175 आहे. खोबणीतील वळणाची फास्टनिंग पाचर आहे आणि पुढच्या भागांमध्ये वायरची पट्टी असते.
ब्रश युनिट. हे उपकरण TED प्रकारच्या TL-2K1 च्या ब्रश असेंबलीच्या उपकरणासारखे आहे. फरक असा आहे की ट्रॅव्हर्स सतत बनविला जातो, ब्रश धारकांना तीन ब्रशेस स्थापित करण्यासाठी खिडक्या असतात आणि दाबाच्या बोटांमध्ये लीफ स्प्रिंग्स असतात.
मोटारला नुकसान भरपाईचे वळण नाही, परंतु त्यात चांगले कम्युटेशन आहे. हे सपोर्ट-फ्रेम सस्पेंशन, चुंबकीय प्रणालीची गणना, आर्मेचर आणि ध्रुवांमधील हवेतील अंतर आणि मोठ्या प्रमाणात समान कनेक्शनमुळे होते.
सहाय्यक मशिनरी इंजिनचे सामान्य उपकरण
काही अपवाद वगळता MK प्रकार NB-431P, MV प्रकार TL-110M आणि AM-D प्रकार NB-436V यांची रचना समान आहे.
मुख्य घटक आहेत: एक फ्रेम, दोन बेअरिंग शील्ड (NB-436V मध्ये एक आहे), चार मुख्य आणि चार अतिरिक्त पोल, एक आर्मेचर, एक कम्युटेटर, ब्रश असेंबली आणि कूलिंग फॅन.
सांगाडा यात दंडगोलाकार आकार आहे, पायाला बांधण्यासाठी पंजे, मॅनिफोल्ड हॅच, कूलिंग एअर आउटलेटसाठी खिडक्या आणि बेअरिंग शील्डसाठी मान आहेत.
बेअरिंग ढाल. त्यांच्याकडे TL2K1 शील्ड सारखे उपकरण आहे, अपवाद वगळता:
NB-436V आणि NB-431P इंजिनमध्ये फ्रंट थ्रस्ट रिंगऐवजी एंड वॉशर बसवलेले असतात.
कलेक्टरच्या बाजूला लॉकिंग रोलर बीयरिंग स्थापित केले जातात आणि अँटी-कलेक्टर बाजूला फ्लोटिंग रोलर बीयरिंग स्थापित केले जातात.
अँटी-कलेक्टर बाजूच्या ढालना मागील कव्हर नसते; त्याची भूमिका बेअरिंग शील्डद्वारेच केली जाते.
द्रव किरणोत्सर्गी कचरा वंगण 200-250 ग्रॅम, 20-30 ग्रॅम जोडून. TR वर.
आर्मेचर: शाफ्ट, कम्युटेटर, फ्रंट प्रेशर वॉशर, कोर, रिअर प्रेशर वॉशर, फॅन (NB-431P वगळता), आर्मेचर विंडिंग. आर्मेचर शाफ्टमध्ये बुशिंग नसते, म्हणून सर्व घटक शाफ्टवर किल्लीसह दाबले जातात. कोर लॅमिनेटेड आहे, आर्मेचर विंडिंग कॉइल्ससाठी 43 ग्रूव्ह (NB-436V साठी 49), वायुवीजन छिद्रांच्या तीन ओळी, शाफ्टसाठी एक किल्लीसह मध्यवर्ती छिद्र आणि काचेच्या पट्टीसाठी एक अवकाश आहे. बाहेर प्रेशर वॉशरद्वारे कोर दोन्ही बाजूंनी संकुचित केला जातो. लहरी वळण. बी वर्गाच्या वळण कॉइल्सचे शरीर आणि आवरण इन्सुलेशन. काचेच्या पट्टीने संपूर्ण लांबीच्या बाजूने कॉइल बांधणे. संग्राहकाकडे TL2K1 सारखे उपकरण आहे, परंतु प्लेट्सची संख्या 343 आहे.
मुख्य आणि अतिरिक्त खांब. त्यांची रचना TL2K1 सारखीच आहे. कॉइल्स इन्सुलेटेड वायरपासून जखमेच्या आहेत. बॉडी आणि कव्हर इन्सुलेशन क्लास एफ “मोनोलिथ”. NB-431P मध्ये काढता येण्याजोगे इन्सुलेशन आहे: ग्लास अभ्रक आणि लवसान टेप.
ब्रश असेंब्ली: एक ट्रॅव्हर्स ज्यावर चार स्टीलची बोटे निश्चित केली जातात, त्यावर AG-4 प्रीस्ट्रेसने दाबले जाते आणि त्यावर इन्सुलेटर बसवले जातात. EG-61 प्रकारच्या, 10-25-50 आकाराच्या एका ब्रशसह एक ब्रश होल्डर बोटांना जोडलेला आहे.
वायुवीजन: कलेक्टर हॅचमधील छिद्रांमधून हवा शोषली जाते, ध्रुव आणि आर्मेचरमधील अंतर, कोरमधील वायुवीजन छिद्रांमधून जाते आणि अँटी-कलेक्टर बाजूच्या चौकटीच्या खिडक्यांमधून बाहेर पडते. NB-431P ने MV मधून वेंटिलेशन सक्ती केली आहे. कलेक्टर बाजूच्या हॅचमधून हवा पुरविली जाते आणि अँटी-कलेक्टर बाजूच्या बेअरिंग शील्डमधील छिद्रांमधून बाहेर पडते.
NB-436V कन्व्हर्टरच्या मुख्य ध्रुवांच्या विंडिंग्जचे डिव्हाइस आणि ऑपरेशन.
मोटरचे मुख्य खांब. 39 मुख्य ध्रुवांच्या कोरमध्ये दोन विंडिंगच्या कॉइल्स असतात. कॉइल 40, फ्रेमच्या संपर्कात, एक स्वतंत्र उत्तेजना विंडिंग कॉइल आहे (यापुढे नवीन म्हणून संदर्भित). दुसरी कॉइल 41 ही मालिका उत्तेजना विंडिंग कॉइल आहे (यापुढे SOV म्हणून संदर्भित). HOB कॉइल इन्सुलेटेड आयताकृती वायरने बनलेली असते आणि त्यात 234 वळणे असतात. पीओव्ही कॉइल देखील इन्सुलेटेड आयताकृती वायरने बनलेली आहे आणि त्यात 95 वळणे आहेत. कॉइल्स वर्ग एफ मोनोलिथचे इन्सुलेशन.
NOV मुख्य ध्रुवांचे मुख्य चुंबकीय प्रवाह तयार करण्याचे काम करते आणि एक्सायटर बटण चालू असताना कंट्रोल सर्किट्समधून पॉवर प्राप्त करते. पीओव्ही संरक्षणात्मक वळण म्हणून काम करते आणि आर्मेचर वळणाच्या मालिकेत इलेक्ट्रिक मोटरच्या पॉवर सर्किटमध्ये समाविष्ट केले जाते. दोन्ही विंडिंग्सच्या चुंबकीय प्रवाहांची दिशा सुसंगत असते, म्हणून प्रत्येक ध्रुवाचा चुंबकीय प्रवाह Fgp = Fnov + Fpov सारखा असतो.
मालिका उत्तेजना वळण क्रिया. संपर्क नेटवर्कमध्ये किंवा इलेक्ट्रिक लोकोमोटिव्हच्या छतावरील उपकरणांमध्ये (हाय-स्पीड स्विचच्या आधी) शॉर्ट सर्किट झाल्यास, संपर्क नेटवर्कमधील व्होल्टेज शून्यावर येते. आर्मेचर वळण आणि मालिका फील्ड विंडिंगमधून विद्युत् प्रवाह थांबतो, परंतु मुख्य ध्रुवांनी स्वतंत्र फील्ड विंडिंगद्वारे तयार केलेला चुंबकीय प्रवाह कायम ठेवल्यामुळे आणि आर्मेचर जडत्वाने फिरत असल्याने, इंजिन जनरेटर मोडवर स्विच करते. हा मोड त्याच्यासाठी धोकादायक आहे, कारण त्याच्या आर्मेचर विंडिंगचे सर्किट आणि मालिका उत्तेजना वळण शॉर्ट सर्किटद्वारे बंद केले जाते आणि शॉर्ट सर्किट करंट त्यांच्यामधून वाहते. तथापि, मालिका फील्ड विंडिंगच्या उपस्थितीमुळे त्यामधून वाहणारा शॉर्ट सर्किट करंट पूर्वी त्यामधून वाहणार्या विद्युत् प्रवाहाच्या विरुद्ध दिशेने वाहतो आणि स्वतंत्र फील्ड वळणाच्या चुंबकीय प्रवाहाच्या विरूद्ध निर्देशित केलेला मजबूत चुंबकीय प्रवाह तयार करतो. मुख्य ध्रुवांचे गहन डिमॅग्नेटायझेशन शॉर्ट सर्किट करंटद्वारे तयार केलेल्या चुंबकीय प्रवाहामुळे होते आणि धोकादायक मोड थांबतो.
टिपा:
विभेदक रोटेशनचे कारण स्वतंत्र उत्तेजना विंडिंगमध्ये ब्रेक आहे. या प्रकरणात, मुख्य ध्रुवांचा चुंबकीय प्रवाह मालिकेच्या एका वळणाद्वारे तयार केला जातो
उत्तेजना, त्याच्या चार कॉइलमध्ये 95 वळणे आहेत. स्वतंत्र वळणाच्या चुंबकीय प्रवाहाच्या कमतरतेमुळे मुख्य ध्रुवांचा चुंबकीय प्रवाह झपाट्याने कमी होतो. इंजिन गंभीरपणे कमकुवत उत्तेजना मोडमध्ये कार्य करण्यास सुरवात करते, ज्यामुळे आर्मेचरच्या रोटेशनचा वेग वाढतो आणि दोन्ही इलेक्ट्रिक मशीनचा नाश होतो. कन्व्हर्टर जनरेटर (सर्किट पदनाम PO12) च्या बेअरिंग शील्ड 26 वर स्थापित स्पीड रिले 28 वापरून वाढीव रोटेशन गती थांबविली जाते. रिले 1950 rpm च्या रोटेशन गतीने कार्य करते आणि कॉन्टॅक्ट नेटवर्कला कन्व्हर्टर मोटरला जोडणारा कॉन्टॅक्टर बंद करतो;
· अशा परिस्थितीत, अनुक्रमांक उत्तेजिततेसह इंजिन जनरेटर मोडवर स्विच करताना, मुख्य ध्रुवांचे डिमॅग्नेटायझेशन करण्याची प्रक्रिया त्याच्या उत्तेजना वळणातील विद्युत् प्रवाहाच्या दिशेने बदल झाल्यामुळे आपोआप होते;
कनव्हर्टर जनरेटर पोल सिस्टम.ध्रुव प्रणालीमध्ये सहा मुख्य आणि सहा अतिरिक्त ध्रुव असतात. 44 अतिरिक्त ध्रुवांच्या कोरांवर इन्सुलेटेड आयताकृती वायरपासून 45 जखमेच्या कॉइल आहेत. त्यांच्यापैकी प्रत्येकामध्ये तीन समांतर-कनेक्ट केलेल्या कंडक्टरची 8 वळणे आहेत. 14 मुख्य ध्रुवांच्या कोरमध्ये दोन विंडिंगच्या कॉइल्स असतात. प्रथम कॉइल 17, फ्रेमच्या संपर्कात, स्वतंत्र उत्तेजित वळण कॉइल आहे, दुसरी कॉइल 18 काउंटर-एक्सिटेशन वाइंडिंग कॉइल आहे. स्वतंत्र उत्तेजित वळण कॉइल इन्सुलेटेड आयताकृती वायरने बनलेले आहे आणि त्यात 230 वळणे आहेत. VL11m इलेक्ट्रिक लोकोमोटिव्हवरील कन्व्हर्टर जनरेटरसाठी, या कॉइलमध्ये 280 वळणे आहेत. काउंटर-एक्सिटेशन वाइंडिंग कॉइल इन्सुलेटेड कॉपर बारपासून बनलेली असते आणि त्यात दोन कंडक्टरचे एक वळण असते. दोन्ही ध्रुवांच्या कॉइलचे इन्सुलेशन वर्ग F मोनोलिथ आहे.
स्वतंत्र उत्तेजित वळण मुख्य ध्रुवांचे चुंबकीय प्रवाह तयार करण्यासाठी कार्य करते. रीजनरेटिव्ह ब्रेकिंग सर्किट असेंबल करताना कंट्रोल सर्किट्सशी कनेक्ट होते. ड्रायव्हरच्या कंट्रोलरचे ब्रेक हँडल हलवताना त्यातील विद्युत् प्रवाहाचे प्रमाण त्याच्या सर्किटमधील रेझिस्टरचे प्रतिरोधक मूल्य बदलून (सर्किट पदनाम R31) बदलून नियंत्रित केले जाते.
काउंटर-एक्सिटेशन वाइंडिंग संपर्क नेटवर्कमधील व्होल्टेज चढउतारांदरम्यान पुनर्जन्म प्रवाह स्थिर करण्यासाठी कार्य करते, म्हणून या वळणाच्या दोन समांतर शाखांपैकी प्रत्येक ट्रॅक्शन मोटर्सच्या समांतर शाखांपैकी एकाशी जोडलेली असते आणि त्यातून पुनर्जन्म प्रवाह वाहतो.
विंडिंग कनेक्शन आकृती. स्वतंत्र विंडिंगमध्ये जनरेटरच्या आत जोडलेल्या प्रत्येकी तीन कॉइलच्या दोन समांतर शाखा असतात आणि त्यांना H4 आणि HH4 टर्मिनल असतात. काउंटरएक्सिटेशन वाइंडिंगमध्ये टर्मिनल H2 आणि HH2 आणि H3 आणि HH3 सह प्रत्येकी तीन कॉइलच्या दोन शाखा आहेत. आर्मेचर वळण खालील क्रमाने अतिरिक्त खांबांच्या वळण कॉइलशी जोडलेले आहे: टर्मिनल R1, नकारात्मक ब्रश धारकांमधील जंपर, नकारात्मक ब्रशेस, कलेक्टर, आर्मेचर विंडिंगचे विभाग, कलेक्टर, सकारात्मक ब्रशेस आणि ब्रश होल्डर, त्यांच्या दरम्यान जंपर , सहा अतिरिक्त पोल, टर्मिनल R2.
टीप: कन्व्हर्टर जनरेटरवर SAURT प्रणालीसह विद्युत लोकोमोटिव्ह VL11 आणि VL11m वर, स्वतंत्र उत्तेजित विंडिंगमध्ये प्रत्येकी तीन कॉइलच्या दोन समांतर शाखा आहेत, परंतु त्या प्रत्येकाला H5-NN5 आणि H4 आणि HH4 चिन्हांकित कोरमधून स्वतःचे निष्कर्ष आहेत. .
इलेक्ट्रिक ब्रेकिंग.
इलेक्ट्रिक ब्रेकिंगचे ऑपरेटिंग तत्त्व इलेक्ट्रिक मशीन्सच्या रिव्हर्सिबिलिटीच्या तत्त्वावर आधारित आहे, त्यानुसार प्रत्येक मशीन इलेक्ट्रिक मोटर आणि जनरेटर दोन्ही म्हणून कार्य करू शकते, म्हणजेच, मोटर मोडमधून जनरेटर मोडवर आणि मागे स्विच करू शकते. इलेक्ट्रिकल ब्रेकिंग रीजनरेटिव्ह आणि रियोस्टॅटिकमध्ये विभागली गेली आहे. रीजनरेटिव्ह ब्रेकिंगचे उदाहरण वापरून इलेक्ट्रिक ब्रेकिंगच्या ऑपरेशनच्या तत्त्वाचा विचार करूया.
रीजनरेटिव्ह ब्रेकिंग.
पुनरुत्पादक ब्रेकिंग सुनिश्चित करण्यासाठी, खालील अटी पूर्ण केल्या पाहिजेत:
· मालिका-उत्तेजित ट्रॅक्शन मोटर जनरेटर मोडवर स्विच केली जाऊ शकत नाही. अशा इलेक्ट्रिक मोटर्स जनरेटर मोडमध्ये ऑपरेट करण्यासाठी, त्यांना स्वतंत्र उत्तेजनावर स्विच करणे आवश्यक आहे. हे करण्यासाठी, सर्व ट्रॅक्शन मोटर्सचे फील्ड विंडिंग आर्मेचर विंडिंग्जपासून डिस्कनेक्ट केले जातात आणि कन्व्हर्टर जनरेटरच्या आर्मेचर टर्मिनल्सशी जोडलेले असतात;
· उत्तेजित विंडिंग्जमधील उत्तेजित प्रवाहाची दिशा इंजिन ऑपरेटिंग मोडमधील करंटच्या दिशेशी संबंधित असणे आवश्यक आहे;
· एकूण e.m.f. जनरेटर मोडमध्ये कार्यरत सर्व ट्रॅक्शन मोटर्स कॉन्टॅक्ट लाइन व्होल्टेजपेक्षा 80-100 व्होल्ट जास्त असणे आवश्यक आहे;
इलेक्ट्रिक लोकोमोटिव्ह बंद सर्किटमध्ये चालले पाहिजे, उदा. ग्राहक संपर्क नेटवर्क आणि रेल्वे सर्किट दरम्यान कनेक्ट केलेला असणे आवश्यक आहे: वीज प्राप्त करणारे ट्रॅक्शन सबस्टेशन किंवा ट्रॅक्शन मोडमध्ये कार्यरत इलेक्ट्रिक लोकोमोटिव्ह.
· रिजनरेटिव्ह ब्रेकिंग सर्किटने कॉन्टॅक्ट नेटवर्कमधील व्होल्टेज चढउतारांदरम्यान रिजनरेशन करंट व्हॅल्यूचे स्थिरीकरण सुनिश्चित केले पाहिजे.
साध्या पुनर्प्राप्ती योजनेच्या ऑपरेशनचे तत्त्व
कनव्हर्टर जनरेटरच्या काउंटर-एक्सिटेशनसह ब्रेकिंग.
रीजनरेटिव्ह ब्रेकिंगची एक अट, वर नमूद केल्याप्रमाणे, कॉन्टॅक्ट नेटवर्कमधील व्होल्टेज उतार-चढ़ाव दरम्यान रीजनरेशन करंटच्या मूल्याचे स्थिरीकरण आहे. ही स्थिती कन्व्हर्टर जनरेटरच्या प्रति-उत्तेजनासह पुनरुत्पादक ब्रेकिंग सर्किटमध्ये सर्वात सहजपणे प्राप्त होते.

कन्व्हर्टर जनरेटरच्या प्रति-उत्तेजनासह रीजनरेटिव्ह ब्रेकिंगचा सर्वात सोपा सर्किट आकृतीमध्ये दर्शविला आहे.
अशा कन्व्हर्टरच्या जनरेटरमध्ये मुख्य ध्रुवांच्या कोरवर दोन विंडिंगचे कॉइल असतात. त्यापैकी एक स्वतंत्र उत्तेजना विंडिंग कॉइल (नोव्ह) आहे, दुसरी काउंटर-एक्सिटेशन वाइंडिंग कॉइल (पीओव्ही) आहे. पहिल्या वळणामुळे मुख्य ध्रुवांचा चुंबकीय प्रवाह तयार होतो, दुसरा व्होल्टेज चढउतारांदरम्यान रिक्युपरेशन करंटचे मूल्य स्थिर करतो. संपर्क नेटवर्कमध्ये.
रीजनरेटिव्ह ब्रेकिंग सर्किट एकत्र करण्यापूर्वी, एक्सिटर्स बटण चालू केले जाते. जेव्हा ते चालू केले जाते, तेव्हा शॉर्ट-सर्किट संपर्ककर्ता चालू होतो आणि AM-D कनवर्टर मोटरच्या स्वतंत्र उत्तेजना विंडिंग (नवीन) कंट्रोल सर्किट्सच्या व्होल्टेजशी जोडतो. ते चालू केल्यानंतर, K53 चालू केले जाते, त्याच्या आर्मेचर वाइंडिंगला मालिका उत्तेजना विंडिंग (pov) सह संपर्क नेटवर्कशी जोडते. इंजिन एएम-जी कन्व्हर्टरचे जनरेटर आर्मेचर ऑपरेट करणे आणि फिरविणे सुरू करते.
ब्रेक स्विचच्या कॅम घटकांच्या पॉवर कॉन्टॅक्ट्सचा वापर करून रीजनरेटिव्ह ब्रेकिंग सर्किट एकत्र करताना (आकृतीमध्ये दाखवलेले नाही), ट्रॅक्शन इलेक्ट्रिक मोटर TED चे एक्सिटेशन विंडिंग आर्मेचर विंडिंगपासून डिस्कनेक्ट केले जाते आणि AM च्या आर्मेचर टर्मिनल्सशी जोडले जाते. -G कनवर्टर जनरेटर.
नंतर, कॉन्टॅक्टर K62 चालू केल्यानंतर, AM-G कनवर्टर जनरेटरचा NO वाइंडिंग व्हेरिएबल रेझिस्टर R31 द्वारे कंट्रोल सर्किटशी जोडला जातो. जनरेटर आणि ईएमएफच्या मुख्य ध्रुवांचा चुंबकीय प्रवाह दिसून येतो. त्याच्या आर्मेचर च्या clamps वर. ट्रॅक्शन मोटर TED चे OB वाइंडिंग त्यांच्याशी जोडलेले असल्याने, जनरेटरच्या सकारात्मक टर्मिनलमधून उत्तेजित प्रवाह Iv त्यातून वाहू लागतो. मोटर आणि ईएमएफच्या मुख्य ध्रुवांचा चुंबकीय प्रवाह दिसून येतो. त्याच्या clamps वर.
ट्रॅक्शन मोटरला संपर्क नेटवर्कशी जोडणे आणि पुनर्प्राप्ती करंटचे आवश्यक मूल्य स्थापित करणे.
संपर्क नेटवर्कशी ट्रॅक्शन मोटरचे कनेक्शन त्याच्या ईएमएफचे मूल्य असताना उद्भवले पाहिजे. संपर्क नेटवर्क व्होल्टेज 80-100 व्होल्टपेक्षा जास्त असेल. हे करण्यासाठी, emf वाढते. ड्रायव्हर कंट्रोलरचे ब्रेक हँडल हलवताना रेझिस्टर R31 चे प्रतिरोधक मूल्य कमी करून जनरेटर AM-G. जेव्हा ते कमी होते, तेव्हा खालील इलेक्ट्रिकल आणि इलेक्ट्रोमॅग्नेटिक परिमाण बदलतात: R31¯, Inov, Fnov, उदा, Iv.ted, Fted, Eted आणि जेव्हा Eted रेखीय संपर्ककर्ता वापरून Uks चे मूल्य 80-100 व्होल्ट्सने ओलांडते (चित्रात दाखवलेले नाही. 51) मोटरला कॉन्टॅक्ट नेटवर्कशी जोडताना होईल. त्यानंतर एक रीजनरेशन करंट सर्किट तयार होते: जनरेटर मोडमध्ये कार्यरत TED आर्मेचरचे पॉझिटिव्ह टर्मिनल, BV चे पॉवर कॉन्टॅक्ट, पॅन्टोग्राफ, कॉन्टॅक्ट नेटवर्क, ट्रॅक्शन सबस्टेशनचा आकृती किंवा ट्रॅक्शन मोडमध्ये कार्यरत इलेक्ट्रिक लोकोमोटिव्ह, ट्रॅक सर्किट, OPV AM- G वाइंडिंग, TED आर्मेचरचे नकारात्मक टर्मिनल. OPV विंडिंगमधून विद्युतप्रवाह वाहल्यानंतर, AM-G जनरेटरच्या मुख्य ध्रुवांचा चुंबकीय प्रवाह समान असेल: Fg = Fnov-Fopv.
पुनरुत्पादन करंट आणि ब्रेकिंग टॉर्कची आवश्यक मूल्ये प्राप्त करण्यासाठी, जी Mt = Cm Ir f या सूत्राद्वारे व्यक्त केली जाते, रेझिस्टर R31 चे प्रतिरोधक मूल्य पुन्हा कमी केले जाते. वरील सर्व इलेक्ट्रोमॅग्नेटिक इलेक्ट्रिकल प्रमाण पुन्हा वाढतात, रीजनरेशन करंट आणि ट्रॅक्शन मोटरचा ब्रेकिंग टॉर्क वाढतो.
संपर्क नेटवर्कमधील व्होल्टेज चढउतारांदरम्यान पुनर्जन्म वर्तमान मूल्याचे स्थिरीकरण.
जेव्हा संपर्क नेटवर्कमधील व्होल्टेज बदलते, तेव्हा पुनर्जन्म प्रवाहाचे स्थिरीकरण खालीलप्रमाणे होते. आपण असे गृहीत धरू की Uks, Iр¯ , Фпов¯ , Фг. (Фг = Фнов-Фопв.), Er , Iв тд ,
F ted, E ted, Iр, i.e. एएम-जी जनरेटरच्या ओपीव्ही विंडिंगच्या क्रियेमुळे, पुनर्प्राप्ती प्रवाहाने त्याचे पूर्वीचे मूल्य कायम ठेवले.
रिओस्टॅटिक ब्रेकिंग.
रिओस्टॅटिक ब्रेकिंग सर्किट एकत्र करण्यासाठी, ट्रॅक्शन मोटर्स संपर्क नेटवर्कमधून डिस्कनेक्ट केल्या जातात आणि ब्रेकिंग प्रतिरोधकांशी जोडल्या जातात (चित्र 52). अशा प्रकारचे प्रतिरोधक म्हणून प्रारंभ करणारे प्रतिरोधक वापरले जातात. रिओस्टॅटिक ब्रेकिंग केवळ ट्रॅक्शन इलेक्ट्रिक मोटर्सच्या समांतर कनेक्शनवर चालते, कारण मालिका-समांतर आणि मालिका कनेक्शनवर एकूण ईएमएफ असते. ट्रॅक्शन मोटर्स इलेक्ट्रिक लोकोमोटिव्हच्या इलेक्ट्रिकल उपकरणांसाठी धोकादायक मूल्यांपर्यंत पोहोचतात.
दोन रिओस्टॅटिक ब्रेकिंग सिस्टम आहेत. पहिले अनुक्रमिक आत्म-उत्तेजनासह आहे, दुसरे स्वतंत्र नियंत्रित स्वयं-उत्तेजनासह आहे.
रिओस्टॅटिक ब्रेकिंगवर स्विच करताना, मोटर सर्किटमध्ये जनरेटर करंटचे प्रारंभिक स्वरूप कर्षण मोटर्सच्या मुख्य ध्रुवांच्या लहान अवशिष्ट चुंबकत्वामुळे उद्भवलेल्या ईएमएफमुळे होते. जनरेटर करंट इट अवशिष्ट चुंबकत्व नष्ट करू नये म्हणून, त्याची दिशा वर्तमान आयडीच्या दिशेशी, मागील कर्षण मोड (चित्र 42, अ) बरोबर असणे आवश्यक आहे. हे ट्रॅक्शन मोटर्सच्या विंडिंग्स रिव्हर्सर संपर्कांसह स्विच करून प्राप्त केले जाते (चित्र 52,b पहा). वर्तमान मूल्याचे नियमन करण्यासाठी इट आणि परिणामी, ट्रॅक्शन इलेक्ट्रिक मोटर्सच्या ब्रेकिंग फोर्स, रेझिस्टर आरटीचे प्रतिरोधक मूल्य कॉन्टॅक्टर्स 1-4 वापरून चरणांमध्ये बदलले जाते.
जेव्हा ट्रॅक्शन इलेक्ट्रिक मोटर्स समांतर जोडलेले असतात, तेव्हा प्रत्येक गट वेगळ्या रेझिस्टरशी जोडलेला असतो आणि जेव्हा कॉमन रेझिस्टरशी जोडलेला असतो तेव्हा इलेक्ट्रिक मोटर्सच्या एक्सिटेशन विंडिंग्सला जोडण्यासाठी क्रॉस सर्किट वापरला जातो (चित्र 52, c). काही कारणास्तव emf वाढल्यास. आणि मोटर्सच्या एका जोडीच्या आर्मेचर विंडिंग्समधील विद्युत् प्रवाह, त्यानंतर दुसर्या जोडीचा उत्तेजित प्रवाह त्यानुसार वाढतो आणि त्यामुळे ईएमएफ. आणि त्यांच्या दोन्ही आर्मेचर विंडिंगमध्ये विद्युतप्रवाह.

इलेक्ट्रिकल उपकरणांचे वर्गीकरण आणि ऑपरेटिंग शर्ती.
इलेक्ट्रिकल उपकरणे अशी उपकरणे आहेत जी इलेक्ट्रिक लोकोमोटिव्हच्या इलेक्ट्रिकल सर्किट्समध्ये चालू, बंद आणि विद्युत प्रवाह नियंत्रित करण्यासाठी वापरली जातात.
इलेक्ट्रिक लोकोमोटिव्ह उपकरणे कठीण परिस्थितीत कार्य करतात: त्यांना जोरदार धक्के बसतात, सभोवतालचे तापमान -50 ते +40° पर्यंत बदलते; उपकरणांवर धूळ, ओलावा, वंगण येते; उपकरणांमधून जाणारा विद्युत् प्रवाह झपाट्याने बदलतो; वारंवार आणि दीर्घकाळापर्यंत ओव्हरलोड शक्य आहे; व्होल्टेज नाममात्र मूल्यापेक्षा 15-20% ने ओलांडते, स्विचिंग ओव्हरव्होल्टेज देखील लागू केले जाऊ शकतात (स्विचिंग व्होल्टेज हे उच्च इंडक्टन्ससह इलेक्ट्रिकल सर्किट तुटल्यावर तयार होणारे व्होल्टेज असतात).
इलेक्ट्रिक लोकोमोटिव्ह उपकरणांमध्ये असणे आवश्यक आहे:
भागांची यांत्रिक शक्ती;
विद्युत पृथक् शक्ती;
ओव्हरलोड्स, थरथरणाऱ्या, वातावरणीय प्रभावांना प्रतिकार;
धूळ आणि घाण पासून संरक्षण;
शक्य असल्यास, भागांची अदलाबदली आणि एकसमानता;
डिझाइनची साधेपणा, ऑपरेशन आणि दुरुस्तीची सुलभता;
किमान एकूण परिमाणे आणि वजन आहे;
सर्व वातावरणीय परिस्थितीत ऑपरेशन सुनिश्चित करणे आवश्यक आहे.
ज्या सर्किट्समध्ये डिव्हाइसेस स्थापित केल्या आहेत त्या उद्देशाच्या आधारावर ते उपकरणांमध्ये विभागले गेले आहेत:
ट्रॅक्शन मोटर सर्किटमध्ये समाविष्ट असलेली पॉवर सर्किट उपकरणे;
सहाय्यक मशीन आणि इलेक्ट्रिक फर्नेसच्या इलेक्ट्रिक मोटर्सच्या उच्च-व्होल्टेज सर्किटमध्ये स्थापित सहायक सर्किट उपकरणे;
लो-व्होल्टेज कंट्रोल सर्किट डिव्हाइसेस;
मापन यंत्रे, प्रकाश आणि अलार्म उपकरणे, क्लॅम्प पट्ट्या, प्लग कनेक्टर आणि सॉकेट्स.
ड्राइव्हच्या प्रकारानुसार, डिव्हाइसेसमध्ये विभागले गेले आहेत:
मॅन्युअली चालवलेली उपकरणे: डिस्कनेक्टर, पुश-बटण स्विच इ.;
इलेक्ट्रोमॅग्नेटिक ड्राइव्हसह उपकरणे: इलेक्ट्रोमॅग्नेटिक कॉन्टॅक्टर्स, रिले इ.;
इलेक्ट्रो-न्यूमॅटिक ड्राइव्हसह उपकरणे: इलेक्ट्रो-न्यूमॅटिक कॉन्टॅक्टर्स, ग्रुप स्विच, कॅम स्विच इ.;
चालविलेल्या डिव्हाइसेसच्या संख्येवर आधारित, ते विभागले गेले आहेत:
वैयक्तिक ड्राइव्हसह उपकरणे: वायवीय आणि इलेक्ट्रोमॅग्नेटिक कॉन्टॅक्टर्स;
गट ड्राइव्हसह उपकरणे: गट स्विच, कॅम स्विच इ.;
नियंत्रण पद्धतीनुसार, डिव्हाइसेसमध्ये विभागले गेले आहेत:
थेट नियंत्रणासह उपकरणे, उदाहरणार्थ पुश-बटण स्विचेस (पीएस);
अप्रत्यक्ष (रिमोट) नियंत्रणासह उपकरणे, उदाहरणार्थ इलेक्ट्रो-न्यूमॅटिक कॉन्टॅक्टर.
विद्युत संपर्काची संकल्पना.
संपर्क पृष्ठभागांच्या संपर्काच्या प्रकारानुसार आणि त्यांच्या डिझाइननुसार संपर्क विभागले जातात.
संपर्क पृष्ठभागांमधील संपर्काच्या प्रकारावर अवलंबून, संपर्क आहेत:
पॉइंट संपर्क (दोन गोलाकार पृष्ठभागांचा संपर्क, आकृती 1, a आणि आकृती 2, d). कमी प्रवाहांवर चालणाऱ्या उपकरणांमध्ये वापरले जाते.
रेखीय संपर्क (दोन दंडगोलाकार पृष्ठभागांचा संपर्क, आकृती 1, b आणि आकृती 2, a, b, c), ज्यामध्ये संपर्क एका रेषेत येतो. हे लक्षात घेतले पाहिजे की संपर्कांचा रेखीय संपर्क लांबी (20-35 मिमी) मध्ये मर्यादित आहे, कारण जास्त लांबीवर अनियमितता आणि संपर्कांचे चुकीचे संरेखन गणना केलेल्या मूल्याच्या तुलनेत संपर्कांच्या संपर्काचे प्रमाण मोठ्या प्रमाणात बदलते. उच्च प्रवाहांवर कार्यरत असलेल्या उपकरणांमध्ये रेखीय संपर्क वापरले जातात.
सपाट संपर्क (आकृती 1,c आणि आकृती 2,d), सपाट पृष्ठभागांच्या मोठ्या संपर्क क्षेत्रासाठी डिझाइन केलेले. ते बोल्ट केलेल्या कनेक्शनमध्ये आणि डिव्हाइसेसमध्ये वापरले जातात ज्यांचे संपर्क क्वचितच त्यांची स्थिती बदलतात.

आकृती 1. विद्युत संपर्कांच्या संपर्क पृष्ठभागाच्या संपर्काचे प्रकार:
बिंदू (a); रेखीय (b); सपाट (मध्ये).
त्यांच्या डिझाइननुसार, संपर्क असू शकतात (आकृती 2): एल-आकाराचे (पाय-आकार), बोट, प्लेट-एंड, ब्रिज आणि वेज.

अंजीर 2 इलेक्ट्रिकल संपर्कांची रचना

आकृती 3. लॅपिंगसह संपर्क चालू करण्याची प्रक्रिया:
a - बंद स्थिती, b - संपर्क संपर्क, c - स्थितीवर
सोल्यूशन (संपर्कांचे ब्रेक) हे त्यांच्या बंद स्थितीतील संपर्कांच्या कार्यरत पृष्ठभागांमधील अंतर आहे.
डिप (रबिंग) हे हलत्या संपर्काने सहाय्यक पृष्ठभागांच्या संपर्कात येण्याच्या क्षणापासून ते कार्यरत पृष्ठभागांद्वारे पूर्णपणे बंद होईपर्यंत अंतर आहे. लॅपिंग स्प्रिंगद्वारे उत्पादित.
प्रारंभिक संपर्क दाब (दाब) लॅपिंग स्प्रिंगद्वारे तयार केला जातो. डिव्हाइसच्या प्रकारानुसार, ते 3.5 ते 9 किलोग्रॅम पर्यंत असते.
अंतिम संपर्क दाब (दाब) इलेक्ट्रो-न्यूमॅटिक किंवा इलेक्ट्रोमॅग्नेटिक ड्राइव्हद्वारे तयार केला जातो, डिव्हाइसच्या प्रकारानुसार, ते 14 - 27 किलोपेक्षा कमी असावे.
संपर्कांमधील संपर्काची ओळ एकूण संपर्क क्षेत्राच्या किमान 80% असणे आवश्यक आहे.
संपर्क उघडणे खुल्या स्थितीतील संपर्कांमधील सर्वात लहान अंतराने निर्धारित केले जाते. हे कोनीय टेम्पलेटसह मोजले जाते, मिलिमीटरमध्ये (आकृती 4 a आणि b).
संपर्क प्रणालीच्या डिझाइनवर अवलंबून प्रत्येक डिव्हाइसमधील संपर्क अपयश मोजले जाते. अशाप्रकारे, 12 आणि 14 अंशांवर कोनीय टेम्पलेट्स वापरून उपकरण चालू करून पीसी-प्रकारचे कॉन्टॅक्टर्स आणि ग्रुप स्विचच्या कॉन्टॅक्टर घटकांच्या संपर्क अपयशाचे मोजमाप केले जाते. जंगम संपर्क धारकाच्या स्टॉपपासून विचलनाचा कोन कॉन्टॅक्ट लीव्हर (Fig. 5, a) 13 ± 1 डिग्रीच्या बरोबरीचे संपर्क 10 - 12 मिमीच्या अपयशाशी संबंधित आहे
कॅम स्विचच्या कॅम घटकांच्या संपर्कांचे अपयश संपर्कांच्या बंद स्थितीत अंतर a (Fig. 5, b) द्वारे निर्धारित केले जाते. अंतर “a” 7-10 मिमी शी संबंधित आहे
अपयश 10-14 मिमी

आकृती 5. संपर्क अयशस्वी शोध.
अ) पीसी प्रकारातील कॉन्टॅक्टर्सचे कॉन्टॅक्टर्स आणि ग्रुप स्विचेसच्या कॉन्टॅक्टर एलिमेंट्सच्या अयशस्वी होण्याचा निर्धार b) - कॅम डिव्हायसेसमध्ये कॅम एलिमेंट्सच्या कॉन्टॅक्टच्या अपयशाचा निर्धार
डिव्हाइसेसमध्ये चाप संपत असल्याची संकल्पना.
कोणत्याही इलेक्ट्रिकल सर्किटचे उद्घाटन इलेक्ट्रिक आर्कच्या निर्मितीसह होते. त्याची लांबी सर्किटमधील विद्युत् प्रवाह, संपर्कांची स्थिती आणि वातावरणातील आर्द्रता यावर अवलंबून असते. कमानीची निर्मिती या वस्तुस्थितीद्वारे स्पष्ट केली जाते की जेव्हा डिव्हाइसच्या ड्राइव्ह कॉइलमधून व्होल्टेज काढला जातो तेव्हा एकमेकांवरील संपर्कांचा दबाव कमकुवत होतो आणि त्यांच्यातील संक्रमण प्रतिरोध वाढतो. यामुळे त्यांचे गरम होते आणि परिणामी, आसपासची हवा गरम होते. संपर्कांच्या सभोवतालची हवा आयनीकृत आहे, म्हणजेच ती प्रवाहकीय बनते आणि म्हणूनच, जेव्हा संपर्क त्यांच्यामध्ये वळतात तेव्हा एक विद्युत चाप उद्भवते. यामुळे संपर्क जळतात आणि जर ते बराच काळ जळत राहिल्यास आणि तुटलेल्या सर्किटमध्ये मोठा प्रवाह असल्यास, यामुळे संपर्क वितळतात आणि डिव्हाइसचे नुकसान देखील होते.
जसजसे संपर्क वेगळे होतात, कमानीची लांबी वाढते. तथापि, त्याची लांबी गंभीर मूल्यापर्यंत पोहोचेपर्यंत ते बर्न होईल. उच्च प्रवाहावर, गंभीर चाप लांबी 20 V/cm गृहीत धरली जाते. अशा प्रकारे, 3000 V च्या व्होल्टेजसह सर्किट उघडणार्या डिव्हाइसमध्ये चाप तुटतो याची खात्री करण्यासाठी, चाप 3000 V / 20 = 150 सेमी पर्यंत वाढवणे आवश्यक आहे. अशा प्रकारे कंस ताणणे शक्य नाही. संपर्क वळवून एक लांबी, म्हणून अशा उपकरणांमध्ये विशेष चाप विझविणारी उपकरणे वापरली जातात
कमानीच्या सामर्थ्यावर अवलंबून, ते विविध प्रकारे विझवले जाते.
संपर्क उघडण्याचा आकार निवडून कमानीची लांबी गंभीर लांबीपर्यंत वाढवून. चाप विझविण्याची ही पद्धत अशा उपकरणांमध्ये वापरली जाते जी लहान प्रवाहांसह नियंत्रण सर्किटमध्ये व्यत्यय आणतात. अशा उपकरणांमध्ये रिले, पुश-बटण स्विचेस, ड्रायव्हर कंट्रोलर इ.;
खालून आर्क कूलिंगसह डबल आर्क ब्रेकिंगचा वापर. ही चाप विझवण्याची पद्धत VL11 इलेक्ट्रिक लोकोमोटिव्हवरील MK-15-01 कॉन्टॅक्टर्समध्ये आणि VL11M इलेक्ट्रिक लोकोमोटिव्हवरील MK-009 कॉन्टॅक्टर्समध्ये वापरली जाते;
वाळूचा खडू बॅकफिल किंवा फ्यूजच्या फायबर बॉडीला गरम केल्यामुळे हवेचा स्फोट, फ्यूजच्या आत गॅसचा दाब वाढणे;
चाप विझवणारा कॉइल आणि चाप विझवणारा चेंबर असलेले विशेष चाप विझवणारे उपकरण वापरणे. चाप विझवण्याची ही पद्धत ट्रॅक्शन मोटर्सच्या पॉवर सर्किटच्या हाय-स्पीड स्विचेस आणि कॉन्टॅक्टर्समध्ये आणि सहाय्यक मशीन्सच्या हाय-व्होल्टेज सर्किट्समध्ये, तसेच कमी-व्होल्टेज इलेक्ट्रोमॅग्नेटिक कॉन्टॅक्टर्समध्ये वापरली जाते ज्यांच्या नियंत्रण सर्किटमध्ये उच्च इंडक्टन्स किंवा ज्याद्वारे वापरला जातो. उच्च प्रवाह प्रवाह.
चाप विझवणाऱ्या उपकरणांमध्ये, चाप हा विद्युत प्रवाह असलेला कंडक्टर मानला जातो ज्याची विशिष्ट लांबी आणि क्रॉस-सेक्शन असते आणि तो चाप विझवणाऱ्या कॉइलने तयार केलेल्या चुंबकीय क्षेत्रात स्थित असतो. इलेक्ट्रोमॅग्नेटिक शक्तीच्या प्रभावाखाली, ज्याची दिशा "डाव्या हाताने" नियमाद्वारे निर्धारित केली जाते, संपर्क द्रावणातील चाप चाप विझवणाऱ्या चेंबरकडे सरकतो आणि त्याच्या चाप विझवणाऱ्या शिंगांवर टाकला जातो. चेंबरच्या रचनेवर अवलंबून, ते एका गंभीर लांबीपर्यंत पसरते, चक्रव्यूहाच्या विभाजनांभोवती वाकते किंवा समांतर शाखांमध्ये विभागले जाते, चेंबरच्या भिंतींवर थंड होते आणि बाहेर जाते. जेव्हा चेंबरमध्ये चाप जळतो तेव्हा चेंबरच्या भिंती आणि विभाजनांमधून बाहेर पडणारी हवा आणि वायू गरम होतात. कमानीद्वारे चेंबरच्या बाहेर जबरदस्तीने, ते त्यावरील हवेचे आयनीकरण करतात, त्यामुळे चाप चेंबरच्या बाहेर जळतो आणि ग्राउंडिंग भागांमध्ये हस्तांतरित होतो. चाप विझविणाऱ्या चेंबरमध्ये चेंबरच्या वरच्या हवेचे आयनीकरण रोखण्यासाठी, उदाहरणार्थ BV, किंवा VL11M इलेक्ट्रिक लोकोमोटिव्हवरील MK-010 प्रकारचे कॉन्टॅक्टर्स, डिऑन ग्रेटिंग्स वापरतात. ते कमानीने गरम केलेली हवा आणि वायू थंड करतात कारण ते पातळ स्टील प्लेट्सचे पॅकेज असतात जे टेक्स्टोलाइट पट्ट्यांसह बांधलेले असतात आणि आर्क-विझवणाऱ्या चेंबरच्या शीर्षस्थानी स्थापित केले जातात.

आकृती 6. चाप विझवणारे उपकरण: चाप विझवणारे उपकरण आकृती
(a) आणि चाप विझवणारी कॉइल आणि चाप यांच्या चुंबकीय प्रवाहाचा परस्परसंवाद (b).
रचना.ट्रॅक्शन इलेक्ट्रिक मोटर TL-2K1 मध्ये एक फ्रेम, एक आर्मेचर असते , ब्रश उपकरण आणि बेअरिंग शील्ड.
सांगाडाहे स्टील ग्रेड 25L-P चे बनलेले एक दंडगोलाकार कास्टिंग आहे आणि एकाच वेळी चुंबकीय सर्किट म्हणून काम करते. त्यास सहा मुख्य आणि सहा अतिरिक्त खांब जोडलेले आहेत, सहा ब्रश होल्डरसह फिरणारा बीम आणि रोलर बेअरिंगसह शील्ड ज्यामध्ये इलेक्ट्रिक मोटर आर्मेचर फिरते.
बेअरिंग शील्ड्सची स्थापना खालील क्रमाने केली जाते: पोल आणि कॉम्पेन्सेशन कॉइल्ससह एकत्रित केलेली फ्रेम कम्युटेटरच्या समोरच्या बाजूने ठेवली जाते. 100-150 डिग्री सेल्सिअस तापमानात इंडक्टिव्ह हीटरने मान गरम केली जाते, ढाल घातली जाते आणि स्टील 45 च्या आठ M24 बोल्टने सुरक्षित केली जाते. नंतर फ्रेम 180° फिरवली जाते, अँकर खाली केला जातो, ट्रॅव्हर्स स्थापित केला जातो. आणि वर वर्णन केल्याप्रमाणे दुसरी ढाल घातली जाते आणि आठ M24 बोल्टसह सुरक्षित केली जाते. बाह्य पृष्ठभागावर, मोटार-अक्षीय बियरिंग्जचे एक्सल बॉक्स जोडण्यासाठी फ्रेममध्ये दोन लग्स आहेत, इलेक्ट्रिक मोटर टांगण्यासाठी एक लग आणि काढता येण्याजोगा ब्रॅकेट आणि वाहतुकीसाठी सेफ्टी लग्स आहेत.
कलेक्टरच्या बाजूला ब्रश उपकरण आणि कलेक्टरच्या तपासणीसाठी डिझाइन केलेले तीन हॅच आहेत. हॅचेस हर्मेटिकली झाकणाने सील केलेले आहेत.
वरच्या मॅनिफोल्ड हॅचचे कव्हर फ्रेमला विशेष स्प्रिंग लॉकसह सुरक्षित केले जाते, खालच्या हॅचचे कव्हर एक M20 बोल्ट आणि कॉइल स्प्रिंगसह विशेष बोल्टसह सुरक्षित केले जाते आणि दुसऱ्या खालच्या हॅचचे कव्हर सुरक्षित केले जाते. चार M12 बोल्ट.
हवा पुरवठ्यासाठी वेंटिलेशन हॅच आहे. विशेष आवरणाद्वारे कलेक्टरच्या विरुद्ध बाजूने हवेशीर हवा बाहेर पडते 5, बेअरिंग शील्ड आणि फ्रेमवर आरोहित. इलेक्ट्रिक मोटरच्या लीड्स PPSRM-1-4000 ब्रँडच्या केबलने 120 मिमी 2 च्या क्रॉस-सेक्शनल क्षेत्रासह बनविल्या जातात. केबल्स एकत्रित गर्भाधानासह टारपॉलीन कव्हरद्वारे संरक्षित आहेत. केबल्समध्ये पदनामासह विनाइल क्लोराईड ट्यूबचे लेबल असतात याया, TOआणि के.के.आउटपुट केबल्स आयआणि यायाआर्मेचर, अतिरिक्त ध्रुव आणि भरपाईच्या विंडिंगशी जोडलेले आहे आणि के आणि केके आउटपुट केबल्स मुख्य ध्रुवांच्या विंडिंगशी जोडलेले आहेत.
आकृती 2. संग्राहक बाजूवरील पोल कॉइलसाठी कनेक्शन आकृती ( ए) आणि विरुद्ध ( b) ट्रॅक्शन मोटर
मुख्य खांबाचे कोर रोल केलेले इलेक्ट्रिकल स्टील ग्रेड 2212 0.5 मिमी जाडीचे बनलेले आहेत, रिव्हट्सने बांधलेले आहेत आणि प्रत्येकी चार M24 बोल्टसह फ्रेममध्ये सुरक्षित आहेत. मुख्य पोल कोर आणि फ्रेम दरम्यान एक 0.5 मिमी जाड स्टील स्पेसर आहे. मुख्य पोल कॉइल , 19 वळणे, 1.95X65 मिमी परिमाणे असलेल्या मऊ तांबे टेप L MM ने बनवलेल्या बरगडीवर जखमेच्या, फ्रेमच्या आतील पृष्ठभागास चिकटून राहण्याची खात्री करण्यासाठी त्रिज्या बाजूने वाकलेली. बॉडी इन्सुलेशनमध्ये PE-934 ब्रँडच्या वार्निशवर पॉलिथिलीन-रेफ्थॅलॅग फिल्मसह काचेच्या अभ्रक टेप LSEP-934-TPl 0.13X30 mm (GOST 13184 - 78*) चे सात स्तर आणि तांत्रिक लवसान उष्णता-संकुचित करण्यायोग्य टेपचे दोन स्तर असतात. 0.22 मिमी (TU 17 GSSR 88-79) ची जाडी. लव्हसन टेपचा एक थर, KO-919 वार्निश (GOST 16508 - 70) सह लेपित, शरीराच्या इन्सुलेशनच्या थरांच्या मध्यभागी जखमेच्या आहे आणि दुसरा - शरीराच्या इन्सुलेशनच्या आठव्या स्तराच्या रूपात. टेप अर्ध्या रुंदीच्या ओव्हरलॅपसह जखमेच्या आहेत.
इंटरटर्न इन्सुलेशन दोन लेयर्समध्ये एस्बेस्टोस पेपरचे बनलेले आहे, प्रत्येक 0.2 मिमी जाड, KO-919 वार्निश (GOST 16508 - 70) सह गर्भित आहे. पोल कॉइलचे वळण आणि शरीर इन्सुलेशन विकसित तांत्रिक प्रक्रियेनुसार उपकरणांमध्ये बेक केले जाते. इलेक्ट्रिक मोटरची कार्यक्षमता वैशिष्ट्ये सुधारण्यासाठी, एक नुकसान भरपाई वळण वापरली जाते , मुख्य ध्रुवांच्या टिपांमध्ये स्टँप केलेल्या खोबणीमध्ये स्थित आणि आर्मेचर विंडिंगसह मालिकेत जोडलेले आहे. नुकसानभरपाईच्या वळणात 3.28X22 मिमीच्या परिमाणांसह मऊ आयताकृती तांबे वायर पीएमएमपासून जखमेच्या सहा कॉइल असतात, ज्यामध्ये 10 वळणे असतात. प्रत्येक खोबणीमध्ये दोन वळणे असतात. बॉडी इन्सुलेशनमध्ये 0.11 मिमी (GOST 13184 - 78*) जाडी असलेल्या काचेच्या अभ्रक टेप LSEK-5-SPl चे सहा थर आणि 0.22 मिमी (TU 17 GSSR 8-) जाडीसह तांत्रिक लॅव्हसन उष्णता-संकुचित होण्यायोग्य टेपचा एक थर असतो. 78), टेपच्या अर्ध्या रुंदीमध्ये ओव्हरलॅपसह घातले. कॉइल इन्सुलेशनमध्ये त्याच ब्रँडच्या काचेच्या मायका टेपचा एक थर असतो; तो टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातला जातो. खोबणीतील नुकसानभरपाई वळण टेक्स्टोलाइट ग्रेड बीपासून बनवलेल्या वेजेससह सुरक्षित केले जाते. नुकसानभरपाई कॉइलचे इन्सुलेशन उपकरणांमध्ये बेक केले जाते. अतिरिक्त खांबाचे कोर रोल केलेल्या प्लेट्स किंवा फोर्जिंग्सचे बनलेले असतात आणि तीन M20 बोल्टसह फ्रेममध्ये सुरक्षित असतात. अतिरिक्त ध्रुवांची संपृक्तता कमी करण्यासाठी, फ्रेम आणि अतिरिक्त ध्रुवांच्या कोर दरम्यान 7 मिमी जाड डायमॅग्नेटिक स्पेसर प्रदान केले जातात. अतिरिक्त खांबाच्या कॉइल्स मऊ तांब्याच्या तार PMM च्या बरगडीवर 6X20 मिमीच्या परिमाणेसह जखमेच्या आहेत आणि प्रत्येकी 10 वळणे आहेत. या कॉइल्सचे मुख्य भाग आणि आवरण इन्सुलेशन मुख्य पोल कॉइलच्या इन्सुलेशनसारखेच आहे. इंटरटर्न इन्सुलेशनमध्ये 0.5 मिमी जाडीच्या एस्बेस्टोस गॅस्केट असतात, ज्यावर KO-919 वार्निश असते.

आकृती 3. ट्रॅक्शन इलेक्ट्रिक मोटर TL-2K1 ची फ्रेम:
1- अतिरिक्त पोल; 2- भरपाई वळण कॉइल; 3 - शरीर; 4- सुरक्षितता भरती; 5- मुख्य ध्रुव
ब्रश उपकरणेट्रॅक्शन मोटरमध्ये फिरणारी यंत्रणा, सहा कंस आणि सहा ब्रश होल्डरसह स्प्लिट-टाइप ट्रॅव्हर्स असतात. .
ट्रॅव्हर्स स्टीलचा बनलेला आहे, चॅनेल विभागाच्या कास्टिंगमध्ये बाह्य रिमसह एक गियर रिंग आहे, जी टर्निंग यंत्रणेच्या गियरसह मेश करते. वरच्या मॅनिफोल्ड हॅचच्या बाहेरील भिंतीवर लॉकिंग बोल्ट स्थापित करून ब्रश उपकरणाचा ट्रॅव्हर्स फ्रेममध्ये निश्चित केला जातो आणि लॉक केला जातो आणि लॉकिंग उपकरणाच्या दोन बोल्टसह बेअरिंग शील्डवर दाबला जातो: फ्रेमच्या तळाशी एक, दुसरा टांगलेल्या बाजूला. ट्रॅव्हर्स ब्रॅकेटचे एकमेकांशी विद्युत कनेक्शन PPSRM-150 केबल्सने केले जाते. ब्रश होल्डर ब्रॅकेट वेगळे करता येण्याजोगे (दोन अर्ध्या भागांचे), ट्रॅव्हर्सवर बसवलेल्या दोन इन्सुलेट पिनवर M20 बोल्टसह सुरक्षित आहेत. बोटांचे स्टील स्टड AG-4V प्रेस कंपाऊंडने दाबले जातात आणि त्यावर पोर्सिलेन इन्सुलेटर बसवले जातात.


आकृती 4. ट्रॅक्शन इलेक्ट्रिक मोटर TL-2K1 चे ब्रश उपकरण
1 - ट्रॅव्हर्स; 2- गियर; 3 - कंस; 4 - ब्रश धारक

आकृती 5. TL-2K1 ट्रॅक्शन मोटरच्या ट्रॅव्हर्सला लॉक करणे. 1 - लॉकिंग डिव्हाइस; 2 - गियर; 3 - क्लॅम्प बोल्ट
ब्रश धारकदोन दंडगोलाकार स्प्रिंग्स तणावात काम करतात. ब्रश होल्डर हाऊसिंगमधील छिद्रामध्ये घातलेल्या अक्षाच्या एका टोकाला स्प्रिंग्स सुरक्षित केले जातात आणि दुसऱ्या टोकाला स्क्रू वापरून प्रेशर पिनच्या अक्षावर सुरक्षित केले जातात. , जे स्प्रिंग टेंशनचे नियमन करते. प्रेशर मेकॅनिझमची किनेमॅटिक्स निवडली जाते जेणेकरून ऑपरेटिंग रेंजमध्ये ब्रशवर जवळजवळ स्थिर दबाव सुनिश्चित केला जातो. याव्यतिरिक्त, जेव्हा ब्रशचा जास्तीत जास्त अनुज्ञेय पोशाख गाठला जातो, तेव्हा ब्रशवरील बोटाचा दाब आपोआप थांबतो. हे जीर्ण झालेल्या ब्रशेसच्या लवचिक तारांद्वारे कम्युटेटरच्या कार्यरत पृष्ठभागाचे नुकसान टाळते. EG-61A ब्रँडचे 2 (8X50X56) mm आकारमानाचे रबर शॉक शोषक असलेले दोन स्प्लिट ब्रश ब्रश होल्डरच्या खिडक्यांमध्ये घातले आहेत. ब्रश धारकांना पिन आणि नटसह ब्रॅकेटमध्ये सुरक्षित केले जाते. अधिक विश्वासार्ह फास्टनिंग आणि ब्रश होल्डरची स्थिती कार्यरत पृष्ठभागाच्या उंचीच्या सापेक्ष समायोजित करण्यासाठी जेव्हा कम्युटेटर संपतो तेव्हा ब्रश होल्डरच्या शरीरावर आणि ब्रॅकेटवर कंघी दिली जाते.
आकृती 6. ट्रॅक्शन इलेक्ट्रिक मोटर TL-2K1 साठी ब्रश होल्डर:
1-सिलेंडर स्प्रिंग; 2- ब्रश धारक शरीरात भोक; 3- ब्रश; 4-प्रेस बोट; 5- स्क्रू

अँकरइलेक्ट्रिक मोटरमध्ये कम्युटेटर असते, कोरच्या खोबणीमध्ये वळण घातले जाते, रोल केलेले इलेक्ट्रिकल स्टील ग्रेड 2212 0.5 मिमी जाड, स्टील स्लीव्ह बनवलेल्या पॅकेजमध्ये एकत्र केले जाते. , मागील आणि पुढील दाब वॉशर, शाफ्ट . वेंटिलेशन हवेच्या मार्गासाठी कोरमध्ये अक्षीय छिद्रांची एक पंक्ती असते. फ्रंट प्रेशर वॉशर 3 देखील कलेक्टर हाउसिंग म्हणून काम करते. सर्व आर्मेचर भाग सामान्य बुशिंगवर एकत्र केले जातात 4 बॉक्सच्या आकाराचे, आर्मेचर शाफ्टवर दाबले जाते, ज्यामुळे ते बदलणे शक्य होते.
आर्मेचरमध्ये 75 कॉइल 6 आणि 25 विभागीय समानीकरण कनेक्शन आहेत . विंडिंगच्या टोकांचे सोल्डरिंग आणि कलेक्टर प्लेट्सच्या कॉकरेलसह समान कनेक्शन उच्च-फ्रिक्वेंसी करंट्स वापरून विशेष स्थापनेवर 02 टिन (GOST 860 - 75) सह चालते.
प्रत्येक कॉइलमध्ये 14 स्वतंत्र कंडक्टर असतात, ज्याची दोन ओळींमध्ये उंची आणि सात कंडक्टर असतात. 0.9X7.1/1.32X758 मिमी परिमाणांसह ते PETVSD कॉपर वायरपासून बनलेले आहेत. सात कंडक्टरचे प्रत्येक पॅकेज ग्लास अभ्रक टेप LSEK-5-TPl ने 0.09 मिमी जाडीसह टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह देखील इन्सुलेटेड आहे. कॉइलच्या खोबणीच्या भागाच्या शरीराच्या इन्सुलेशनमध्ये काचेच्या अभ्रक टेप LSEK-5-TPl चे पाच स्तर असतात ज्याचे परिमाण 0.09X20 मिमी असते, फ्लोरोप्लास्टिक टेपचा एक थर 0.03 मिमी जाडीचा असतो आणि ग्लास टेप LES चा एक थर असतो. 0.1 मिमीची जाडी, टेपच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह घातली. 660 मिमीच्या कार्यरत पृष्ठभागाच्या व्यासासह इलेक्ट्रिक मोटर कम्युटेटर तांबे प्लेट्सपासून बनविलेले आहे, केआयएफईए ब्रँड (टीयू 21-25-17-9-84) च्या प्रबलित कम्युटेटर मीका प्लास्टिकद्वारे एकमेकांपासून इन्सुलेटेड आहे, प्लेट्सची संख्या 525 आहे कम्युटेटर बॉडी प्रेशर शंकूपासून आणि कम्युटेटर बुशिंगच्या केसिंग इन्सुलेशन आणि एकत्रित सामग्रीपासून बनवलेल्या इन्सुलेट सिलेंडरद्वारे इन्सुलेटेड आहे. बाहेरील लेयर मोल्डिंग माइकनाइट ग्रेड FFG - O, Z (GOST 6122 - 75*), आतील थर ग्लास फायबर फिल्म GTP-2PL (TU 16 503.124-78) आहे ज्याची जाडी 0.2 मिमी आहे.
शरीराच्या इन्सुलेशनची एकूण जाडी 3.6 मिमी आहे आणि इन्सुलेट सिलेंडर 2 मिमी आहे.
आर्मेचर विंडिंगमध्ये खालील डेटा आहे: स्लॉट्सची संख्या 75, स्लॉट पिच 1 - 13, कम्युटेटर प्लेट्सची संख्या 525, कम्युटेटर पिच 1 - 2, कम्युटेटर 1 - 176 च्या बाजूने इक्वलाइझर पिच. हेवी सीरीज इलेक्ट्रिक मोटरचे अँकर बेअरिंग दंडगोलाकार रोलर्स प्रकार 80-42428M प्रदान करतात अँकर रन 6.3 - 8.1 मिमीच्या आत आहे. बेअरिंगच्या बाहेरील रिंग्स बेअरिंग शील्डमध्ये दाबल्या जातात आणि आतील रिंग आर्मेचर शाफ्टवर दाबल्या जातात. बाह्य वातावरणाचा संपर्क आणि वंगण गळती टाळण्यासाठी बेअरिंग चेंबर्स सील केले जातात. मोटार-अक्षीय बियरिंग्जमध्ये आतील पृष्ठभागावर बॅबिट B16 (GOST 1320 - 74*) भरलेले ब्रास लाइनर आणि सतत स्नेहक पातळी असलेले एक्सल बॉक्स असतात. एक्सल बॉक्सेसमध्ये वंगण पुरवठ्यासाठी खिडकी असते. लाइनर्सचे फिरणे टाळण्यासाठी, एक्सल बॉक्समध्ये एक कीड कनेक्शन प्रदान केले जाते.
आकृती 7. TL-2K1 ट्रॅक्शन मोटरचे आर्मेचर:
1-  कलेक्टर प्लेट; 2- समानीकरण कनेक्शन; 3- फ्रंट प्रेशर वॉशर; 4- स्टील बुशिंग; 5-कोर; 6- कॉइल; 7- मागील दाब वॉशर; 8- आर्मेचर शाफ्ट
कलेक्टर प्लेट; 2- समानीकरण कनेक्शन; 3- फ्रंट प्रेशर वॉशर; 4- स्टील बुशिंग; 5-कोर; 6- कॉइल; 7- मागील दाब वॉशर; 8- आर्मेचर शाफ्ट
 आकृती 8. कॉइल कनेक्शन आकृती
आकृती 8. कॉइल कनेक्शन आकृती
सह अँकर आणि लेव्हलर्स
कलेक्टर प्लेट्स

आकृती 9. ट्रॅक्शन मोटर बेअरिंग असेंब्ली

मोटर-अक्षीय बियरिंग्जइंडिकेटरद्वारे नियंत्रित केलेल्या स्नेहनच्या स्थिर पातळीसह लाइनर आणि एक्सल बॉक्स असतात . प्रत्येक एक्सल बॉक्स एका विशेष लॉकने फ्रेमशी जोडलेला असतो आणि स्टील 45 पासून बनवलेल्या चार M36X2 बोल्टसह सुरक्षित केलेला असतो. स्क्रू करणे सुलभ करण्यासाठी, बोल्टमध्ये टेट्राहेड्रल नट असतात जे फ्रेमवर विशेष स्टॉपवर विश्रांती घेतात. मोटार-अक्षीय बियरिंग्जसाठी नेकचे कंटाळवाणे बेअरिंग शील्ड्ससाठी नेकच्या कंटाळवाण्यासोबत एकाच वेळी केले जातात. म्हणून, मोटर-अक्षीय बियरिंग्जचे एक्सल बॉक्स अदलाबदल करण्यायोग्य नाहीत. एक्सल बॉक्स स्टील 25L-1 पासून कास्ट केला जातो. मोटर-अक्षीय बियरिंग्जच्या प्रत्येक लाइनरमध्ये दोन भाग असतात, त्यापैकी एकामध्ये, एक्सल बॉक्सच्या समोर, वंगण पुरवण्यासाठी एक खिडकी असते. लाइनर्समध्ये कॉलर असतात जे त्यांचे स्थान अक्षीय दिशेने निश्चित करतात. लाइनर किल्लीद्वारे फिरण्यापासून संरक्षित आहेत. धूळ आणि आर्द्रतेपासून मोटर-अक्षीय बियरिंग्जचे संरक्षण करण्यासाठी, एक्सल बॉक्समधील एक्सल झाकणाने झाकलेले असते. इन्सर्ट पितळापासून टाकले जातात. त्यांची आतील पृष्ठभाग बॅबिटने भरलेली असते आणि 205.45+ 0.09 मिमी व्यासापर्यंत कंटाळलेली असते. कंटाळवाणे झाल्यानंतर, लाइनर्स व्हीलसेट एक्सलच्या जर्नल्समध्ये समायोजित केले जातात. मोटर-अक्षीय बियरिंग्जमधील लाइनर्सच्या तणावाचे समायोजन सुनिश्चित करण्यासाठी, एक्सल बॉक्स आणि फ्रेम दरम्यान 0.35 मिमी जाडीचे स्टील स्पेसर स्थापित केले जातात, जे लाइनर्सचा बाह्य व्यास संपल्यामुळे काढून टाकले जातात. मोटर-अक्षीय बियरिंग्ज वंगण घालण्यासाठी वापरलेले उपकरण त्यांच्यामध्ये स्नेहनची स्थिर पातळी राखते. एक्सल बॉक्समध्ये दोन संप्रेषण करणारे कॅमेरे आहेत . यार्न चेंबर वंगण मध्ये बुडविले आहे. वंगणाने भरलेले चेंबर सामान्यत: वातावरणाशी संवाद साधत नाही. जसजसे वंगण सेवन केले जाते, चेंबरमधील त्याची पातळी कमी होते. जेव्हा ते ट्यूब उघडण्याच्या खाली होते 6, या नळीतून हवा चेंबरच्या वरच्या भागात प्रवेश करते आणि त्यातून वंगण बाहेर काढते dकॅमेरा मध्ये . परिणामी, चेंबरमधील वंगण पातळी वाढेल आणि ट्यूबच्या खालच्या टोकाला बंद करेल 6. यानंतर, चेंबर पुन्हा वातावरणापासून डिस्कनेक्ट होईल आणि त्यामधून चेंबरमध्ये वंगणाचा प्रवाह थांबेल. अशा प्रकारे, जोपर्यंत स्पेअर चेंबरमध्ये वंगण आहे, चेंबरमधील त्याची पातळी कमी होईल. या उपकरणाच्या विश्वसनीय ऑपरेशनसाठी, चेंबर सील करणे आवश्यक आहे. . एक्सल बॉक्स छिद्रातून पाईपद्वारे वंगणाने भरला जातो dटीपसह विशेष नळी वापरुन दबावाखाली.
अक्षीय तेल GOST 610-72* वंगण म्हणून वापरले जाते: उन्हाळ्यात - ग्रेड एल; हिवाळ्यात - ग्रेड झेड.

आकृती 10. स्थिर स्नेहन पातळीसह मोटर-अक्षीय बेअरिंग.
तपशीलइंजिन खालीलप्रमाणे आहेत:
इलेक्ट्रिक मोटर टर्मिनल्सवरील व्होल्टेज, V………………1500
घड्याळ मोड
वर्तमान, A………………………………………………………………480
पॉवर, किलोवॅट………………………………………………………670
रोटेशन गती, rpm…………………………………………..७९०
कार्यक्षमता……………………………………………………………………………………… ०.९३१
लांब मोड
वर्तमान, A……………………………………………………………………………… 410
पॉवर, किलोवॅट………………………………………………………..५७५
रोटेशन गती, rpm ………………………………………………830
कार्यक्षमता………………………………………………………………………………….०.९३६
उष्णता प्रतिरोधकतेसाठी इन्सुलेशन वर्ग……………………………… एफ
येथे सर्वोच्च रोटेशन गती
न घातलेल्या पट्ट्या आरपीएम…………………………………..१६९०
गियर रेशो …………………………………………………………….. ……88/23
20C तापमानात वळणाचा प्रतिकार, ओम:
मुख्य खांब……………………………………………………………………………………………………………………………………………
नुकसानभरपाई कॉइलचे अतिरिक्त ध्रुव………0.033
अँकर ………………………………………………………………..०.०३६
हवेशीर मीटर(घन) हवेचे प्रमाण ………….95 पेक्षा कमी नाही
गियरशिवाय वजन, किलो ………………………………………………..५०००
ट्रॅक्शन मोटरमध्ये इलेक्ट्रिक लोकोमोटिव्हच्या सर्वोच्च वेगाने उच्च उर्जा वापर घटक (0.74) असतो. कर्षण मोडमध्ये इलेक्ट्रिक मोटरची उत्तेजना अनुक्रमिक आहे; पुनर्जन्मात - स्वतंत्र.
 आकृती 11. ट्रॅक्शन मोटरची इलेक्ट्रोमेकॅनिकल वैशिष्ट्ये
आकृती 11. ट्रॅक्शन मोटरची इलेक्ट्रोमेकॅनिकल वैशिष्ट्ये
TL-2K1 U=1500V वर.
वेंटिलेशन सिस्टीम स्वतंत्र, अक्षीय आहे, ज्यामध्ये वेंटिलेशन हवा वरून कलेक्टर चेंबरमध्ये पुरविली जाते आणि इलेक्ट्रिक मोटरच्या अक्षासह विरुद्ध बाजूने वरच्या दिशेने सोडली जाते.
आकृती 12. TL-2K1 इलेक्ट्रिक मोटरची वायुगतिकीय वैशिष्ट्ये:
एनपी - पूर्ण दाब; Nst - स्थिर दाब

परिचय
इलेक्ट्रिक ट्रॅक्शनचा वाढदिवस 31 मे 1879 हा मानला जातो, जेव्हा वर्नर सीमेन्सने बांधलेली 300 मीटर लांबीची पहिली इलेक्ट्रिक रेल्वे बर्लिनमधील औद्योगिक प्रदर्शनात दाखवली गेली. आधुनिक इलेक्ट्रिक कारसारखे दिसणारे इलेक्ट्रिक लोकोमोटिव्ह 9.6 kW (13 hp) इलेक्ट्रिक मोटरने चालवले होते. 160 व्ही चा विद्युत प्रवाह वेगळ्या संपर्क रेल्वेद्वारे इंजिनमध्ये प्रसारित केला गेला; रिटर्न वायर ही रेल्वे होती ज्याच्या बाजूने ट्रेन हलली - तीन लघु कार 7 किमी/तास वेगाने, 18 प्रवासी सामावून घेणारे बेंच.
सुरुवातीला, शहरी ट्राम लाइन आणि औद्योगिक उपक्रमांवर, विशेषत: खाणी आणि कोळसा खाणींमध्ये इलेक्ट्रिक ट्रॅक्शनचा वापर केला जात असे. परंतु लवकरच असे दिसून आले की ते रेल्वेच्या पास आणि बोगद्या विभागांवर तसेच उपनगरीय रहदारीसाठी फायदेशीर आहे.
रशियामध्ये पहिल्या महायुद्धापूर्वीच रेल्वेच्या विद्युतीकरणाचे प्रकल्प होते. या मार्गाचे विद्युतीकरण सुरू झाले आहे. सेंट पीटर्सबर्ग - ओरॅनिअनबॉम, परंतु युद्धाने ते पूर्ण होण्यास प्रतिबंध केला. आणि केवळ 1926 मध्ये बाकू आणि साबुंची तेल क्षेत्रादरम्यान इलेक्ट्रिक गाड्यांची हालचाल सुरू झाली.
1 TL-2K ट्रॅक्शन मोटरचा उद्देश.
VL10 इलेक्ट्रिक लोकोमोटिव्ह आठ TL2K प्रकारच्या ट्रॅक्शन मोटर्सने सुसज्ज आहे. TL2K DC ट्रॅक्शन मोटर संपर्क नेटवर्कमधून प्राप्त झालेल्या विद्युत उर्जेला यांत्रिक उर्जेमध्ये रूपांतरित करण्यासाठी डिझाइन केलेले आहे. इलेक्ट्रिक मोटरच्या आर्मेचर शाफ्टमधील टॉर्क दुहेरी बाजूच्या सिंगल-स्टेज बेलनाकार हेलिकल गियरद्वारे व्हीलसेटवर प्रसारित केला जातो. या ट्रांसमिशनसह, मोटर बीयरिंग्सना अक्षीय दिशेने अतिरिक्त भार मिळत नाही. इलेक्ट्रिक मोटर सस्पेंशन सपोर्ट-अक्षीय आहे. इलेक्ट्रिक मोटर, एकीकडे, इलेक्ट्रिक लोकोमोटिव्हच्या व्हीलसेटच्या एक्सलवर मोटर-अक्षीय बेअरिंगद्वारे समर्थित आहे आणि दुसरीकडे, हिंग्ड सस्पेंशन आणि रबर वॉशरद्वारे बोगी फ्रेमवर. वेंटिलेशन सिस्टीम स्वतंत्र आहे, कलेक्टर चेंबरमध्ये वेंटिलेशन हवा वरून पुरवली जाते आणि इंजिनच्या अक्षाच्या विरुद्ध बाजूने वरून बाहेर पडते. इलेक्ट्रिक मशीन्समध्ये रिव्हर्सिबिलिटीचा गुणधर्म असतो, याचा अर्थ एकच मशीन मोटर आणि जनरेटर दोन्ही म्हणून काम करू शकते. यामुळे, ट्रॅक्शन मोटर्सचा वापर केवळ ट्रॅक्शनसाठीच नाही तर ट्रेनच्या इलेक्ट्रिकल ब्रेकिंगसाठी देखील केला जातो. अशा ब्रेकिंगसह, ट्रॅक्शन मोटर्स जनरेटर मोडवर स्विच केल्या जातात आणि ट्रेनच्या गतिज किंवा संभाव्य उर्जेमुळे त्यांच्याद्वारे निर्माण होणारी विद्युत उर्जा इलेक्ट्रिक लोकोमोटिव्ह (रिओस्टॅटिक ब्रेकिंग) वर स्थापित केलेल्या प्रतिरोधकांमध्ये विझवली जाते किंवा संपर्क नेटवर्कमध्ये हस्तांतरित केली जाते (पुनर्जनशीलता). ब्रेकिंग).
TL-2K डिव्हाइस.
2.1 ट्रॅक्शन इलेक्ट्रिक मोटर TL-2K1 चे डिझाइन
TL-2K1 ट्रॅक्शन मोटरमध्ये फ्रेम 3 (चित्र 1), आर्मेचर 6, ब्रश उपकरण 2 आणि बेअरिंग शील्ड्स 1, 4 असतात. फ्रेम 25L-P स्टीलची एक दंडगोलाकार कास्टिंग आहे आणि त्याच वेळी चुंबकीय म्हणून काम करते. सर्किट त्यास सहा मुख्य आणि सहा अतिरिक्त खांब जोडलेले आहेत, सहा ब्रश होल्डरसह फिरणारा बीम आणि रोलर बेअरिंगसह शील्ड ज्यामध्ये इलेक्ट्रिक मोटर आर्मेचर फिरते.
बेअरिंग शील्ड्सची स्थापना खालील क्रमाने केली जाते: पोल आणि कॉम्पेन्सेशन कॉइल्ससह एकत्रित केलेली फ्रेम कम्युटेटरच्या समोरच्या बाजूने ठेवली जाते. 100-150 डिग्री सेल्सिअस तापमानात इंडक्टिव्ह हीटरने मान गरम केली जाते, ढाल घातली जाते आणि स्टील 45 च्या आठ M24 बोल्टने सुरक्षित केली जाते. नंतर फ्रेम 180° वळविली जाते, अँकर खाली केला जातो, क्रॉसबीम स्थापित केला जातो. आणि वर वर्णन केल्याप्रमाणे दुसरी ढाल घातली जाते आणि आठ M24 बोल्टसह सुरक्षित केली जाते. बाह्य पृष्ठभागावर, मोटार-अक्षीय बियरिंग्जचे एक्सल बॉक्स जोडण्यासाठी फ्रेममध्ये दोन लग्स आहेत, इलेक्ट्रिक मोटर टांगण्यासाठी एक लग आणि काढता येण्याजोगा ब्रॅकेट आणि वाहतुकीसाठी सेफ्टी लग्स आहेत. कलेक्टरच्या बाजूला ब्रश उपकरण आणि कलेक्टरच्या तपासणीसाठी डिझाइन केलेले तीन हॅच आहेत. हॅचेस हर्मेटिकली 7, 11, 15 कव्हर्ससह सील केलेले आहेत (चित्र 1 पहा).
वरच्या मॅनिफोल्ड हॅचचे 7 कव्हर एका विशेष स्प्रिंग लॉकसह फ्रेमवर सुरक्षित केले आहे, खालच्या हॅचचे 15 एक M20 बोल्ट आणि कॉइल स्प्रिंगसह एक विशेष बोल्ट, आणि दुसऱ्या खालच्या हॅचचे 11 चार M12 बोल्टसह कव्हर करा. कलेक्टरच्या विरुद्ध बाजूकडून हवा पुरवठ्यासाठी, बेअरिंग शील्ड आणि फ्रेमवर बसविलेल्या विशेष आवरण 5 द्वारे. इलेक्ट्रिक मोटरच्या लीड्स PPSRM-1-4000 केबलसह 120 मिमी 2 च्या क्रॉस-सेक्शनल क्षेत्रासह बनविल्या जातात. केबल्स एकत्रित गर्भाधानासह टारपॉलीन कव्हरद्वारे संरक्षित आहेत. केबल्समध्ये Ya, YaYa, K आणि KK या पदनामांसह पॉलिव्हिनाईल क्लोराईड ट्यूबपासून बनविलेले लेबल असतात. आउटपुट केबल्स I आणि YaYa (Fig. 3) आर्मेचरच्या विंडिंगला जोडलेले आहेत, अतिरिक्त पोल आणि नुकसान भरपाई आणि आउटपुट केबल्स K आणि KK मुख्य खांबाच्या विंडिंगशी जोडलेले आहेत.
Fig.1 TL-2K1 कर्षण मोटरचे अनुदैर्ध्य (a) आणि आडवा (b) विभाग
2.2 इंजिन फ्रेम
हे इलेक्ट्रोमॅग्नेटिक स्टीलचे बनलेले आहे, एक दंडगोलाकार आकार आहे आणि चुंबकीय सर्किट म्हणून काम करते (चित्र 1.). ट्रॉली फ्रेमच्या ट्रान्सव्हर्स बीमला कठोर फास्टनिंगसाठी, फ्रेमवर तीन ब्रॅकेट बॉस आणि दोन सुरक्षा रिब प्रदान केले जातात. फ्रेममध्ये मुख्य आणि अतिरिक्त खांब, वेंटिलेशन आणि मॅनिफोल्ड हॅचेस बांधण्यासाठी छिद्र आहेत. इंजिन फ्रेममधून सहा केबल्स बाहेर पडत आहेत. फ्रेमचे शेवटचे भाग बेअरिंग शील्डने झाकलेले आहेत. फ्रेममध्ये निर्माता, अनुक्रमांक, वस्तुमान, वर्तमान, रोटेशन गती, शक्ती आणि व्होल्टेज दर्शविणारी नेमप्लेट असते.

Fig.2 फ्रेम
2.3 मुख्य ध्रुव

अंजीर 3 मुख्य ध्रुव
ते मुख्य चुंबकीय प्रवाह तयार करण्यासाठी डिझाइन केलेले आहेत. मुख्य खांबामध्ये कोर आणि कॉइल (आकृती 2) असतात. सर्व मुख्य ध्रुवांचे कॉइल मालिकेत जोडलेले असतात आणि फील्ड वळण तयार करतात. एडी प्रवाह कमी करण्यासाठी कोर 1.5 मिमी जाडीच्या इलेक्ट्रिकल स्टील शीटचा बनलेला आहे. असेंब्लीपूर्वी, शीट्स इन्सुलेटिंग वार्निशने पेंट केल्या जातात, प्रेससह संकुचित केल्या जातात आणि रिव्हट्सने बांधल्या जातात. आर्मेचरच्या समोरील गाभ्याचा भाग रुंद केला जातो आणि त्याला पोल पीस म्हणतात. हा भाग कॉइलला आधार देतो, तसेच हवेच्या अंतरामध्ये चुंबकीय प्रवाह चांगल्या प्रकारे वितरित करतो. मुख्य खांबांच्या कॉइलमध्ये इलेक्ट्रिक ब्रेकिंगची कार्यक्षमता वाढवण्यासाठी, दोन मुख्य विंडिंग्स व्यतिरिक्त, जे ट्रॅक्शन आणि ब्रेकिंग मोडमध्ये मुख्य चुंबकीय प्रवाह तयार करतात, तिसरा एक आहे - बायस विंडिंग, ज्यामुळे अतिरिक्त चुंबकीय निर्माण होते. जेव्हा इंजिन फक्त जनरेटर मोडमध्ये चालते तेव्हा फ्लक्स. बायस वाइंडिंग दोन मुख्य विंडिंग्सशी समांतर जोडलेले असते आणि सर्किट ब्रेकर, फ्यूज आणि कॉन्टॅक्टरद्वारे हाय-व्होल्टेज सर्किटमधून पॉवर प्राप्त करते. मुख्य पोल कॉइलचे इन्सुलेशन ऑर्गनोसिलिकॉन आहे. मुख्य खांब दोन बोल्टसह कोरला जोडलेले आहे, जे कोरच्या मुख्य भागामध्ये स्थित चौकोनी रॉडमध्ये स्क्रू केलेले आहेत.
2.4अतिरिक्त खांब
ते अतिरिक्त चुंबकीय प्रवाह तयार करण्यासाठी डिझाइन केलेले आहेत, जे कम्युटेशन सुधारते आणि मुख्य ध्रुवांमधील क्षेत्रामध्ये आर्मेचर प्रतिक्रिया कमी करते. ते मुख्य ध्रुवांपेक्षा आकाराने लहान आहेत आणि त्यांच्या दरम्यान स्थित आहेत. अतिरिक्त पोलमध्ये कोर आणि कॉइल असते. कोर अखंड बनविला जातो, कारण अतिरिक्त खांबाखालील लहान इंडक्शनमुळे त्याच्या टोकातील एडी प्रवाह उद्भवत नाहीत. कोर दोन बोल्टसह फ्रेमशी संलग्न आहे. चुंबकीय प्रवाहाचा अपव्यय कमी करण्यासाठी फ्रेम आणि कोर दरम्यान डायमॅग्नेटिक ब्रास गॅस्केट स्थापित केले आहे. अतिरिक्त ध्रुवांचे कॉइल एकमेकांशी आणि आर्मेचर विंडिंगशी मालिकेत जोडलेले असतात.

अंजीर 4 मुख्य आणि अतिरिक्त खांब

अंजीर 5 अँकर
डीसी मशीनमध्ये आर्मेचर (आकृती 4) असते, ज्यामध्ये कोर, विंडिंग, कम्युटेटर आणि शाफ्ट असतात. आर्मेचर कोर हा 0.5 मिमी जाडीच्या इलेक्ट्रिकल स्टीलच्या स्टॅम्प केलेल्या शीटने बनलेला एक सिलेंडर आहे. जेव्हा आर्मेचर चुंबकीय क्षेत्र ओलांडते तेव्हा एडी करंट्सपासून होणारे नुकसान कमी करण्यासाठी, शीट्स वार्निशने एकमेकांपासून इन्सुलेटेड असतात. प्रत्येक शीटला शाफ्टवर बसण्यासाठी की-वे असलेले एक छिद्र, वेंटिलेशन होल्स आणि आर्मेचर विंडिंग घालण्यासाठी चर असतात. वरच्या भागातील खोबणी डोव्हटेलच्या आकाराचे आहेत. पत्रके शाफ्टवर ठेवली जातात आणि किल्लीने सुरक्षित केली जातात. एकत्रित पत्रके दोन प्रेशर वॉशरमध्ये दाबली जातात. आर्मेचर विंडिंगमध्ये असे विभाग असतात जे कोरच्या खोबणीत ठेवलेले असतात आणि डांबर आणि बेकेलाइट वार्निशने गर्भित केलेले असतात. वळण खोबणीतून बाहेर पडू नये म्हणून, टेक्स्टोलाइट वेजेस खोबणीच्या भागामध्ये हॅमर केले जातात आणि वळणाच्या पुढील आणि मागील भागांना वायर बँडने मजबुत केले जाते, जे वळण घेतल्यानंतर टिनने सोल्डर केले जातात. वेगवेगळ्या ऑपरेटिंग मोडमध्ये डीसी मशीनच्या कम्युटेटरचा उद्देश समान नाही. अशा प्रकारे, जनरेटर मोडमध्ये, कलेक्टर आर्मेचर विंडिंगमध्ये प्रेरित व्हेरिएबल इलेक्ट्रोमोटिव्ह फोर्स (ईएमएफ) स्थिर ईएमएफमध्ये रूपांतरित करण्याचे काम करतो. जनरेटरच्या ब्रशेसवर, मोटरमध्ये - आर्मेचर विंडिंगच्या कंडक्टरमधील विद्युत् प्रवाहाची दिशा बदलण्यासाठी, जेणेकरून मोटर आर्मेचर कोणत्याही विशिष्ट दिशेने फिरेल. कलेक्टरमध्ये बुशिंग, कलेक्टर कॉपर प्लेट्स आणि प्रेशर शंकू असतात. कलेक्टर प्लेट्स एकमेकांपासून मायकेनाइट प्लेट्सद्वारे आणि बुशिंग आणि प्रेशर शंकूपासून इन्सुलेट कफद्वारे इन्सुलेटेड असतात. कम्युटेटरचा कार्यरत भाग, ज्याचा ब्रशेसशी संपर्क आहे, मशीन केलेला आणि ग्राउंड आहे. ऑपरेशन दरम्यान ब्रशेस मायकेनाइट प्लेट्सला स्पर्श करण्यापासून रोखण्यासाठी, कम्युटेटरला "ट्रॅक" च्या अधीन केले जाते. या प्रकरणात, मायकेनाइट प्लेट्स कलेक्टर प्लेट्सपेक्षा सुमारे 1 मिमीने कमी होतात. कोरच्या बाजूला, कलेक्टर प्लेट्समध्ये आर्मेचर विंडिंग कंडक्टरमध्ये सोल्डरिंगसाठी स्लॉटसह प्रोट्रेशन्स असतात. कलेक्टर प्लेट्समध्ये वेज-आकाराचा क्रॉस-सेक्शन असतो आणि फास्टनिंगच्या सुलभतेसाठी त्यांना डोवेटेल आकार असतो. कम्युटेटरला आर्मेचर शाफ्टवर दाबले जाते आणि किल्लीने सुरक्षित केले जाते. आर्मेचर शाफ्टमध्ये विविध माउंटिंग व्यास असतात. आर्मेचर आणि कम्युटेटर व्यतिरिक्त, शाफ्टवर स्टील फॅन बुशिंग दाबले जाते. बेअरिंग आतील रिंग आणि बेअरिंग बुशिंग्स शाफ्टवर गरम-फिट केले जातात.
2.6 बेअरिंग शील्ड

अंजीर 6 बेअरिंग शील्ड
ढाल (Fig. 5) बॉल किंवा रोलर बीयरिंगसह सुसज्ज आहेत - विश्वसनीय आणि जास्त देखभाल आवश्यक नाही. कलेक्टर बाजूला एक थ्रस्ट बेअरिंग आहे; त्याची बाह्य रिंग बेअरिंग शील्डच्या बॉसवर टिकते. ट्रॅक्शन ड्राइव्हच्या बाजूला एक फ्री बेअरिंग स्थापित केले आहे, जे गरम झाल्यावर आर्मेचर शाफ्टला लांब करण्यास अनुमती देते. बीयरिंगसाठी जाड ग्रीसचा वापर केला जातो. इंजिन ऑपरेशन दरम्यान वंगण चेंबर्समधून बाहेर फेकले जाण्यापासून रोखण्यासाठी, एक हायड्रॉलिक (भुलभुलैया) सील प्रदान केला जातो. स्निग्ध वंगण, ढालमध्ये मशीन केलेल्या ग्रूव्ह-लॅबिच रिंग्ज आणि शाफ्टवर बसवलेले बुशिंग यांच्यातील एका लहान अंतरामध्ये पडणे, केंद्रापसारक शक्तीच्या प्रभावाखाली चक्रव्यूहाच्या भिंतीकडे फेकले जाते, जेथे वंगण स्वतः हायड्रोलिक विभाजने तयार करतो. फ्रेमच्या दोन्ही बाजूंना बेअरिंग शील्ड जोडलेले आहेत.
2.7 ब्रश उपकरणे
ट्रॅक्शन इलेक्ट्रिक मोटरच्या ब्रश उपकरणामध्ये फिरणारी यंत्रणा, सहा ब्रॅकेट आणि सहा ब्रश होल्डरसह स्प्लिट-टाइप ट्रॅव्हर्स असतात. ट्रॅव्हर्स स्टीलचा बनलेला आहे, चॅनेल विभागाच्या कास्टिंगमध्ये बाह्य रिमसह एक गियर रिंग आहे, जी टर्निंग यंत्रणेच्या गियरसह मेश करते. वरच्या मॅनिफोल्ड हॅचच्या बाहेरील भिंतीवर लॉकिंग बोल्ट स्थापित करून ब्रश उपकरणाचा ट्रॅव्हर्स फ्रेममध्ये निश्चित केला जातो आणि लॉक केला जातो आणि लॉकिंग उपकरणाच्या दोन बोल्टसह बेअरिंग शील्डवर दाबला जातो: फ्रेमच्या तळाशी एक, निलंबनाच्या बाजूला दुसरा. ट्रॅव्हर्स ब्रॅकेटचे एकमेकांशी विद्युत कनेक्शन 50 मिमी 2 च्या क्रॉस-सेक्शनसह PS-4000 केबल्ससह केले जाते.

तांदूळ. 7 ट्रॅव्हर्स
ब्रश होल्डर ब्रॅकेट वेगळे करता येण्याजोगे (दोन भागांचे) M20 बोल्टसह ट्रॅव्हर्सवर बसवलेल्या दोन इन्सुलेटिंग पिनवर सुरक्षित आहेत. इन्सुलेटिंग पिन AG-4 मोल्डिंग कंपाऊंडसह दाबलेल्या स्टीलच्या पिन आहेत; त्यांच्या वर पोर्सिलेन इन्सुलेटर बसवले आहेत. ब्रश होल्डरमध्ये दोन दंडगोलाकार स्प्रिंग्स असतात जे तणावात काम करतात. स्प्रिंग्स ब्रश होल्डर हाऊसिंगमधील छिद्रामध्ये घातलेल्या अक्षावर एका टोकासह आणि स्प्रिंगच्या तणावाचे नियमन करणार्या ऍडजस्टिंग स्क्रूचा वापर करून प्रेशर पिनच्या अक्षावर दुसरे टोक निश्चित केले जाते. प्रेशर मेकॅनिझमची किनेमॅटिक्स निवडली जाते जेणेकरून ऑपरेटिंग रेंजमध्ये ते ब्रशवर जवळजवळ स्थिर दबाव प्रदान करते. याव्यतिरिक्त, जेव्हा ब्रशचा जास्तीत जास्त परवानगीयोग्य पोशाख गाठला जातो, तेव्हा त्यावरील दाब बोटाचा दाब आपोआप थांबतो. हे तुम्हाला कम्युटेटरच्या कार्यरत पृष्ठभागाला जीर्ण झालेल्या ब्रशच्या शंट्समुळे होणारे नुकसान टाळण्यास अनुमती देते. EG-61 ब्रँडचे दोन स्प्लिट ब्रश, रबर शॉक शोषकांसह 2(8x50)x60 मिमी माप, ब्रश होल्डरच्या खिडक्यांमध्ये घातले जातात. ब्रश धारकांना पिन आणि नटसह ब्रॅकेटमध्ये सुरक्षित केले जाते.

तांदूळ. 8 ब्रश धारक
अधिक विश्वासार्ह फास्टनिंगसाठी आणि कम्युटेटरच्या उंचीसह कार्यरत पृष्ठभागाच्या सापेक्ष ब्रश धारकाची स्थिती समायोजित करण्यासाठी, ब्रश होल्डर आणि ब्रॅकेटच्या शरीरावर एक कंगवा प्रदान केला जातो.
मोटार आर्मेचरमध्ये कोरच्या खोबणीमध्ये घातलेला विंडिंग कलेक्टर असतो, जो 0.5 मिमी जाडी असलेल्या इलेक्ट्रिकल स्टील ग्रेड ई-22 च्या वार्निश शीटच्या पॅकेजमध्ये एकत्र केला जातो, एक स्टील बुशिंग, मागील आणि पुढील दाब वॉशर, एक शाफ्ट, कॉइल आणि 25 विभागीय इक्वेलायझर्स, ज्याचे टोक मॅनिफोल्ड कॉकरेलमध्ये सोल्डर केले जातात. वेंटिलेशन हवेच्या मार्गासाठी कोरमध्ये अक्षीय छिद्रांची एक पंक्ती असते. फ्रंट प्रेशर वॉशर देखील कलेक्टर हाउसिंग म्हणून काम करते. सर्व आर्मेचर भाग सामान्य बॉक्स-आकाराच्या बुशिंगवर एकत्र केले जातात, आर्मेचर शाफ्टवर दाबले जातात, ज्यामुळे ते बदलण्याची खात्री होते. कॉइलमध्ये 14 स्वतंत्र कंडक्टर आहेत, दोन ओळींमध्ये उंचीमध्ये आणि सात कंडक्टर सलग आहेत; ते 0.9 x 8.0 मिमी एमजीएम ब्रँडच्या स्ट्रिप कॉपरचे बनलेले आहेत आणि एलएफसी-बीबीच्या अर्ध्या रुंदीच्या ओव्हरलॅपसह एका थराने इन्सुलेटेड आहेत. 0.075 मिमी जाडीसह अभ्रक टेप. कॉइलच्या खोबणीच्या भागाच्या बॉडी इन्सुलेशनमध्ये ग्लास अभ्रक टेप LSK-110tt 0.11x20 मिमी, इलेक्ट्रिकली इन्सुलेट फ्लोरोप्लास्टिक टेपचा एक थर 0.03 मिमी जाडीचा आणि 0.1 मिमी जाड काचेच्या टेपचा एक थर, ओव्हरलॅपसह घातलेला असतो. टेपची अर्धी रुंदी. विभागीय इक्वेलायझर 0.90x2.83 मिमी, ग्रेड PETVSD च्या क्रॉस सेक्शनसह तीन तारांपासून बनविलेले आहेत. प्रत्येक वायरच्या इन्सुलेशनमध्ये ग्लास अभ्रक टेप LSK-110tt 0.11x20 मिमीचा एक थर, 0.03 मिमी जाडीचा इलेक्ट्रिकली इन्सुलेट फ्लोरोप्लास्टिक टेपचा एक थर आणि 0.11 मिमी जाडीचा ग्लास टेपचा एक थर असतो. टेपच्या अर्ध्या रुंदीवर सर्व इन्सुलेशन घातले आहे. खोबणीच्या भागात, आर्मेचर वळण टेक्स्टोलाइट वेजसह सुरक्षित केले जाते आणि पुढच्या भागात - काचेच्या पट्टीने.
660 मिमीच्या कार्यरत पृष्ठभागाच्या व्यासासह ट्रॅक्शन मोटर कम्युटेटरमध्ये 525 तांबे प्लेट्स असतात, ज्या एकमेकांपासून मायकेनाइट गॅस्केटसह इन्सुलेटेड असतात.
कलेक्टर प्रेशर शंकू आणि शरीरापासून मायकेनाइट कफ आणि सिलेंडरद्वारे वेगळे केले जाते. आर्मेचर विंडिंगमध्ये खालील डेटा आहे: स्लॉट्सची संख्या - 75, स्लॉटच्या बाजूने पायरी - 1 - 13, कम्युटेटर प्लेट्सची संख्या - 525, कम्युटेटरच्या बाजूने पायरी - 1 - 2, कम्युटेटरच्या बाजूने बरोबरीची पायरी - 1 - 176.
8N2428M प्रकाराच्या दंडगोलाकार रोलर्ससह हेवी सीरीज इंजिनचे अँकर बेअरिंग 6.3 - 8.1 मिमीच्या मर्यादेत आर्मेचर रन प्रदान करतात. बेअरिंगच्या बाहेरील रिंग्स बेअरिंग शील्डमध्ये दाबल्या जातात आणि आतील रिंग आर्मेचर शाफ्टवर दाबल्या जातात. बाह्य वातावरणाचा संपर्क आणि वंगण गळती टाळण्यासाठी बेअरिंग चेंबर्स सील केले जातात. बेअरिंग शील्ड फ्रेममध्ये दाबल्या जातात आणि प्रत्येकाला आठ M24 बोल्ट आणि स्प्रिंग वॉशरने जोडले जातात. मोटर-अक्षीय बियरिंग्समध्ये आतील पृष्ठभागावर B16 बॅबिटने भरलेले पितळ लाइनर आणि सतत स्नेहक पातळी असलेले एक्सल बॉक्स असतात. एक्सल बॉक्सेसमध्ये वंगण पुरवठ्यासाठी खिडकी असते. लाइनर्सचे फिरणे टाळण्यासाठी, एक्सल बॉक्समध्ये एक कीड कनेक्शन प्रदान केले जाते.
2.8 TL-2K इंजिनचा तांत्रिक डेटा.
| मोटर टर्मिनल व्होल्टेज | १५०० व्ही |
| घड्याळ मोडवर वर्तमान | ४६६ ए |
| ताशी मोडवर पॉवर | 650 kW |
| घड्याळ मोडमध्ये फिरण्याची गती | 770 rpm |
| सतत प्रवाह | ४०० ए |
| शक्ती | 560kW |
| सतत फिरण्याची गती | ८२५ आरपीएम |
| खळबळ | अनुक्रमिक |
| आर्मेचर वळण इन्सुलेशन | IN |
| फील्ड वळण इन्सुलेशन | एन |
| माफक प्रमाणात थकलेल्या टायर्ससह कमाल रोटेशन गती | 1690 rpm |
| इंजिन माउंट | आधार-अक्षीय |
| गियर प्रमाण | 88/23 – 3,826. |
| 20°C वर मुख्य ध्रुवांच्या विंडिंगचा प्रतिकार | ०.०२५ ओम. |
| अतिरिक्त ध्रुवांच्या विंडिंगचा प्रतिकार आणि 200C वर नुकसान भरपाई वळण | ०.०३६५ ओम |
| आर्मेचर वळण प्रतिरोध 200C वर | ०.०३१७ ओम |
| वायुवीजन प्रणाली | स्वतंत्र |
| वायुवीजन हवेचे प्रमाण | 95 m3/min पेक्षा कमी नाही |
| ताशी मोडमध्ये K.P.D. TL2K | 0,934 |
| दीर्घकालीन मोडमध्ये TL2K ची कार्यक्षमता | 0,936 |
| लहान गीअर्सशिवाय वजन | 5000 किलो |
TL-2K चे ऑपरेटिंग तत्त्व.
जेव्हा चुंबकीय क्षेत्रामध्ये असलेल्या कंडक्टरमधून विद्युत् प्रवाह जातो, तेव्हा विद्युत चुंबकीय परस्परसंवाद शक्ती निर्माण होते, ज्यामुळे कंडक्टरला कंडक्टर आणि बलाच्या चुंबकीय रेषांना लंब असलेल्या दिशेने हलवण्याची प्रवृत्ती असते. आर्मेचर विंडिंगचे कंडक्टर एका विशिष्ट क्रमाने कलेक्टर प्लेट्सशी जोडलेले असतात. कम्युटेटरच्या बाह्य पृष्ठभागावर सकारात्मक (+) आणि नकारात्मक (-) ध्रुवीयतेचे ब्रश स्थापित केले जातात, जे इंजिन चालू असताना कम्युटेटरला वर्तमान स्त्रोताशी जोडतात. अशा प्रकारे, कम्युटेटर आणि ब्रशेसद्वारे, मोटरच्या आर्मेचर विंडिंगला वर्तमान शक्ती प्राप्त होते. कलेक्टर आर्मेचर विंडिंगमध्ये विद्युतप्रवाहाचे असे वितरण सुनिश्चित करतो ज्यामध्ये एका ध्रुवीयतेच्या ध्रुवाखाली कोणत्याही क्षणी स्थित कंडक्टरमधील विद्युत् प्रवाहाची एक दिशा असते आणि दुसर्या ध्रुवीयतेच्या ध्रुवाखाली असलेल्या कंडक्टरमध्ये, उलट दिशेने.
फील्ड कॉइल्स आणि आर्मेचर विंडिंग वेगवेगळ्या वर्तमान स्रोतांमधून चालवले जाऊ शकतात, म्हणजेच, ट्रॅक्शन मोटरला स्वतंत्र उत्तेजना असेल. आर्मेचर विंडिंग आणि फील्ड कॉइल समांतर जोडले जाऊ शकतात आणि त्याच वर्तमान स्त्रोताकडून उर्जा प्राप्त करू शकतात, म्हणजे ट्रॅक्शन मोटरला समांतर उत्तेजना असेल. आर्मेचर विंडिंग आणि फील्ड कॉइल्स मालिकेत जोडले जाऊ शकतात आणि एका वर्तमान स्त्रोताकडून उर्जा प्राप्त करू शकतात, म्हणजे ट्रॅक्शन मोटरला मालिका उत्तेजना असेल. कॉम्प्लेक्स ऑपरेटिंग आवश्यकता अनुक्रमिक उत्तेजनासह मोटर्सद्वारे पूर्णतः पूर्ण केल्या जातात, म्हणूनच ते इलेक्ट्रिक लोकोमोटिव्हवर वापरले जातात.
इलेक्ट्रिक मोटर TL2K ची दुरुस्ती
देखभाल किंवा नियमित दुरुस्तीसाठी इलेक्ट्रिक लोकोमोटिव्ह खंदकावर ठेवण्यापूर्वी, ट्रॅक्शन मोटर्स कॉम्प्रेस्ड एअरने शुद्ध केल्या जातात.
बाह्य तपासणी दरम्यान, लॉक, मॅनिफोल्ड हॅच कव्हर्स, बोल्ट फास्टनिंग्जची सेवाक्षमता: मोटर-एक्सल एक्सल बॉक्स, गियर हाउसिंग, मुख्य आणि अतिरिक्त खांब तपासले जातात.
इलेक्ट्रिक मोटरच्या अंतर्गत घटकांची मॅनिफोल्ड हॅचद्वारे तपासणी केली जाते. कलेक्टर हॅच आणि त्यांच्या कव्हर्सच्या आजूबाजूच्या पृष्ठभागाची तपासणी करण्यापूर्वी, ते धूळ, घाण, बर्फापासून पूर्णपणे स्वच्छ केले जातात, त्यानंतर कव्हर काढून टाकले जाते आणि कलेक्टर, ब्रश धारक, ब्रशेस, ब्रॅकेट आणि तपासणी हॅचच्या विरुद्ध असलेल्या त्यांच्या बोटांची तपासणी केली जाते, तसेच ट्रॅव्हर्स, आर्मेचर आणि पोल कॉइलच्या केबल इंस्टॉलेशनचा दृश्य भाग.
संग्राहकाकडे स्क्रॅच, खुणा, डेंट्स किंवा बर्न्सशिवाय पॉलिश, चमकदार तपकिरी पृष्ठभाग (वार्निश) असणे आवश्यक आहे. कलेक्टरचे नुकसान किंवा दूषित होण्याच्या सर्व प्रकरणांमध्ये, या नुकसानाची कारणे निश्चित करणे आणि त्यांना दूर करणे आवश्यक आहे. औद्योगिक अल्कोहोल किंवा गॅसोलीनने किंचित ओलसर केलेल्या मऊ कापडाने घाण आणि ग्रीसचे ट्रेस काढले जातात. शंकूचे जळलेले आणि खराब झालेले भाग KZM-28 सॅंडपेपरने स्वच्छ केले जातात आणि लाल-तपकिरी मुलामा चढवणे GF-92-ХС (GOST 9151-75") ने रंगवले जातात जोपर्यंत चमकदार पृष्ठभाग मिळत नाही. स्निग्ध चिन्हे सोडणारी सामग्री वापरणे अस्वीकार्य आहे. पुसण्यासाठी.
कलेक्टरच्या कार्यरत पृष्ठभागावरील लहान स्क्रॅच, गॉज आणि बर्न्स एका विशेष लाकडी ब्लॉकला जोडलेल्या KZM-28 सॅंडपेपरचा वापर करून साफसफाई करून काढले जातात ज्याची त्रिज्या कलेक्टरच्या त्रिज्याशी संबंधित असते आणि रुंदीच्या किमान 2/3 रुंदी असते. कलेक्टरच्या कार्यरत पृष्ठभागाचे.

Fig.9 एकत्र केलेल्या इलेक्ट्रिक मोटरमध्ये कम्युटेटर्स पीसण्यासाठी लाकडी ब्लॉक: 1- क्लॅम्पिंग बार; 2- वाटले; 3- त्वचा KZM-28; 4- हँडल
स्ट्रिपिंग फक्त फिरत्या कलेक्टरवरच केले पाहिजे, अन्यथा यामुळे स्थानिक खाणकाम होईल. गोलाकार आगीचे परिणाम दूर करणे अधिक श्रम-केंद्रित आहे. शक्य असल्यास कलेक्टरवर पॉलिश ठेवून इंटर-लॅमेला जागेतून तांबे काढले जातात. नॉन-मेटलिक ब्रश किंवा ब्रश, जसे की नायलॉन ब्रशसह बर्र काढण्याची शिफारस केली जाते. या प्रकरणात, कॉपर फ्लेक्स आंतर-लॅमेला जागेत ब्रशने वाकले पाहिजेत, नंतर संकुचित हवेने पुन्हा उभे केले पाहिजे. पफचे व्हिझर फुटेपर्यंत ऑपरेशन्स दोन किंवा तीन वेळा पुन्हा करा. विशेष चांफेरींग चाकू वापरून तांबे घट्ट करण्यापासून मोठे burrs काढा. सर्व ब्रशेस किंवा ब्रशेस एका बाजूला (शंकूच्या बाजूने किंवा कॉकरेलच्या बाजूने) वाढल्यास, कम्युटेटरची काळजीपूर्वक तपासणी करा आणि त्याचे रनआउट मोजा. ब्रशच्या वाढीव पोशाखाचे कारण कम्युटेटर किंवा वैयक्तिक मायकेनाईट किंवा कॉपर प्लेट्सचा अपुरा पूर्ण उपचार असू शकतो. कलेक्टरला राउट करून मायकेनाइट प्लेट्सचे प्रोट्र्यूजन काढून टाकले जाते. आवश्यक असल्यास, chamfer. कोरड्या संकुचित हवेने चिप्स आणि धातूची धूळ काळजीपूर्वक उडविली जाते. हे लक्षात घेतले पाहिजे की पीसणे "पॉलिश" नष्ट करते आणि त्यामुळे कम्युटेटर आणि ब्रशेसमधील संपर्क खराब होतो. म्हणून, पूर्णपणे आवश्यक नसल्यास त्याचा अवलंब करण्याची शिफारस केलेली नाही. टॅग इलेक्ट्रिक मोटर डिझाइन दुरुस्ती
कलेक्टरची थेट इलेक्ट्रिक लोकोमोटिव्हवर प्रक्रिया अपवाद म्हणून केली जाते. हे आवश्यक असल्यास, काम योग्य तज्ञाद्वारे केले जाणे आवश्यक आहे, 150 - 200 m/min च्या मर्यादेत कटिंग गती राखणे आवश्यक आहे.
कम्युटेटरला त्याच्या स्वतःच्या आर्मेचर बेअरिंगमध्ये पीसण्याची शिफारस केली जाते, प्रथम ते कार्बाइड कटरने फिरवावे आणि नंतर आर-30 ग्राइंडिंग स्टोनने पीसावे. कार्बाइड कटरने वळताना, फीड 0.15 मिमी असावा आणि वळण पूर्ण करताना - 0.045 मिमी प्रति क्रांती 120 मीटर/मिनिटाच्या कटिंग वेगाने.
कलेक्टरचे रनआउट आणि उत्पादन दर 2-3 महिन्यांनी एकदा मोजले जाते. ऑपरेशनमध्ये जास्तीत जास्त आउटपुट 0.5 मिमी, रनआउट - 0.1 मिमी पेक्षा जास्त नसावे. स्थानिक विकृतीच्या परिणामी उद्भवल्यास रनआउट अस्वीकार्य आहे. कम्युटेटरला लेथवर फिरवल्यानंतर, एकत्रित केलेल्या इलेक्ट्रिक मोटरमधील रनआउट 0.04 मिमी पेक्षा जास्त नसावा. खोबणीची खोली 1.3 - 1.6 मिमीच्या श्रेणीत असावी, प्लेटच्या प्रत्येक बाजूला चेंफर 0.2X45° असावे. प्लेटच्या 0.5 मिमी उंचीचे आणि 0.2 मिमी रुंदीचे चेम्फर बनविण्याची परवानगी आहे.

अंजीर 10 कलेक्टर प्लेट्सचे फिनिशिंग
ब्रश उपकरणातून तपासणी हॅच कव्हर काढा आणि ब्रश होल्डर ट्रॅव्हर्स फिरवून ब्रशेस, ब्रश होल्डर, ब्रॅकेट आणि ब्रॅकेट पिनची स्थिती तपासा. हे करण्यासाठी, दोन वरच्या कंसात केबल्स सुरक्षित करणारे बोल्ट अनस्क्रू करा आणि केबल्स ट्रॅव्हर्सपासून दूर हलवा जेणेकरून त्यांचे नुकसान होणार नाही; फास्टनर फ्रेमवरील धारकाच्या खोबणीतून बाहेर येईपर्यंत फास्टनर बोल्ट अनस्क्रू करा; कुलूप 180° वळवा आणि ट्रॅव्हर्स वळवताना ब्रश होल्डरच्या कंसाच्या बोटांवर आणि अस्तरांवर स्नॅगिंग होऊ नये म्हणून होल्डरच्या खोबणीत दाबा; 24 मिमी ओपनिंगसह विशेष रेंच वापरून लॉकिंग डिव्हाइसेसचे बोल्ट 3 - 4 वळण काढून टाका; लोअर मॅनिफोल्ड हॅचद्वारे, "तुमच्या दिशेने" दिशेने ट्रॅव्हर्सवरील विस्तार उपकरणाचा पिन काढा, कट साइटवर 2 मिमीपेक्षा जास्त अंतर ठेवू नका; रॅचेट की वापरून, फिरणारी यंत्रणा गियर शाफ्ट सहजतेने फिरवा, सर्व ब्रश धारकांना वरच्या किंवा खालच्या कलेक्टर हॅचवर आणा आणि आवश्यक काम करा. प्रथम, वेंटिलेशन पाईपच्या बाजूने दोन ब्रश होल्डर हॅचच्या वरच्या मॅनिफोल्डवर आणले जातात आणि नंतर उर्वरित ब्रश धारक उलट दिशेने ट्रॅव्हर्स फिरवत असतात. फिरणार्या यंत्रणेच्या गीअरसह ट्रॅव्हर्सच्या कट पॉइंटच्या व्यस्ततेमध्ये प्रवेश करणे अस्वीकार्य आहे. लोअर कलेक्टर हॅचमधून तपासणी करताना, ब्रश धारक उलट क्रमाने स्थापित केले पाहिजेत. ब्रशची एकूण उंची किमान 30 मिमी (सर्वात लहान परवानगीयोग्य उंची 28 मिमी आहे - चिन्हासह चिन्हांकित) असणे आवश्यक आहे.
ब्रशेस बदलताना, ब्रश होल्डरच्या शरीरापासून ट्रॅव्हर्स आणि कम्युटेटर कॉक्सच्या दिशेने लटकण्यापासून रोखण्यासाठी शंट्स एकत्र वळवले जातात. घासण्यापासून रोखण्यासाठी दाब बोट आणि ब्रश यांच्यामध्ये शंट येऊ नये. शंट्सच्या टिपा ब्रश धारकाच्या शरीरावर सुरक्षितपणे निश्चित केल्या जातात.

Fig.2.3 ब्रशेस पीसणे

अंजीर. 11 तटस्थ मध्ये ब्रशेस स्थापित करण्यासाठी ट्रॅक्शन मोटर क्रॉस-आर्मसाठी फिक्सिंग डिव्हाइस
विंडिंग आणि इंटरकॉइल कनेक्शनची एकाच वेळी कम्युटेटर आणि ब्रशेसद्वारे तपासणी केली जाते. इंटरकॉइल कनेक्शन, आउटपुट केबल्स, ट्रॅव्हर्स केबल्स, ब्रश शंट्स, केबल लग्सचे फास्टनिंग आणि लग्जवरील वायर स्ट्रँडची स्थिती तपासा.
केबल्सवरील खराब झालेले इन्सुलेशन लेयर पुनर्संचयित केले जाते, त्यानंतर लाल-तपकिरी मुलामा चढवणे GF-92-ХС सह क्षेत्र पेंट केले जाते. केबल इन्सुलेशनच्या चाफिंगची कारणे काढून टाकली जातात.
खांबाच्या कॉइल्सचे इन्सुलेशन खराब झाल्यास किंवा आर्मेचर पट्ट्या असमाधानकारक स्थितीत असल्यास, इलेक्ट्रिक मोटर बदलली जाते. इलेक्ट्रिक मोटरच्या आत ओलावा आढळल्यास, ते गरम हवेने वाळवले जाते, त्यानंतर इलेक्ट्रिक लोकोमोटिव्हच्या पॉवर सर्किटचा इन्सुलेशन प्रतिरोध मोजला जातो. जर, इलेक्ट्रिक मोटरच्या ऑपरेटिंग तापमानात, ते 1.5 MOhm पेक्षा कमी असेल, तर प्रत्येक इलेक्ट्रिक मोटरवरील प्रतिकार स्वतंत्रपणे मोजा. हे करण्यासाठी, पॉवर सर्किटमधून इलेक्ट्रिक मोटर डिस्कनेक्ट करा आणि रिव्हर्सरच्या संबंधित संपर्कांखाली इलेक्ट्रिकल इन्सुलेटिंग पॅड ठेवा. नंतर मेगरसह आर्मेचर आणि फील्ड विंडिंगचा इन्सुलेशन प्रतिरोध मोजा. जर दोन्ही सर्किट्समध्ये कमी इन्सुलेशन प्रतिरोध असेल, तर इलेक्ट्रिक मोटर वाळलेली आहे. जेव्हा एका सर्किटमध्ये उच्च इन्सुलेशन प्रतिरोध असतो आणि दुसरा कमी असतो, तेव्हा प्रतिकार कमी होण्याचे कारण शोधण्याची शिफारस केली जाते: केबल इन्सुलेशनचे यांत्रिक नुकसान किंवा ब्रॅकेटच्या बोटाचा बिघाड होऊ शकतो. ब्रश धारकांकडील सर्व ब्रशेस काढून आर्मेचरचे इन्सुलेशन तपासले जाते आणि ट्रॅव्हर्सच्या केबल्सचे इन्सुलेशन आणि ब्रॅकेटच्या बोटांचे इन्सुलेशन ब्रशने काढलेल्या दोन समीप कंसांच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप करून तपासले जाते. इन्सुलेशनचे यांत्रिक किंवा इलेक्ट्रिकल नुकसान शोधणे शक्य नसल्यास, इलेक्ट्रिक मोटर पूर्णपणे कोरडी करा. जर कोरडे झाल्यानंतर इन्सुलेशन प्रतिरोध वाढला नाही, तर इलेक्ट्रिक मोटर बदलली जाते. व्होल्टमीटर जोडलेल्या सर्किटमध्ये इलेक्ट्रिक मोटर्सच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप करताना, नंतरचे बंद केले पाहिजे आणि सर्किट स्वतंत्रपणे तपासले पाहिजे. मापनाच्या शेवटी, सर्किटमधून रॉडने चार्ज काढून टाका, रिव्हर्सर संपर्कांखालील इलेक्ट्रिकल इन्सुलेटिंग गॅस्केट काढून टाका, रिव्हर्सला त्याच्या मूळ स्थितीत ठेवा, व्होल्टमीटर कनेक्ट करा (जर तो डिस्कनेक्ट झाला असेल), ब्रशेस स्थापित करा आणि केबल्स ब्रश होल्डर ब्रॅकेटमध्ये जोडा (जर ते मोजमाप करताना डिस्कनेक्ट झाले असतील). हिवाळ्यात, इलेक्ट्रिक मोटर्सच्या घामामुळे, प्रत्येक वेळी खोलीत इलेक्ट्रिक लोकोमोटिव्ह ठेवल्यावर इन्सुलेशन प्रतिरोध मोजला जातो आणि मापन डेटा इलेक्ट्रिक लोकोमोटिव्ह दुरुस्ती रेकॉर्ड बुकमध्ये (फॉर्म TU-28) रेकॉर्ड केला जातो.
तपासणी खंदकात मोटर-अक्षीय बियरिंग्जची तपासणी करताना, टॅपिंग फ्रेममध्ये एक्सल बॉक्स बांधण्याची विश्वासार्हता, वंगणाची पातळी आणि स्थिती, गळती नसणे आणि कव्हर्सची घट्टपणा तपासते.
मोटर-अक्षीय बियरिंग्जमध्ये वेगवेगळ्या ब्रँडचे तेल मिसळणे अस्वीकार्य आहे. उन्हाळ्यापासून हिवाळ्यातील स्नेहकांवर स्विच करताना आणि परत, लोकर पॅडिंग बदलले जाते आणि एक्सल बॉक्स चेंबर्स पूर्णपणे स्वच्छ केले जातात. चेंबर्समध्ये ओलावा, घाण किंवा शेव्हिंग्स आढळल्यास, वंगण बदलले जाते, चेंबर पूर्णपणे स्वच्छ केले जातात, विक्स बदलले जातात आणि झाकणांचे सीलिंग सुधारले जाते. वंगण जोडणे आणि रिफिलिंग स्नेहन चार्टनुसार केले जाते. TR-1 दुरुस्त करताना, एक्सल आणि लाइनरमधील रेडियल क्लीयरन्स तपासले जातात. व्हीलसेट एक्सलच्या संरक्षणात्मक कव्हरमध्ये विशेष कटआउट्सद्वारे अंतर मोजले जाते. अँकर बेअरिंग युनिट्सची तपासणी करताना, ढाल सुरक्षित करणार्या बोल्टची घट्टपणा, तसेच स्नेहन होल प्लग बांधण्याची सुरक्षितता आणि विश्वासार्हता आणि इलेक्ट्रिक मोटरमध्ये बेअरिंग चेंबर्समधून वंगण सोडले जात आहे की नाही हे तपासा. ग्रीस सोडण्याची कारणे चक्रव्यूहाच्या सीलमध्ये मोठे अंतर किंवा मोठ्या प्रमाणात ग्रीस असू शकतात. वेगवेगळ्या ब्रँडचे वंगण मिसळणे अस्वीकार्य आहे. अँकर बेअरिंगसाठी, द्रव किरणोत्सर्गी कचरा तेल TU 32 वापरला जातो. अँकर बेअरिंगच्या चेंबर्समध्ये वेळेवर वंगण जोडल्यास, वंगण बदलल्याशिवाय TR-3 ची दुरुस्ती होईपर्यंत इलेक्ट्रिक मोटर चालू राहू शकते. TR-3 दुरुस्त करताना, ट्रॅक्शन मोटर्स इलेक्ट्रिक लोकोमोटिव्हमधून काढल्या जातात, बेअरिंग्ज आणि बेअरिंग शील्ड्स साफ केल्या जातात आणि बियरिंगची स्थिती तपासली जाते. जर इलेक्ट्रिक लोकोमोटिव्ह 18 महिन्यांपेक्षा जास्त काळ पार्क केले असेल तर, इलेक्ट्रिक मोटर्सच्या बेअरिंग युनिट्सच्या बेअरिंग आणि चेंबरमधील वंगण बदलले जाते.
बियरिंग्समध्ये जास्त आवाज दिसणे, इलेक्ट्रिक मोटरचे कंपन, तसेच बियरिंग्जचे जास्त गरम होणे हे त्यांचे असामान्य ऑपरेशन दर्शवते. अशा बियरिंग्ज बदलणे आवश्यक आहे. ट्रॅक्शन मोटर बियरिंग्जचे तापमान वाढण्याची परवानगी 55 डिग्री सेल्सियसपेक्षा जास्त नाही.
इलेक्ट्रिक लोकोमोटिव्ह बोगीमधून व्हील-मोटर युनिट काढून टाकण्यापूर्वी, मोटर-एक्सल बेअरिंग्ज आणि गियर हाउसिंगच्या एक्सल बॉक्समधून तेल काढून टाकले जाते. व्हील-मोटर युनिट काढा आणि ते वेगळे करा. संबंधित इलेक्ट्रिक मोटरशी संबंधित स्टॅम्प क्रमांक एक्सल बॉक्सच्या वीण पृष्ठभागांवर ठेवला जातो. गीअर हाऊसिंग नष्ट करताना, प्रथम कव्हर्स काढून टाका
बेअरिंग शील्डवर स्थित वापरलेले वंगण गोळा करण्यासाठी चेंबर्स. मोटर शाफ्टच्या टोकापासून गीअर्स काढा. शाफ्टमधून गियर काढण्यासाठी, लॉकिंग नट काढा आणि त्याच्या जागी स्पेसरसह एक विशेष नट स्थापित करा. हायड्रॉलिक पंप ट्यूब कनेक्ट करा आणि दाब तयार करा. गियर त्याच्या जागेवरून हलल्यानंतर, प्रथम नट काढून टाकून ते काढले जाते. विशेष नट शिवाय गियर काढण्याची परवानगी नाही.

अंजीर 12 ट्रॅक्शन मोटर शाफ्टमधून गियर काढताना वंगण पुरवठ्याचे आकृती
ट्रॅक्शन मोटर डिस्सेम्बल करण्यापूर्वी, बेअरिंग शील्डची संख्या लाइनर्सच्या खाली बोअरच्या टोकाला ठेवलेल्या फ्रेमच्या संख्येशी संबंधित आहे हे तपासा. बेअरिंग शील्डची संख्या बॉसच्या वीण पृष्ठभागावर दर्शविली जाते जी शील्डला गियर हाउसिंग सुरक्षित करते. 1000 V megohmmeter वापरून आर्मेचर विंडिंग्स आणि पोल सिस्टीमचा इन्सुलेशन रेझिस्टन्स मोजा आणि घरांच्या सापेक्ष आणि आपापसात कमी इन्सुलेशन रेझिस्टन्स असलेले क्षेत्र ओळखा.
ट्रॅक्शन मोटरचे पृथक्करण खालील क्रमाने केले जाते. ट्रॅक्शन मोटर आडव्या स्थितीत स्थापित करा आणि बेअरिंग कॅप्स काढा. इंडक्शन हीटर किंवा शाफ्टची सुरक्षितता सुनिश्चित करणारी दुसरी पद्धत वापरून, सीलिंग रिंग काढून टाकल्या जातात आणि कव्हर्स पुन्हा जागेवर ठेवल्या जातात. ट्रॅव्हर्सच्या दोन वरच्या कंसासाठी योग्य केबल्स डिस्कनेक्ट करा; ब्रश धारकांच्या खिडक्यांमधून सर्व ब्रशेस काढा आणि ब्रश धारकांवर दाब बोटांनी सुरक्षित करा; एअर एक्झॉस्ट केसिंग काढा. विशेष स्टँडवर ट्रॅक्शन मोटर स्थापित करा किंवा कम्युटेटर वर तोंड करून टिल्ट करा; बेअरिंग शील्ड काढून टाका आणि ट्रॅव्हर्स करा; अँकर काढा आणि रबर आणि फील्ड पॅडसह एका खास कुशनवर ठेवा. फ्रेम उलटा; कम्युटेटरच्या विरुद्ध बाजूने बेअरिंग शील्ड काढून टाका. युनिट्सचे पुढील पृथक्करण रॅकवर केले जाते. फ्रेम स्वच्छ करा, कोरड्या संकुचित हवेने उडवा आणि क्रॅकसाठी तपासा. शोधलेले दोष दूर होतात. फ्रेमच्या वीण पृष्ठभाग निक्स आणि बर्र्सपासून स्वच्छ करा. दोष किंवा नुकसान असल्यास, वेंटिलेशन ग्रिड आणि मॅनिफोल्ड हॅच कव्हर दुरुस्त किंवा बदलले जातात. मॅनिफोल्ड हॅच कव्हर्स फ्रेममध्ये व्यवस्थित बसणे आवश्यक आहे आणि काढणे आणि स्थापित करणे सोपे आहे. गॅस्केट आणि सील सुरक्षितपणे कव्हर्सशी संलग्न आहेत. झाकण घट्ट बंद केले आहेत आणि आवश्यक असल्यास दुरुस्त केले आहेत याची खात्री करण्यासाठी बद्धकोष्ठता तपासली जाते. ट्रॅव्हर्स निश्चित करणे, दाबणे आणि वळवणे यासाठी उपकरणांची तपासणी करा. शोधलेले दोष दूर होतात. व्हीएनआयआय एनपी-232 ग्रीससह क्लॅम्प, क्लॅम्प्स आणि ट्रॅव्हर्स रोटेशन गियरच्या शाफ्टच्या बोल्टसाठी छिद्रे वंगण घालणे. टर्मिनल बॉक्सचे फायबरग्लास कव्हर काढा, ते धूळ आणि घाण पासून स्वच्छ करा. बोटांच्या हस्तांतरणाच्या बाबतीत, खराब झालेले क्षेत्र बारीक-दाणेदार सॅंडपेपरने काळजीपूर्वक स्वच्छ करा आणि लाल-तपकिरी इलेक्ट्रिकल इन्सुलेट इनॅमल GF-92-ХС ने कमीतकमी दोनदा झाकून टाका. इन्सुलेट पिन काढून टाकणे आवश्यक असल्यास, एक विशेष की वापरा. रबर बुशिंगची स्थिती आणि केबल्सवर आणि फ्रेम कव्हरच्या छिद्रांमध्ये त्यांच्या फिटची विश्वासार्हता तपासली जाते. खराब झालेले बुशिंग बदलले आहेत. टर्मिनल बॉक्समधील केबल्सची स्थिती आणि फास्टनिंग तपासा आणि आढळलेले कोणतेही दोष दूर करा.
मुख्य आणि अतिरिक्त खांब, नुकसान भरपाई वळण तपासा. हे सुनिश्चित करा की फास्टनिंग विश्वसनीय आहे, इन्सुलेशनला कोणतेही नुकसान होत नाही, सक्रिय प्रतिकार आणि विंडिंग मानकांचे पालन करतात, मुख्य आणि अतिरिक्त खांबांचे कॉइल्स कोरवर घट्ट बसलेले आहेत, सीलिंग वेज स्थापित केले आहेत. ध्रुव कोर आणि मुख्य ध्रुवांच्या कॉइलच्या पुढील भागाच्या दरम्यान सुरक्षितपणे. टॅप करून, पोल स्लॅट्समधील नुकसानभरपाई वळण कॉइल्सच्या वेजचे घट्ट फिट तपासा. कॉइल्समध्ये इंटरटर्न शॉर्ट सर्किट नसल्याबद्दल पोल सिस्टम तपासा. खराब झालेल्या इन्सुलेशनसह कॉइल्स दुरुस्त करा, तसेच कोर आणि पोल स्लॉटमध्ये सैल फिट होण्याची चिन्हे असलेल्या कॉइल्स फ्रेममधून काढून टाका. बोल्ट घट्ट केलेल्या कोरवरील मुख्य आणि अतिरिक्त ध्रुवांच्या कॉइल्सचे कडक फिट विस्थापनाच्या दृश्यमान खुणांद्वारे तपासले जाते, उदाहरणार्थ, स्प्रिंग फ्रेम्स, फ्लॅंज, खांबाचे तुकडे आणि कॉइलच्या पृष्ठभागावर घासणे किंवा पीसणे. स्प्रिंग फ्रेम्स आणि फ्लॅंजेस सेवायोग्य असलेल्या क्रॅकसह बदला. खराब झालेल्या थ्रेडसह कोर स्थापित करण्याची परवानगी नाही. खांबाचे बोल्ट पाना वापरून आणि हातोड्याने टॅप करून घट्ट केले जातात. दोष असलेले खांबाचे बोल्ट, जसे की काढलेले धागे, खराब झालेले किंवा अडकलेले डोक्याच्या कडा, क्रॅक इ. बदलले जातात आणि सैल बाहेर काढले जातात. बोल्ट बदलताना, स्प्रिंग वॉशरची तपासणी केली जाते; निरुपयोगी बदलणे आवश्यक आहे. 180-190 डिग्री सेल्सिअस तपमानावर गरम केलेल्या कॉइलच्या सहाय्याने पोल बोल्ट घट्ट केले जातात. रेखांकनामध्ये निर्दिष्ट केलेल्या पोल बोल्टचे डोके कंपाऊंडसह भरा. वर्तुळाभोवती चौकटीत खांबांची व्यवस्था तपासा; ध्रुवांमधील अंतर व्यासानुसार मोजा. निर्दिष्ट परिमाणे रेखांकनाशी संबंधित असणे आवश्यक आहे. मुख्य आणि अतिरिक्त ध्रुवांच्या कॉइल टर्मिनल्सची स्थिती, तसेच नुकसान भरपाई वळण (इन्सुलेशन, क्रॅक आणि इतर दोषांची अनुपस्थिती) निर्धारित केली जाते. आउटपुट केबल्स आणि इंटरकॉइल कनेक्शनचे खराब झालेले इन्सुलेशन पुनर्संचयित केले जाते. इन्सुलेटेड भाग दाट असणे आवश्यक आहे आणि घसरण्याची चिन्हे दर्शवू नयेत. फ्रेममधील इंटर-कॉइल कनेक्शन आणि आउटपुट केबल्स कंसाच्या खाली स्थापित केलेल्या इन्सुलेटिंग स्पेसरसह कंसाने घट्टपणे सुरक्षित आहेत. ध्रुव साखळीतील संपर्क कनेक्शनमध्ये मजबूत कनेक्शन आणि विश्वासार्ह संपर्क असणे आवश्यक आहे. पोल कॉइल्सच्या इन्सुलेशनचे सुकणे त्यांना न काढता फ्रेममध्ये चालते. कोरडे झाल्यानंतर, गरम केलेले कॉइल आणि इंटर-कॉइल कनेक्शन GF-92-HS इनॅमलने रंगवले जातात. कॉइलचा इन्सुलेशन प्रतिरोध मोजा. फ्रेममध्ये भाजलेले नुकसान भरपाई विंडिंग कॉइल्स नष्ट करण्यासाठी, त्यांचे इंटरकॉइल कनेक्शन डिस्कनेक्ट केले जातात. DC उर्जा स्त्रोताशी जोडण्यासाठी clamps आणि केबल वापरा. वर्तमान स्त्रोत चालू करून, करंट 600 - 700 A वर सेट करा आणि कॉइल 20 - 30 मिनिटे गरम करा. वर्तमान स्त्रोत बंद केल्यानंतर, कॉइल सुरक्षित करणार्या सर्व वेजवर हातोड्याने टॅप करा. कॉइल आणि लीव्हर दरम्यान रबर गॅस्केट स्थापित करून डिव्हाइस किंवा लीव्हर वापरून पोल स्लॉटमधून कॉइल काढा. खोबणीतून कॉइल्स काढताना, कॉइलच्या शरीराच्या इन्सुलेशनला नुकसान टाळण्यासाठी उपाययोजना केल्या जातात. कव्हर आणि ग्रूव्ह इन्सुलेशन, सॅगिंग कंपाऊंड आणि कोरड्या संकुचित हवेने फुंकण्यापासून खांबाचे खोबणी स्वच्छ करा. विघटित कॉइलची वैकल्पिक व्होल्टेजसह चाचणी केली जाते. चाचणी व्होल्टेजचा सामना करणार्या कॉइलवर, कोटिंग इन्सुलेशन पुनर्संचयित केले जाते. खराब झालेले कॉइल नवीनसह बदलले जातात. जर फ्रेममध्ये भाजलेल्या कॉइलच्या शरीराच्या इन्सुलेशनमध्ये बिघाड झाला असेल, तर ते ब्रेकडाउनच्या बिंदूपासून दोन्ही दिशेने 50 - 60 मिमीने कापले जाते; ब्रेकडाउनच्या वेळी, 20 मिमी विभागात तांब्याचे इन्सुलेशन काढून टाका. लांब इन्सुलेशन ब्रेकडाउन साइटच्या दिशेने उताराने कापले जाते. ज्या ठिकाणी इन्सुलेशन कापले जाते ते K-110 किंवा EK-5 कंपाऊंडसह लेपित केले जाते आणि वर नमूद केलेल्या कंपाऊंडसह लेप केलेल्या प्रत्येक लेयरसह रेखांकनानुसार शंकूच्या इन्सुलेशनचे आवश्यक स्तर लावा. कॉइलच्या सरळ भागावर, फ्लोरोप्लास्टिक फिल्मचा एक थर लावला जातो आणि नंतर काचेच्या टेपचा एक थर लावला जातो. मुख्य खांबांची कॉइल्स काढून टाकणे आवश्यक असल्यास, प्रथम सर्व नुकसानभरपाई वळण कॉइल खोब्यांमधून काढून टाका. अतिरिक्त खांबांची कॉइल्स नुकसानभरपाईच्या वळणाच्या कॉइल्सचे विघटन न करता बदलली जातात. हे करण्यासाठी, अतिरिक्त पोल कॉइलचे टर्मिनल डिस्कनेक्ट करा आणि कॉइलसह पोल कोर कॉम्पेन्सेशन कॉइल विंडोमध्ये काढा. फ्रेमची स्थापना खालील क्रमाने केली जाते. मुख्य आणि अतिरिक्त खांबाच्या कॉइल एका विशेष रॅकवर ठेवल्या जातात आणि क्लॅम्प आणि केबल्स वापरून कॉइल थेट विद्युत् स्त्रोताशी जोडल्या जातात. वर्तमान स्त्रोत चालू करून, करंट 900 A वर सेट करा आणि कॉइल 15 - 20 मिनिटे गरम करा. कॉइल्सचे इन्सुलेशन शरीराच्या सापेक्ष आणि वळणांच्या दरम्यान तपासले जाते. नुकसानभरपाईचे वळण कॉइल्स घालण्यापूर्वी, खांबाचे खोबणी बुर आणि कंपाऊंड सॅगिंग नसल्याबद्दल तपासा आणि असल्यास, ते काढून टाका. खांबाचे चर संकुचित हवेने उडून जातात. कंपाऊंड K-110 किंवा EK-5 सह नुकसानभरपाई कॉइलच्या कटिंग क्षेत्राला कोट करा.
बेअरिंग शील्डची दुरुस्ती खालील क्रमाने केली जाते. कव्हर्स आणि रिंग काढा. बीयरिंग्स दाबा. आवश्यक असल्यास, कम्युटेटरच्या विरुद्ध बाजूला असलेल्या बेअरिंग शील्डचे कव्हर दाबा. बेअरिंग शील्डमधून बेअरिंग दाबणे विविध मार्गांनी आणि डेपोसाठी स्वीकार्य असलेल्या विविध उपकरणांवर केले जाऊ शकते, परंतु कोणत्याही परिस्थितीत, दाबण्याची शक्ती बाह्य रिंगच्या शेवटच्या पृष्ठभागावर केंद्रित केली पाहिजे, आणि पिंजऱ्यावर नाही. रोलर्स बेअरिंग खाली दाबताना, बेअरिंगच्या बाहेरील रेसवर निक्स येण्याची शक्यता दूर करण्यासाठी दाबलेले बेअरिंग मऊ नॉन-मेटलिक मटेरियलने बनवलेल्या गॅस्केट किंवा फ्लोअरिंगवर पडले पाहिजे. बियरिंग्स गॅसोलीनमध्ये धुवा आणि त्यांची काळजीपूर्वक तपासणी करा. पिंजरा च्या riveting आणि परिधान गुणवत्ता लक्ष दिले जाते. जर बेअरिंगमधील रेडियल क्लीयरन्स 0.14 - 0.28 मिमीच्या श्रेणीत असेल आणि रेसवे, रोलर्स आणि पिंजराच्या रिव्हटिंगची गुणवत्ता चांगली असेल तर, बेअरिंग पूर्णपणे कोरडे झाल्यानंतर बेअरिंग असेंब्ली एकत्र करा आणि वंगण घाला. बियरिंग्ज किंवा शाफ्ट खराब झाल्यासच बेअरिंग रिंग काढल्या जातात. असेंबली दरम्यान बियरिंग्जच्या आतील आणि बाहेरील रिंग्जची संख्या जुळली पाहिजे. भागांमध्ये क्रॅक आढळल्यास, ट्रेडमिल किंवा रोलर्सवर पोकळी, स्कफिंग किंवा पीलिंग दिसू लागल्यास, बेअरिंगचे रेडियल क्लीयरन्स स्थापित मानकांपेक्षा जास्त असल्यास, बेअरिंग बदलले जाते. ते स्थापित होईपर्यंत बॉक्समधून नवीन बीयरिंग काढण्याची शिफारस केलेली नाही. नवीन बीयरिंगच्या पृष्ठभागावर लागू केलेले गंजरोधक कोटिंग असेंब्लीपूर्वी काढले जाते; बेअरिंग गॅसोलीनने पूर्णपणे धुतले जाते, स्वच्छ कापडाने पुसले जाते आणि वाळवले जाते. असेंब्लीपूर्वी रोलर्स आणि सेपरेटरला वंगणाने लेपित केले जाते. बेअरिंग शील्ड्स आणि विशेषतः तेल-वाहक नळ्या आणि ड्रेनेज होल पूर्णपणे धुऊन संकुचित हवेने उडवले जातात. बेअरिंग शील्ड्सच्या बसण्याच्या पृष्ठभागाची क्रॅकसाठी तपासणी केली जाते. बेअरिंग शील्डची सर्व थ्रेडेड छिद्रे तपासा. आवश्यक असल्यास, धागा पुनर्संचयित केला जातो. असेंब्लीपूर्वी, तेल-वाहक नळ्या वंगणाने भरल्या जातात. असेंबली प्रक्रियेदरम्यान, स्नेहक किंवा बेअरिंग चेंबरमध्ये धातूची धूळ नसल्याचे सुनिश्चित करा. बेअरिंग शील्ड खालील क्रमाने एकत्र केल्या जातात. कव्हर दाबले गेले असल्यास कम्युटेटरच्या विरुद्ध बाजूला असलेल्या बेअरिंग शील्डमध्ये दाबले जाते. रिंग आणि कव्हर्स स्थापित करा. बेअरिंग चेंबर्स फ्री व्हॉल्यूमच्या 2/3 पर्यंत ग्रीसने भरा. भागांवरील सीलिंग पृष्ठभाग वंगण सह लेपित आहेत. या प्रकरणात, कव्हर आणि ढालवरील खोबणी वंगणाने भरू नयेत किंवा लेपित करू नये.
काढलेला ट्रॅव्हर्स संकुचित हवेने उडविला जातो, नॅपकिनने पुसला जातो आणि विशेष उपकरणावर स्थापित केला जातो. ब्रश होल्डर, ब्रॅकेट, बसबार माउंटिंग काढून टाका, ट्रॅव्हर्स बॉडी केरोसीनने धुवा, ते कोरडे करा आणि लाल-तपकिरी मुलामा चढवणे GF-92-ХС सह गंजरोधक कोटिंग पुनर्संचयित करा. ब्रश होल्डर ब्रॅकेट, ब्रश होल्डर, इन्सुलेटिंग पिन, बसबार माउंटिंग आणि विस्तार उपकरणाची तपासणी करा. खराब झालेले आणि खराब झालेले भाग बदलले जातात. ब्रश धारक वेगळे केले जातात आणि धूळ आणि काजळीपासून स्वच्छ केले जातात. प्रेशर बोट्स, रबर शॉक शोषक, स्प्रिंग्स, हाउसिंग, ब्रश होल्डर विंडो, थ्रेडेड होल आणि एक्सलसाठी छिद्रांची स्थिती तपासा. आढळलेले दोष दूर करा. ब्रश होल्डर एकत्र केल्यावर, सर्व रबिंग पृष्ठभाग VNII NP-232 वंगणाने वंगण घालणे. ब्रशच्या प्रत्येक घटकावरील दाबाची शक्ती आणि साधारणपणे ताणलेल्या स्प्रिंग्ससह अक्षावर बोटांचे फिरणे तपासा. ताठरता गमावलेले किंवा बुडलेले झरे बदलले जातात. ट्रॅव्हर्स एकत्र करणे. कम्युटेटरच्या परिघाभोवती ब्रश धारकांचे एकसमान प्लेसमेंट सुनिश्चित करण्यासाठी, ब्रॅकेट आणि ब्रश धारकांसह ट्रॅव्हर्सचे असेंब्ली विशेष उपकरण वापरून केले जाणे आवश्यक आहे. ब्रश होल्डरच्या खिडक्यांमध्ये ब्रशेस लावा. ब्रश क्रॅक आणि चिप्सपासून मुक्त असले पाहिजेत, ब्रश धारकांच्या खिडक्यांमध्ये जॅम न करता मुक्तपणे फिट असावेत. ब्रशेस आणि खिडक्यांच्या भिंतींमधील अंतर सर्वसामान्य प्रमाणामध्ये असणे आवश्यक आहे, 0.1 मिमी पेक्षा जास्त नाही. ब्रशेसमध्ये बारीक करा. दुरुस्ती केलेल्या ट्रॅव्हर्सची घरांच्या सापेक्ष विद्युत इन्सुलेशन ताकदीसाठी चाचणी केली जाते.
आर्मेचर दुरुस्त करताना, ते विशेष स्टँडवर शाफ्टच्या टोकासह स्थापित केले जाते, नंतर, ते फिरवून, वेंटिलेशन नलिका वायर ब्रशने साफ केल्या जातात आणि नंतर नलिका संकुचित हवेने पूर्णपणे उडवल्या जातात. आर्मेचर हळूहळू फिरवा, त्यातून धूळ, घाण आणि वंगण काढून टाका. बँड्सची तपासणी केली जाते, इंटरटर्न शॉर्ट सर्किट्ससाठी चाचणी केली जाते आणि घरांच्या सापेक्ष आर्मेचर विंडिंग्सचा इन्सुलेशन प्रतिरोध मोजला जातो. खोबणीच्या वेजची घट्टपणा तपासा.
जर खोबणीतील पाचर खोबणीच्या लांबीच्या 1/3 पेक्षा जास्त लांबीपर्यंत कमकुवत झाले असतील तर ते बदलले जातात. आर्मेचर 160 - 170 °C तापमानात प्रीहिट केल्यानंतर, विशेष रॅचेट रेंचसह सैल बोल्ट सुरक्षित करा. कम्युटेटर बोल्ट घट्ट करण्यासाठी, कम्युटेटर वर तोंड करून एका विशेष स्टँडवर अँकर ठेवला जातो. अर्ध्या वळणापेक्षा जास्त नसलेल्या डायमेट्रिकली विरोध असलेल्या बोल्टला पर्यायी घट्ट करून, बोल्ट हळूहळू घट्ट केले जातात. व्हिज्युअल तपासणी कम्युटेटर कॉकरेलला आर्मेचर विंडिंगच्या सोल्डरिंगची गुणवत्ता सुनिश्चित करते. शोधलेले दोष दूर होतात. अँकर कोरडा. कम्युटेटर त्याच्या स्वतःच्या बेअरिंगमध्ये वळलेला असतो आणि कम्युटेटर प्लेट्सच्या अनुदैर्ध्य रिब्समधून चेम्फर्ड केला जातो. कलेक्टर प्लेट्सच्या बाजूने मायकेनाइटचे अवशेष काढले जातात आणि लॅमेला दरम्यानची जागा व्यक्तिचलितपणे साफ केली जाते. कलेक्टर पीसल्यानंतर, ते कॉम्प्रेस्ड एअरने उडवा, इंटरटर्न शॉर्ट सर्किटसाठी आर्मेचरची चाचणी घ्या आणि घराच्या तुलनेत विंडिंग्सचा इन्सुलेशन प्रतिरोध देखील मोजा. अँकर कोटिंग पुनर्संचयित करा. इलेक्ट्रिक मोटरच्या असेंबलीला उशीर झाल्यास, कम्युटेटरच्या कार्यरत पृष्ठभागाला जाड कागदाने गुंडाळा किंवा ताडपत्रीच्या आवरणाने झाकून टाका. यानंतर, लाकडी स्टँडवर अँकर ठेवा.
इंजिन असेंबल करताना, शील्ड मॅनिफोल्डच्या विरुद्ध बाजूने फ्रेममध्ये दाबली जाते. अँकर स्थापित करा आणि फ्रेममध्ये ट्रॅव्हर्स करा. कलेक्टरच्या बाजूने ढाल दाबली जाते. इंजिनला क्षैतिज स्थितीत स्थापित करा. कव्हर्स आणि रिंग काढा, बीयरिंगचे यांत्रिक रनआउट मोजा, लँडिंगनंतर थंड स्थितीत रोलर्स आणि बेअरिंग रिंगमधील रेडियल क्लीयरन्स मोजा. रिंग स्थापित केल्यावर, ते रिंग गरम करून शाफ्टवर ठेवल्या जातात आणि बियरिंग्ज कव्हर्सने झाकल्या जातात. आर्मेचरचे अक्षीय रन तपासा, कॉक्स आणि ब्रश होल्डरच्या शरीरातील अंतर, ब्रश होल्डरच्या खालच्या कडा आणि कम्युटेटरच्या कार्यरत पृष्ठभागामधील अंतर, कम्युटेटरच्या संबंधात ब्रश होल्डरचे चुकीचे अलाइनमेंट तपासा, जे मर्यादेत असावे. कार्यरत स्थितीत ट्रॅव्हर्स स्थापित केल्यावर, ते सुरक्षित आहे. ब्रश कम्युटेटरवर योग्यरित्या स्थित असल्याची खात्री करा. ट्रॅक्शन मोटर निष्क्रिय मोडमध्ये चालू असल्याची खात्री करा, ब्रश कम्युटेटरवर योग्यरित्या स्थित आहेत आणि आवश्यक असल्यास, त्यांना भौमितिक तटस्थ वर सेट करा. असेंब्ली पूर्ण झाल्यावर, ट्रॅक्शन मोटरची चाचणी केली जाते. DC मशिनसाठी स्वीकृती चाचणी कार्यक्रमात मशीनची बाह्य तपासणी, वळण प्रतिरोधाचे मोजमाप, 1 तासासाठी गरम चाचण्या, रोटेशनचा वेग तपासणे आणि रेटेड व्होल्टेजवर रिव्हर्सल, इलेक्ट्रिक मोटर्ससाठी लोड आणि उत्तेजना प्रवाह यांचा समावेश होतो. मशीनची तपासणी करताना, कम्युटेटरची स्थिती, ब्रश धारकांची स्थापना, आर्मेचर रन, ब्रश उपकरणाची सेवाक्षमता आणि आर्मेचरच्या फिरण्याची सुलभता याकडे लक्ष द्या. कलेक्टरकडे तीक्ष्ण कडा, बुरशी किंवा निक्स असलेली प्लेट्स नसावीत. इलेक्ट्रिक मोटर्स आणि 0.04 मिमी पेक्षा जास्त नसलेल्या सहाय्यक मशीनसाठी गरम झालेल्या मशीनवर कम्युटेटर आणि स्लिप रिंग्सच्या रिंगआउटची परवानगी आहे.
व्यावसायिक सुरक्षा आणि आरोग्य
5.1 संस्थात्मक सुरक्षा उपाय
सुरक्षा नियमांच्या आवश्यकतांचे पालन करण्याची जबाबदारी एंटरप्राइझच्या व्यवस्थापकांवर असते. फोरमन, फोरमॅन आणि डेपो अटेंडंट त्यांच्या साइटवर सुरक्षा आणि औद्योगिक स्वच्छता आवश्यकतांचे पालन सुनिश्चित करतात; कामगारांना सूचना द्या, साधने आणि उपकरणे तपासा; कामगारांना विशेष कपडे आणि संरक्षणात्मक उपकरणांशिवाय काम करू देऊ नका, कार्यशाळेच्या प्रकाश, वेंटिलेशन आणि हीटिंगचे निरीक्षण करा आणि कामाच्या ठिकाणी सुव्यवस्था ठेवा. डेपोमधील सुरक्षेच्या प्रश्नांची थेट जबाबदारी मुख्य अभियंत्याची असते. सुरक्षा नियमांचे उल्लंघन केल्याबद्दल दोषी अधिकारी अनुशासनात्मक, प्रशासकीय, आर्थिक आणि गुन्हेगारी दायित्वाच्या अधीन असू शकतात. नवीन प्रवेश घेतलेल्या व्यक्तींना सुरक्षित कामाच्या पद्धतींचा अभ्यास केल्यानंतर आणि चाचण्या उत्तीर्ण केल्यानंतर काम करण्याची परवानगी दिली जाऊ शकते. सुरुवातीला, सुरक्षा अभियंता प्रास्ताविक ब्रीफिंग देतो, नंतर फोरमॅन कामाच्या ठिकाणी प्रारंभिक ब्रीफिंग घेतो, कामगाराला प्रशिक्षण देतो आणि त्याच्या ज्ञानाची चाचणी घेतो. EPS च्या दुरुस्तीदरम्यान चाचण्या उत्तीर्ण केल्यानंतर, एक अहवाल भरला जातो आणि काउंटरफॉइल कामगाराला दिले जाते ज्याला काम करण्याची परवानगी दिली जाऊ शकते. वेळोवेळी, दर दोन वर्षांनी एकदा, EPS दुरुस्त करण्यासाठी यांत्रिकी चाचण्या केल्या जातात. जे कामगार सुरक्षा आवश्यकतांचे उल्लंघन करतात किंवा तीन महिन्यांपेक्षा जास्त काळ कामात ब्रेक घेतात ते असाधारण चाचण्यांच्या अधीन असतात. जे कामगार सुरक्षा खबरदारीचे असमाधानकारक ज्ञान प्रदर्शित करतात त्यांची दोन आठवड्यांनंतर पुन्हा चाचणी घेतली जाईल. वारंवार केलेल्या चाचण्या असमाधानकारक असल्यास, कामगाराला कामावरून काढून टाकले जाते.
5.2 कामावर दुखापत
औद्योगिक इजा ही मानवी शरीराला अचानक झालेली हानी किंवा कामाच्या ठिकाणी झालेल्या अपघातामुळे त्याच्या अवयवांच्या योग्य कार्यात व्यत्यय मानली जाते. घटना आणि निसर्गाच्या परिस्थितीनुसार, उत्पादन, काम आणि घरगुती अपघातांशी संबंधित अपघात वेगळे केले जातात.
उत्पादनाशी संबंधित अपघात ही एक घटना आहे जी कामाच्या वेळेत घडली आहे, ज्यामध्ये स्थापित ब्रेक, तसेच उत्पादन साधने आणि कपडे व्यवस्थित ठेवण्यासाठी लागणारा वेळ समाविष्ट आहे; काम सुरू करण्यापूर्वी आणि पूर्ण केल्यानंतर; संस्थेच्या प्रदेशावर; संस्थेच्या निर्देशांनुसार कार्य करताना संस्थेच्या क्षेत्राबाहेर; संस्थेच्या वाहतुकीवर, सेवा देणाऱ्या व्यक्तींसह वाहतुकीवर.
कार्य-संबंधित अपघात ही एक घटना आहे जी कामाच्या प्रवासादरम्यान आणि कामावरून घरी असताना संस्थेच्या वाहतुकीवर नाही; सार्वजनिक कर्तव्ये पार पाडताना.
कामाच्या ठिकाणी झालेल्या दुखापतीचे प्रत्येक प्रकरण, कामाच्या वेळेत आणि काम सुरू होण्यापूर्वी आणि संपण्यापूर्वी, 24 तासांनंतर तपासाच्या अधीन आहे. अपघाताची माहिती मिळाल्यावर, ताबडतोब वैद्यकीय सहाय्य आयोजित करणे, एंटरप्राइझचे व्यवस्थापन आणि ट्रेड युनियन कमिटीला सूचित करणे आणि उपकरणांची परिस्थिती आणि स्थिती राखणे आवश्यक आहे; घटनेच्या वेळी ते कसे होते, अपघाताची परिस्थिती आणि कारणे शोधा. N-1 ची कृती चार प्रतींमध्ये तयार केली आहे.
5.3 विद्युत उपकरणांची चाचणी करताना सुरक्षा खबरदारी
उच्च व्होल्टेजसह विद्युत उपकरणांच्या इन्सुलेशनची चाचणी करताना, सर्व दुरुस्तीची कामे थांबविली जातात, ईपीएसला "धोका" शिलालेख असलेल्या चार बोर्डांनी कुंपण घातले जाते आणि दोन्ही बाजूंना 2 मीटर अंतरावर. दोन रक्षक तैनात आहेत. जेव्हा पँटोग्राफ उंचावला जातो, तेव्हा व्होल्टेज रेग्युलेटर समायोजित करणे आणि चालू रिले, दाब नियामक उलट करणे शक्य आहे; काच पुसून टाका, ब्रेक सिलेंडर रॉड बाहेर पडतो ते तपासा; जेव्हा सर्किट्स डी-एनर्जाइज होतात, तेव्हा जळलेले दिवे आणि कमी-व्होल्टेज फ्यूज बदला. डेपोच्या कार्यशाळा आणि विभागांमध्ये, गोंधळ होणार नाही याची काळजी घेतली जाते; विशेष ठिकाणी ज्वलनशील कचरा गोळा केला जातो. घातक आणि ज्वलनशील कचरा विशेष भागात साठवला जातो. घातक आणि ज्वलनशील पदार्थ विशेष खोल्यांमध्ये साठवले जातात जेथे विशेष अग्नि सुरक्षा व्यवस्था स्थापित केली जाते. ज्या ठिकाणी हे पदार्थ वापरून काम केले जाते त्या ठिकाणी चेतावणी सूचना आणि पोस्टर लावले जातात. आवारातून बाहेर पडणे आणि त्यांच्याकडे जाण्याचे मार्ग विनामूल्य असले पाहिजेत. डेपो मॅनेजरच्या आदेशानुसार, संपूर्ण डेपो वर्कशॉपमध्ये अग्निसुरक्षेसाठी जबाबदार व्यक्तींची नियुक्ती केली जाते.
निष्कर्ष
हे काम करण्याच्या प्रक्रियेत, मी VL-10 इलेक्ट्रिक लोकोमोटिव्हवर स्थापित TL-2K1 ट्रॅक्शन मोटरच्या डिझाइन आणि ऑपरेटिंग तत्त्वाचा सखोल अभ्यास केला. मी TR-3 च्या व्हॉल्यूममधील त्यांच्या दुरुस्तीच्या नियमांशी परिचित झालो, दोन्ही सैद्धांतिकदृष्ट्या, पाठ्यपुस्तकांमधून आणि व्यावहारिकदृष्ट्या, प्लंबिंग सराव सुरू असताना. मी माझ्या कामाच्या विषयामध्ये दर्शविलेल्या इंजिन युनिटकडे विशेष लक्ष दिले - ब्रश उपकरण. ब्रशचे उपकरण फार क्लिष्ट नाही, परंतु ते ट्रॅक्शन मोटरचा एक अतिशय महत्त्वाचा घटक आहे; संपूर्णपणे इंजिनचे ऑपरेशन त्याच्या योग्य ऑपरेशनवर अवलंबून असते आणि ऑपरेशनमध्ये ट्रॅक्शन मोटर्सच्या अपयशाचा एक महत्त्वपूर्ण भाग तंतोतंत संबंधित असतो. ब्रश उपकरणाची खराबी.
मी सुरक्षित काम करण्याच्या पद्धती शिकलो, रेल्वे ट्रॅकवर असताना सुरक्षा खबरदारी आणि वैयक्तिक स्वच्छतेचे नियम पाळले.
मला विश्वास आहे की VPER वर काम केल्याने आणि व्यावहारिक प्रशिक्षणाने मला कॉलेजमध्ये प्राप्त केलेले सैद्धांतिक ज्ञान एकत्रित करण्यात आणि स्वतंत्र कामासाठी तयार होण्यास मदत झाली.