Motor de tração tl 2k. Lista de literatura usada
Motor elétrico de tração TL-2K1
Finalidade e dados técnicos. O motor de tração DC TL-2K.1 (Fig. 30) é projetado para converter a energia elétrica recebida da rede de contatos em energia mecânica. O torque do eixo da armadura do motor é transmitido ao rodado por meio de uma engrenagem helicoidal cilíndrica de dupla face e estágio único. Com esta transmissão, os rolamentos do motor não recebem cargas adicionais no sentido axial.
A suspensão do motor elétrico é axial de suporte. De um lado, repousa com os rolamentos do eixo do motor no eixo do rodado da locomotiva elétrica e, do outro, na estrutura do bogie por meio de suspensão articulada e arruelas de borracha. O motor de tração possui alto fator de utilização de potência (0,74) na velocidade mais alta da locomotiva elétrica (Fig. 31).
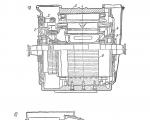
O sistema de ventilação é independente, axial, com ar de ventilação fornecido por cima na câmara coletora e descarregado para cima pelo lado oposto ao longo do eixo do motor (Fig. 32). A locomotiva elétrica possui oito motores de tração. Os dados técnicos do motor TL-2K1 são os seguintes:
Tensão terminal do motor.... 1500 V
Corrente do relógio................480 A
Potência do relógio......670 kW
Velocidade de rotação do relógio, . , 790rpm
Corrente contínua. , . . , 410A
Potência de serviço contínuo.... 575 kW
Velocidade de rotação contínua, 830 rpm
Excitação. ......consistente
Classe de isolamento e resistência ao calor do enrolamento
Âncoras................B
Classe de isolamento para resistência ao calor do sistema de postes.................F
Maior velocidade de rotação com bandagens moderadamente desgastadas................1690 rpm
Suspensão axial do motor
Relação de transmissão.........88/23-3.826
Resistência dos enrolamentos dos pólos principais a uma temperatura de 20 ° C........ 0,025 Ohm
Resistência dos enrolamentos dos pólos adicionais e do enrolamento de compensação à temperatura de 20 °C. 0,0356"
Resistência do enrolamento da armadura a 20C --- 0,0317 Ohm
Projeto. O motor de tração TL-2K1 consiste em uma carcaça 3 (Fig. 33), uma armadura 6, um aparelho de escovas 2 e proteções de mancal 1, 4.
O núcleo (Fig. 34) do motor é uma fundição cilíndrica feita de aço grau 25L-P e também serve como condutor magnético. A ele estão anexados seis pólos principais e seis adicionais, uma viga giratória com seis porta-escovas e blindagens com rolamentos de rolos nos quais gira a armadura do motor.
A instalação das blindagens dos mancais na carcaça do motor elétrico é feita na seguinte sequência: a carcaça montada com pólo e bobinas de compensação é colocada com o lado oposto ao comutador, para cima. Usando um aquecedor de indução, o pescoço é aquecido a uma temperatura de 100-150 ° C, a blindagem é inserida e fixada com oito parafusos M24 de aço 45. Em seguida, a estrutura é girada 180°, a âncora é abaixada, a travessa é instalado, e outra blindagem é inserida da mesma forma descrita acima e fixada com oito parafusos M24. Na superfície externa, a estrutura possui duas alças para fixação das caixas de eixo dos mancais axiais do motor, uma alça e um suporte removível para suspensão do motor, alças de segurança e alças para transporte. Na lateral do coletor existem três escotilhas destinadas à inspeção do aparelho de escovas e do coletor. As escotilhas são hermeticamente fechadas com tampas 7, I, 15 (ver Fig. 33).
A tampa 7 da escotilha superior do coletor é fixada à estrutura com uma trava de mola especial, a tampa 15 da escotilha inferior é fixada com um parafuso M20 e um parafuso especial com uma mola helicoidal, e a tampa 11 da segunda escotilha inferior é fixada com quatro parafusos M12.

Para fornecimento de ar existe uma escotilha de ventilação 18. O ar de ventilação sai pelo lado oposto ao coletor, através de uma caixa especial 5 montada na blindagem e estrutura do mancal. As saídas do motor são feitas com cabo PMU-4000 com seção transversal de 120 mm2. Os cabos são protegidos por coberturas de lona com impregnação combinada. Os cabos possuem etiquetas feitas de tubos de policlorovinil com as designações Ya, YaYa, K e KK. Os cabos de saída I e YaYa (Fig. 35) são conectados aos enrolamentos da armadura, pólos adicionais e compensação, e os cabos de saída K e KK são conectados aos enrolamentos dos pólos principais.
Os núcleos dos postes principais 13 (ver Fig. 33) são confeccionados em chapa de aço elétrico grau 1312 com espessura de 0,5 mm, fixados com rebites e fixados à moldura com quatro parafusos M24 cada. Existe um espaçador de aço com 0,5 mm de espessura entre o núcleo do pólo principal e a estrutura. A bobina do pólo principal 12, com 19 voltas, é enrolada em uma nervura de tira de cobre JIMM macia com dimensões de 1,95x65 mm, dobrada radialmente para garantir aderência à superfície interna da moldura.
Para melhorar o desempenho do motor é utilizado um enrolamento de compensação 14, localizado em ranhuras estampadas nas pontas dos pólos principais e conectado em série com o enrolamento da armadura. O enrolamento de compensação consiste em seis bobinas enroladas em fio de cobre retangular macio PMM com dimensões de 3,28X22 mm e possui 10 voltas. Cada ranhura contém duas voltas. O isolamento do corpo consiste em seis camadas de fita de mica de vidro LSEK-5-SPl com espessura de 0,1 mm GOST 13184-78, uma camada de fita fluoroplástica com espessura de 0,03 mm e uma camada de fita de vidro LES com espessura de 0,1 mm, colocado com sobreposição de metade da largura da fita . O isolamento da bobina possui uma camada de fita de mica de vidro da mesma marca, é colocada com sobreposição de metade da largura da fita. O enrolamento de compensação nas ranhuras é fixado com cunhas de textolite grau B. O isolamento das bobinas de compensação no TEVZ é cozido em luminárias, no NEVZ - no núcleo.

Os núcleos dos postes adicionais 10 são feitos de placas laminadas ou forjadas e são fixados à estrutura com três parafusos M20. Para reduzir a saturação dos postes adicionais, são fornecidos espaçadores diamagnéticos de 8 mm de espessura entre a estrutura e os núcleos dos postes adicionais. As bobinas dos pólos adicionais 9 são enroladas em uma borda de fio de cobre macio PMM com dimensões de 6x20 mm e possuem 10 voltas cada. O isolamento do corpo e da tampa destas bobinas é semelhante ao isolamento das bobinas do pólo principal. O isolamento entre voltas consiste em juntas de amianto com 0,5 mm de espessura, impregnadas com verniz KO-919 GOST 16508-70.
A Usina de Locomotivas Elétricas Novocherkassk produz o motor de tração TL-2K1, cujo sistema de pólos (bobinas dos pólos principal e adicional) é feito com o isolamento do sistema Monolit 2. Isolamento de carcaça de bobinas. feitas de fita de mica de vidro 0,13X25 mm LS40Ru-TT, as bobinas são impregnadas no composto epóxi EMT-1 ou EMT-2 conforme TU OTN.504.002-73, e as bobinas de pólos adicionais são impregnadas junto com os núcleos e formam um monobloco de peça única. Uma junta diamagnética de 10 mm de espessura é fixada ao monobloco, que serve simultaneamente para fixar a bobina. A bobina do pólo principal é vedada contra movimento no núcleo por duas cunhas em um espaçador ao longo das partes frontais.
O aparelho de escovas do motor elétrico de tração (Fig. 36) consiste em uma travessa tipo split 1 com mecanismo giratório, seis suportes 3 e seis porta-escovas 4.

A travessa é de aço, a fundição de uma seção de canal possui um anel de engrenagem ao longo do aro externo, que engata na engrenagem 2 (Fig. 37) do mecanismo giratório. A travessia do aparelho de escova é fixada e travada na moldura por um parafuso de travamento 3 instalado na parede externa da escotilha superior do coletor, e pressionada contra a blindagem do mancal por dois parafusos do dispositivo de travamento 1: um na parte inferior do moldura, a outra no lado suspenso. A ligação elétrica dos suportes transversais entre si é feita com cabos PS-4000 com seção transversal de 50 mm2. Os suportes porta-escovas são destacáveis (de duas metades), fixados com parafusos M20 em dois pinos isolantes 2 (ver Fig. 36) instalados na travessa. Os pinos de aço dos dedos são prensados com composto de moldagem AG-4V e isoladores de porcelana são montados sobre eles.
O porta-escovas (Fig. 38) possui duas molas cilíndricas / que trabalham tensionadas. As molas são fixadas em uma extremidade a um eixo inserido no orifício do alojamento do porta-escovas 2 e na outra extremidade ao eixo do pino de pressão 4 por meio do parafuso 5, que regula a tensão da mola. A cinemática do mecanismo de prensagem é escolhida de forma que na faixa de operação forneça pressão quase constante na escova 3. Além disso, ao atingir o desgaste máximo permitido da escova, a pressão do dedo 4 na escova para automaticamente. Isto evita danos à superfície de trabalho do comutador causados pelos fios flexíveis das escovas desgastadas. Duas escovas bipartidas da marca EG-61 com dimensões de 2(8X50XX60) mm com amortecedores de borracha são inseridas nas janelas do porta-escovas. Os porta-escovas são fixados ao suporte com pino e porca. Para uma fixação e ajuste mais confiável da posição do porta-escovas em relação à superfície de trabalho em altura quando o comutador se desgasta, são fornecidos pentes no corpo do porta-escovas e no suporte.
A armadura (Fig. 39, 40) do motor consiste em um comutador, um enrolamento inserido nas ranhuras do núcleo 5 (ver Fig. 39), montado em um pacote de chapas envernizadas de aço elétrico grau 1312 com 0,5 mm de espessura, uma bucha de aço 4, uma arruela de pressão traseira 7 e frontal 3, eixo 8. O núcleo possui uma fileira de furos axiais para passagem do ar de ventilação. A arruela de pressão frontal 3 serve simultaneamente como corpo do coletor.Todas as peças da armadura são montadas em uma luva comum em forma de caixa 4, pressionada no eixo da armadura 5, o que permite sua substituição.

A armadura possui 75 bobinas e 25 conexões seccionais de equalização 2. A conexão das pontas do enrolamento e cunhas com os galos das placas coletoras / é feita com solda PSR-2.5 GOST 19738-74 em instalação especial com correntes de alta frequência .
Cada bobina possui 14 condutores individuais, dispostos em duas fileiras de altura, e sete condutores por fileira. São feitos de fita de cobre com dimensões de 0,9x8,0 mm, grau L MM, e isolados com uma camada, sobreposta na metade da largura, de fita de vidro-sludinita LSEK-5-SPl com espessura de 0,09 mm GOST 13184-78 . Cada pacote de sete condutores também é isolado com fita de mica de vidro LSEK-5-SPl com espessura de 0,09 mm com sobreposição de metade da largura da fita. Na NEVZ, as bobinas de ancoragem são fabricadas com fio PETVSD isolado com dimensões de 0,9X7,1 mm sem aplicação adicional de isolamento de bobina. O isolamento do corpo da parte ranhurada da bobina consiste em seis camadas de fita de mica de vidro LSEC-5-SPl com dimensões de 0,1X20 mm, uma camada de fita fluoroplástica com espessura de 0,03 mm e uma camada de fita de vidro LES com um espessura de 0,1 mm, colocada com sobreposição de metade da largura da fita.

Os equalizadores seccionais são feitos de três fios medindo 1X2,8 mm, grau PETVSD. O isolamento de cada fio consiste em uma camada de fita de mica de vidro LSEK-5-SGTL com dimensões de 0,1X20 mm e uma camada de fita fluoroplástica com espessura de 0,03 mm. Todo o isolamento é colocado com uma sobreposição de metade da largura da fita. Os fios isolados são conectados em uma seção com uma camada de fita de vidro, colocada com uma sobreposição de metade da largura da fita. Na parte ranhurada, o enrolamento da armadura é fixado com cunhas de textolite, e na parte frontal - com bandagem de vidro.
O coletor do motor com diâmetro de superfície de trabalho de 660 mm é feito de placas de cobre isoladas umas das outras com juntas de micanita. O coletor é isolado do cone de pressão e do corpo por manguitos de micanite e um cilindro.
O enrolamento da armadura possui os seguintes dados: número de ranhuras 75, passo de fenda 1-13, número de placas do comutador 525, passo do comutador 1-2, passo do equalizador ao longo do comutador 1-176.
Os rolamentos de ancoragem do motor da série pesada com rolos cilíndricos tipo 80-42428M fornecem um percurso de armadura de 6,3-8,1 mm. Os anéis externos dos rolamentos são pressionados nas blindagens do rolamento e os anéis internos são pressionados no eixo da armadura. Para evitar exposição ao ambiente externo e vazamento de lubrificante, as câmaras dos mancais possuem vedações (Fig. 41). Os rolamentos axiais do motor consistem em camisas de latão preenchidas com Babbitt B16 GOST 1320-74 ao longo da superfície interna e caixas de eixo com um nível constante de lubrificante. As caixas de eixo possuem janela para abastecimento de lubrificante. Para evitar a rotação das camisas, é fornecida uma conexão chaveada na caixa do eixo.
A locomotiva elétrica VL10 está equipada com oito motores de tração tipo TL2K. O motor de tração DC TL2K foi projetado para converter a energia elétrica recebida da rede de contatos em energia mecânica. O torque do eixo da armadura do motor elétrico é transmitido ao rodado por meio de uma engrenagem helicoidal cilíndrica de dupla face e estágio único. Com esta transmissão, os rolamentos do motor não recebem cargas adicionais no sentido axial. A suspensão do motor elétrico é de suporte axial. O motor elétrico, por um lado, é sustentado por mancais motor-axiais no eixo do rodado da locomotiva elétrica e, por outro lado, na estrutura do bogie por meio de suspensão articulada e arruelas de borracha. O sistema de ventilação é independente, com ar de ventilação fornecido por cima para a câmara coletora e exaurido por cima no lado oposto ao longo do eixo do motor. As máquinas elétricas têm a propriedade de reversibilidade, o que significa que a mesma máquina pode funcionar tanto como motor quanto como gerador. Por isso, os motores de tração são utilizados não só para tração, mas também para frenagem elétrica de trens. Com essa frenagem, os motores de tração passam para o modo gerador, e a energia elétrica por eles gerada devido à energia cinética ou potencial do trem é extinta em resistores instalados nas locomotivas elétricas (frenagem reostática) ou transferida para a rede de contatos (regenerativa frenagem).
Todos os motores de tração CC dos vagões do metrô têm basicamente o mesmo projeto. O motor consiste em uma estrutura, quatro pólos principais e quatro pólos adicionais, uma armadura, proteções de rolamento, um aparelho de escova e um ventilador.
Quadro do motor
É feito de aço eletromagnético, tem formato cilíndrico e funciona como circuito magnético. Para uma fixação rígida à viga transversal da estrutura do carrinho, são fornecidas três saliências de suporte e duas nervuras de segurança na estrutura. A moldura possui furos para fixação dos postes principais e adicionais, ventilação e escotilhas do coletor. Existem seis cabos saindo da estrutura do motor. As partes finais da estrutura são cobertas por proteções de rolamento. A moldura contém uma placa de identificação indicando o fabricante, número de série, massa, corrente, velocidade de rotação, potência e tensão.
Pólos principais
Figura 1.
Eles são projetados para criar o fluxo magnético principal. O pólo principal consiste em um núcleo e uma bobina. As bobinas de todos os pólos principais são conectadas em série e formam o enrolamento de campo. O núcleo é feito de chapas de aço elétrico com 1,5 mm de espessura para reduzir correntes parasitas. Antes da montagem, as telhas são pintadas com verniz isolante, comprimidas com prensa e fixadas com rebites. A parte do núcleo voltada para a armadura é alargada e é chamada de peça polar. Esta parte serve para apoiar a bobina, bem como para melhor distribuir o fluxo magnético no entreferro. Nos motores de tração DK-108A instalados nos carros E (em comparação com DK-104 nos carros D), foi aumentada a distância entre a armadura e os pólos principais, o que, por um lado, permitiu aumentar a velocidade em modos de funcionamento em 26% e, por outro lado, a eficiência da frenagem elétrica diminuiu (excitação lenta de motores em modo gerador devido ao fluxo magnético insuficiente). Para aumentar a eficiência da frenagem elétrica nas bobinas dos pólos principais, além dos dois enrolamentos principais, que criam o fluxo magnético principal nos modos de tração e frenagem, existe um terceiro - um enrolamento polarizado, que cria um campo magnético adicional fluxo quando o motor opera apenas no modo gerador. O enrolamento de polarização é conectado em paralelo com os dois enrolamentos principais e recebe energia do circuito de alta tensão através de um disjuntor, fusível e contator. O isolamento das bobinas do pólo principal é de organossilício. O poste principal é preso ao núcleo por meio de dois parafusos, que são aparafusados em uma haste quadrada localizada no corpo do núcleo.
Pólos adicionais
Eles são projetados para criar fluxo magnético adicional, o que melhora a comutação e reduz a reação da armadura na área entre os pólos principais. Eles são menores que os pólos principais e estão localizados entre eles. O pólo adicional consiste em um núcleo e uma bobina. O núcleo é monolítico, pois não surgem correntes parasitas em sua ponta devido à pequena indução sob o pólo adicional. O núcleo é fixado à estrutura com dois parafusos. Uma junta diamagnética de latão é instalada entre a estrutura e o núcleo para reduzir a dissipação do fluxo magnético. As bobinas dos pólos adicionais são conectadas em série entre si e ao enrolamento da armadura.

Figura 2.
Uma máquina DC possui uma armadura composta por núcleo, enrolamento, comutador e eixo. O núcleo da armadura é um cilindro feito de chapas estampadas de aço elétrico com 0,5 mm de espessura. Para reduzir as perdas por correntes parasitas que ocorrem quando a armadura cruza um campo magnético, as folhas são isoladas umas das outras com verniz. Cada folha possui um furo com rasgo de chaveta para encaixe no eixo, furos de ventilação e ranhuras para assentamento do enrolamento da armadura. As ranhuras na parte superior têm formato de cauda de andorinha. As folhas são colocadas no eixo e fixadas com chave. As folhas montadas são prensadas entre duas arruelas de pressão.
O enrolamento da armadura consiste em seções que são colocadas nas ranhuras do núcleo e impregnadas com vernizes asfálticos e baquelite. Para evitar que o enrolamento caia das ranhuras, cunhas de textolite são marteladas na parte da ranhura e as partes frontal e traseira do enrolamento são reforçadas com tiras de arame, que são soldadas com estanho após o enrolamento. A finalidade do comutador de uma máquina DC em diferentes modos de operação não é a mesma. Assim, no modo gerador, o coletor serve para converter a força eletromotriz variável (fem) induzida no enrolamento da armadura em uma fem constante. nas escovas do gerador, na do motor - para mudar o sentido da corrente nos condutores do enrolamento da armadura, para que a armadura do motor gire em qualquer direção específica. O coletor consiste em uma bucha, placas coletoras de cobre e um cone de pressão. As placas coletoras são isoladas umas das outras por placas de micanite e da bucha e do cone de pressão por manguitos isolantes. A parte funcional do comutador, que entra em contato com as escovas, é usinada e retificada.
Para evitar que as escovas toquem nas placas de micanita durante a operação, o comutador é submetido a uma “trilha”. Neste caso, as placas de micanita ficam cerca de 1 mm mais baixas que as placas coletoras. No lado do núcleo, as placas coletoras possuem saliências com ranhura para soldagem nos condutores do enrolamento da armadura. As placas coletoras têm seção transversal em forma de cunha e, para facilitar a fixação, apresentam formato de cauda de andorinha. O comutador é encaixado por pressão no eixo da armadura e fixado com uma chaveta. O eixo da armadura possui diferentes diâmetros de montagem. Além da armadura e do comutador, uma bucha de aço do ventilador é pressionada no eixo. Os anéis internos e as buchas do rolamento são encaixados a quente no eixo.
Escudos de rolamento
As blindagens são equipadas com rolamentos de esferas ou rolos - confiáveis e não requerem muita manutenção. No lado do coletor existe um mancal axial; seu anel externo repousa contra a saliência da blindagem do rolamento. Um rolamento livre é instalado no lado da transmissão de tração, o que permite que o eixo da armadura se alongue quando aquecido. Graxa espessa é usada para rolamentos. Para evitar que o lubrificante seja expelido das câmaras de lubrificação durante a operação do motor, é fornecida uma vedação hidráulica (labirinto). O lubrificante viscoso, entrando em um pequeno vão entre os anéis-ranhuras usinados na blindagem e a bucha montada no eixo, sob a influência da força centrífuga é lançado em direção às paredes do labirinto, onde o próprio lubrificante cria divisórias hidráulicas. As proteções dos rolamentos são fixadas em ambos os lados da estrutura.
Aparelho de escova
Para conectar o comutador do motor ao circuito de potência do carro, são utilizadas escovas de eletrografite da marca EG-2A, que possuem boas propriedades de comutação, alta resistência mecânica e são capazes de suportar grandes sobrecargas. As escovas são prismas retangulares medindo 16 x 32 x 40 mm. A superfície de trabalho das escovas é retificada no comutador para garantir um contato confiável. As escovas são instaladas em porta-escovas chamados porta-escovas e conectadas a eles por meio de shunts flexíveis de cobre: cada porta-escova possui duas escovas, o número de porta-escovas é quatro. A pressão na escova é realizada por uma mola, uma extremidade apoiada pelo dedo na escova e a outra no porta-escova. A pressão na escova deve ser ajustada dentro de limites estritamente definidos, pois a pressão excessiva provoca rápido desgaste da escova e aquecimento do comutador, e a pressão insuficiente não garante um contato confiável entre a escova e o comutador, resultando em faíscas sob a escova. A pressão não deve exceder 25N (2,5 kgf) e ser inferior a 15N (1,5 kgf). O porta-escova é montado em um suporte e, por meio de dois pinos pressionados no suporte, é fixado diretamente na blindagem do mancal. O suporte do porta-escovas e da proteção do rolamento é isolado com isoladores de porcelana. Para inspeção do comutador e porta-escovas, a carcaça do motor possui escotilhas com tampas que proporcionam proteção suficiente contra a penetração de água e sujeira.
Fã
Durante o funcionamento é necessário resfriar o motor, pois à medida que a temperatura de seus enrolamentos aumenta, a potência do motor diminui. O ventilador é composto por um cubo de aço e um impulsor de silumin, fixado com oito rebites. As pás do impulsor são dispostas radialmente para descarregar o ar em uma direção. O ventilador gira com a armadura do motor, criando um vácuo nela. Os fluxos de ar são sugados para dentro do motor através de orifícios no lado do coletor. Parte do fluxo de ar lava a armadura, pólos principais e adicionais, a outra passa dentro do coletor e armadura através dos dutos de ventilação. O ar é expelido do lado do ventilador através da escotilha da estrutura.
Dados técnicos.
Modo de hora em hora. Modo longo.
Corrente, A…………………………………….480 Corrente, A………………………………410
Potência, kW………………………….670 Potência, kW………………...575
Velocidade de rotação, Velocidade de rotação,
rpm………………………………….790 rpm…………………………..830
Eficiência…………………………………….0.931 Eficiência………………………….0.936
Tensão do coletor, V…………………………………….1500
Maior velocidade de rotação
com bandagens moderadamente desgastadas, rpm. ………………………… 1690
Classe de isolamento de resistência térmica:
enrolamentos da armadura………………………………………………………………. EM
sistema de pólos…………………………………………………… F
Relação de transmissão ………………………………………………….. . 88/23
Resistência do enrolamento a uma temperatura de 200C, Ohm:
pólos principais …………………………………………………… 0,025
pólos adicionais, enrolamento de compensação e armadura.... 0,0356
Quantidade de ar de ventilação, m3/min.
não menos que…………………………………………………………………………..…95
Peso sem engrenagens, kg…………………………………………………………...5000
Velocidade máxima de rotação, rpm……………………………..1690
Características técnicas do motor elétrico EDP810.
de hora em hora
Corrente A 580 540
Potência kW 810.755
Velocidade de rotação rpm 750 770
Eficiência % 93,1 93,3
Tensão do coletor V 1500
Maior velocidade de rotação rpm 1800
Âncora de classe de isolamento N
sistema de pólo H
Número de aberturas Ar m3/s 1,25
Peso kg. 5.000
Corrente de armadura ao iniciar A 900
Corrente de excitação ao iniciar A 800
Elementos principais: estrutura, duas proteções de rolamento, seis pólos principais, seis pólos adicionais, armadura e conjunto de escovas.
Esqueleto A moldura serve para acomodar os principais elementos do motor de tração e é um circuito magnético. Possui dois gargalos para escudos de mancais, escotilhas superior e inferior do coletor, uma escotilha de ventilação para fornecimento de ar de resfriamento, uma escotilha com caixa para sua ejeção e uma caixa para eliminar a pressão do ar na estrutura. Dois ressaltos para rolamentos axiais do motor da caixa de eixo, quatro ressaltos para transporte e quatro suportes para fixação das caixas de engrenagens. Na parte traseira existem duas bicas de segurança em caso de quebra da suspensão pendular do motor elétrico e uma plataforma para fixação do seu suporte.
Escudos de rolamento. As proteções dos mancais servem para acomodar os mancais da armadura do motor do eixo da armadura, ou seja, para centralizá-lo e manter o suprimento de lubrificante. Eles são pressionados nos gargalos da estrutura, aquecidos por um aquecedor de indução a uma temperatura de 100 a 150 graus. As blindagens possuem furos roscados para prensagem. Peças das unidades de rolamento são pressionadas nas extremidades do eixo da armadura e nos orifícios das blindagens.
Um anel de encosto traseiro, um anel interno dianteiro do rolamento da armadura e um anel de encosto dianteiro são pressionados em cada extremidade do eixo da armadura. O anel externo do rolamento com rolos e um separador é pressionado no orifício central de cada blindagem. É fixado por tampas frontal e traseira com labirintos, que são conectados entre si e à blindagem por meio de porcas e pinos. A blindagem do mancal com tampas frontal e traseira forma a câmara do mancal.
Um anel labirinto é pressionado no anel de encosto dianteiro. Os rolamentos possuem um ressalto nos anéis internos e proporcionam um percurso de armadura na estrutura de 6,3-8 mm, o que garante equalização de cargas entre as engrenagens esquerda e direita. Ao montar os rolamentos, as câmaras dos rolamentos são preenchidas com lubrificante LRW na quantidade de 1,5 kg. Se necessário, no TP, através de um tubo na blindagem do mancal, ouça o funcionamento dos mancais da âncora do motor e adicione 150-170 g. Lubrificantes LRW.
Pólos principais. Os pólos principais servem para criar o fluxo magnético principal da tração
motor elétrico. O pólo principal consiste em um núcleo e uma bobina. O núcleo é laminado, ou seja, é feito de chapas de aço elétrico com 0,5 mm de espessura, envernizadas e rebitadas com rebites tubulares. O núcleo laminado reduz as correntes parasitas, o que reduz o aquecimento dos núcleos. Hastes de aço sólido com roscas para parafusos de quatro pólos são pressionadas em dois orifícios retangulares no núcleo. As cabeças dos parafusos que prendem os postes superiores são preenchidas com uma massa composta. 10 ranhuras são estampadas no arco polar do núcleo para colocar as voltas do enrolamento de compensação. A bobina do pólo principal é enrolada em barramento de cobre em uma borda larga e tem 19 voltas. Terminais flexíveis de cobre, fio trançado e isolado com seção transversal de 95 mm com pontas são soldados no início e no final da bobina. O isolamento da bobina é entre espiras, corpo e tampa classe F. Para evitar danos ao isolamento da bobina, durante a montagem, um flange metálico é instalado entre esta e o núcleo. Ao instalar um poste, uma junta de aço com 0,5 mm de espessura é instalada entre o núcleo e a estrutura.
As bobinas de seis pólos são conectadas entre si em série e formam um enrolamento dos pólos principais (enrolamento de excitação), que possui terminais do núcleo marcados como K e KK. Os terminais são confeccionados em fio de cobre, trançado e isolado com seção transversal de 120 mm 2 e protegidos por coberturas de lona.
Vantagens adicionais (pólos adicionais). Pólos adicionais servem para melhorar a comutação. O poste adicional consiste em um núcleo de aço sólido e uma bobina. O núcleo é sólido, pois a indução sob o pólo é pequena e as correntes parasitas são insignificantes.A bobina do pólo adicional é enrolada em barramento de cobre e possui 10 voltas. Isolamento entre espiras, corpo e tampa classe F. Os terminais das bobinas destes pólos são fabricados em duas versões. Na primeira opção, um terminal é flexível a partir de fio isolado com seção transversal de 95 mm, e o segundo é rígido e feito de chapa de cobre com seção transversal de 6 ´ 20 mm. Na segunda opção, ambos os terminais são flexíveis, um é feito de fio de cobre, trançado e isolado com seção transversal de 95 mm2, e o segundo é feito de trança de cobre PN. Este design de terminal é mais confiável, por isso é o único usado atualmente.
A bobina é fixada ao núcleo por meio de ângulos de bronze rebitados ao núcleo, e o núcleo ao núcleo por meio de uma junta de latão (diamagnética) de 8 mm de espessura. Assim como os postes principais, um flange de aço é instalado entre a bobina e o núcleo.
As bobinas de seis pólos são conectadas em série e formam um enrolamento de pólos adicionais conectados em série com o enrolamento da armadura.
Enrolamento de compensação. O enrolamento de compensação serve para compensar totalmente a reação da armadura sob cada um dos pólos principais. A bobina do enrolamento é enrolada em uma barra de cobre macia. Possui 10 voltas isoladas. Cada duas voltas são isoladas juntas, de modo que a bobina acabada tem 5 voltas duplas. Então essas voltas são cobertas pelo corpo e cobertas
isolamento classe F. Um lado da bobina se encaixa nas ranhuras do arco do pólo do núcleo de um pólo e o outro lado se encaixa nas ranhuras do arco do pólo do núcleo do pólo adjacente. e cada uma de suas voltas duplas é fixada com cunhas textolite.
Nota: Quando toda a bobina é colocada no núcleo de um pólo, devido à direção diferente da corrente em cada um dos cinco lados da bobina, ela não terá fluxo magnético.
As bobinas dos seis pólos do enrolamento são conectadas em série e formam um enrolamento de compensação conectado em série com o enrolamento da armadura.
Âncora. A armadura serve para criar um fluxo magnético que, interagindo com o fluxo magnético dos pólos principais, cria o torque do motor de tração.
Os principais elementos da armadura: eixo 8, luva 4, núcleo 5, enrolamento 6, comutador (1.3) e lavadora de pressão traseira. Serve para pressionar elementos de armadura e engrenagens.
Bucha tipo tambor. Serve para pressionar a lavadora de pressão traseira, núcleo da armadura, fixar o enrolamento da armadura e pressionar o comutador. Consiste em uma parte cilíndrica e um tambor. O tambor da bucha possui orifícios de ventilação redondos nas extremidades e, no interior, nervuras de reforço com orifícios de ventilação oblongos.
O núcleo 5 é feito de chapas de aço elétrico com 0,5 mm de espessura. Possui 75 ranhuras ao redor da circunferência para as bobinas do enrolamento da armadura. Uma fileira de orifícios de ventilação e um orifício central para o tambor do cubo. O núcleo é pressionado no tambor da bucha ao longo de uma chave e fixado nele com uma arruela de pressão traseira 7 e um corpo coletor 3. A lavadora de pressão traseira é pressionada no tambor da bucha ao longo da chaveta, e o coletor é pressionado na parte cilíndrica da bucha também ao longo da chaveta. O corpo coletor 3 atua como lavador de pressão frontal.
O enrolamento da armadura é um loop. Consiste em 75 bobinas, cada uma delas com 7 seções. Existem dois condutores localizados verticalmente na seção. O enrolamento possui 25 conexões equalizadoras de três condutores cada, ou seja, um total de 75 condutores. O passo das seções ao longo do coletor é 1-2, o passo das bobinas ao longo das ranhuras é 1-13, o passo do equalização dos condutores ao longo do coletor é 1-176. O formato da bobina do enrolamento da armadura é mostrado na Figura 22a. O carretel possui uma parte ranhurada e duas partes frontais.
Ao montar a armadura, a parte ranhurada da bobina se encaixa nas ranhuras do núcleo da armadura, a parte frontal frontal
parte no corpo do coletor e a parte traseira na lavadora de pressão traseira. Isolamento entre espiras de condutores e seções, isolamento do corpo e da tampa das bobinas classe B. As bobinas do enrolamento da armadura na parte ranhurada são fixadas com cunhas textolite e nas partes frontais são firmemente enroladas com fita adesiva de vidro.
Colecionador. O comutador realiza a comutação, ou seja, mantém constante o sentido da corrente nas seções do enrolamento da armadura sob cada um dos pólos principais.
O coletor é composto por uma carcaça 4 e um cone de pressão 6, em aço fundido. Entre eles estão 525 placas coletoras de cobre com liga de prata 1 e entre elas estão o mesmo número de placas de micanita. As placas são isoladas do corpo e do cone pelas laterais por manguitos de micanite (cones) 7 e 3, e por baixo pelo cilindro de micanite 2. O corpo e o cone de pressão são conectados entre si por parafusos 5. A parte saliente da micanite o manguito 7, localizado no cone de pressão, é firmemente amarrado com fita adesiva de vidro. A última camada desta fita é recoberta com esmalte isolante elétrico NTs-929 ou GF-92ХС até obter uma superfície lisa e brilhante. Esta parte do coletor é chamada de isolante ou cone de micanite. O coletor montado é pressionado ao longo da chaveta na parte cilíndrica da bucha da armadura, o anel do reservatório de óleo 9 é instalado e a porca castelo 10 é apertada.
A parte inferior das placas coletoras tem formato de cauda de andorinha, garantindo sua fixação confiável entre o corpo do coletor e o cone de pressão (Fig. 24). Na parte superior apresentam saliências chamadas “galos”. Ao montar a armadura, seções da bobina do enrolamento da armadura e suas conexões de equalização são soldadas em suas ranhuras. Para aliviar o peso do coletor, o que reduz as forças centrífugas, e para aliviar as tensões que surgem quando o coletor é aquecido, são feitos furos neles. Em ambos os lados da placa coletora são removidos chanfros medindo 0,2 mm ´ 45o e as placas de micanita são aprofundadas (aprofundadas) em 1,5 +/- 0,1 mm.
Unidade de escova. O conjunto de escova serve para fornecer corrente através do comutador ao enrolamento da armadura.
Os principais elementos do conjunto de escovas: travessa rotativa 1, pinos de suporte 2 com isoladores, porta-escovas 4 e escovas.
A travessa serve para fixação do aparelho de escovas e para ajuste da comutação. Fabricado em
na forma de um anel bipartido de aço com dentes ao longo da circunferência externa. Em seção transversal possui um dispositivo de expansão, que serve para comprimir a travessa antes de sua rotação e expandi-la na blindagem do mancal após sua conclusão. Os dentes da travessa engrenam com os dentes da engrenagem rotativa 6, que é fixada com um rolo próximo à escotilha inferior do coletor. Sua extremidade quadrada, feita para chave de catraca, estende-se para fora da moldura. Na blindagem do mancal, a posição da travessa é fixada por uma pinça 5, localizada próxima à escotilha superior do coletor, e dois dispositivos de travamento 7. Na fábrica do fabricante, após configurar a comutação, a posição da travessa é marcada por marcas no quadro e na travessa.
Os dedos do suporte são usados para fixar os suportes do porta-escova. O pino consiste em um pino de aço 1 com rosca, prensado na parte superior com massa de prensar AG-4V e um isolador de porcelana 3, firmemente pressionado sobre uma camada de massa de prensar com pasta AST-T. Antes de instalar o isolador, uma arruela de micanita é colocada na saliência do pino pronto para uso. Os pinos são aparafusados na travessa, dois lado a lado, para fixar um suporte.
Os suportes são usados para fixar porta-escovas. O suporte 3 é de aço, destacável e composto por duas metades.
O suporte é fixado em dois dedos e ambas as metades são apertadas com um parafuso. Na superfície final da metade superior há um pino 4 e um “pente” para fixação do porta-escovas, além de furos roscados para fixação de fios condutores e jumpers entre os porta-escovas. Os porta-escovas 2 são usados para instalar escovas. O porta-escova é feito de latão silício. Possui superfície de contato com furo oval e “pente” para
fixação no pino do suporte por meio de porca com arruela de pressão, janela para instalação de duas escovas 3 e mecanismo de pressão. Inclui duas molas tensoras 1 e dedos de pressão 4. O mecanismo proporciona pressão constante sobre a escova independentemente da sua altura e para-a na altura mínima. A tensão das molas, que regulam a pressão nas escovas, é realizada pelos parafusos 5. Os shunts trançados de cobre de ambas as escovas são fixados com um parafuso ao corpo do porta-escovas.
As escovas servem para criar contato deslizante entre o comutador e o porta-escovas.
Escovas eletrografitizadas, à base de negro de fumo, bipartidas, com amortecedores de borracha, tipo
EG-61 tamanho 2 (8 ´ 50 ´ 60) mm. Duas escovas são instaladas em cada porta-escovas.
A escova é composta por duas metades 1, amortecedores de borracha 2, shunts trançados de cobre 3 e pontas de cobre estanhado 4 soldadas.Os shunts de cobre são fixados nos orifícios das escovas com pó de cobre pelo método de calafetagem. Neste caso, a resistência de transição entre o shunt e a escova não deve ser superior a 1,25 MΩ. Caso contrário, o pó de calafetagem queimará e o shunt de cobre queimará. As escovas eletrografitizadas diferem das escovas do tipo EG-2A produzidas anteriormente pela ausência de teor de cinzas, o que contribui para a formação de um polimento estável na superfície de trabalho do comutador e ajuda a aumentar as propriedades de comutação das escovas.
Sistema de ventilação. O sistema de ventilação é independente. O ar de resfriamento entra pela escotilha pelo lado do coletor, resfria o coletor e passa pelo espaço entre seus reforços de três maneiras:
· no entreferro entre a armadura e os pólos;
· através de furos no núcleo;
· através de furos na bucha e ao redor de seu diâmetro interno;
Diagrama de conexão do enrolamento. O motor de tração tipo TL-2K1 é um motor excitado em série, portanto seus enrolamentos são conectados da seguinte forma:
· seis bobinas do pólo principal são conectadas em série e formam o enrolamento do pólo principal (enrolamento de excitação). Tem conclusões do quadro marcado K e KK.
· seis bobinas do enrolamento dos pólos adicionais, seis bobinas do enrolamento de compensação e do enrolamento da armadura são conectadas em série na seguinte ordem: saída I, jumper entre porta-escovas positivo, escovas positivas, coletor, seções do enrolamento da armadura, coletor, negativo escovas, seus porta-escovas, jumper entre elas, enrolamentos de bobinas: DP, KO, KO, DP, KO, DP, KO, KO, DP, KO, KO, DP, terminal de saída.
Notas:
· no diagrama, as bobinas dos pólos adicionais da CC são designadas pelos números ímpares 1, 3, 5, 7, 9, 11, e as bobinas do enrolamento de compensação são designadas pelas letras H, S, H, S , H, S;
· os enrolamentos de campo de dois motores elétricos de tração emparelhados são conectados em série com os enrolamentos da armadura desses motores no circuito de potência da locomotiva elétrica por meio de elementos de came de interruptores de freio.
· a bobina do pólo principal é enrolada em uma nervura feita de fita de cobre macio LMM, dimensões 1,95 ´ 65 mm, dobrada ao longo do raio para garantir aderência à superfície interna da moldura. O isolamento entre espiras é feito de papel de amianto em duas camadas de 0,2 mm de espessura e impregnado com verniz KO-919 GOST 16508-70. O isolamento do corpo é composto por oito camadas de fita de mica de vidro LSEP-934-TP 0,13 ´ 30 mm GOST13184-78 com filme de polietileno tereftalante sobre verniz da marca PE-934 e uma camada de fita técnica lavsan termoencolhível com espessura de 0,22 mm TU-17 GSSR8-79, sobreposto com sobreposição de metade da largura da fita;
· a bobina do pólo adicional é enrolada em barramento de cobre com dimensões de 6 ´ 20 mm. O isolamento entre espiras é feito de juntas de amianto com 0,5 mm de espessura, impregnadas com verniz KO-919. O isolamento do corpo da bobina é igual ao da bobina do pólo principal;
· a bobina do enrolamento de compensação é enrolada em uma barra PMM de cobre macio com dimensões de 3,28 ´ 22 mm. O isolamento entre voltas consiste em uma camada de fita de mica de vidro, colocada sobreposta na metade da largura da fita. O isolamento do corpo é feito de seis camadas de fita de mica de vidro LSEK-5-SPL com espessura de 0,11 mm GOST13184-78 e uma camada de fita técnica lavsan termoencolhível com espessura de 0,22 mm TU-17 GSSR 8-78, colocado com sobreposição de metade da largura da fita;
A seção do enrolamento da armadura consiste em dois condutores feitos de fita de cobre com dimensões
0,9 ´ 8,0 mm da marca LMM e isolado em uma camada com sobreposição de metade da largura com fita de mica de vidro LSEK-5-SPl com espessura de 0,09 mm. Cada pacote de sete condutores é isolado de forma semelhante. O isolamento do corpo da parte ranhurada da bobina consiste em seis camadas de fita de mica de vidro LSEC-5-SPl medindo 0,01´ 20 mm, uma camada de fita fluoroplástica de 0,03 mm de espessura e uma camada de fita de vidro LES de 0,1 mm de espessura, colocada com uma sobreposição de metade da largura da fita;
· as conexões equalizadoras são feitas de três condutores de 1 x 2,8 mm, marca PETVSD. O isolamento de cada fio consiste em fita de mica de vidro LSNK-5-SPl com dimensões de 0,1´ 20 mm, uma camada de fita fluoroplástica com espessura de 0,03 mm. Todo o isolamento é colocado com uma sobreposição de metade da largura da fita. Os fios isolados são conectados em uma seção com uma camada de fita de vidro, colocada com uma sobreposição de metade da largura da fita.
TIPOS DE REPAROS DE MOTORES DE TRAÇÃO E SEUS BREVES
CARACTERÍSTICA.
As regras de reparo de motores elétricos de tração estabelecem três tipos de reparos: depósito TR3, SR médio e KR capital. A quilometragem da locomotiva elétrica entre cada uma delas é de 750 mil km.
Uma pequena lista de trabalhos realizados durante os reparos do TR-3 no depósito:
· desmontar o motor elétrico sem retirar as bobinas dos pólos dos núcleos, inspecionar e reparar a carcaça, as blindagens dos mancais, as capas MOS e seus revestimentos. Reparação da parte mecânica da âncora. Detecção de falhas magnéticas em cones de eixo e anéis internos de rolamentos de armadura;
· torneamento, ranhura, chanframento e retificação do comutador. Revisão do conjunto da escova.
· impregnação de bobinas de pólo e armadura se a resistência de isolamento for inferior a 1 MOhm. e não for restaurado após a secagem, as bobinas foram impregnadas durante a fabricação ou reparo com verniz óleo-betume e
depois de trocar as bandas de ancoragem enfraquecidas.
A impregnação das bobinas dos postes é realizada sem retirar os postes da moldura, e das bobinas de ancoragem - sem retirar as cunhas no verniz impregnante FL-98.
Após impregnação das bobinas e sua secagem, revestir as mesmas e a moldura por dentro com esmalte eletroisolante EP-91. Montagem, pintura exterior do quadro e teste do motor elétrico na estação de testes.
Observação: no TR3, a detecção de falhas magnéticas do eixo cardan, seus acionamentos, eixos, travessas e carcaças de rolamentos de agulhas é realizada nos motores de tração das locomotivas elétricas de emergência.
Uma pequena lista de trabalhos realizados durante o reparo médio de um CP: além do TP3, produção
· para bobinas polares, remoção do isolamento do corpo. Inspeção do isolamento entre espiras, medindo a resistência ôhmica das bobinas e verificando se há curto-circuito entre espiras. Substituição de cabos rígidos por cabos flexíveis. Colocação de novo isolamento de carroceria, impregnação, secagem e revestimento com esmalte eletroisolante EP-91.
· Na âncora, retirar o curativo caso esteja solto, com queimaduras de arco ou delaminação. Inspeção de partes visíveis do enrolamento da armadura e soldagem nos galos. Dupla impregnação do enrolamento, secagem e revestimento com esmalte EP-91. Montagem, pintura e teste de motor elétrico em estação de testes.
Revisão do KR: reparo de todos os componentes com desmontagem completa e trazendo todas as dimensões aos desenhos. Substituição do isolamento do coletor e do isolamento da bobina de todos os enrolamentos. Montagem, pintura e teste de motor elétrico em estação de testes.
CONCEITO DE TESTE DE MOTORES DE TRAÇÃO.
Antes de testar motores de tração, certifique-se de que as escovas estejam instaladas corretamente em ponto morto e verifique se a armadura gira livremente manualmente. Em marcha lenta, verifique o funcionamento do conjunto escova-comutador ao girar a armadura em ambas as direções.
· mede a resistência ôhmica dos enrolamentos a uma temperatura ambiente de 20 graus. O seu desvio do valor nominal não deve ser superior a 10%;
· testar o aquecimento do enrolamento em tensão nominal e corrente horária durante 1 hora usando o método de operação de retorno
Temperaturas máximas permitidas em graus para classes de isolamento.
Enrolamento da armadura 120 140 160
Enrolamento de pólo 130 155 180
Colecionador 95 95 105
Nota: a quantidade nominal de ar para o motor de tração TL-2K1 é de 95 m 3/min.
· verificar a frequência em ambos os sentidos em corrente horária e tensão nominal. O desvio da velocidade de rotação não deve ser superior a +/- 3%;
· realizar um teste em velocidade aumentada. Para motor elétrico de tração TL-2K1
2260rpm;
· verificar a resistência elétrica do isolamento das espiras por 5 minutos, a tensão está 50% acima da tensão nominal;
· verificar o desvio do coletor. Não é permitido mais que 0,08 mm;
· verificar a comutação ao girar nos dois sentidos. É verificado em três modos:
A tensão do coletor é nominal (1500 V), a corrente de armadura é o dobro de 960 A por hora, a corrente de excitação é nominal;
A tensão no coletor é a mais alta (2.000 V), a velocidade de rotação mais alta para teste é 2.260 rpm. A corrente de excitação é a menor, correspondendo a OB4, ou seja, 36% da corrente de armadura;
A tensão no coletor é a mais alta (2.000 V), a corrente de armadura é a de partida mais alta, a corrente de excitação é a mais baixa, correspondendo a OB4.
· verificar a resistência de isolamento dos enrolamentos em relação à carcaça, que deve ser no mínimo
· verificar a resistência elétrica do isolamento com corrente alternada durante 1 minuto com tensão: KR - 8800 V, SR-7000 V, TP3 - 6000 V.
SEQUÊNCIA DE COLOCAÇÃO E FIXAÇÃO DO ENROLAMENTO DA ÂNCORA.
· conexões de equalização pré-isoladas são colocadas e fixadas no colar de micanita do corpo do comutador. Seus condutores, com passo ao longo do coletor de 1-176, são inseridos nas ranhuras dos galos das placas coletoras;
· juntas de mica de vidro são colocadas nas ranhuras do núcleo, e juntas de micanite são colocadas na lavadora de alta pressão e nas conexões de equalização instaladas.
· suas bobinas são colocadas nas ranhuras do núcleo da armadura em passos de 1-13 e suas seções são inseridas em passos de 1-2 nas ranhuras dos galos das placas do comutador. Entre os dois lados das diferentes bobinas, juntas de mica são pré-colocadas na ranhura;
· na parte ranhurada da bobina, os enrolamentos da armadura são fixados com cunhas textolite;
· realizar soldagem de seções de enrolamento de armadura e conexões de equalização;
· realizar a impregnação primária do enrolamento da armadura em verniz impregnante FL-98 e secagem em estufas de secagem.
· uma bandagem de vidro é colocada sob tensão nas partes frontais das bobinas do enrolamento da armadura;
· realizar impregnação secundária do enrolamento da armadura no mesmo verniz, secagem, revestimento com esmalte eletroisolante EP-9, processamento mecânico do comutador e balanceamento dinâmico da armadura em ambos os lados.
Notas
Breve informação sobre enrolamentos de armadura.
Os enrolamentos da armadura das máquinas locomotivas elétricas são de dois tipos:
· enrolamento ondulado (Fig. 32, 34). A forma do enrolamento da onda quando desdobrada lembra uma onda. Em um enrolamento de onda simples, as seções localizadas sob diferentes pólos são conectadas em série. Portanto, esse enrolamento também é chamado de serial;
· enrolamento em loop (Fig. 32, 33). O formato da bobina de enrolamento em loop se assemelha a um loop. Em um enrolamento de loop simples, as seções localizadas sob cada par de pólos formam ramos paralelos, por isso também é chamado de paralelo.
Qualquer um desses enrolamentos é dividido por escovas em ramos paralelos. Num enrolamento ondulado, independentemente do número de pares de pólos, há sempre dois deles. Em um enrolamento em loop, seu número é igual ao número de pólos. O número de ramificações paralelas determina o escopo do enrolamento.
Comparação de enrolamentos por corrente. A maior quantidade de corrente que pode passar pelo enrolamento da armadura é determinada pelo seu valor em um ramo paralelo. Quanto mais ramos paralelos, menos corrente flui em cada um deles (a corrente do enrolamento é dividida pelo seu número). Como o número de ramificações paralelas é maior em um enrolamento de loop, ele pode transportar mais corrente do que um enrolamento de onda. Este enrolamento é utilizado em motores de tração de locomotivas elétricas da série
VL11, (VL11 m), situações de emergência e no gerador conversor operando em altas correntes.
Comparação de enrolamentos por tensão. A quantidade de tensão aplicada ao enrolamento é determinada pelo número de seções do enrolamento da armadura em um ramo paralelo. Com o mesmo número de seções em enrolamentos de ambos os tipos, o número de seções em um ramo paralelo em um enrolamento ondulado é maior (dividido por dois). Portanto, este enrolamento está conectado a uma tensão mais alta (menor queda de tensão em cada seção) do que o enrolamento do circuito. Os enrolamentos ondulados são utilizados em motores de máquinas auxiliares operando com tensão de coletor de 3.000 V.
Recurso de enrolamento de loop. A peculiaridade do enrolamento em loop é que cada um de seus ramos paralelos está localizado sob um determinado par de pólos principais. Devido ao fato de ser tecnologicamente impossível produzir todos os pólos principais com a mesma força magnetizada e, idealmente, criar espaços de ar entre a armadura e os pólos, fems de diferentes magnitudes são induzidas em ramos paralelos. provoca o aparecimento de correntes de equalização nos ramos paralelos do enrolamento da armadura. Estas correntes, devido à pequena resistência dos ramos paralelos, são significativas. A equalização das correntes que passam pelas escovas sobrecarrega algumas escovas e descarrega outras. Para retirá-los das escovas, são utilizadas conexões equalizadoras, que conectam os pontos do enrolamento da armadura com o mesmo potencial.
SEQUÊNCIA DE ROTAÇÃO TRANSVERSAL.
· desconecte os fios dos suportes dos dois porta-escovas superiores e afaste-os da travessa;
· desaparafuse o parafuso da braçadeira até que a braçadeira saia da ranhura do suporte na moldura;
· a trava é girada 180 graus e embutida na ranhura do porta-escovas para evitar prender os dedos dos suportes do porta-escovas e do forro ao girar a travessa;
· desaparafuse os parafusos dos dispositivos de travamento em 3-4 voltas;
· através da escotilha inferior do coletor, girando o pino do dispositivo de expansão na travessa em sua direção, instale uma folga no local do corte de no máximo 2 mm;
· girando suavemente a travessa giratória com uma chave de catraca, dois porta-escovas da lateral da escotilha de ventilação são trazidos para a portinhola do coletor superior e, em seguida, os porta-escovas restantes, girando a travessa no sentido oposto;
· ao girar a travessa pela escotilha inferior do coletor, os porta-escovas são trazidos até a escotilha na ordem inversa;
Girar a travessa em ambas as direções evita que o dente da engrenagem giratória entre no corte da travessa.
Após concluir a inspeção ou reparo do conjunto da escova, a travessa é instalada de acordo com os riscos. Eles fixam os fios retirados dos suportes superiores, abrem a travessa girando o pino do dispositivo de expansão “para longe de você”, observando pela escotilha superior se a trava corresponde à ranhura da travessa e apertam os parafusos dos dispositivos de travamento até que eles parem.
REQUISITOS PARA UNIDADE COLETOR-ESCOVA EM OPERAÇÃO.
· o coletor deve ter superfície seca e lisa, de cor nogueira escura ou clara (presença de poli-
passeios), sem vestígios de fogo geral, rebarbas ou arranhões;
· a profundidade do percurso da micanite do coletor deve ser normal e os chanfros nas placas coletoras devem estar corretos;
· o cone de micanita deve estar limpo, liso, sem trincas no esmalte eletroisolante NTs-929. Não ter esse esmalte descascado e nenhum vestígio de queimadura de arco elétrico;
· a travessa deve estar corretamente instalada na blindagem do mancal e liberada;
· os dedos dos suportes porta-escovas devem estar firmemente envolvidos na travessa. Seus isoladores de porcelana devem estar limpos, livres de rachaduras, lascas e vestígios de queimaduras de arco e não devem tocar os dedos;
· Os porta-escovas devem ser instalados corretamente em relação ao comutador, garantindo o normal funcionamento das escovas e a pressão sobre as mesmas. Não deve apresentar vestígios de queimaduras de arco;
· Antes de colocar as escovas no porta-escovas, elas devem ser secas e moídas no comutador. Não deve haver rachaduras, lascas ou quebras no shunt de cobre maiores que o normal. As escovas devem ter altura normal e estar corretamente instaladas nas janelas dos porta-escovas sem distorções ou emperramento.
TIPOS DE DANOS AO MOTOR DE TRAÇÃO E SUAS CARACTERÍSTICAS
SINAIS EM SEU COLETOR.
· fusão do cobre coletor nas extremidades das lamelas e galos, queima do cone de micanite, esmalte queimado por arco dos isoladores de suporte: consequência do fogo circular por vários motivos;
· aquecimento local do coletor (giro azul das placas coletoras), podendo resultar na queima do isolamento da bobina na ranhura do núcleo da armadura: curto-circuito entre espiras na bobina do enrolamento da armadura;
· queima de duas placas coletoras adjacentes: quebra de seções do enrolamento da armadura;
· desgaste do comutador: o shunt de cobre de uma das escovas não está fixado, o porta-escovas caiu devido a instalação inadequada, kurzhak no comutador (forma-se no inverno se a locomotiva elétrica for deixada com os pantógrafos abaixados após uma viagem);
· lubrificação no comutador: excesso de lubrificação no mancal da armadura do motor ou rompimento do labirinto da tampa traseira da blindagem do mancal;
· umidade no coletor: escotilhas soltas, liberação da locomotiva elétrica do estol quente sem secar os motores de tração da unidade de aquecimento.
DIMENSÕES DE REJEIÇÃO DA UNIDADE COLETOR-ESCOVA EM FUNCIONAMENTO.
TL-2K1 AL-484eT
· altura da escova mm………………………… menos de 25 menos de 21
·% de lascamento por escova da área…………………mais de 10 mais de 10
· fios quebrados de derivações de cobre %…………… mais de 15 mais de 15
· pressão na escova kg……………………… mais de 3,7 mais de 2,1
menos de 3,0 menos de 1,6
a diferença entre essas pressões em
um porta-escova ou
porta-escovas da mesma polaridade % ... mais de 10 mais de 10
· espaço entre a escova e o porta-escova
por espessura do pincel mm……………………… mais de 0,35 mais de 0,35
pela largura do pincel mm mais que 1 mais que 1
· distância entre o corpo
porta escova e funcionando
superfície do coletor mm……………… mais de 5 mais de 4
menos de 2 menos de 1,8
o mesmo para galos mm……………… menos de 4 menos de 7
· profundidade da trilha do coletor mm……….menos que 0,5 menos que 0,5
· desvio do coletor mm…………………… mais que 0,1 mais que 0,1
· saída do coletor mm………………… mais que 0,2 mais que 0,2
(com autorização do chefe do serviço de locomotivas até 0,5 mm)
DIMENSÕES DE REJEIÇÃO DA UNIDADE COLETOR-ESCOVA
MOTORES ELÉTRICOS DE MÁQUINAS AUXILIARES
Para motores TL100M: NB431P: TL122: NB110: NB436V:
Dv. Gerador
- altura da escova mm. menos de 30 30 30 16 20 25
- espaço entre a escova e
espessura do porta-escova mm. mais de 0,5 0,5 0,5 0,5 0,5 0,5
- espaço entre a escova e
largura do porta-escova mm. mais de 0,9 0,9 0,9 0,9 0,8 0,8
- distância do corpo
porta-escova para trabalhar mais de 5 5 5 4 2,5 2,5
superfície do coletor mm. menos de 2,5 2,5 2,5 2 2,5 2,5
- A mesma coisa para galos mm. mais de 5 4 3 4 5,5 12,5
- pressionando a escova kg. menos de 1,2 1 1,2 2,75 1 0,75
mais de 1,5 1,5 1,5 3,2 1,2 0,1
- profundidade da pista mm. mais de 0,3 0,3 0,3 0,3 0,3 0,3
- desvio do comutador mm. mais de 0,1 0,1 0,1 0,1 0,1 0,1
BREVE INFORMAÇÃO SOBRE ENROLAMENTOS DE ÂNCORA.
Os enrolamentos da armadura das máquinas locomotivas elétricas são de dois tipos:
Onda (a bobina deste enrolamento, quando desdobrada, lembra uma onda). Em um enrolamento de onda simples, seções localizadas sob diferentes pólos são conectadas em série, razão pela qual esse enrolamento também é chamado de série.
Loop (a bobina deste enrolamento se assemelha a um loop). Em um enrolamento de loop simples, as seções localizadas sob cada par de pólos formam dois ramos paralelos, por isso é chamado de paralelo.
Qualquer um dos enrolamentos é dividido por escovas em ramos paralelos.
Com enrolamento ondulado, independente do número de pólos, sempre há dois deles.
Com um enrolamento em loop, o número de ramos paralelos é igual ao número de pólos. O número de ramos paralelos do enrolamento determina o escopo de sua aplicação.
Comparação de enrolamentos por corrente. A quantidade máxima de corrente que pode passar pelo enrolamento da armadura é determinada pela quantidade de corrente em um ramo paralelo. Quanto mais houver, menos corrente em cada um deles (a corrente do enrolamento é dividida pelo seu número). Como o número de ramificações paralelas em um enrolamento de loop é maior, ele pode transportar mais corrente do que um enrolamento de onda. É utilizado no motor TL-2K1 e no gerador conversor NB-436V, operando com altas correntes.
Comparação de enrolamentos por tensão. A quantidade de tensão aplicada ao enrolamento é determinada pelo número de seções do enrolamento em um ramo paralelo. Com o mesmo número de seções em ambos os tipos de enrolamentos, o número de seções em um ramo paralelo do enrolamento de onda é maior (dividido por dois), portanto este enrolamento está conectado a uma tensão mais alta que o enrolamento de loop. O enrolamento de ondas é utilizado em motores de máquinas auxiliares, cuja tensão no coletor é de 3000V.
Recurso de enrolamento de loop. A peculiaridade desse enrolamento é que cada um de seus ramos paralelos está localizado sob um determinado par de pólos principais. Devido ao fato de ser tecnologicamente impossível produzir todos os pólos com a mesma força de magnetização e fazer entreferros estritamente idênticos entre eles e a armadura, CEM de diferentes magnitudes são induzidos em ramos paralelos. A diferença entre esses CEM faz com que apareçam correntes de equalização nos ramos. Estas correntes, devido à pequena resistência dos ramos paralelos, são significativas. A equalização das correntes que passam pelas escovas sobrecarregará algumas escovas e descarregará outras. Para retirá-los das escovas, são utilizadas conexões equalizadoras, que conectam os pontos do enrolamento da armadura com o mesmo potencial.
CARACTERÍSTICAS DO DISPOSITIVO DO LOGOTIPO ELÉTRICO CHS-2 TIPO AL-484eT.
Modo hora modo longo
Corrente 495A 435A
Potência 700 kW 618 kW
Velocidade de rotação 680rpm 720rpm
Eficiência 0,943 0,948
Velocidade máxima de rotação 1185 rpm
O motor possui suspensão com estrutura de suporte. Seu design é semelhante ao de um motor do tipo TL-2K, com exceção do design da armadura. Elementos principais: carcaça, duas proteções de mancais, seis pólos principais e seis pólos adicionais, armadura, comutador e conjunto de escovas.
Esqueleto Possui duas escotilhas na parte superior. Do lado do anticoletor para entrada do ar de refrigeração e do lado do coletor para sua saída e inspeção do coletor. Além disso, duas escotilhas inferiores são utilizadas para saída de ar. Dentro da estrutura, são soldadas estruturas especiais de tiras de aço para fixação das bobinas dos pólos.
Pólo. Fundamentalmente eles são projetados da mesma forma que o TL-2K1. A bobina do pólo principal é feita de barramento de cobre em duas camadas e possui 24 voltas (12 voltas cada), e a bobina do pólo adicional possui duas camadas de 19 voltas (10 e 9 voltas cada). Pontas de latão são soldadas no início e no final das bobinas nas quais os cabos de conexão são soldados.
Âncora. Eixo oco, dois flanges ocos, duas arruelas de pressão, núcleo e enrolamento. Os flanges ocos são fixados nas extremidades do eixo oco com parafusos. Os anéis internos dos rolamentos da âncora do motor são pressionados sobre eles. Dentro do eixo oco existe um eixo cardan com acoplamento cardan interno, que é colocado em uma câmara de lubrificação. O lubrificante é carregado na câmara através de um tubo na tampa cega da blindagem do mancal no lado do comutador. O acoplamento cardan, através das estrias de seu cilindro, engata em dentes que são soldados na parte interna do eixo oco. Uma arruela de pressão traseira, um núcleo e uma arruela de pressão frontal são pressionadas no lado externo do eixo oco.
O núcleo é laminado a partir de chapas de aço elétrico. Na parte externa existem 87 ranhuras para as bobinas do enrolamento da armadura, na extremidade existem 48 furos triangulares para resfriamento e um furo central com diâmetro de 500 mm. ao longo do diâmetro do eixo oco e um recesso para a chaveta.
O coletor tem design semelhante ao TL-2K1 TED, mas possui 522 cobre e o mesmo número de placas de ambyrita (coletor de mecanita). Pressionado na lavadora de pressão frontal.
Enrolamento da armadura. Loop, caminhe ao longo do coletor 1-2. Possui 87 bobinas. Existem 6 seções na bobina, 2 condutores em uma seção. O enrolamento possui 174 condutores equalizadores, seu passo ao longo do coletor é 1-175. A fixação do enrolamento nas ranhuras é feita em cunha, e nas partes frontais há uma bandagem de arame.
Unidade de escova. O dispositivo é semelhante ao dispositivo de montagem de escova TED tipo TL-2K1. A diferença é que a travessia é contínua, os porta-escovas possuem janelas para instalação de três escovas e os dedos de pressão possuem molas de lâmina.
O motor não possui enrolamento de compensação, mas possui boa comutação. Isso se deve à suspensão da estrutura de suporte, ao cálculo do sistema magnético, ao aumento dos entreferros entre a armadura e os pólos e ao grande número de conexões de equalização.
DISPOSITIVO GERAL DE MOTORES DE MÁQUINAS AUXILIARES
Os motores MK tipo NB-431P, MV tipo TL-110M e AM-D tipo NB-436V possuem o mesmo design, com algumas exceções.
Os elementos principais são: uma carcaça, duas proteções de mancais (o NB-436V possui uma), quatro pólos principais e quatro adicionais, uma armadura, um comutador, um conjunto de escovas e uma ventoinha de resfriamento.
Esqueleto Possui formato cilíndrico, patas para fixação à fundação, escotilha coletora, janelas para saída de ar de resfriamento e gargalos para escudos de mancais.
Escudos de rolamento. Possuem dispositivo semelhante aos escudos TL2K1, com exceção de:
Os motores NB-436V e NB-431P possuem arruelas de extremidade instaladas em vez do anel de encosto dianteiro.
Os rolamentos de rolos de travamento são instalados no lado do coletor e os rolamentos de rolos flutuantes são instalados no lado do anti-coletor.
As blindagens do lado anti-coletor não possuem tampa traseira, seu papel é desempenhado pela própria blindagem do mancal
Lubrificante líquido para resíduos radioativos 200-250 g, adicionando 20-30 g. Na TR.
Armadura: eixo, comutador, lavadora de alta pressão frontal, núcleo, lavadora de alta pressão traseira, ventilador (exceto NB-431P), enrolamento da armadura. O eixo da armadura não possui bucha, portanto todos os elementos são pressionados no eixo ao longo de uma chaveta. O núcleo é laminado, possui 43 ranhuras (49 para o NB-436V) para as bobinas do enrolamento da armadura, três fileiras de orifícios de ventilação, um orifício central para o eixo com recesso para chave e um recesso para a bandagem de vidro no fora. O núcleo é comprimido em ambos os lados por arruelas de pressão. Enrolamento de onda. Isolamento do corpo e da tampa das bobinas de enrolamento classe B. Fixação das bobinas em todo o comprimento com bandagem de vidro. O coletor possui um dispositivo semelhante ao TL2K1, mas o número de placas é 343.
Pólos principais e adicionais. Seu design é semelhante ao TL2K1. As bobinas são enroladas em fio isolado. Isolamento do corpo e da tampa classe F “monólito”. NB-431P possui isolamento removível: mica de vidro e fita lavsan.
Conjunto de escova: travessa na qual são fixados quatro dedos de aço, prensados com pré-esforço AG-4 com isoladores montados neles. Um porta-pincel com um pincel do tipo EG-61, tamanho 10-25-50, é fixado nos dedos.
Ventilação: o ar é aspirado pelos orifícios da escotilha do coletor, passa pelo vão entre os postes e a armadura, pelos orifícios de ventilação do núcleo e sai pelas janelas da moldura do lado anticoletor. NB-431P possui ventilação forçada de VM. O ar é fornecido pela escotilha do lado do coletor e sai pelos orifícios da blindagem do mancal do lado do anticoletor.
DISPOSITIVO E FUNCIONAMENTO DOS ENROLAMENTOS DOS PÓLOS PRINCIPAIS DO CONVERSOR NB-436V.
Pólos principais do motor. Os núcleos dos 39 pólos principais contêm as bobinas dos dois enrolamentos. A bobina 40, em contato com a estrutura, é uma bobina de enrolamento de excitação independente (doravante denominada NOVA). A segunda bobina 41 é a bobina de enrolamento de excitação em série (doravante denominada SOV). A bobina HOB é feita de fio retangular isolado e possui 234 voltas. A bobina POV também é feita de fio retangular isolado e possui 95 voltas. Isolamento de bobinas classe F Monolith.
NOV serve para criar o fluxo magnético principal dos pólos principais e recebe energia dos circuitos de controle quando o botão Exciter é ligado. O POV atua como enrolamento de proteção e está incluído no circuito de potência do motor elétrico em série com o enrolamento da armadura. Os fluxos magnéticos de ambos os enrolamentos têm uma direção consistente, portanto o fluxo magnético de cada pólo é igual a Fgp = Fnov + Fpov.
Ação do enrolamento de excitação em série. Se ocorrer um curto-circuito na rede de contatos ou no equipamento de teto da locomotiva elétrica (antes da chave de alta velocidade), a tensão na rede de contatos cai para zero. A passagem da corrente através do enrolamento da armadura e do enrolamento de campo em série é interrompida, mas como os pólos principais retiveram seu fluxo magnético criado pelo enrolamento de campo independente e a armadura gira por inércia, o motor muda para o modo gerador. Este modo é perigoso para ele, uma vez que o circuito do enrolamento da armadura e do enrolamento de excitação em série é fechado através do curto-circuito e a corrente de curto-circuito flui através deles. No entanto, a presença de um enrolamento de campo em série leva ao fato de que a corrente de curto-circuito que flui através dele na direção oposta à corrente que flui anteriormente através dele cria um forte fluxo magnético direcionado contra o fluxo magnético do enrolamento de campo independente. A desmagnetização intensiva dos pólos principais ocorre pelo fluxo magnético criado pela corrente de curto-circuito e o modo perigoso é interrompido.
Notas:
A causa da rotação diferencial é uma ruptura no enrolamento de excitação independente. Neste caso, o fluxo magnético dos pólos principais é criado por um enrolamento da série
excitação, possuindo 95 espiras em suas quatro bobinas. O fluxo magnético dos pólos principais, devido à falta de fluxo magnético do enrolamento independente, diminui drasticamente. O motor passa a operar em modo de excitação profundamente enfraquecido, o que leva ao aumento da velocidade de rotação da armadura e à destruição de ambas as máquinas elétricas. O aumento da velocidade de rotação é interrompido por meio de um relé de velocidade 28 instalado na blindagem do mancal 26 do gerador conversor (designação do circuito PO12). O relé opera a uma velocidade de rotação de 1950 rpm e desliga o contator que conecta o motor conversor à rede de contatos;
· neste caso, ao passar para o modo motor gerador com excitação serial, o processo de desmagnetização dos pólos principais ocorre automaticamente devido à mudança no sentido da corrente em seu enrolamento de excitação;
Sistema de pólo gerador conversor. O sistema de pólos consiste em seis pólos principais e seis pólos adicionais. Nos núcleos de 44 pólos adicionais existem bobinas 45 enroladas em fio retangular isolado. Cada um deles possui 8 voltas de três condutores conectados em paralelo. Os núcleos dos 14 pólos principais contêm as bobinas dos dois enrolamentos. A primeira bobina 17, em contacto com a estrutura, é a bobina de enrolamento de excitação independente, a segunda bobina 18 é a bobina de enrolamento de contra-excitação. A bobina do enrolamento de excitação independente é feita de fio retangular isolado e possui 230 voltas. Para o gerador conversor das locomotivas elétricas VL11m, esta bobina possui 280 voltas. A bobina do enrolamento de contraexcitação é feita de uma barra de cobre isolada e possui uma volta de dois condutores. O isolamento das bobinas de ambos os pólos é classe F Monolith.
O enrolamento de excitação independente serve para criar um fluxo magnético dos pólos principais. Conecta-se a circuitos de controle ao montar um circuito de frenagem regenerativa. A quantidade de corrente nele é regulada alterando o valor da resistência do resistor em seu circuito (designação de circuito R31) ao mover a alavanca do freio do controlador do driver.
O enrolamento de contra-excitação serve para estabilizar a corrente de regeneração durante oscilações de tensão na rede de contatos, pois cada um dos dois ramos paralelos deste enrolamento é conectado a um dos ramos paralelos dos motores de tração e a corrente de regeneração flui por ele.
Diagrama de conexão do enrolamento. O enrolamento independente possui dois ramos paralelos de três bobinas cada, conectados dentro do gerador, e possui terminais H4 e HH4. O enrolamento de contraexcitação também possui dois ramos de três bobinas cada um com terminais H2 e HH2, e H3 e HH3. O enrolamento da armadura é conectado às bobinas do enrolamento dos pólos adicionais na seguinte sequência: terminal R1, jumper entre os porta-escovas negativos, escovas negativas, coletor, seções do enrolamento da armadura, coletor, escovas positivas e porta-escovas, jumper entre eles , seis pólos adicionais, terminal R2.
Nota: nas locomotivas elétricas VL11 e VL11m com sistema SAURT no gerador conversor, o enrolamento de excitação independente também possui dois ramos paralelos de três bobinas cada, mas cada um deles possui suas próprias conclusões do núcleo marcado com H5-NN5 e H4 e HH4 .
TRAVAGEM ELÉTRICA.
O princípio de funcionamento da frenagem elétrica é baseado no princípio da reversibilidade das máquinas elétricas, segundo o qual cada máquina pode operar tanto como motor elétrico quanto como gerador, ou seja, passar do modo motor para o modo gerador e vice-versa. A frenagem elétrica é dividida em regenerativa e reostática. Consideremos o princípio de funcionamento da frenagem elétrica usando o exemplo da frenagem regenerativa.
TRAVAGEM REGENERATIVA.
Para garantir a frenagem regenerativa, as seguintes condições devem ser atendidas:
· Um motor de tração excitado em série não pode ser comutado para o modo gerador. Para operar tais motores elétricos no modo gerador, eles devem ser colocados em excitação independente. Para isso, os enrolamentos de campo de todos os motores de tração são desconectados dos enrolamentos da armadura e conectados aos terminais da armadura do gerador conversor;
· o sentido da corrente de excitação nos enrolamentos de excitação deve corresponder ao sentido da corrente no modo de funcionamento do motor;
· f.e.m. total todos os motores de tração operando no modo gerador devem ser 80-100 volts superiores à tensão da linha de contato;
· a locomotiva elétrica deve operar em circuito fechado, ou seja, um consumidor deve estar conectado entre a rede de contatos e o circuito ferroviário: uma subestação de tração recebendo energia elétrica ou uma locomotiva elétrica operando em modo de tração.
· o circuito de frenagem regenerativa deve garantir a estabilização do valor da corrente de regeneração durante flutuações de tensão na rede de contatos.
PRINCÍPIO DE FUNCIONAMENTO DO ESQUEMA DE RECUPERAÇÃO SIMPLES
FRENAGEM COM CONTRA-EXCITAÇÃO DO GERADOR CONVERSOR.
Uma das condições para a frenagem regenerativa, conforme mencionado acima, é a estabilização do valor da corrente de regeneração durante oscilações de tensão na rede de contatos. Esta condição é mais facilmente alcançada em um circuito de frenagem regenerativa com contraexcitação do gerador conversor.

O circuito mais simples de frenagem regenerativa com contraexcitação do gerador conversor é mostrado na figura.
O gerador de tal conversor possui bobinas de dois enrolamentos nos núcleos dos pólos principais. Um deles é uma bobina de enrolamento de excitação independente (nov), o outro é uma bobina de enrolamento de contra-excitação (pov) O primeiro enrolamento cria um fluxo magnético dos pólos principais, o segundo estabiliza o valor da corrente de recuperação durante flutuações de tensão na rede de contatos.
Antes de montar o circuito de frenagem regenerativa, o botão Excitadoras é acionado. Ao ser ligado, o contator de curto-circuito liga e conecta o enrolamento de excitação independente (novo) do motor conversor AM-D à tensão dos circuitos de controle. Após ser ligado, o K53 é ligado, conectando seu enrolamento de armadura à rede de contatos junto com o enrolamento de excitação em série (pov). O motor começa a operar e girar a armadura do gerador do conversor AM-G.
Ao montar o circuito de frenagem regenerativa usando os contatos de potência dos elementos came da chave do freio (não mostrados no diagrama), o enrolamento de excitação do motor elétrico de tração TED é desconectado do enrolamento da armadura e conectado aos terminais da armadura do AM -G gerador conversor.
Então, após ligar o contator K62, o enrolamento NA do gerador do conversor AM-G é conectado aos circuitos de controle através do resistor variável R31. O fluxo magnético dos pólos principais do gerador e a fem aparecem. nos grampos de sua armadura. Como o enrolamento OB do motor de tração TED está conectado a eles, a corrente de excitação Iv começa a fluir através dele a partir do terminal positivo do gerador. O fluxo magnético dos pólos principais do motor e a fem aparecem. em suas pinças.
Conectar o motor de tração à rede de contatos e estabelecer o valor necessário da corrente de recuperação.
A conexão do motor de tração à rede de contatos deve ocorrer quando o valor de sua fem. excederá a tensão da rede de contato em 80-100 volts. Para fazer isso, a fem aumenta. gerador AM-G reduzindo o valor da resistência do resistor R31 ao mover a alavanca do freio do controlador do driver. Quando diminui, as seguintes grandezas elétricas e eletromagnéticas mudam: R31¯, Inov, Fnov, Eg, Iv.ted, Fted, Eted e quando Eted excede o valor de Uks em 80-100 volts usando um contator linear (não mostrado na Fig. . 51) ocorrerá a conexão do motor à rede de contatos. Após o qual é formado um circuito de corrente de regeneração: terminal positivo da armadura TED operando em modo gerador, contatos de potência do BV, pantógrafo, rede de contatos, diagrama de subestação de tração ou locomotiva elétrica operando em modo de tração, circuito de via, OPV AM- Enrolamento G, terminal negativo da armadura TED. Após a corrente fluir pelo enrolamento OPV, o fluxo magnético dos pólos principais do gerador AM-G será igual a: Fg = Fnov-Fopv.
Para obter os valores necessários da corrente de regeneração e do torque de frenagem, expressos pela fórmula Mt = Cm Ir f, o valor da resistência do resistor R31 é novamente reduzido. Todas as grandezas elétricas eletromagnéticas acima aumentam novamente, a corrente de regeneração e o torque de frenagem do motor de tração aumentam.
Estabilização do valor da corrente de regeneração durante flutuações de tensão na rede de contatos.
Quando a tensão na rede de contatos muda, a estabilização da corrente de regeneração ocorre da seguinte forma. Suponhamos que Uks, Iр¯ , Фпов¯ , Фг. (Фг = Фнов-Фопв.), Er , Iв тд ,
F ted, E ted, Iр, ou seja Devido à ação do enrolamento OPV do gerador AM-G, a corrente de recuperação manteve o valor anterior.
TRAVAGEM REOSTÁTICA.
Para montagem do circuito de frenagem reostática, os motores de tração são desconectados da rede de contatos e conectados aos resistores de frenagem (Fig. 52). Resistores de partida são usados como tais resistores. A frenagem reostática é realizada apenas na conexão paralela de motores elétricos de tração, pois nas conexões série-paralelo e em série a fem total. motores de tração atinge valores perigosos para os equipamentos elétricos de uma locomotiva elétrica.
Existem dois sistemas de frenagem reostática. A primeira é com autoexcitação sequencial, a segunda é com autoexcitação controlada independente.
Ao passar para a frenagem reostática, o aparecimento inicial da corrente do gerador no circuito do motor é causado pela fem que surge devido ao pequeno magnetismo residual dos pólos principais dos motores de tração. Para que a corrente do gerador It não destrua o magnetismo residual, seu sentido deve coincidir com o sentido da corrente Id, modo de tração anterior (Fig. 42, a). Isto é conseguido comutando os enrolamentos dos motores de tração com os contatos do reversor (ver Fig. 52,b). Para regular o valor da corrente It e, conseqüentemente, a força de frenagem dos motores elétricos de tração, o valor da resistência do resistor Rt é alterado em etapas por meio dos contatores 1-4.
Quando os motores elétricos de tração são conectados em paralelo, cada grupo é conectado a um resistor separado e, quando conectado a um resistor comum, é utilizado um circuito cruzado para conectar os enrolamentos de excitação dos motores elétricos (Fig. 52, c). Se por algum motivo a fem aumentar. e a corrente nos enrolamentos da armadura de um par de motores, então a corrente de excitação do outro par aumenta proporcionalmente e, portanto, a fem. e a corrente em ambos os enrolamentos da armadura.

CLASSIFICAÇÃO E CONDIÇÕES DE FUNCIONAMENTO DE APARELHOS ELÉTRICOS.
Dispositivos elétricos são dispositivos utilizados para ligar, desligar e regular a corrente nos circuitos elétricos de uma locomotiva elétrica.
As locomotivas elétricas operam em condições difíceis: estão sujeitas a fortes choques, a temperatura ambiente varia de -50 a +40°; poeira, umidade e graxa entram nos dispositivos; a corrente que passa pelos dispositivos muda drasticamente; são possíveis sobrecargas frequentes e prolongadas; a tensão excede o valor nominal em 15-20%, sobretensões de comutação também podem ser aplicadas (tensões de comutação são tensões geradas quando um circuito elétrico com alta indutância é quebrado).
Os dispositivos das locomotivas elétricas devem ter:
resistência mecânica das peças;
resistência de isolamento elétrico;
resistência a sobrecargas, tremores, influências atmosféricas;
proteção contra poeira e sujeira;
se possível, intercambialidade e uniformidade das peças;
simplicidade de design, facilidade de operação e reparo;
ter dimensões e peso totais mínimos;
a operação deve ser garantida em todas as condições atmosféricas.
Dependendo da finalidade dos circuitos nos quais os dispositivos estão instalados, eles são divididos em dispositivos:
Dispositivos do circuito de potência incluídos no circuito do motor de tração;
Dispositivos de circuito auxiliar instalados no circuito de alta tensão de motores elétricos de máquinas auxiliares e fornos elétricos;
Dispositivos de circuito de controle de baixa tensão;
Instrumentos de medição, dispositivos de iluminação e alarme, tiras de fixação, conectores e tomadas.
De acordo com o tipo de drive, os dispositivos são divididos em dispositivos:
Dispositivos acionados manualmente: seccionadores, interruptores de botão, etc.;
Dispositivos com acionamento eletromagnético: contatores eletromagnéticos, relés, etc.;
Dispositivos com acionamento eletropneumático: contatores eletropneumáticos, chaves de grupo, chaves came, etc.;
Com base no número de dispositivos acionados, eles são divididos em:
Dispositivos com acionamento individual: contatores pneumáticos e eletromagnéticos;
Dispositivos com acionamento de grupo: interruptor de grupo, interruptores de came, etc.;
De acordo com o método de controle, os dispositivos são divididos em dispositivos:
Dispositivos com controle direto, por exemplo, interruptores de botão (PS);
Dispositivos com controle indireto (remoto), por exemplo, um contator eletropneumático.
CONCEITO DE CONTATO ELÉTRICO.
Os contatos são divididos de acordo com o tipo de contato das superfícies de contato e de acordo com seu design.
Dependendo do tipo de contato entre as superfícies de contato, os contatos são:
Contatos pontuais (contato de duas superfícies esféricas, Figura 1, a e Figura 2, d). Usado em dispositivos que operam em baixas correntes.
Contatos lineares (contato de duas superfícies cilíndricas, Figura 1, b e Figura 2, a, b, c), em que o contato ocorre ao longo de uma linha. Deve-se notar que o contato linear dos contatos é limitado em comprimento (20-35 mm), pois em comprimentos maiores a ocorrência de irregularidades e desalinhamento dos contatos altera muito a quantidade de contato dos contatos em relação ao valor calculado. Contatos lineares são usados em dispositivos que operam em altas correntes.
Contatos planos (Figura 1,c e Figura 2,d), projetados para uma grande área de contato de superfícies planas. São utilizados em conexões parafusadas e em dispositivos cujos contatos raramente mudam de posição.

Figura 1. Tipos de contato das superfícies de contato dos contatos elétricos:
ponto (a); linear (b); plano (dentro).
De acordo com seu desenho, os contatos podem ser (Figura 2): formato L (em forma de pé), dedo, ponta de placa, ponte e cunha.

Fig. 2 Projeto de contatos elétricos

Figura 3. Processo de ativação de contatos com lapidação:
a - posição desligada, b - contatos de contato, c - posição ligada
A solução (quebra de contatos) é a distância entre as superfícies de trabalho dos contatos na posição desligada.
O mergulho (fricção) é a distância percorrida pelo contato móvel desde o momento em que os contatos entram em contato com as superfícies auxiliares até serem completamente fechados pelas superfícies de trabalho. Produzido por uma mola de lapidação.
A pressão de contato inicial (pressão) é criada pela mola de lapidação. Dependendo do tipo de aparelho, varia de 3,5 a 9 kg.
A pressão final de contato (pressão) é criada por acionamento eletropneumático ou eletromagnético, dependendo do tipo de dispositivo, deve ser inferior a 14 - 27 kg.
A linha de contato entre os contatos deve ser de pelo menos 80% da área total de contato.
A abertura dos contatos é determinada pela menor distância entre os contatos na posição aberta. É medido com gabarito angular, graduado em milímetros (Figura 4 a e b).
A falha de contato em cada dispositivo é medida dependendo do projeto do sistema de contato. Assim, a medição da falha de contato de contatores tipo PC e elementos contatores de chaves de grupo é realizada com o dispositivo ligado usando gabaritos angulares em graus 12 e 14. O ângulo de desvio do porta-contato móvel da parada do alavanca de contato (Fig. 5, a) igual a 13 ± 1 grau corresponde à falha dos contatos 10 - 12 mm
A falha dos contatos dos elementos came das chaves came é determinada na posição fechada dos contatos pela distância a (Fig. 5, b). A distância “a” 7-10 mm corresponde a
falha 10-14 mm

Figura 5. Detecção de falha de contato.
a) determinação de falha de contatos de contatores do tipo PC e elementos contatores de chaves de grupo b) - determinação de falha de contatos de elementos came para dispositivos came
O CONCEITO DE EXAUSTÃO DE ARCO EM DISPOSITIVOS.
A abertura de qualquer circuito elétrico é acompanhada pela formação de um arco elétrico. Seu comprimento depende da corrente do circuito, do estado dos contatos e da umidade do ambiente. A formação de um arco é explicada pelo fato de que quando a tensão é removida da bobina de acionamento do dispositivo, a pressão dos contatos entre si enfraquece e a resistência de transição entre eles aumenta. Isto leva ao seu aquecimento e, consequentemente, ao aquecimento do ar circundante. O ar ao redor dos contatos é ionizado, ou seja, torna-se condutor e, portanto, quando os contatos divergem entre eles, ocorre um arco elétrico. Provoca queima dos contatos, e se queimar por muito tempo e houver uma corrente grande no circuito quebrado, faz com que os contatos derretam e até danifiquem o aparelho.
À medida que os contatos divergem, o comprimento do arco aumenta. No entanto, ele irá queimar até que seu comprimento atinja um valor crítico. Em alta corrente, o comprimento crítico do arco é assumido como sendo de 20 V/cm. Assim, para garantir a ruptura do arco em um dispositivo que abre um circuito com tensão de 3.000 V, é necessário estender o arco para 3.000 V / 20 = 150 cm. Não é possível esticar o arco a tal um comprimento divergente dos contatos, portanto, dispositivos especiais de extinção de arco são usados em tais dispositivos
Dependendo da potência do arco, ele se extingue de várias maneiras.
Aumentando o comprimento do arco para um comprimento crítico selecionando o tamanho da abertura do contato. Este método de extinção de arco é utilizado em dispositivos que interrompem circuitos de controle com pequenas correntes. Tais dispositivos incluem relés, interruptores de botão, controlador de driver, etc.;
Aplicação de quebra de arco duplo com resfriamento do arco por baixo. Este método de extinção de arco é usado em contatores MK-15-01 em locomotivas elétricas VL11 e em contatores MK-009 em locomotivas elétricas VL11M;
Explosão de ar, aumento da pressão do gás no interior dos fusíveis, devido ao aquecimento do aterro de giz de areia ou do corpo de fibra do fusível;
Usando um dispositivo especial de extinção de arco que consiste em uma bobina de extinção de arco e uma câmara de extinção de arco. Este método de extinção de arco é utilizado em interruptores e contatores de alta velocidade do circuito de potência de motores de tração e circuitos de alta tensão de máquinas auxiliares, bem como em contatores eletromagnéticos de baixa tensão utilizados em circuitos de controle que possuem alta indutância ou através dos quais fluxo de altas correntes.
Nos dispositivos extintores de arco, o arco é considerado como um condutor com corrente de determinado comprimento e seção transversal e localizado no campo magnético criado pela bobina extintora de arco. Sob a influência de uma força eletromagnética, cuja direção é determinada pela regra da “Mão Esquerda”, o arco da solução de contato se move em direção à câmara de extinção de arco e é lançado sobre suas buzinas de extinção de arco. Dependendo do desenho da câmara, ela se estende até um comprimento crítico, contornando as divisórias labirínticas, ou é dividida em ramos paralelos, esfria contra as paredes da câmara e sai. Quando um arco queima na câmara, o ar e os gases liberados das paredes e divisórias da câmara aquecem. Forçados para fora da câmara pelo arco, eles ionizam o ar acima dele, de modo que o arco queimará fora da câmara e será transferido para as partes de aterramento. Para evitar a ionização do ar acima da câmara em câmaras de extinção de arco, por exemplo BV, ou contatores do tipo MK-010 em locomotivas elétricas VL11M, são utilizadas grades deion. Eles resfriam o ar e os gases aquecidos pelo arco, pois são pacotes de finas placas de aço fixadas com tiras de textolite e instaladas na parte superior da câmara de extinção do arco.

Figura 6. Dispositivo de extinção de arco: diagrama do dispositivo de extinção de arco
(a) e a interação do fluxo magnético da bobina extintora de arco e do arco (b).
Projeto. O motor elétrico de tração TL-2K1 consiste em uma estrutura, uma armadura , aparelhos de escova e escudos de rolamento.
esqueletoÉ uma peça fundida cilíndrica feita de aço grau 25L-P e serve simultaneamente como circuito magnético. A ele estão anexados seis pólos principais e seis adicionais, uma viga giratória com seis porta-escovas e blindagens com rolamentos de rolos nos quais gira a armadura do motor elétrico.
A instalação das blindagens dos mancais é feita na seguinte sequência: a moldura montada com poste e bobinas de compensação é colocada com o lado oposto ao comutador voltado para cima. O pescoço é aquecido com um aquecedor indutivo a uma temperatura de 100-150 °C, a blindagem é inserida e fixada com oito parafusos M24 de aço 45. Em seguida, a estrutura é girada 180°, a âncora é abaixada, a travessa é instalada e outra blindagem é inserida da mesma forma descrita acima e fixada com oito parafusos M24. Na superfície externa, a carcaça possui duas alças para fixação das caixas de eixo dos mancais axiais do motor, uma alça e um suporte removível para suspensão do motor elétrico e alças de segurança para transporte.
No lado do coletor existem três escotilhas destinadas à inspeção do aparelho de escovas e do coletor. As escotilhas são hermeticamente fechadas com tampas.
A tampa da escotilha superior do coletor é fixada à estrutura com uma trava de mola especial, a tampa da escotilha inferior é fixada com um parafuso M20 e um parafuso especial com uma mola helicoidal, e a tampa da segunda escotilha inferior é fixada com quatro parafusos M12.
Existe uma escotilha de ventilação para fornecimento de ar. A ventilação do ar sai do lado oposto ao coletor através de uma caixa especial 5, montado na blindagem do rolamento e na estrutura. Os cabos do motor elétrico são feitos com cabo da marca PPSRM-1-4000 com seção transversal de 120 mm 2. Os cabos são protegidos por coberturas de lona com impregnação combinada. Os cabos possuem etiquetas feitas de tubos de cloreto de vinila com a designação Sim, sim, PARA E Kk. Cabos de saída EU E Sim, sim conectados aos enrolamentos da armadura, pólos adicionais e compensação, e os cabos de saída K e KK são conectados aos enrolamentos dos pólos principais.
Figura 2. Diagramas de conexão das bobinas polares do lado do coletor ( A) e oposto ( b) motor de tração
Os núcleos dos postes principais são confeccionados em aço elétrico laminado grau 2212 com espessura de 0,5 mm, fixados com rebites e fixados à moldura com quatro parafusos M24 cada. Existe um espaçador de aço com 0,5 mm de espessura entre o núcleo do pólo principal e a estrutura. Bobina do pólo principal , com 19 voltas, enrolada em uma nervura de fita de cobre macio L MM com dimensões 1,95X65 mm, dobrada ao longo do raio para garantir aderência à superfície interna da moldura. O isolamento do corpo consiste em sete camadas de fita de mica de vidro LSEP-934-TPl 0,13X30 mm (GOST 13184 - 78*) com filme de polietileno-reftalag sobre verniz da marca PE-934 e duas camadas de fita técnica lavsan termoencolhível com um espessura de 0,22 mm (TU 17 GSSR 88-79). Uma camada de fita lavsan, revestida com verniz KO-919 (GOST 16508 - 70), é enrolada no meio das camadas de isolamento corporal, e a segunda - como a oitava camada de isolamento corporal. As fitas são enroladas com uma sobreposição de metade da largura.
O isolamento entre voltas é feito de papel de amianto em duas camadas, cada uma com 0,2 mm de espessura, impregnadas com verniz KO-919 (GOST 16508 - 70). O isolamento dos espiras e do corpo das bobinas dos pólos é cozido em dispositivos de acordo com o processo tecnológico desenvolvido. Para melhorar as características de desempenho do motor elétrico, é utilizado um enrolamento de compensação , localizados em ranhuras estampadas nas pontas dos pólos principais e conectados em série com o enrolamento da armadura. O enrolamento de compensação consiste em seis bobinas enroladas em fio de cobre retangular macio PMM com dimensões de 3,28X22 mm, possui 10 voltas. Cada ranhura contém duas voltas. O isolamento do corpo consiste em seis camadas de fita de mica de vidro LSEK-5-SPl com espessura de 0,11 mm (GOST 13184 - 78*) e uma camada de fita técnica lavsan termoencolhível com espessura de 0,22 mm (TU 17 GSSR 8- 78), sobreposto na metade da largura da fita. O isolamento da bobina possui uma camada de fita de mica de vidro da mesma marca, é colocada com sobreposição de metade da largura da fita. O enrolamento de compensação nas ranhuras é fixado com cunhas de textolite grau B. O isolamento das bobinas de compensação é cozido em dispositivos. Os núcleos dos postes adicionais são feitos de placas laminadas ou forjadas e são fixados à estrutura com três parafusos M20. Para reduzir a saturação dos postes adicionais, são fornecidos espaçadores diamagnéticos de 7 mm de espessura entre a estrutura e os núcleos dos postes adicionais. As bobinas dos pólos adicionais são enroladas em uma nervura de fio de cobre macio PMM com dimensões de 6X20 mm e possuem 10 voltas cada. O isolamento do corpo e da tampa destas bobinas é semelhante ao isolamento das bobinas do pólo principal. O isolamento entre voltas consiste em juntas de amianto com 0,5 mm de espessura, impregnadas com verniz KO-919.

Figura 3. Estrutura do motor elétrico de tração TL-2K1:
1- Poste adicional; 2- bobina de enrolamento de compensação; 3 – corpo; 4- maré de segurança; 5- pólo principal
Aparelho de escova O motor de tração consiste em uma travessa tipo split com mecanismo giratório, seis suportes e seis porta-escovas .
A travessa é feita de aço, a fundição de uma seção do canal possui uma coroa dentada ao longo do aro externo, que engrena com a engrenagem do mecanismo giratório. A travessia do aparelho de escova é fixada e travada na estrutura com um parafuso de travamento instalado na parede externa da escotilha superior do coletor e pressionada contra a blindagem do mancal com dois parafusos do dispositivo de travamento: um na parte inferior da estrutura, o outro do lado pendurado. A ligação elétrica dos suportes transversais entre si é feita com cabos PPSRM-150. Os suportes porta-escovas são destacáveis (de duas metades), fixados com parafusos M20 em dois pinos isolantes montados na travessa. Os pinos de aço dos dedos são pressionados com composto de prensa AG-4V e isoladores de porcelana são montados neles.


Figura 4. Aparelho de escova do motor elétrico de tração TL-2K1
1 – travessia; 2- engrenagem; 3 – colchetes; 4 – porta-escovas

Figura 5. Travamento da travessia do motor de tração TL-2K1. 1 – dispositivo de travamento; 2 – engrenagem; 3 – parafuso de fixação
Porta escova possui duas molas cilíndricas trabalhando em tensão. As molas são fixadas em uma extremidade a um eixo inserido no orifício da carcaça do porta-escovas e na outra extremidade ao eixo do pino de pressão por meio de um parafuso. , que regula a tensão da mola. A cinemática do mecanismo de pressão é escolhida de forma que seja garantida uma pressão quase constante na escova na faixa de operação. Além disso, quando o desgaste máximo permitido da escova é atingido, a pressão do dedo na escova para automaticamente. Isto evita danos à superfície de trabalho do comutador causados pelos fios flexíveis das escovas desgastadas. Duas escovas bipartidas da marca EG-61A com dimensões de 2 (8X50X56) mm com amortecedores de borracha são inseridas nas janelas do porta-escovas. Os porta-escovas são fixados ao suporte com pino e porca. Para uma fixação e ajuste mais confiável da posição do porta-escovas em relação à superfície de trabalho em altura quando o comutador se desgasta, são fornecidos pentes no corpo e no suporte do porta-escovas.
Figura 6. Porta escova para motor elétrico de tração TL-2K1:
Mola de 1 cilindro; 2- furo no corpo do porta escova; 3- escova; 4-pressione o dedo; 5- parafusos

Âncora O motor elétrico é composto por um comutador, um enrolamento inserido nas ranhuras do núcleo, montado em uma embalagem confeccionada em aço elétrico laminado grau 2212 com 0,5 mm de espessura, uma luva de aço , arruelas de pressão traseiras e dianteiras, eixo . O núcleo possui uma fileira de furos axiais para a passagem do ar de ventilação. A lavadora de pressão frontal 3 também serve como alojamento do coletor. Todas as peças da armadura são montadas em uma bucha comum 4 em forma de caixa, pressionado no eixo da armadura, o que permite sua substituição.
A armadura possui 75 bobinas 6 e 25 conexões de equalização seccionais . A soldagem das pontas do enrolamento e das conexões de equalização com os galos das placas coletoras é realizada com 02 estanho (GOST 860 - 75) em instalação especial utilizando correntes de alta frequência.
Cada bobina possui 14 condutores separados, dispostos em duas fileiras de altura e sete condutores por fileira. São fabricados em fio de cobre PETVSD com dimensões 0,9X7,1/1,32X758 mm. Cada pacote de sete condutores também é isolado com fita de mica de vidro LSEK-5-TPl com espessura de 0,09 mm com sobreposição de metade da largura da fita. O isolamento do corpo da parte ranhurada da bobina consiste em cinco camadas de fita de mica de vidro LSEK-5-TPl com dimensões de 0,09X20 mm, uma camada de fita fluoroplástica com espessura de 0,03 mm e uma camada de fita de vidro LES com espessura de 0,1 mm, colocada com sobreposição de metade da largura da fita. O comutador do motor elétrico com diâmetro de superfície de trabalho de 660 mm é feito de placas de cobre, isoladas entre si por plástico de mica comutador reforçado da marca KIFEA (TU 21-25-17-9-84), o número de placas é 525 O corpo do comutador é isolado do cone de pressão e da bucha do comutador por um isolamento da carcaça e um cilindro isolante feitos de materiais combinados. A camada externa é de moldagem de micanite grau FFG - O, Z (GOST 6122 - 75*), a camada interna é de filme de fibra de vidro GTP-2PL (TU 16 503.124-78) com espessura de 0,2 mm.
A espessura total do isolamento do corpo é de 3,6 mm e do cilindro isolante é de 2 mm.
O enrolamento da armadura possui os seguintes dados: número de ranhuras 75, passo da ranhura 1 - 13, número de placas do comutador 525, passo do comutador 1 - 2, passo do equalizador ao longo do comutador 1 - 176. Os rolamentos de ancoragem de um motor elétrico de série pesada com os rolos cilíndricos tipo 80-42428M fornecem um percurso de ancoragem entre 6,3 - 8,1 mm. Os anéis externos dos rolamentos são pressionados nas blindagens do rolamento e os anéis internos são pressionados no eixo da armadura. As câmaras dos mancais são vedadas para evitar exposição ao ambiente externo e vazamento de lubrificante. Os rolamentos axiais do motor consistem em revestimentos de latão preenchidos com babbit B16 (GOST 1320 - 74*) na superfície interna e caixas de eixo com nível constante de lubrificante. As caixas de eixo possuem janela para abastecimento de lubrificante. Para evitar a rotação das camisas, é fornecida uma conexão chaveada na caixa do eixo.
Figura 7. Armadura do motor de tração TL-2K1:
1-  Placa coletora; 2- conexão equalizadora; 3- lavadora de alta pressão frontal; 4- bucha de aço; 5 núcleos; 6- bobina; 7- lavadora de alta pressão traseira; 8- eixo da armadura
Placa coletora; 2- conexão equalizadora; 3- lavadora de alta pressão frontal; 4- bucha de aço; 5 núcleos; 6- bobina; 7- lavadora de alta pressão traseira; 8- eixo da armadura
 Figura 8. Diagrama de conexão da bobina
Figura 8. Diagrama de conexão da bobina
âncoras e niveladores com
placas coletoras

Figura 9. Conjunto de rolamento do motor de tração

Rolamentos axiais do motor consistem em camisas e caixas de eixo com nível de lubrificação constante, controlado por um indicador . Cada caixa de eixo é conectada à estrutura por meio de uma trava especial e fixada com quatro parafusos M36X2 de aço 45. Para facilitar o aparafusamento, os parafusos possuem porcas tetraédricas que se apoiam em batentes especiais na estrutura. A furação dos pescoços dos rolamentos axiais do motor é realizada simultaneamente com a perfuração dos pescoços das blindagens dos rolamentos. Portanto, as caixas de eixo dos rolamentos axiais do motor não são intercambiáveis. A caixa do eixo é fundida em aço 25L-1. Cada camisa dos mancais axiais do motor é composta por duas metades, em uma das quais, voltada para a caixa do eixo, há uma janela para fornecimento de lubrificante. Os liners possuem colares que fixam sua posição na direção axial. Os revestimentos são protegidos contra rotação por chavetas. Para proteger os mancais axiais do motor contra poeira e umidade, o eixo entre as caixas de eixo é coberto com uma tampa. As inserções são fundidas em latão. Sua superfície interna é preenchida com babbitt e furada até um diâmetro de 205,45+ 0,09 mm. Após a perfuração, as camisas são ajustadas aos munhões do eixo do rodado. Para garantir o ajuste da tensão das camisas nos mancais axiais do motor, são instalados espaçadores de aço com espessura de 0,35 mm entre as caixas de eixo e a carcaça, que são removidos à medida que o diâmetro externo das camisas se desgasta. O dispositivo utilizado para lubrificar os rolamentos axiais do motor mantém um nível constante de lubrificação nos mesmos. A caixa de eixo possui duas câmeras comunicantes . O fio é imerso no lubrificante da câmara. Uma câmara cheia de lubrificante normalmente não se comunica com a atmosfera. À medida que o lubrificante é consumido, seu nível na câmara diminui. Quando fica abaixo da abertura do tubo 6, o ar entra através deste tubo na parte superior da câmara, expulsando o lubrificante através do orifício d para a câmera . Como resultado, o nível de lubrificante na câmara aumentará e fechará a extremidade inferior do tubo 6. Depois disso, a câmara será novamente desconectada da atmosfera e o fluxo de lubrificante dela para a câmara será interrompido. Assim, enquanto houver lubrificante na câmara sobressalente, o seu nível na câmara diminuirá. Para uma operação confiável deste dispositivo, a câmara deve ser vedada. . A caixa do eixo é preenchida com lubrificante através do tubo através do orifício d sob pressão usando uma mangueira especial com ponta.
O óleo axial GOST 610-72* é usado como lubrificante: no verão - grau L; no inverno - grau Z.

Figura 10. Mancal motor-axial com nível de lubrificação constante.
Especificações os motores são os seguintes:
Tensão nos terminais do motor elétrico, V………………1500
Modo relógio
Corrente, A……………………………………………………...480
Potência, kW……………………………………………………670
Velocidade de rotação, rpm…………………………………………..790
Eficiência………………………………………………………………………………0.931
Modo longo
Atual, A………………………………………………………………………………410
Potência, kW……………………………………………………..575
Velocidade de rotação, rpm…………………………………………...830
Eficiência……………………………………………………………………………….0.936
Classe de isolamento para resistência ao calor…………………………………F
Maior velocidade de rotação em
bandagens não usadas rpm…………………………………..1690
Relação de transmissão ………………………………………………… ..…… 88/23
Resistência do enrolamento a uma temperatura de 20C, Ohm:
pólos principais…………………………………………………………...…..0.0254
pólos adicionais de bobinas de compensação…………0,033
âncoras……………………………………………………………..0.036
a quantidade de ventilação m (cúbico) de ar não é inferior a ………… .95
Peso sem engrenagem, kg……………………………….………..5000
O motor de tração possui alto fator de utilização de potência (0,74) na velocidade mais alta da locomotiva elétrica. A excitação do motor elétrico em modo de tração é sequencial; em regenerativo – independente.
 Figura 11. Características eletromecânicas do motor de tração
Figura 11. Características eletromecânicas do motor de tração
TL-2K1 em U=1500V.
O sistema de ventilação é independente, axial, com ar de ventilação fornecido de cima para a câmara coletora e descarregado para cima do lado oposto ao longo do eixo do motor elétrico.
Figura 12. Características aerodinâmicas do motor elétrico TL-2K1:
Np – pressão total; Nst – pressão estática

INTRODUÇÃO
O aniversário da tração elétrica é considerado 31 de maio de 1879, quando a primeira ferrovia elétrica, com 300 m de comprimento, construída por Werner Siemens, foi demonstrada em uma exposição industrial em Berlim. A locomotiva elétrica, que lembrava um carro elétrico moderno, era movida por um motor elétrico de 9,6 kW (13 CV). Uma corrente elétrica de 160 V foi transmitida ao motor através de um trilho de contato separado; o fio de retorno eram os trilhos ao longo dos quais o trem se movia - três vagões em miniatura a uma velocidade de 7 km/h, bancos acomodando 18 passageiros.
Inicialmente, a tração elétrica foi utilizada em linhas de bondes urbanos e empreendimentos industriais, especialmente em minas e minas de carvão. Mas logo descobriu-se que era benéfico em trechos de passagens e túneis de ferrovias, bem como no tráfego suburbano.
Na Rússia, já existiam projetos de eletrificação de ferrovias antes mesmo da Primeira Guerra Mundial. A eletrificação da linha já começou. São Petersburgo - Oranienbaum, mas a guerra impediu sua conclusão. E somente em 1926 foi inaugurada a circulação de trens elétricos entre Baku e o campo petrolífero de Sabunchi.
1 Finalidade do motor de tração TL-2K.
A locomotiva elétrica VL10 está equipada com oito motores de tração tipo TL2K. O motor de tração DC TL2K foi projetado para converter a energia elétrica recebida da rede de contatos em energia mecânica. O torque do eixo da armadura do motor elétrico é transmitido ao rodado por meio de uma engrenagem helicoidal cilíndrica de dupla face e estágio único. Com esta transmissão, os rolamentos do motor não recebem cargas adicionais no sentido axial. A suspensão do motor elétrico é de suporte axial. O motor elétrico, por um lado, é sustentado por mancais motor-axiais no eixo do rodado da locomotiva elétrica e, por outro lado, na estrutura do bogie por meio de suspensão articulada e arruelas de borracha. O sistema de ventilação é independente, com ar de ventilação fornecido por cima para a câmara coletora e exaurido por cima no lado oposto ao longo do eixo do motor. As máquinas elétricas têm a propriedade de reversibilidade, o que significa que a mesma máquina pode funcionar tanto como motor quanto como gerador. Por isso, os motores de tração são utilizados não só para tração, mas também para frenagem elétrica de trens. Com essa frenagem, os motores de tração passam para o modo gerador, e a energia elétrica por eles gerada devido à energia cinética ou potencial do trem é extinta em resistores instalados nas locomotivas elétricas (frenagem reostática) ou transferida para a rede de contatos (regenerativa frenagem).
Dispositivo TL-2K.
2.1 Projeto do motor elétrico de tração TL-2K1
O motor de tração TL-2K1 consiste em uma carcaça 3 (Fig. 1), uma armadura 6, um aparelho de escova 2 e proteções de mancal 1, 4. A carcaça é uma fundição cilíndrica de aço grau 25L-P e serve simultaneamente como magnético o circuito. A ele estão anexados seis pólos principais e seis adicionais, uma viga giratória com seis porta-escovas e blindagens com rolamentos de rolos nos quais gira a armadura do motor elétrico.
A instalação das blindagens dos mancais é feita na seguinte sequência: a moldura montada com poste e bobinas de compensação é colocada com o lado oposto ao comutador voltado para cima. O pescoço é aquecido com um aquecedor indutivo a uma temperatura de 100-150°C, a blindagem é inserida e fixada com oito parafusos M24 de aço 45. Em seguida, a estrutura é girada 180°, a âncora é abaixada, a travessa é instalada e outra blindagem é inserida da mesma forma descrita acima e fixada com oito parafusos M24. Na superfície externa, a carcaça possui duas alças para fixação das caixas de eixo dos mancais axiais do motor, uma alça e um suporte removível para suspensão do motor elétrico e alças de segurança para transporte. No lado do coletor existem três escotilhas destinadas à inspeção do aparelho de escovas e do coletor. As escotilhas são hermeticamente fechadas com tampas 7, 11, 15 (ver Fig. 1).
A tampa 7 da escotilha superior do coletor é fixada à estrutura com uma trava de mola especial, a tampa 15 da escotilha inferior com um parafuso M20 e um parafuso especial com uma mola helicoidal e a tampa 11 da segunda escotilha inferior com quatro parafusos M12. Para fornecimento de ar pelo lado oposto ao coletor, através de uma caixa especial 5 montada na blindagem e estrutura do mancal. Os cabos do motor elétrico são feitos com cabo PPSRM-1-4000 com seção transversal de 120 mm2. Os cabos são protegidos por coberturas de lona com impregnação combinada. Os cabos possuem etiquetas feitas de tubos de policloreto de vinila com as designações Ya, YaYa, K e KK. Os cabos de saída I e YaYa (Fig. 3) são conectados aos enrolamentos da armadura, pólos adicionais e compensação, e os cabos de saída K e KK são conectados aos enrolamentos dos pólos principais
Fig.1 Seções longitudinal (a) e transversal (b) do motor de tração TL-2K1
2.2 Estrutura do motor
É feito de aço eletromagnético, tem formato cilíndrico e funciona como circuito magnético (Fig. 1.). Para uma fixação rígida à viga transversal da estrutura do carrinho, são fornecidas três saliências de suporte e duas nervuras de segurança na estrutura. A moldura possui furos para fixação dos postes principais e adicionais, ventilação e escotilhas do coletor. Existem seis cabos saindo da estrutura do motor. As partes finais da estrutura são cobertas por proteções de rolamento. A moldura contém uma placa de identificação indicando o fabricante, número de série, massa, corrente, velocidade de rotação, potência e tensão.

Fig.2 Quadro
2.3 Pólos principais

Fig 3 Pólos principais
Eles são projetados para criar o fluxo magnético principal. O pólo principal consiste em um núcleo e uma bobina (Figura 2). As bobinas de todos os pólos principais são conectadas em série e formam o enrolamento de campo. O núcleo é feito de chapas de aço elétrico com 1,5 mm de espessura para reduzir correntes parasitas. Antes da montagem, as telhas são pintadas com verniz isolante, comprimidas com prensa e fixadas com rebites. A parte do núcleo voltada para a armadura é alargada e é chamada de peça polar. Esta parte serve para apoiar a bobina, bem como para melhor distribuir o fluxo magnético no entreferro. Para aumentar a eficiência da frenagem elétrica nas bobinas dos pólos principais, além dos dois enrolamentos principais, que criam o fluxo magnético principal nos modos de tração e frenagem, existe um terceiro - um enrolamento polarizado, que cria um campo magnético adicional fluxo quando o motor opera apenas no modo gerador. O enrolamento de polarização é conectado em paralelo com os dois enrolamentos principais e recebe energia do circuito de alta tensão através de um disjuntor, fusível e contator. O isolamento das bobinas do pólo principal é de organossilício. O poste principal é preso ao núcleo por meio de dois parafusos, que são aparafusados em uma haste quadrada localizada no corpo do núcleo.
2.4 Postes adicionais
Eles são projetados para criar fluxo magnético adicional, o que melhora a comutação e reduz a reação da armadura na área entre os pólos principais. Eles são menores que os pólos principais e estão localizados entre eles. O pólo adicional consiste em um núcleo e uma bobina. O núcleo é monolítico, pois não surgem correntes parasitas em sua ponta devido à pequena indução sob o pólo adicional. O núcleo é fixado à estrutura com dois parafusos. Uma junta diamagnética de latão é instalada entre a estrutura e o núcleo para reduzir a dissipação do fluxo magnético. As bobinas dos pólos adicionais são conectadas em série entre si e ao enrolamento da armadura.

Fig 4 Pólos principais e adicionais

Figura 5 Âncora
Uma máquina DC possui uma armadura (Figura 4), composta por núcleo, enrolamento, comutador e eixo. O núcleo da armadura é um cilindro feito de chapas estampadas de aço elétrico com 0,5 mm de espessura. Para reduzir as perdas por correntes parasitas que ocorrem quando a armadura cruza um campo magnético, as folhas são isoladas umas das outras com verniz. Cada folha possui um furo com rasgo de chaveta para encaixe no eixo, furos de ventilação e ranhuras para assentamento do enrolamento da armadura. As ranhuras na parte superior têm formato de cauda de andorinha. As folhas são colocadas no eixo e fixadas com chave. As folhas montadas são prensadas entre duas arruelas de pressão. O enrolamento da armadura consiste em seções que são colocadas nas ranhuras do núcleo e impregnadas com vernizes asfálticos e baquelite. Para evitar que o enrolamento caia das ranhuras, cunhas de textolite são marteladas na parte da ranhura e as partes frontal e traseira do enrolamento são reforçadas com tiras de arame, que são soldadas com estanho após o enrolamento. A finalidade do comutador de uma máquina DC em diferentes modos de operação não é a mesma. Assim, no modo gerador, o coletor serve para converter a força eletromotriz variável (fem) induzida no enrolamento da armadura em uma fem constante. nas escovas do gerador, no motor - para mudar a direção da corrente nos condutores do enrolamento da armadura, de modo que a armadura do motor gire em qualquer direção específica. O coletor consiste em uma bucha, placas coletoras de cobre e um cone de pressão. As placas coletoras são isoladas umas das outras por placas de micanite e da bucha e do cone de pressão por manguitos isolantes. A parte funcional do comutador, que entra em contato com as escovas, é usinada e retificada. Para evitar que as escovas toquem nas placas de micanita durante a operação, o comutador é submetido a uma “trilha”. Neste caso, as placas de micanita ficam cerca de 1 mm mais baixas que as placas coletoras. No lado do núcleo, as placas coletoras possuem saliências com ranhura para soldagem nos condutores do enrolamento da armadura. As placas coletoras têm seção transversal em forma de cunha e, para facilitar a fixação, apresentam formato de cauda de andorinha. O comutador é encaixado por pressão no eixo da armadura e fixado com uma chaveta. O eixo da armadura possui diferentes diâmetros de montagem. Além da armadura e do comutador, uma bucha de aço do ventilador é pressionada no eixo. Os anéis internos e as buchas do rolamento são encaixados a quente no eixo.
2.6 Protetores de rolamento

Fig 6 Blindagem do rolamento
As blindagens (Fig. 5) são equipadas com rolamentos de esferas ou rolos - confiáveis e não requerem muita manutenção. No lado do coletor existe um mancal axial; seu anel externo repousa contra a saliência da blindagem do rolamento. Um rolamento livre é instalado no lado da transmissão de tração, o que permite que o eixo da armadura se alongue quando aquecido. Graxa espessa é usada para rolamentos. Para evitar que o lubrificante seja expelido das câmaras de lubrificação durante a operação do motor, é fornecida uma vedação hidráulica (labirinto). O lubrificante viscoso, entrando em um pequeno vão entre os anéis-ranhuras usinados na blindagem e a bucha montada no eixo, sob a influência da força centrífuga é lançado em direção às paredes do labirinto, onde o próprio lubrificante cria divisórias hidráulicas. As proteções dos rolamentos são fixadas em ambos os lados da estrutura.
2.7 Aparelho de escova
O aparelho de escovas do motor elétrico de tração consiste em uma travessa tipo split com mecanismo giratório, seis suportes e seis porta-escovas. A travessa é feita de aço, a fundição de uma seção do canal possui uma coroa dentada ao longo do aro externo, que engrena com a engrenagem do mecanismo giratório. A travessia do aparelho de escova é fixada e travada na estrutura com um parafuso de travamento instalado na parede externa da escotilha superior do coletor e pressionada contra a blindagem do mancal com dois parafusos do dispositivo de travamento: um na parte inferior da estrutura, o segundo no lado da suspensão. A ligação elétrica dos suportes transversais entre si é feita com cabos PS-4000 com seção transversal de 50 mm 2.

Arroz. 7 Travessia
Os suportes do porta-escovas são removíveis (em duas metades) fixados com parafusos M20 em dois pinos isolantes montados na travessa. Os pinos isolantes são pinos de aço prensados com composto de moldagem AG-4; sobre eles são montados isoladores de porcelana. O porta-escova possui duas molas cilíndricas que trabalham sob tensão. As molas são fixadas com uma extremidade em um eixo inserido no orifício da carcaça do porta-escovas e a outra no eixo do pino de pressão por meio de um parafuso regulador que regula a tensão da mola. A cinemática do mecanismo de pressão é escolhida de forma que na faixa de operação forneça pressão quase constante na escova. Além disso, quando o desgaste máximo permitido da escova é atingido, a pressão do dedo de pressão sobre ela para automaticamente. Isso permite evitar danos à superfície de trabalho do comutador por derivações de escovas desgastadas. Duas escovas bipartidas da marca EG-61, medindo 2(8x50)x60 mm com amortecedores de borracha, são inseridas nas janelas do porta-escovas. Os porta-escovas são fixados ao suporte com pino e porca.

Arroz. 8 porta escova
Para uma fixação mais confiável e para ajustar a posição do porta-escovas em relação à superfície de trabalho ao longo da altura do comutador, é fornecido um pente no corpo do porta-escovas e no suporte.
A armadura do motor consiste em um coletor de enrolamento inserido nas ranhuras do núcleo, montado em um pacote de chapas envernizadas de aço elétrico grau E-22 com espessura de 0,5 mm, bucha de aço, arruelas de pressão traseira e dianteira, eixo, bobinas e 25 equalizadores seccionais, cujas extremidades são soldadas nos galos múltiplos. O núcleo possui uma fileira de furos axiais para a passagem do ar de ventilação. A lavadora de pressão frontal também serve como caixa do coletor. Todas as peças da armadura são montadas em uma bucha comum em formato de caixa, pressionada no eixo da armadura, o que garante sua substituição. A bobina possui 14 condutores individuais, dispostos em altura em duas fileiras, e sete condutores em fileira; eles são feitos de tira de cobre medindo 0,9 x 8,0 mm grau MGM e isolados com uma camada com sobreposição de metade da largura do LFC-BB fita de mica com espessura de 0,075 mm. O isolamento do corpo da parte ranhurada da bobina consiste em seis camadas de fita de mica de vidro LSK-110tt 0,11x20 mm, uma camada de fita fluoroplástica eletricamente isolante de 0,03 mm de espessura e uma camada de fita de vidro de 0,1 mm de espessura, colocada com uma sobreposição de metade da largura da fita. Os equalizadores seccionais são feitos de três fios com seção transversal de 0,90x2,83 mm, grau PETVSD. O isolamento de cada fio consiste em uma camada de fita de mica de vidro LSK-110tt 0,11x20 mm, uma camada de fita fluoroplástica eletricamente isolante de 0,03 mm de espessura e uma camada de fita de vidro de 0,11 mm de espessura. Todo o isolamento é colocado cobrindo metade da largura da fita. Na parte ranhurada, o enrolamento da armadura é fixado com cunhas de textolite, e na parte frontal - com bandagem de vidro.
O comutador do motor de tração com diâmetro de superfície de trabalho de 660 mm é composto por 525 placas de cobre, isoladas umas das outras com gaxetas de micanite.
O coletor é isolado do cone de pressão e do corpo por manguitos de micanite e um cilindro. O enrolamento da armadura possui os seguintes dados: número de slots - 75, passo ao longo dos slots - 1 - 13, número de placas do comutador - 525, passo ao longo do comutador - 1 - 2, passo dos equalizadores ao longo do comutador - 1 - 176.
Os rolamentos de ancoragem de um motor de série pesada com rolos cilíndricos do tipo 8N2428M fornecem um percurso de armadura na faixa de 6,3 - 8,1 mm. Os anéis externos dos rolamentos são pressionados nas blindagens do rolamento e os anéis internos são pressionados no eixo da armadura. As câmaras dos mancais são vedadas para evitar exposição ao ambiente externo e vazamento de lubrificante. As proteções dos rolamentos são pressionadas na estrutura e cada uma fixada a ela com oito parafusos M24 e arruelas de pressão. Os rolamentos axiais do motor consistem em revestimentos de latão preenchidos com babbit B16 na superfície interna e caixas de eixo com nível constante de lubrificante. As caixas de eixo possuem janela para abastecimento de lubrificante. Para evitar a rotação das camisas, é fornecida uma conexão chaveada na caixa do eixo.
2.8 Dados técnicos do motor TL-2K.
| Tensão terminal do motor | 1500V |
| Atual no modo relógio | 466A |
| Potência no modo horário | 650 kW |
| Velocidade de rotação no modo relógio | 770rpm |
| Corrente contínua | 400A |
| Poder | 560kW |
| Velocidade de rotação contínua | 825 rpm |
| Excitação | sequencial |
| Isolamento do enrolamento da armadura | EM |
| Isolamento de enrolamento de campo | N |
| Velocidade máxima de rotação com pneus moderadamente desgastados | 1690 rpm |
| Suporte do motor | suporte axial |
| Relação de transmissão | 88/23 – 3,826. |
| Resistência dos enrolamentos dos pólos principais a 20°C | 0,025Ohm. |
| Resistência dos enrolamentos dos pólos adicionais e enrolamento de compensação A 200C | 0,0365 Ohm |
| Resistência do enrolamento da armadura a 200C | 0,0317Ohm |
| Sistema de ventilação | independente |
| Quantidade de ar de ventilação | não inferior a 95 m3/min |
| KPD TL2K no modo horário | 0,934 |
| Eficiência do TL2K no modo de longo prazo | 0,936 |
| Peso sem pequenas engrenagens | 5.000kg |
Princípio de funcionamento do TL-2K.
Quando a corrente passa por um condutor localizado em um campo magnético, surge uma força de interação eletromagnética, tendendo a mover o condutor em uma direção perpendicular ao condutor e às linhas de força magnética. Os condutores do enrolamento da armadura são conectados às placas coletoras em uma determinada ordem. Escovas de polaridades positiva (+) e negativa (-) são instaladas na superfície externa do comutador, que conectam o comutador à fonte de corrente quando o motor é ligado. Assim, através do comutador e das escovas, o enrolamento da armadura do motor recebe energia atual. O coletor fornece tal distribuição de corrente no enrolamento da armadura, em que a corrente nos condutores localizados em qualquer instante sob os pólos de uma polaridade tem uma direção, e nos condutores localizados sob os pólos de outra polaridade, na direcção oposta.
As bobinas de campo e o enrolamento da armadura podem ser alimentados por diferentes fontes de corrente, ou seja, o motor de tração terá excitação independente. O enrolamento da armadura e a bobina de campo podem ser conectados em paralelo e receber energia da mesma fonte de corrente, ou seja, o motor de tração terá excitação paralela. O enrolamento da armadura e as bobinas de campo podem ser conectados em série e receber energia de uma fonte de corrente, ou seja, o motor de tração terá excitação em série. Requisitos operacionais complexos são mais plenamente satisfeitos por motores com excitação sequencial, razão pela qual são usados em locomotivas elétricas.
Reparação de motor elétrico TL2K
Antes de colocar a locomotiva elétrica em uma vala para manutenção ou reparos de rotina, os motores de tração são purgados com ar comprimido.
Durante as inspeções externas, é verificada a operacionalidade das fechaduras, tampas das escotilhas do coletor, fixações dos parafusos: caixas de eixo do motor, caixas de engrenagens, pólos principais e adicionais.
Os componentes internos do motor elétrico são inspecionados através de escotilhas múltiplas. Antes de inspecionar a superfície ao redor das escotilhas do coletor e suas tampas, elas são completamente limpas de poeira, sujeira, neve, após o que a tampa é removida e o coletor, porta-escovas, escovas, suportes e seus dedos localizados em frente à escotilha de inspeção são inspecionados, bem como a parte visível da instalação do cabo da travessa, armadura e bobinas polares.
O coletor deve ter superfície polida e marrom brilhante (verniz), sem riscos, marcas, amassados ou queimaduras. Em todos os casos de danos ou contaminação do coletor, é necessário determinar as causas desses danos e eliminá-los. Sujeira e vestígios de graxa são removidos com pano macio levemente umedecido em álcool industrial ou gasolina. As áreas queimadas e danificadas do cone são limpas com lixa KZM-28 e pintadas com esmalte marrom-avermelhado GF-92-ХС (GOST 9151-75") até obter uma superfície brilhante. É inaceitável o uso de materiais que deixem marcas de gordura para limpar.
Pequenos arranhões, arranhões e queimaduras na superfície de trabalho do coletor são removidos por limpeza com lixa KZM-28 fixada em um bloco de madeira especial com raio correspondente ao raio do coletor e largura de pelo menos 2/3 da largura da superfície de trabalho do coletor.

Fig.9 Bloco de madeira para retificação dos comutadores do motor elétrico montado: 1- barra de fixação; 2- feltro; 3- pele KZM-28; 4- alça
A decapagem só deve ser feita em coletor rotativo, caso contrário causará mineração local. Eliminar as consequências de um incêndio circular exige mais mão-de-obra. O cobre é retirado do espaço interlamela, mantendo o polidor se possível no coletor. Recomenda-se remover rebarbas com escova ou escova não metálica, como escova de náilon. Neste caso, os flocos de cobre devem ser dobrados com uma escova no espaço interlamela e depois levantados novamente com ar comprimido. Repita as operações duas ou três vezes até que as viseiras dos puffs quebrem. Remova rebarbas grandes do aperto do cobre usando uma faca de chanfrar especial. Em caso de maior desgaste de todas as escovas ou escovas de um lado (no lado do cone ou no lado do galo), inspecione cuidadosamente o comutador e meça seu desvio. A causa do aumento do desgaste das escovas pode ser o tratamento insuficientemente completo do comutador ou a saliência de placas individuais de micanite ou cobre. A saliência das placas de micanita é eliminada pelo roteamento do coletor. Se necessário, chanfre. Lascas e pó de metal são cuidadosamente soprados com ar comprimido seco. Deve-se ter em mente que a retificação destrói o “polimento” e com isso piora o contato entre o comutador e as escovas. Portanto, não é recomendado recorrer a ele, a menos que seja absolutamente necessário. etiqueta projeto de motor elétrico conserto
O processamento do coletor diretamente em locomotivas elétricas é realizado excepcionalmente. Caso seja necessário, o trabalho deverá ser executado por um técnico qualificado, mantendo uma velocidade de corte entre 150 - 200 m/min.
Recomenda-se retificar o comutador em seus próprios rolamentos de armadura, primeiro girando-o com uma fresa de metal duro e depois retificando-o com uma pedra de amolar R-30. No torneamento com fresa de metal duro, o avanço deve ser de 0,15 mm, e no torneamento final - 0,045 mm por revolução a uma velocidade de corte de 120 m/min.
O desvio e a produção do coletor são medidos uma vez a cada 2 a 3 meses. A saída máxima em operação não deve exceder 0,5 mm, excentricidade - 0,1 mm. O desvio é inaceitável se ocorrer como resultado de deformação local. Após girar o comutador em torno, o desvio no motor elétrico montado não deve ultrapassar 0,04 mm. A profundidade da ranhura deve estar na faixa de 1,3 - 1,6 mm, o chanfro em cada lado da placa deve ser de 0,2X45°. É permitido fazer chanfros de 0,5 mm de altura e 0,2 mm de largura da placa.

Fig. 10 Acabamento das placas coletoras
Remova a tampa da escotilha de inspeção do aparelho de escova e verifique a condição das escovas, porta-escovas, suportes e pinos do suporte girando a travessa do porta-escova. Para isso, desaperte os parafusos que prendem os cabos aos dois suportes superiores e afaste os cabos da travessa para não danificá-los; desparafuse o parafuso de fixação até que o fixador saia da ranhura do suporte na estrutura; gire a trava 180° e pressione-a na ranhura do porta-escovas para evitar prender os dedos dos suportes do porta-escovas e do forro ao girar a travessa; Desaparafuse os parafusos dos dispositivos de travamento 3 a 4 voltas usando uma chave especial com abertura de 24 mm; através da escotilha inferior do coletor, desparafuse o pino do dispositivo de expansão da travessa no sentido “em sua direção”, deixando uma folga no local do corte de no máximo 2 mm; Usando uma chave de catraca, gire suavemente o eixo da engrenagem do mecanismo giratório, leve todos os porta-escovas para a escotilha superior ou inferior do coletor e execute os trabalhos necessários. Primeiro, dois porta-escovas da lateral do tubo de ventilação são trazidos para o coletor superior da escotilha e, em seguida, os porta-escovas restantes, girando a travessa na direção oposta. O engate do ponto de corte da travessa com a engrenagem do mecanismo rotativo é inaceitável. Ao inspecionar pela escotilha inferior do coletor, os porta-escovas devem ser instalados na ordem inversa. A altura total da escova deve ser de pelo menos 30 mm (a menor altura permitida é 28 mm - marcada com uma marca).
Ao substituir as escovas, os shunts são torcidos juntos para evitar que fiquem pendurados no corpo do porta-escovas em direção às torneiras da travessa e do comutador. O shunt não deve ficar entre o dedo de pressão e a escova para evitar fricção. As pontas dos shunts são fixadas com segurança ao corpo do porta-escovas.

Fig.2.3 Escovas de desbaste

Fig. 11 Dispositivo de fixação da cruzeta do motor de tração para instalação das escovas em ponto morto
Os enrolamentos e as conexões entre bobinas são inspecionados simultaneamente com o comutador e as escovas. Verifique o estado de fixação das conexões entre bobinas, dos cabos de saída, dos cabos transversais, dos shunts das escovas, da fixação dos terminais dos cabos e da condição dos fios nos terminais.
A camada de isolamento danificada dos cabos é restaurada, seguida de pintura da área com esmalte marrom-avermelhado GF-92-ХС. Os motivos que causaram atrito no isolamento do cabo são eliminados.
Se o isolamento das bobinas dos pólos estiver danificado ou as bandagens da armadura estiverem em condições insatisfatórias, o motor elétrico será substituído. Caso seja encontrada umidade no interior do motor elétrico, ele é seco com ar quente, após o que é medida a resistência de isolamento do circuito de potência da locomotiva elétrica. Se a temperatura de operação do motor elétrico for inferior a 1,5 MOhm, meça a resistência de cada motor elétrico separadamente. Para isso, desconecte o motor elétrico do circuito de potência e coloque almofadas isolantes elétricas sob os contatos correspondentes do reversor. Em seguida, meça a resistência de isolamento da armadura e do enrolamento de campo com um megômetro. Se ambos os circuitos tiverem baixa resistência de isolamento, o motor elétrico estará seco. Quando um circuito apresenta alta resistência de isolamento e outro baixo, é recomendável descobrir o motivo da diminuição da resistência: pode haver danos mecânicos no isolamento do cabo ou quebra do dedo do suporte. O isolamento da armadura é verificado removendo todas as escovas dos porta-escovas, e o isolamento dos cabos da travessa e dos dedos dos suportes é verificado medindo a resistência de isolamento de dois suportes adjacentes com as escovas removidas. Se não for possível detectar danos mecânicos ou elétricos no isolamento, seque completamente o motor elétrico. Se após a secagem a resistência de isolamento não aumentar, o motor elétrico é substituído. Ao medir a resistência de isolamento de motores elétricos em cujo circuito está conectado um voltímetro, este deve ser desligado e o circuito verificado separadamente. Ao final da medição, retire a carga do circuito com uma haste, retire as gaxetas isolantes elétricas sob os contatos do reversor, coloque o reversor em sua posição original, conecte o voltímetro (se estiver desconectado), instale as escovas e prenda os cabos aos suportes do porta-escovas (caso tenham sido desconectados durante as medições). No inverno, devido ao suor dos motores elétricos, a resistência de isolamento é medida cada vez que uma locomotiva elétrica é colocada em uma sala, e os dados de medição são registrados no livro de registro de reparos de locomotivas elétricas (formulário TU-28).
Ao inspecionar os rolamentos axiais do motor na vala de inspeção, o rosqueamento verifica a confiabilidade da fixação das caixas de eixo à estrutura, o nível e o estado do lubrificante, a ausência de vazamentos e o aperto das tampas.
A mistura de óleos de marcas diferentes nos rolamentos axiais do motor é inaceitável. Ao mudar dos lubrificantes de verão para os de inverno e vice-versa, o forro de lã é substituído e as câmaras da caixa do eixo são cuidadosamente limpas. Se for detectada umidade, sujeira ou aparas nas câmaras, o lubrificante é substituído, as câmaras são cuidadosamente limpas, as mechas são trocadas e a vedação das tampas é melhorada. A adição de lubrificante e o reabastecimento são realizados de acordo com a tabela de lubrificação. Ao reparar o TR-1, as folgas radiais entre o eixo e a camisa são verificadas. As folgas são medidas através de recortes especiais na tampa protetora do eixo do rodado. Ao inspecionar os mancais das âncoras, verifique o aperto dos parafusos que fixam as blindagens, bem como a segurança e confiabilidade da fixação dos bujões dos furos de lubrificação, e se há liberação de lubrificante das câmaras dos mancais para o motor elétrico. As razões para a liberação de graxa podem ser grandes lacunas nas vedações do labirinto ou uma grande quantidade de graxa. A mistura de lubrificantes de marcas diferentes é inaceitável. Para mancais de ancoragem, é utilizado óleo residual radioativo líquido TU 32. Se o lubrificante for adicionado às câmaras dos mancais de ancoragem em tempo hábil, o motor elétrico pode funcionar até que o TR-3 seja reparado sem substituir o lubrificante. Ao reparar o TR-3, os motores de tração são removidos da locomotiva elétrica, os rolamentos e as blindagens dos rolamentos são limpos e a condição dos rolamentos é verificada. Se uma locomotiva elétrica ficar estacionada por mais de 18 meses, o lubrificante dos mancais e câmaras dos mancais dos motores elétricos é substituído.
O aparecimento de ruído excessivo nos mancais, vibração do motor elétrico, bem como aquecimento excessivo dos mancais indicam seu funcionamento anormal. Esses rolamentos devem ser substituídos. O aumento de temperatura permitido dos rolamentos do motor de tração não é superior a 55 °C.
Antes de remover a unidade do motor da roda do bogie da locomotiva elétrica, o óleo é drenado das caixas de eixo dos rolamentos do eixo do motor e das caixas de engrenagens. Remova a unidade do motor da roda e desmonte-a. Um número de carimbo correspondente ao motor elétrico correspondente é colocado nas superfícies de contato das caixas de eixo. Ao desmontar as caixas de engrenagens, primeiro remova as tampas
câmaras para coleta de lubrificante usado localizadas nas proteções dos mancais. Remova as engrenagens das extremidades do eixo do motor. Para remover a engrenagem do eixo, remova a porca de travamento e instale uma porca especial com espaçador em seu lugar. Conecte o tubo da bomba hidráulica e crie pressão. Depois que a engrenagem se move de seu lugar, ela é removida desaparafusando primeiro a porca. Não é permitida a remoção da engrenagem sem porca especial.

Fig. 12 Diagrama de fornecimento de lubrificante ao remover a engrenagem do eixo do motor de tração
Antes de desmontar o motor de tração, verifique se os números das blindagens dos mancais correspondem ao número da carcaça colocada nas extremidades do furo sob as camisas. O número da blindagem do rolamento é indicado na superfície de contato da saliência que fixa a caixa de engrenagens à blindagem. Usando um megôhmetro de 1000 V, meça a resistência de isolamento dos enrolamentos da armadura e do sistema de pólos em relação ao invólucro e entre eles para identificar áreas com resistência de isolamento reduzida.
A desmontagem do motor de tração é realizada na seguinte ordem. Instale o motor de tração na posição horizontal e remova as capas dos mancais. Utilizando um aquecedor por indução ou outro método que garanta a segurança do eixo, os anéis de vedação são removidos e as tampas recolocadas no lugar. Desconecte os cabos adequados aos dois suportes superiores da travessa; retire todas as escovas das janelas dos porta-escovas e fixe-as com os dedos de pressão nos porta-escovas; remova a caixa de exaustão de ar. Instale o motor de tração em suporte especial ou basculante com o comutador voltado para cima; desmonte a proteção do rolamento e atravesse; retire a âncora e coloque-a sobre uma almofada especial com borracha e feltro. Vire a moldura; desmonte a blindagem do rolamento do lado oposto ao comutador. A desmontagem posterior das unidades é realizada em racks. Limpe a estrutura, sopre com ar comprimido seco e inspecione se há rachaduras. Os defeitos detectados são eliminados. Limpe as superfícies de contato da estrutura contra cortes e rebarbas. Se houver falhas ou danos, as grades de ventilação e as tampas das escotilhas do coletor serão reparadas ou substituídas. As tampas das escotilhas do coletor devem se ajustar perfeitamente à estrutura e ser fáceis de remover e instalar. As juntas e vedações estão firmemente fixadas nas tampas. As constipações são verificadas para garantir que as pálpebras estejam bem fechadas e corrigidas, se necessário. Inspecione os dispositivos de fixação, pressão e giro da travessa. Os defeitos detectados são eliminados. Lubrifique os furos dos parafusos da braçadeira, das braçadeiras e do eixo da engrenagem de rotação transversal com graxa VNII NP-232. Remova a tampa de fibra de vidro da caixa de terminais, limpando-a de poeira e sujeira. No caso de transferências digitais, limpe cuidadosamente a área danificada com lixa de grão fino e cubra-a com esmalte isolante elétrico marrom-avermelhado GF-92-ХС pelo menos duas vezes. Caso seja necessário desmontar os pinos isolantes, utilize uma chave especial. São verificados o estado das buchas de borracha e a confiabilidade de seu encaixe nos cabos e nos orifícios da tampa do quadro. As buchas danificadas são substituídas. Verifique o estado e a fixação dos cabos na caixa de ligação e elimine os defeitos detectados.
Inspecione os pólos principal e adicional, enrolamento de compensação. Certifique-se de que a fixação seja confiável, que não haja danos ao isolamento, que a resistência ativa e os enrolamentos estejam em conformidade com as normas, que as bobinas dos pólos principal e adicional estejam firmemente assentadas nos núcleos, que as cunhas de vedação estejam instaladas firmemente entre o núcleo do pólo e a parte frontal das bobinas dos pólos principais. Com batidas, verifique o ajuste perfeito das cunhas das bobinas do enrolamento de compensação nas ranhuras dos pólos. Verifique o sistema de pólos quanto à ausência de curtos-circuitos entre espiras nas bobinas. Reparar bobinas com isolamento danificado, bem como aquelas com sinais de folga nos núcleos e nas ranhuras dos pólos, removendo-as da carcaça. O ajuste firme das bobinas dos pólos principais e adicionais nos núcleos com os parafusos apertados é verificado por vestígios visíveis de deslocamento, por exemplo, fricção ou esmerilhamento nas estruturas de mola, flanges, peças polares e superfícies das bobinas. Substitua as estruturas de mola e flanges com rachaduras por outras que possam ser reparadas. Não é permitida a instalação de núcleos com roscas danificadas. Os parafusos do pólo são apertados com uma chave inglesa e batendo com um martelo. Os parafusos de pólo com defeitos, como roscas descascadas, bordas desgastadas ou obstruídas, rachaduras, etc., são substituídos e os soltos são removidos. Ao trocar os parafusos, as arruelas de pressão são inspecionadas; as inutilizáveis devem ser substituídas. O aperto dos parafusos dos pólos é realizado com as bobinas aquecidas a uma temperatura de 180-190 °C. Preencha as cabeças dos parafusos do pólo, onde especificado no desenho, com composto. Verifique a disposição dos postes na moldura ao redor do círculo; meça a distância entre os pólos por diâmetro. As dimensões especificadas devem corresponder ao desenho. É determinado o estado dos terminais da bobina dos pólos principal e adicional, bem como do enrolamento de compensação (isolamento, ausência de trincas e outros defeitos). O isolamento danificado dos cabos de saída e das conexões entre bobinas é restaurado. A parte isolada deve ser densa e não apresentar sinais de escorregamento. As conexões entre bobinas e os cabos de saída dentro da estrutura são firmemente fixados com suportes com espaçadores isolantes instalados sob os suportes. As conexões de contato na cadeia polar devem ter uma conexão forte e um contato confiável. A secagem do isolamento das bobinas dos pólos é realizada na moldura sem retirá-las. Após a secagem, as bobinas aquecidas e as conexões entre bobinas são pintadas com esmalte GF-92-HS. Meça a resistência de isolamento das bobinas. Para desmontar as bobinas do enrolamento de compensação embutidas na estrutura, suas conexões entre bobinas são desconectadas. Use braçadeiras e cabos para conectá-los a uma fonte de alimentação CC. Ligando a fonte de corrente, ajuste a corrente para 600 - 700 A e aqueça as bobinas por 20 a 30 minutos. Após desligar a fonte de corrente, bata em todas as cunhas que prendem as bobinas com um martelo. Remova as bobinas das ranhuras dos pólos usando um dispositivo ou alavancas, instalando juntas de borracha entre a bobina e a alavanca. Ao remover as bobinas das ranhuras, são tomadas medidas para evitar danos ao isolamento do corpo das bobinas. Limpe as ranhuras dos postes da tampa e do isolamento das ranhuras, do composto de flacidez e sopre com ar comprimido seco. As bobinas desmontadas são testadas com tensão alternada. Nas bobinas que resistiram à tensão de teste, o isolamento do revestimento é restaurado. As bobinas danificadas são substituídas por novas. Se houver ruptura do isolamento do corpo de uma bobina cozida na moldura, ela é cortada do ponto de ruptura em 50 - 60 mm em ambas as direções; no ponto de ruptura, remova o isolamento para cobre em uma seção de 20 mm longo. O isolamento é cortado com inclinação em direção ao local da avaria. O local onde o isolamento é cortado é revestido com composto K-110 ou EK-5 e aplicar o número necessário de camadas de isolamento cônico conforme desenho sendo cada camada revestida com o composto acima mencionado. Na parte reta das bobinas é aplicada uma camada de filme fluoroplástico e depois uma camada de fita de vidro. Caso seja necessário retirar as bobinas dos pólos principais, retire primeiro todas as bobinas do enrolamento de compensação das ranhuras. As bobinas dos pólos adicionais são substituídas sem desmontar as bobinas do enrolamento de compensação. Para fazer isso, desconecte os terminais das bobinas dos pólos adicionais e remova o núcleo do pólo junto com a bobina na janela da bobina de compensação. A instalação da moldura é realizada na seguinte ordem. As bobinas dos pólos principal e adicional são colocadas em um rack especial e as bobinas são conectadas a uma fonte de corrente contínua por meio de pinças e cabos. Ligando a fonte de corrente, ajuste a corrente para 900 A e aqueça as bobinas por 15 a 20 minutos. O isolamento das bobinas é testado em relação ao corpo e entre as espiras. Antes de colocar as bobinas do enrolamento de compensação, verifique as ranhuras dos pólos quanto à ausência de rebarbas e flacidez do composto e, se houver, remova-as. As ranhuras dos pólos são sopradas com ar comprimido. Cubra a área de corte das bobinas de compensação com composto K-110 ou EK-5.
O reparo das blindagens dos mancais é realizado na seguinte ordem. Remova as tampas e anéis. Pressione os rolamentos. Se necessário, pressione a tampa para fora da blindagem do rolamento no lado oposto ao comutador. A extração de um rolamento da blindagem do rolamento pode ser feita de várias maneiras e em vários dispositivos aceitáveis para o depósito, mas em qualquer caso, a força de pressão deve ser concentrada na superfície final do anel externo e não na gaiola ou rolos. Ao pressionar o rolamento para baixo, o rolamento pressionado deve cair sobre uma junta ou piso feito de material não metálico macio para eliminar a possibilidade de cortes na pista externa do rolamento. Lave os rolamentos com gasolina e inspecione-os cuidadosamente. É dada atenção à qualidade da rebitagem e ao desgaste da gaiola. Se a folga radial no rolamento estiver na faixa de 0,14 - 0,28 mm e a condição das pistas, dos rolos e a qualidade da rebitagem da gaiola for boa, monte e lubrifique os conjuntos do rolamento depois que os rolamentos estiverem completamente secos. Os anéis dos rolamentos são removidos somente se os rolamentos ou o eixo estiverem danificados. Os números dos anéis interno e externo dos rolamentos devem coincidir durante a montagem. Se forem encontradas trincas nas peças, aparecerem cavidades, arranhões ou descascamentos nas esteiras ou rolos, as folgas radiais do mancal ultrapassarem os padrões estabelecidos, o mancal é substituído. Não é recomendado remover novos rolamentos da caixa até que sejam instalados. O revestimento anticorrosivo aplicado na superfície dos novos rolamentos é removido antes da montagem; O rolamento é bem lavado com gasolina, enxugado com pano limpo e seco. Os rolos e o separador são revestidos com lubrificante antes da montagem. As proteções dos rolamentos e especialmente os tubos condutores de óleo e os orifícios de drenagem são cuidadosamente lavados e soprados com ar comprimido. A superfície de assentamento das proteções dos rolamentos é inspecionada quanto a rachaduras. Verifique todos os furos roscados nas proteções dos rolamentos. Se necessário, o encadeamento é restaurado. Antes da montagem, os tubos condutores de óleo são preenchidos com lubrificante. Durante o processo de montagem, certifique-se de que não haja pó metálico no lubrificante ou nas câmaras dos mancais. As proteções dos mancais são montadas na seguinte ordem. A tampa é pressionada na proteção do rolamento no lado oposto ao comutador, caso tenha sido pressionada para fora. Instale anéis e tampas. Encha as câmaras dos rolamentos com graxa até 2/3 do volume livre. As superfícies de vedação das peças são revestidas com lubrificante. Neste caso, as ranhuras da tampa e da blindagem não devem ser preenchidas ou revestidas com lubrificante.
A travessa removida é soprada com ar comprimido, limpa com um guardanapo e instalada em um dispositivo especial. Retire os porta-escovas, suportes, montagem do barramento, lave o corpo da travessa com querosene, seque e restaure o revestimento anticorrosivo com esmalte marrom-avermelhado GF-92-ХС. Inspecione os suportes do porta-escovas, os porta-escovas, os pinos isolantes, a montagem do barramento e o dispositivo de expansão. As peças danificadas e desgastadas são substituídas. Os porta-escovas são desmontados e limpos de poeira e fuligem. Verifique o estado dos dedos de pressão, amortecedores de borracha, molas, carcaça, janelas porta-escovas, furos roscados e furos para eixos. Elimine defeitos detectados. Depois de montados os porta-escovas, lubrifique todas as superfícies de atrito com lubrificante VNII NP-232. Verifique a força de pressão em cada elemento da escova e a rotação dos dedos no eixo com molas normalmente tensionadas. As molas que perderam a rigidez ou cederam são substituídas. Montagem da travessia. Para garantir a colocação uniforme dos porta-escovas em toda a circunferência do comutador, a montagem da travessa com suportes e porta-escovas deve ser realizada por meio de dispositivo especial. Monte as escovas nas janelas dos porta-escovas. As escovas devem estar livres de rachaduras e lascas, caber livremente nas janelas dos porta-escovas, sem emperrar. Os vãos entre as escovas e as paredes das janelas devem estar dentro da norma, não superior a 0,1 mm. Moer nos pincéis. A travessia reparada é testada quanto à resistência do isolamento elétrico em relação ao alojamento.
Ao reparar uma armadura, ela é instalada com as pontas do eixo em suportes especiais, depois, girando-a, os dutos de ventilação são limpos com escova de aço e, em seguida, os dutos são completamente soprados com ar comprimido. Girando lentamente a armadura, remova poeira, sujeira e graxa dela. As bandas são inspecionadas, testadas quanto a curtos-circuitos entre espiras e a resistência de isolamento dos enrolamentos da armadura em relação ao invólucro é medida. Verifique o aperto das cunhas da ranhura.
Se as cunhas na ranhura enfraquecerem até um comprimento superior a 1/3 do comprimento da ranhura, elas serão substituídas. Fixe os parafusos soltos com uma chave de catraca especial, após pré-aquecer a armadura a uma temperatura de 160 - 170 °C. Para apertar os parafusos do comutador, a âncora é colocada em um suporte especial com o comutador voltado para cima. Os parafusos são apertados gradualmente, com aperto alternado dos parafusos diametralmente opostos, não mais do que meia volta. A inspeção visual garante a qualidade da soldagem do enrolamento da armadura aos galos do comutador. Os defeitos detectados são eliminados. Seque a âncora. O comutador é girado em seus próprios rolamentos e chanfrado nas nervuras longitudinais das placas do comutador. Restos de micanita são retirados das laterais das placas coletoras e o espaço entre as lamelas é limpo manualmente. Após retificar o coletor, sopre-o com ar comprimido, teste a armadura quanto a curto-circuito entre espiras e também meça a resistência de isolamento dos enrolamentos em relação à carcaça. Restaure o revestimento da âncora. Se a montagem do motor elétrico for atrasada, embrulhe a superfície de trabalho do comutador com papel grosso ou cubra-o com uma lona. Depois disso, coloque a âncora em um suporte de madeira.
Ao montar o motor, a blindagem é pressionada na estrutura pelo lado oposto ao coletor. Instale a âncora e atravesse na estrutura. A blindagem é pressionada pelo lado do coletor. Instale o motor na posição horizontal. Remova as tampas e anéis, meça o desvio mecânico dos rolamentos, a folga radial entre os rolos e o anel do rolamento em estado frio após o pouso. Depois de instalados os anéis, eles são colocados no eixo com os anéis aquecidos e os rolamentos são cobertos com tampas. Verifique o curso axial da armadura, as folgas entre as torneiras e o corpo do porta-escovas, a distância entre a borda inferior do porta-escovas e a superfície de trabalho do comutador, o desalinhamento do porta-escovas em relação ao comutador, que deveria estar dentro dos limites. Depois de instalada a travessa na posição de trabalho, ela está fixada. Certifique-se de que as escovas estejam posicionadas corretamente no comutador. Certifique-se de que o motor de tração esteja funcionando em marcha lenta, que as escovas estejam posicionadas corretamente no comutador e, se necessário, coloque-as em neutro geométrico. Após a conclusão da montagem, o motor de tração é testado. O programa de testes de aceitação para uma máquina DC inclui inspeção externa da máquina, medições de resistência do enrolamento, testes de aquecimento por 1 hora, verificação de velocidade de rotação e reversão em tensões nominais, carga e correntes de excitação para motores elétricos. Ao inspecionar a máquina, preste atenção ao estado do comutador, à instalação dos porta-escovas, ao funcionamento da armadura, à facilidade de manutenção do aparelho da escova e à facilidade de rotação da armadura. O coletor não deve possuir placas com arestas vivas, rebarbas ou cortes. O desvio do comutador e dos anéis coletores em uma máquina aquecida é permitido para motores elétricos e máquinas auxiliares não superior a 0,04 mm.
Segurança e Saúde Ocupacional
5.1 Medidas de segurança organizacional
A responsabilidade pelo cumprimento dos requisitos das normas de segurança cabe aos gestores do empreendimento. Contramestres, capatazes e atendentes de depósito garantem o cumprimento dos requisitos de segurança e saneamento industrial em suas instalações; instruir os trabalhadores, verificar ferramentas e dispositivos; não permitir que os trabalhadores trabalhem sem roupas e equipamentos de proteção especiais, monitorar a iluminação, ventilação e aquecimento das oficinas e manter a ordem no local de trabalho. A responsabilidade direta pelas questões de segurança no depósito cabe ao engenheiro-chefe. Os funcionários culpados de violações dos regulamentos de segurança podem estar sujeitos a responsabilidade disciplinar, administrativa, financeira e criminal. Pessoas recém-admitidas podem ser autorizadas a trabalhar depois de estudarem práticas de trabalho seguras e passarem nos testes. Inicialmente, o engenheiro de segurança dá o briefing introdutório, depois o encarregado realiza o briefing inicial no local de trabalho, treina o trabalhador e testa seus conhecimentos. Após passar nos testes durante o reparo do EPS, é preenchido um relatório e o contrafólio é entregue ao trabalhador que pode trabalhar. Periodicamente, uma vez a cada dois anos, são realizados testes para mecânicos repararem EPS. Os trabalhadores que violem requisitos de segurança ou tenham uma interrupção do trabalho superior a três meses estão sujeitos a testes extraordinários. Os trabalhadores que demonstrem conhecimento insatisfatório das precauções de segurança serão retestados no mínimo duas semanas depois. Se os testes repetidos forem insatisfatórios, o trabalhador é afastado do trabalho.
5.2 Lesões no trabalho
Considera-se acidente de trabalho o dano repentino ao corpo humano ou a perturbação do bom funcionamento dos seus órgãos em consequência de um acidente de trabalho. De acordo com as circunstâncias de ocorrência e natureza, distinguem-se os acidentes de produção, de trabalho e os acidentes domésticos.
Acidente de produção é o incidente ocorrido durante o horário de trabalho, incluindo os intervalos estabelecidos, bem como o tempo necessário para a arrumação dos utensílios de produção e do vestuário; antes de iniciar e depois de terminar o trabalho; no território da organização; fora do território da organização ao realizar trabalhos de acordo com as instruções da organização; no transporte da organização, no transporte com as pessoas que a atendem.
Um acidente de trabalho é um incidente ocorrido durante o trajeto para o trabalho e do trabalho para casa, não no transporte da organização; no exercício de funções públicas.
Cada caso de lesão no trabalho, ocorrido tanto durante o horário de trabalho como antes do início e do final do trabalho, está sujeito a investigação no prazo máximo de 24 horas. Ao tomar conhecimento do acidente, é necessário providenciar imediatamente atendimento médico, informar a direção do empreendimento e a comissão sindical e manter a situação e estado dos equipamentos como tais; como eles eram no momento do incidente, descubra as circunstâncias e causas do acidente. O ato do formulário N-1 é redigido em quatro vias.
5.3 Precauções de segurança ao testar equipamentos elétricos
Ao testar o isolamento de equipamentos elétricos de alta tensão, todos os trabalhos de reparação são interrompidos, o EPS é vedado com quatro placas com a inscrição “Perigo”, e em ambos os lados a uma distância de 2 m. dois guardas estão postados. Quando o pantógrafo é levantado é possível ajustar o regulador de tensão e relé de corrente reversa, regulador de pressão; limpe o vidro, verifique as saídas da haste do cilindro do freio; Quando os circuitos estiverem desenergizados, substitua as lâmpadas queimadas e os fusíveis de baixa tensão. Nas oficinas e departamentos do depósito, é tomado cuidado para que não haja desordem; os resíduos inflamáveis são coletados em locais especiais. Os resíduos perigosos e inflamáveis são armazenados em áreas especiais. As substâncias perigosas e inflamáveis são armazenadas em salas especiais onde é estabelecido um regime especial de segurança contra incêndio. Avisos e cartazes de advertência são afixados nos locais onde são realizados trabalhos com essas substâncias. As saídas das instalações e as abordagens às mesmas devem ser gratuitas. Por ordem do gerente do depósito, são nomeados os responsáveis pela segurança contra incêndio nas oficinas do depósito como um todo.
CONCLUSÃO
No processo de execução deste trabalho, estudei exaustivamente o projeto e o princípio de funcionamento do motor de tração TL-2K1 instalado na locomotiva elétrica VL-10. Familiarizei-me com as regras para seu reparo no volume TR-3, ambos teoricamente, a partir de livros didáticos, e na prática, durante a prática de encanamento. Prestei atenção especial à unidade motora que está indicada no tema do meu trabalho - o aparelho escova. O aparelho de escovas não é muito complexo, mas é um componente muito importante do motor de tração; o funcionamento do motor como um todo depende do seu bom funcionamento, e uma parte significativa das falhas dos motores de tração em funcionamento está associada justamente a mau funcionamento do aparelho de escova.
Aprendi métodos de trabalho seguros, observei as precauções de segurança ao estar nos trilhos e regras de higiene pessoal.
Acredito que o trabalho no VPER e no treinamento prático me ajudaram a consolidar os conhecimentos teóricos que adquiri na faculdade e a me preparar para o trabalho independente.