Fahrmotor tl 2k. Liste der verwendeten Literatur
Traktionselektromotor TL-2K1
Zweck und technische Daten. Der Gleichstrom-Fahrmotor TL-2K.1 (Abb. 30) dient zur Umwandlung der vom Kontaktnetz empfangenen elektrischen Energie in mechanische Energie. Das Drehmoment von der Ankerwelle des Motors wird über ein doppelseitiges einstufiges zylindrisches Schrägstirnradgetriebe auf den Radsatz übertragen. Bei diesem Getriebe werden die Motorlager in axialer Richtung nicht zusätzlich belastet.
Die Aufhängung des Elektromotors erfolgt stützaxial. Es ruht auf der einen Seite mit Motorachslagern auf der Radsatzachse der Elektrolokomotive und auf der anderen Seite über eine Gelenkaufhängung und Gummischeiben am Drehgestellrahmen. Der Fahrmotor hat bei der höchsten Geschwindigkeit der Elektrolokomotive einen hohen Leistungsnutzungsgrad (0,74) (Abb. 31).
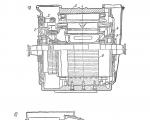
Das Belüftungssystem ist unabhängig und axial, wobei die Belüftungsluft von oben in die Sammelkammer zugeführt und von der gegenüberliegenden Seite entlang der Motorachse nach oben abgegeben wird (Abb. 32). Die Elektrolokomotive verfügt über acht Fahrmotoren. Die technischen Daten des TL-2K1-Motors lauten wie folgt:
Motorklemmenspannung... 1500 V
Taktstrom................480 A
Taktleistung......670 kW
Drehzahl der Uhr, . , 790 U/min
Dauerstrom. , . . , 410 A
Dauerleistung.... 575 kW
Kontinuierliche Rotationsgeschwindigkeit, 830 U/min
Erregung. ......konsistent
Isolationsklasse und Hitzebeständigkeit der Wicklung
Anker...............B
Isolationsklasse für Hitzebeständigkeit des Polsystems.................F
Höchste Rotationsgeschwindigkeit bei mäßig abgenutzten Bandagen................1690 U/min
Stützaxiale Motoraufhängung
Übersetzungsverhältnis......88/23-3.826
Widerstand der Wicklungen der Hauptpole bei einer Temperatur von 20 °C........ 0,025 Ohm
Widerstand der Wicklungen der Zusatzpole und der Kompensationswicklung bei einer Temperatur von 20 °C. 0,0356"
Ankerwicklungswiderstand bei 20 °C --- 0,0317 Ohm
Design. Der Fahrmotor TL-2K1 besteht aus einem Rahmen 3 (Abb. 33), einem Anker 6, einem Bürstenapparat 2 und Lagerschilden 1, 4.
Der Kern (Abb. 34) des Motors ist ein zylindrischer Guss aus Stahl der Güteklasse 25L-P und dient gleichzeitig als magnetischer Leiter. Daran befestigt sind sechs Haupt- und sechs Zusatzpole, ein rotierender Balken mit sechs Bürstenhaltern und Schilde mit Rollenlagern, in denen sich der Motoranker dreht.
Der Einbau der Lagerschilde in den Rahmen des Elektromotors erfolgt in folgender Reihenfolge: Der zusammengebaute Rahmen mit Pol und Kompensationsspulen wird mit der dem Kommutator gegenüberliegenden Seite nach oben platziert. Mittels Induktionsheizgerät wird der Hals auf eine Temperatur von 100-150 °C erhitzt, der Schirm eingelegt und mit acht M24-Bolzen aus Stahl 45 befestigt. Anschließend wird der Rahmen um 180° gedreht, der Anker abgesenkt, die Traverse befestigt montiert und ein weiterer Schirm auf die gleiche Weise wie oben beschrieben eingelegt und mit acht M24-Schrauben befestigt. An der Außenfläche des Rahmens befinden sich zwei Ösen zur Befestigung von Achslagern der Motor-Axiallager, eine Öse und eine abnehmbare Halterung zum Aufhängen des Motors, Sicherheitsösen und Ösen für den Transport. An der Seite des Kollektors befinden sich drei Luken zur Inspektion des Bürstenapparats und des Kollektors. Die Luken sind mit den Deckeln 7, I, 15 hermetisch verschlossen (siehe Abb. 33).
Abdeckung 7 der oberen Verteilerklappe ist mit einem speziellen Federverschluss am Rahmen befestigt, Abdeckung 15 der unteren Luke ist mit einer M20-Schraube und einer Spezialschraube mit Schraubenfeder befestigt und Abdeckung 11 der zweiten unteren Luke ist mit gesichert vier M12-Schrauben.

Für die Luftzufuhr gibt es eine Lüftungsklappe 18. Die Lüftungsluft tritt auf der dem Kollektor gegenüberliegenden Seite durch ein spezielles Gehäuse 5 aus, das am Lagerschild und am Rahmen montiert ist. Die Ausgänge des Motors erfolgen über ein PMU-4000-Kabel mit einer Querschnittsfläche von 120 mm2. Die Kabel werden durch Planenabdeckungen mit Kombiimprägnierung geschützt. Die Kabel sind mit Etiketten aus Polychlor-Vinylschläuchen mit den Bezeichnungen Ya, YaYa, K und KK versehen. Die Ausgangskabel I und YaYa (Abb. 35) sind mit den Wicklungen des Ankers, der Zusatzpole und der Kompensation verbunden, und die Ausgangskabel K und KK sind mit den Wicklungen der Hauptpole verbunden.
Die Kerne der Hauptmasten 13 (siehe Abb. 33) bestehen aus Elektroblech der Güteklasse 1312 mit einer Dicke von 0,5 mm, sind mit Nieten befestigt und mit jeweils vier M24-Schrauben am Rahmen befestigt. Zwischen dem Hauptmastkern und dem Rahmen befindet sich ein 0,5 mm dicker Stahlabstandshalter. Die Hauptpolspule 12 mit 19 Windungen ist auf eine Rippe aus weichem JIMM-Kupferband mit den Abmessungen 1,95 x 65 mm gewickelt, die entlang des Radius gebogen ist, um eine Haftung an der Innenfläche des Rahmens zu gewährleisten.
Um die Leistung des Motors zu verbessern, wird eine Kompensationswicklung 14 verwendet, die sich in in die Spitzen der Hauptpole eingeprägten Nuten befindet und in Reihe mit der Ankerwicklung geschaltet ist. Die Kompensationswicklung besteht aus sechs Spulen, die aus weichem rechteckigem Kupferdraht PMM mit den Abmessungen 3,28 x 22 mm gewickelt sind, und hat 10 Windungen. Jede Nut enthält zwei Windungen. Die Karosserieisolierung besteht aus sechs Schichten Glasglimmerband LSEK-5-SPl mit einer Dicke von 0,1 mm GOST 13184-78, einer Schicht Fluorkunststoffband mit einer Dicke von 0,03 mm und einer Schicht Glasband LES mit einer Dicke von 0,1 mm mm, mit einer Überlappung von der halben Bandbreite verlegt. Die Spulenisolierung besteht aus einer Lage Glasglimmerband der gleichen Marke, die mit einer Überlappung von halber Bandbreite verlegt wird. Die Kompensationswicklung in den Nuten wird mit Keilen aus Textolith der Güteklasse B gesichert. Die Isolierung der Kompensationsspulen ist bei TEVZ in Vorrichtungen eingebrannt, bei NEVZ im Kern.

Die Kerne der Zusatzstangen 10 bestehen aus gewalzten Blechen oder Schmiedestücken und werden mit drei M20-Schrauben am Rahmen befestigt. Um die Sättigung der Zusatzpole zu reduzieren, sind zwischen dem Rahmen und den Kernen der Zusatzpole 8 mm dicke diamagnetische Abstandshalter vorgesehen. Die Spulen der Zusatzpole 9 sind auf eine Kante aus weichem Kupferdraht PMM mit den Abmessungen 6x20 mm gewickelt und haben jeweils 10 Windungen. Die Gehäuse- und Deckelisolierung dieser Spulen ähnelt der Isolierung der Hauptpolspulen. Die Isolierung zwischen den Windungen besteht aus 0,5 mm dicken Asbestdichtungen, die mit dem Lack KO-919 GOST 16508-70 imprägniert sind.
Das Elektrolokomotivenwerk Nowotscherkassk produziert den Traktionsmotor TL-2K1, dessen Polsystem (Spulen der Haupt- und Zusatzpole) aus der Isolierung des Monolit 2-Systems besteht. Gehäuseisolierung der Spulen. Hergestellt aus Glasglimmerband 0,13X25 mm LS40Ru-TT, die Spulen sind mit der Epoxidverbindung EMT-1 oder EMT-2 gemäß TU OTN.504.002-73 imprägniert, und die Spulen der zusätzlichen Pole sind zusammen mit den Kernen und der Form imprägniert ein einteiliger Monoblock. Am Monoblock ist eine 10 mm dicke diamagnetische Dichtung angebracht, die gleichzeitig der Sicherung der Spule dient. Die Hauptpolspule wird durch zwei Keile in einem Abstandshalter entlang der Stirnteile gegen Bewegung auf dem Kern abgedichtet.
Der Bürstenapparat des Traktionselektromotors (Abb. 36) besteht aus einer geteilten Traverse 1 mit Drehmechanismus, sechs Halterungen 3 und sechs Bürstenhaltern 4.

Die Traverse ist aus Stahl, der Guss eines Kanalabschnitts hat am Außenrand einen Zahnkranz, der mit Zahnrad 2 (Abb. 37) des Drehmechanismus kämmt. Die Traverse der Bürstenvorrichtung wird durch einen an der Außenwand der oberen Kollektorluke angebrachten Verriegelungsbolzen 3 im Rahmen befestigt und verriegelt und durch zwei Bolzen der Verriegelungsvorrichtung 1 gegen das Lagerschild gedrückt: einer an der Unterseite des Rahmen, der andere auf der Hängeseite. Die elektrische Verbindung der Traversenhalterungen untereinander erfolgt mit PS-4000-Kabeln mit einer Querschnittsfläche von 50 mm2. Die Bürstenhalterhalterungen sind abnehmbar (aus zwei Hälften) und werden mit M20-Schrauben an zwei an der Traverse angebrachten Isolierstiften 2 (siehe Abb. 36) befestigt. Die Stahlbolzen der Finger werden mit AG-4V-Formmasse verpresst und darauf Porzellanisolatoren montiert.
Der Bürstenhalter (Abb. 38) verfügt über zwei zylindrische Federn, die auf Spannung arbeiten. Die Federn sind mit einem Ende an einer Achse befestigt, die in das Loch im Bürstenhaltergehäuse 2 eingeführt wird, und mit dem anderen Ende mit der Schraube 5, die die Federspannung reguliert, an der Achse des Druckstifts 4 befestigt. Die Kinematik des Andruckmechanismus ist so gewählt, dass er im Arbeitsbereich einen nahezu konstanten Druck auf die Bürste 3 ausübt. Darüber hinaus stoppt der Druck des Fingers 4 auf die Bürste automatisch, wenn der maximal zulässige Verschleiß der Bürste erreicht ist. Dies verhindert eine Beschädigung der Arbeitsfläche des Kommutators durch die flexiblen Drähte der abgenutzten Bürsten. In die Fenster des Bürstenhalters werden zwei geteilte Bürsten der Marke EG-61 mit den Abmessungen 2(8X50XX60) mm mit Gummistoßdämpfern eingesetzt. Die Bürstenhalter werden mit einem Stift und einer Mutter an der Halterung befestigt. Zur zuverlässigeren Befestigung und Einstellung der Position des Bürstenhalters relativ zur Arbeitsfläche in der Höhe bei Verschleiß des Kommutators sind am Körper des Bürstenhalters und der Halterung Kämme vorgesehen.
Der Anker (Abb. 39, 40) des Motors besteht aus einem Kommutator, einer in die Nuten des Kerns 5 eingelegten Wicklung (siehe Abb. 39), die in einem Paket aus lackierten Blechen aus Elektrostahl der Güteklasse 1312 mit einer Dicke von 0,5 mm montiert ist. eine Stahlbuchse 4, ein hinterer 7 und ein vorderer 3 Hochdruckreiniger, Welle 8. Der Kern hat eine Reihe axialer Löcher für den Durchgang von Belüftungsluft. Der vordere Hochdruckreiniger 3 dient gleichzeitig als Kollektorkörper. Alle Ankerteile sind auf einer gemeinsamen kastenförmigen Hülse 4 montiert, die auf die Ankerwelle 5 gepresst ist und so einen Austausch ermöglicht.

Der Anker verfügt über 75 Spulen und 25 Teilausgleichsanschlüsse 2. Die Verbindung der Wicklungsenden und Keile mit den Kollektorplattenhähnen erfolgt mit PSR-2,5-Lot GOST 19738-74 auf einer speziellen Anlage mit Hochfrequenzströmen .
Jede Spule verfügt über 14 einzelne Leiter, die in zwei Reihen in der Höhe angeordnet sind, und sieben Leiter pro Reihe. Sie bestehen aus Kupferband mit den Abmessungen 0,9 x 8,0 mm, Güteklasse L MM, und sind mit einer Schicht, die die halbe Breite überlappt, aus Glas-Sludinit-Band LSEK-5-SPl mit einer Dicke von 0,09 mm GOST 13184-78 isoliert . Jedes Paket aus sieben Leitern ist außerdem mit Glasglimmerband LSEK-5-SPl mit einer Dicke von 0,09 mm und einer Überlappung von der halben Breite des Bandes isoliert. Bei NEVZ werden Ankerspulen aus isoliertem PETVSD-Draht mit den Abmessungen 0,9 x 7,1 mm ohne zusätzliches Aufbringen einer Spulenisolierung hergestellt. Die Körperisolierung des Nutteils der Spule besteht aus sechs Schichten LSEC-5-SPl-Glasglimmerband mit den Abmessungen 0,1 x 20 mm, einer Schicht Fluorkunststoffband mit einer Dicke von 0,03 mm und einer Schicht LES-Glasband mit a 0,1 mm dick, mit einer Überlappung von der halben Bandbreite verlegt.

Sektionalausgleicher bestehen aus drei Drähten mit den Maßen 1 x 2,8 mm, Güteklasse PETVSD. Die Isolierung jedes Drahtes besteht aus einer Schicht Glasglimmerband LSEK-5-SGTL mit den Abmessungen 0,1 x 20 mm und einer Schicht Fluorkunststoffband mit einer Dicke von 0,03 mm. Die gesamte Dämmung wird mit einer Überlappung der halben Bandbreite verlegt. Isolierte Drähte werden mit einer Schicht Glasband zu einem Abschnitt verbunden und mit einer Überlappung von der halben Breite des Bandes verlegt. Im Nutteil wird die Ankerwicklung mit Textolite-Keilen und im vorderen Teil mit Glasband befestigt.
Der Motorkrümmer mit einem Arbeitsflächendurchmesser von 660 mm besteht aus voneinander isolierten Kupferplatten mit Mikanit-Dichtungen. Der Kollektor ist durch Mikanitmanschetten und einen Zylinder vom Druckkegel und -körper isoliert.
Die Ankerwicklung hat folgende Daten: Anzahl der Nuten 75, Nutteilung 1-13, Anzahl der Kommutatorplatten 525, Kommutatorteilung 1-2, Ausgleichsteilung entlang des Kommutators 1-176.
Motorankerlager der schweren Baureihe mit Zylinderrollen Typ 80-42428M sorgen für einen Ankerhub von 6,3-8,1 mm. Die Außenringe der Lager werden in die Lagerschilde eingepresst, die Innenringe auf die Ankerwelle. Um eine Einwirkung der äußeren Umgebung und ein Austreten von Schmiermittel zu verhindern, sind die Lagerkammern mit Dichtungen versehen (Abb. 41). Motor-Axiallager bestehen aus Messingauskleidungen, die entlang der Innenfläche mit Babbitt B16 GOST 1320-74 gefüllt sind, und Achslagern mit konstantem Schmierstoffgehalt. Die Achslager verfügen über ein Fenster zur Schmierstoffversorgung. Um ein Verdrehen der Laufbuchsen zu verhindern, ist im Achsgehäuse eine Passfederverbindung vorgesehen.
Die Elektrolokomotive VL10 ist mit acht Fahrmotoren des Typs TL2K ausgestattet. Der Gleichstrom-Fahrmotor TL2K ist für die Umwandlung der vom Kontaktnetz empfangenen elektrischen Energie in mechanische Energie ausgelegt. Das Drehmoment von der Ankerwelle des Elektromotors wird über ein doppelseitiges einstufiges Stirnradgetriebe auf den Radsatz übertragen. Bei diesem Getriebe werden die Motorlager in axialer Richtung nicht zusätzlich belastet. Die Aufhängung des Elektromotors erfolgt stützaxial. Der Elektromotor ist einerseits über Motoraxiallager auf der Radsatzachse der Elektrolokomotive und andererseits über eine Gelenkaufhängung und Gummischeiben am Drehgestellrahmen gelagert. Das Belüftungssystem ist unabhängig, wobei die Belüftungsluft von oben in die Sammelkammer zugeführt und von oben auf der gegenüberliegenden Seite entlang der Motorachse abgeführt wird. Elektrische Maschinen besitzen die Eigenschaft der Reversibilität, was bedeutet, dass dieselbe Maschine sowohl als Motor als auch als Generator arbeiten kann. Aus diesem Grund werden Fahrmotoren nicht nur zur Traktion, sondern auch zum elektrischen Bremsen von Zügen eingesetzt. Bei einer solchen Bremsung werden die Fahrmotoren in den Generatorbetrieb geschaltet und die von ihnen aufgrund der kinetischen oder potentiellen Energie des Zuges erzeugte elektrische Energie in an Elektrolokomotiven installierten Widerständen gelöscht (rheostatisches Bremsen) oder auf das Kontaktnetz übertragen (regeneratives Bremsen). Bremsen).
Alle Gleichstrom-Fahrmotoren von U-Bahn-Wagen sind grundsätzlich gleich aufgebaut. Der Motor besteht aus einem Rahmen, vier Haupt- und vier Zusatzpolen, einem Anker, Lagerschilden, einem Bürstenapparat und einem Lüfter.
Motorrahmen
Es besteht aus elektromagnetischem Stahl, hat eine zylindrische Form und dient als Magnetkreis. Zur starren Befestigung am Querträger des Wagenrahmens sind am Rahmen drei Laschenansätze und zwei Sicherungsrippen vorgesehen. Der Rahmen verfügt über Löcher zur Befestigung der Haupt- und Zusatzstangen sowie Lüftungs- und Verteilerluken. Aus dem Motorrahmen kommen sechs Kabel. Die Endteile des Rahmens sind mit Lagerschilden abgedeckt. Auf dem Rahmen befindet sich ein Typenschild mit Angabe des Herstellers, der Seriennummer, der Masse, des Stroms, der Drehzahl, der Leistung und der Spannung.
Hauptstangen
Abb.1.
Sie sollen den Hauptmagnetfluss erzeugen. Der Hauptpol besteht aus einem Kern und einer Spule. Die Spulen aller Hauptpole sind in Reihe geschaltet und bilden die Feldwicklung. Der Kern besteht aus 1,5 mm starken Elektroblechen zur Reduzierung von Wirbelströmen. Vor dem Zusammenbau werden die Bleche mit Isolierlack lackiert, mit einer Presse verdichtet und mit Nieten befestigt. Der dem Anker zugewandte Teil des Kerns ist verbreitert und wird Polstück genannt. Dieser Teil dient zur Unterstützung der Spule sowie zur besseren Verteilung des Magnetflusses im Luftspalt. Bei den DK-108A-Traktionsmotoren der Wagen E (im Vergleich zu DK-104 der Wagen D) wurde der Abstand zwischen Anker und Hauptpolen vergrößert, was einerseits eine Erhöhung der Geschwindigkeit ermöglichte Betriebsmodi um 26 %, andererseits hat die Effizienz der elektrischen Bremsung abgenommen (langsame Erregung der Motoren im Generatorbetrieb aufgrund unzureichenden magnetischen Flusses). Um die Effizienz des elektrischen Bremsens zu erhöhen, gibt es in den Spulen der Hauptpole zusätzlich zu den beiden Hauptwicklungen, die im Traktions- und Bremsmodus den Hauptmagnetfluss erzeugen, eine dritte – eine Vorspannungswicklung, die einen zusätzlichen Magnetfluss erzeugt Fluss, wenn der Motor nur im Generatormodus läuft. Die Vorspannungswicklung ist parallel zu den beiden Hauptwicklungen geschaltet und erhält über einen Leistungsschalter, eine Sicherung und ein Schütz Strom vom Hochspannungskreis. Die Isolierung der Hauptpolspulen besteht aus Organosilizium. Der Hauptmast wird mit zwei Schrauben am Kern befestigt, die in eine Vierkantstange im Kernkörper eingeschraubt werden.
Zusätzliche Stangen
Sie sollen einen zusätzlichen Magnetfluss erzeugen, der die Kommutierung verbessert und die Ankerreaktion im Bereich zwischen den Hauptpolen verringert. Sie sind kleiner als die Hauptpole und liegen zwischen ihnen. Der Zusatzpol besteht aus einem Kern und einer Spule. Der Kern ist monolithisch ausgeführt, da aufgrund der geringen Induktion unter dem Zusatzpol keine Wirbelströme in seiner Spitze entstehen. Der Kern wird mit zwei Schrauben am Rahmen befestigt. Zwischen dem Rahmen und dem Kern ist eine diamagnetische Messingdichtung angebracht, um die Verluste des magnetischen Flusses zu reduzieren. Die Spulen der Zusatzpole sind untereinander und mit der Ankerwicklung in Reihe geschaltet.

Abb.2.
Eine Gleichstrommaschine hat einen Anker bestehend aus Kern, Wicklung, Kommutator und Welle. Der Ankerkern ist ein Zylinder aus gestanzten Elektrostahlblechen mit einer Dicke von 0,5 mm. Um Verluste durch Wirbelströme zu reduzieren, die entstehen, wenn der Anker ein Magnetfeld durchquert, werden die Bleche mit Lack voneinander isoliert. Jedes Blech verfügt über ein Loch mit Keilnut zur Montage auf der Welle, Lüftungslöcher und Nuten zur Verlegung der Ankerwicklung. Die Rillen im oberen Teil sind schwalbenschwanzförmig. Die Bleche werden auf die Welle gelegt und mit einem Schlüssel gesichert. Die zusammengesetzten Bleche werden zwischen zwei Hochdruckreinigern gepresst.
Die Ankerwicklung besteht aus Abschnitten, die in die Nuten des Kerns eingelegt und mit Asphalt- und Bakelitlacken imprägniert werden. Um ein Herausfallen der Wicklung aus den Nuten zu verhindern, werden Textolithkeile in den Nutteil eingeschlagen und der vordere und hintere Teil der Wicklung mit Drahtbändern verstärkt, die nach dem Wickeln mit Zinn verlötet werden. Der Zweck des Kommutators einer Gleichstrommaschine ist in verschiedenen Betriebsarten nicht derselbe. Somit dient der Kollektor im Generatormodus dazu, die in der Ankerwicklung induzierte variable elektromotorische Kraft (EMK) in eine konstante EMK umzuwandeln. an den Generatorbürsten, im Motor - um die Richtung des Stroms in den Leitern der Ankerwicklung zu ändern, so dass sich der Motoranker in eine bestimmte Richtung dreht. Der Kollektor besteht aus einer Durchführung, Kollektorkupferplatten und einem Druckkegel. Die Kollektorplatten sind untereinander durch Mikanitplatten und gegenüber der Durchführung und dem Druckkegel durch Isoliermanschetten isoliert. Der Arbeitsteil des Kommutators, der Kontakt mit den Bürsten hat, wird bearbeitet und geschliffen.
Um zu verhindern, dass die Bürsten während des Betriebs die Mikanitplatten berühren, wird der Kommutator einer „Spur“ ausgesetzt. In diesem Fall liegen die Mikanitplatten etwa 1 mm tiefer als die Kollektorplatten. Auf der Kernseite weisen die Kollektorbleche Vorsprünge mit einer Nut zum Einlöten der Ankerwicklungsleiter auf. Die Kollektorplatten haben einen keilförmigen Querschnitt und zur leichteren Befestigung eine Schwalbenschwanzform. Der Kommutator wird auf die Ankerwelle aufgepresst und mit einer Passfeder gesichert. Die Ankerwelle hat unterschiedliche Einbaudurchmesser. Zusätzlich zu Anker und Kommutator ist auf der Welle eine Lüfterbuchse aus Stahl aufgepresst. Die Lagerinnenringe und Lagerbuchsen werden heiß auf die Welle aufgepasst.
Lagerschilde
Die Schilde sind mit Kugel- oder Rollenlagern ausgestattet – zuverlässig und wartungsarm. Auf der Kollektorseite befindet sich ein Drucklager; sein Außenring liegt an der Nabe des Lagerschildes an. Auf der Fahrantriebsseite ist ein Freilager eingebaut, das eine Verlängerung der Ankerwelle bei Erwärmung ermöglicht. Für Lager wird dickes Fett verwendet. Um zu verhindern, dass während des Motorbetriebs Schmiermittel aus den Schmierkammern herausgeschleudert wird, ist eine hydraulische (Labyrinth-)Dichtung vorgesehen. Viskoses Schmiermittel, das in einen kleinen Spalt zwischen den im Schild eingearbeiteten Labich-Ringnuten und der auf der Welle montierten Buchse fällt, wird unter dem Einfluss der Zentrifugalkraft in Richtung der Wände des Labyrinths geschleudert, wo das Schmiermittel selbst hydraulische Trennwände bildet. An beiden Seiten des Rahmens sind Lagerschilde angebracht.
Bürstenapparat
Um den Motorkommutator an den Stromkreis des Autos anzuschließen, werden Elektrographitbürsten der Marke EG-2A verwendet, die über gute Pendeleigenschaften, eine hohe mechanische Festigkeit und eine hohe Widerstandsfähigkeit gegen große Überlastungen verfügen. Die Bürsten sind rechteckige Prismen mit den Maßen 16 x 32 x 40 mm. Die Arbeitsfläche der Bürsten ist zum Kommutator geschliffen, um einen zuverlässigen Kontakt zu gewährleisten. Die Bürsten sind in sogenannten Bürstenhaltern eingebaut und mit flexiblen Kupfer-Shunts mit diesen verbunden: Jeder Bürstenhalter hat zwei Bürsten, die Anzahl der Bürstenhalter beträgt vier. Der Druck auf die Bürste erfolgt durch eine Feder, deren eines Ende durch den Finger auf der Bürste, das andere Ende auf dem Bürstenhalter aufliegt. Der Druck auf die Bürste muss innerhalb genau definierter Grenzen eingestellt werden, da ein übermäßiger Druck zu einem schnellen Verschleiß der Bürste und einer Erwärmung des Kommutators führt und ein unzureichender Druck keinen zuverlässigen Kontakt zwischen Bürste und Kommutator gewährleistet, was zu Funkenbildung unter der Bürste führt. Der Druck sollte 25 N (2,5 kgf) nicht überschreiten und weniger als 15 N (1,5 kgf) betragen. Der Bürstenhalter ist auf einer Halterung montiert und wird mit zwei in die Halterung eingepressten Stiften direkt am Lagerschild befestigt. Die Halterung aus Bürstenhalter und Lagerschild ist mit Porzellanisolatoren isoliert. Zur Inspektion des Kommutators und der Bürstenhalter verfügt der Motorrahmen über Luken mit Abdeckungen, die einen ausreichenden Schutz vor dem Eindringen von Wasser und Schmutz bieten.
Lüfter
Während des Betriebs ist es notwendig, den Motor zu kühlen, da mit steigender Temperatur seiner Wicklungen die Motorleistung abnimmt. Der Lüfter besteht aus einer Stahlnabe und einem Silumin-Laufrad, befestigt mit acht Nieten. Die Laufradschaufeln sind radial angeordnet, um die Luft in eine Richtung auszustoßen. Der Lüfter dreht sich mit dem Motoranker und erzeugt darin ein Vakuum. Luftströme werden durch Löcher auf der Krümmerseite in den Motor gesaugt. Ein Teil des Luftstroms umspült den Anker, die Haupt- und Zusatzpole, der andere gelangt durch die Lüftungskanäle in den Kollektor und den Anker. Die Luft wird von der Lüfterseite durch die Rahmenluke nach außen gedrückt.
Technische Daten.
Stundenmodus. Langer Modus.
Strom, A…………………………………….480 Strom, A……………………………410
Leistung, kW………………………….670 Leistung, kW………………...575
Drehzahl, Drehzahl,
U/min………………………………….790 U/min…………………………..830
Effizienz…………………………………….0,931 Effizienz…………………………….0,936
Kollektorspannung, V……………………………………….1500
Höchste Rotationsgeschwindigkeit
mit mäßig abgenutzten Bandagen, U/min. …………………………… 1690
Wärmewiderstands-Isolierklasse:
Ankerwicklungen………………………………………………………………. IN
Stangensystem……………………………………………………… F
Übersetzungsverhältnis …………………………………………………….. . 88/23
Wicklungswiderstand bei einer Temperatur von 200 °C, Ohm:
Hauptpole ……………………………………………………… 0,025
zusätzliche Pole, Kompensationswicklung und Anker.... 0,0356
Belüftungsluftmenge, m3/min.
nicht weniger als……………………………………………………………………………..…95
Gewicht ohne Getriebe, kg…...………………………………………………………...5000
Maximale Drehzahl, U/min………………………………..1690
Technische Eigenschaften des EDP810-Elektromotors.
stündlich lang
Aktuelle A 580 540
Leistung kW 810 755
Drehzahl U/min 750 770
Effizienz % 93,1 93,3
Kollektorspannung V 1500
Höchste Drehzahl 1800 U/min
Anker der Isolationsklasse N
Stangensystem H
Anzahl der Belüftungsöffnungen Luft m3/s 1,25
Gewicht (kg. 5000
Ankerstrom beim Starten A 900
Erregerstrom beim Starten A 800
Hauptelemente: Rahmen, zwei Lagerschilde, sechs Haupt- und sechs Zusatzpole, Anker- und Bürstenbaugruppe.
Skelett Der Rahmen dient zur Aufnahme der Hauptelemente des Fahrmotors und stellt einen Magnetkreis dar. Es verfügt über zwei Hälse für Lagerschilde, obere und untere Verteilerluken, eine Lüftungsluke für die Zufuhr von Kühlluft, eine Luke mit einem Gehäuse für den Auswurf und ein Gehäuse zur Beseitigung des Luftdrucks im Rahmen. Zwei Zapfen für Achslager-Motor-Axiallager, vier Zapfen für den Transport und vier Halterungen zur Befestigung von Getriebegehäusen. Auf der Rückseite befinden sich zwei Sicherheitsauslässe für den Fall eines Bruchs der Pendelaufhängung des Elektromotors und eine Plattform zur Befestigung seiner Halterung.
Lagerschilde. Lagerschilde dienen der Aufnahme der Motor-Anker-Lagerung der Ankerwelle, also ihrer Zentrierung und Schmierstoffversorgung. Sie werden in die Hälse des Rahmens gepresst und mit einem Induktionsheizgerät auf eine Temperatur von 100 - 150 Grad erhitzt. Die Schilde verfügen über Gewindelöcher zum Auspressen. Teile von Lagereinheiten werden auf die Enden der Ankerwelle und in die Löcher in den Schilden gepresst.
Auf jedes Ende der Ankerwelle sind ein hinterer Anlaufring, ein vorderer Innenring des Ankerlagers und ein vorderer Anlaufring aufgepresst. Der Außenring des Lagers mit Rollen und einem Separator wird in das zentrale Loch jedes Schildes gedrückt. Die Befestigung erfolgt durch vordere und hintere Abdeckungen mit Labyrinthen, die über Muttern und Bolzen miteinander und mit der Abschirmung verbunden sind. Der Lagerschild mit vorderer und hinterer Abdeckung bildet die Lagerkammer.
Auf den vorderen Anlaufring ist ein Labyrinthring aufgepresst. Die Lager haben eine Schulter an den Innenringen und sorgen für einen Ankerlauf im Rahmen von 6,3–8 mm, was einen Lastausgleich zwischen dem linken und rechten Gang gewährleistet. Bei der Lagermontage werden die Lagerkammern mit LRW-Schmierstoff in einer Menge von 1,5 kg gefüllt. Bei Bedarf am TP durch ein Rohr im Lagerschild den Betrieb der Motorankerlager beobachten und 150-170 g hinzufügen. LRW-Schmierstoffe.
Hauptstangen. Die Hauptpole dienen dazu, den Hauptmagnetfluss der Traktion zu erzeugen
Elektromotor. Der Hauptpol besteht aus einem Kern und einer Spule. Der Kern ist laminiert, das heißt, er besteht aus 0,5 mm dicken Elektroblechen, die lackiert und mit Rohrnieten vernietet sind. Der laminierte Kern reduziert Wirbelströme, was die Erwärmung der Kerne verringert. In zwei rechteckige Löcher im Kern werden massive Stahlstangen mit Gewinden für vier Polbolzen eingepresst. Die Schraubenköpfe zur Befestigung der oberen Stangen sind mit einer Verbundmasse gefüllt. Zur Verlegung der Windungen der Kompensationswicklung sind im Polbogen des Kerns 10 Nuten eingeprägt. Die Hauptpolspule ist breitkantig aus Sammelkupfer gewickelt und hat 19 Windungen. An den Anfang und das Ende der Spule sind flexible Leitungen aus Kupfer, Litze und isoliertem Draht mit einem Querschnitt von 95 mm mit Spitzen angelötet. Die Spulenisolierung entspricht der Klasse F zwischen Windungen, Gehäuse und Abdeckung. Um Schäden an der Spulenisolierung zu vermeiden, wird bei der Montage ein Metallflansch zwischen ihr und dem Kern installiert. Bei der Montage eines Mastes wird zwischen dessen Kern und Rahmen eine 0,5 mm dicke Stahldichtung eingebaut.
Die sechspoligen Spulen sind in Reihe miteinander verbunden und bilden eine Wicklung der Hauptpole (Erregerwicklung), deren Ableitungen vom Kern mit K und KK gekennzeichnet sind. Die Anschlüsse bestehen aus Kupfer-, Litzen- und isoliertem Draht mit einem Querschnitt von 120 mm 2 und sind durch Planenabdeckungen geschützt.
Zusätzliche Vorteile (zusätzliche Pole). Zusätzliche Pole dienen der besseren Schaltung. Der Zusatzpol besteht aus einem massiven Stahlkern und einer Spule. Der Kern ist massiv, da die Induktion unter dem Pol gering ist und Wirbelströme unbedeutend sind. Die Spule des Zusatzpols ist aus Sammelschienenkupfer gewickelt und hat 10 Windungen. Windungs-, Gehäuse- und Deckelisolierung der Klasse F. Die Spulenanschlüsse dieser Pole werden in zwei Ausführungen hergestellt. Bei der ersten Variante ist eine Klemme flexibel aus isoliertem Draht mit einem Querschnitt von 95 mm, die zweite ist starr und besteht aus Kupferblech mit einem Querschnitt von 6 x 20 mm. Bei der zweiten Variante sind beide Anschlüsse flexibel: Einer besteht aus Kupferlitze und isoliertem Draht mit einem Querschnitt von 95 mm2, der zweite aus PN-Kupfergeflecht. Dieses Terminaldesign ist zuverlässiger und wird daher derzeit als einziges verwendet.
Die Spule wird mit am Kern angenieteten Bronzewinkeln am Kern befestigt und der Kern am Kern durch eine 8 mm dicke Messingdichtung (diamagnetisch). Ebenso wie bei den Hauptpolen ist zwischen Spule und Kern ein Stahlflansch eingebaut.
Die Spulen mit sechs Polen sind in Reihe geschaltet und bilden eine Wicklung aus zusätzlichen Polen, die in Reihe mit der Ankerwicklung geschaltet sind.
Ausgleichswicklung. Die Kompensationswicklung dient dazu, die Ankerreaktion unter jedem der Hauptpole vollständig zu kompensieren. Die Wickelspule ist aus einer weichen Kupferstange gewickelt. Es verfügt über 10 isolierte Windungen. Alle zwei Windungen sind miteinander isoliert, so dass die fertige Spule 5 Doppelwindungen hat. Dann werden diese Windungen mit dem Körper und der Abdeckung abgedeckt
Isolierung der Klasse F. Eine Seite der Spule passt in die Polbogennuten des Kerns eines Pols und die andere Seite passt in die Polbogennuten des Kerns des benachbarten Pols. und jede seiner Doppelwindungen ist mit Textolite-Keilen gesichert.
Hinweis: Wenn die gesamte Spule im Kern eines Pols platziert ist, hat sie aufgrund der unterschiedlichen Stromrichtung auf jeder der fünf Seiten der Spule keinen magnetischen Fluss.
Die Spulen der sechs Pole der Wicklung sind in Reihe geschaltet und bilden eine Kompensationswicklung, die in Reihe mit der Ankerwicklung geschaltet ist.
Anker. Der Anker dient zur Erzeugung eines magnetischen Flusses, der in Wechselwirkung mit dem magnetischen Fluss der Hauptpole das Drehmoment des Fahrmotors erzeugt.
Die Hauptelemente des Ankers: Welle 8, Hülse 4, Kern 5, Wicklung 6, Kommutator (1.3) und hinterer Hochdruckreiniger. Dient zum Aufpressen von Ankerelementen und Zahnrädern.
Trommelbuchse. Dient zum Aufpressen der hinteren Druckscheibe, des Ankerkerns, der Befestigung der Ankerwicklung und des Aufpressens des Kommutators. Besteht aus einem zylindrischen Teil und einer Trommel. Die Buchsentrommel hat an den Enden runde Belüftungslöcher und im Inneren befinden sich Versteifungsrippen mit länglichen Belüftungslöchern.
Kern 5 besteht aus 0,5 mm dicken Elektroblechen. Es verfügt über 75 Nuten am Umfang für die Ankerwicklungsspulen. Eine Reihe von Belüftungslöchern und ein zentrales Loch für die Nabentrommel. Der Kern wird entlang einer Passfeder auf die Buchsentrommel gedrückt und mit einer hinteren Druckscheibe 7 und einem Verteilergehäuse 3 daran befestigt. Der hintere Hochdruckreiniger wird entlang der Passfeder auf die Buchsentrommel gedrückt, und der Verteiler wird ebenfalls entlang der Passfeder auf den zylindrischen Teil der Buchse gedrückt. Der Kollektorkörper 3 fungiert als vorderer Hochdruckreiniger.
Die Ankerwicklung ist eine Schleife. Besteht aus 75 Spulen, jede davon hat 7 Abschnitte. Im Abschnitt befinden sich zwei vertikal angeordnete Leiter. Die Wicklung hat 25 Ausgleichsanschlüsse zu je drei Leitern, also insgesamt 75 Leiter. Die Teilung der Abschnitte entlang des Kollektors beträgt 1-2, die Teilung der Spulen entlang der Schlitze beträgt 1-13, die Teilung der Die Anzahl der Ausgleichsleiter entlang des Kollektors beträgt 1-176. Die Form der Ankerwicklungsspule ist in Abbildung 22a dargestellt. Die Rolle hat einen Rillenteil und zwei Frontteile.
Beim Zusammenbau des Ankers passt der gerillte Teil der Spule in die Nuten des Ankerkerns, der Vorderseite
Teil auf den Verteilerkörper und den hinteren Teil auf den hinteren Hochdruckreiniger. Zwischenwindungsisolierung von Leitern und Abschnitten, Gehäuse- und Deckelisolierung von Spulen der Klasse B. Die Ankerwicklungsspulen werden im Nutteil mit Textolite-Keilen befestigt und in den Vorderteilen fest mit Glasband umwickelt.
Kollektor. Der Kommutator führt die Kommutierung durch, das heißt, er hält die Stromrichtung in den Abschnitten der Ankerwicklung unter jedem der Hauptpole konstant.
Der Kollektor besteht aus einem Gehäuse 4 und einem Druckkegel 6 aus Stahlguss. Dazwischen befinden sich 525 silberlegierte Kupferkollektorplatten 1 und dazwischen ebenso viele Mikanitplatten. Die Platten sind seitlich durch Mikanit-Manschetten (Kegel) 7 und 3 und von unten durch den Mikanit-Zylinder 2 vom Körper und Kegel isoliert. Körper und Druckkegel sind durch Bolzen 5 miteinander verbunden. Der hervorstehende Teil des Mikanits Die auf dem Druckkegel liegende Manschette 7 ist mit Glasbandageband fest umwickelt. Die letzte Schicht dieses Bandes wird mit elektrisch isolierendem Lack NTs-929 oder GF-92ХС bedeckt, bis eine glatte, glänzende Oberfläche entsteht. Dieser Teil des Verteilers wird als Isolator oder Mikanitkegel bezeichnet. Der zusammengebaute Verteiler wird entlang der Passfeder auf den zylindrischen Teil der Ankerbuchse gedrückt, der Ölsumpfring 9 montiert und die Kronenmutter 10 festgezogen.
Der untere Teil der Kollektorplatten ist schwalbenschwanzförmig und gewährleistet so eine zuverlässige Befestigung zwischen Kollektorkörper und Druckkegel (Abb. 24). Im oberen Teil haben sie Vorsprünge, die „Hähnchen“ genannt werden. Beim Zusammenbau des Ankers werden Abschnitte der Ankerwicklungsspule und ihrer Ausgleichsanschlüsse in ihre Nuten eingelötet. Um das Gewicht des Kollektors zu verringern, wodurch die Zentrifugalkräfte reduziert werden, und um die Spannungen zu verringern, die beim Erhitzen des Kollektors entstehen, werden Löcher in den Kollektor gebohrt. Auf beiden Seiten der Kollektorplatte werden Fasen von 0,2 mm ´ 45o entfernt und die Mikanitplatten werden um 1,5 +/- 0,1 mm vertieft (vertieft).
Bürsteneinheit. Die Bürstenanordnung dient dazu, der Ankerwicklung Strom durch den Kommutator zuzuführen.
Die Hauptelemente der Bürstenanordnung: eine rotierende Traverse 1, Halterungsstifte 2 mit Isolatoren, Bürstenhalter 4 und Bürsten.
Die Traverse dient zur Befestigung des Bürstenapparates und zum Einrichten der Kommutierung. Hergestellt in
in Form eines gespaltenen Stahlrings mit Zähnen am Außenumfang. Im Querschnitt weist es eine Aufweitvorrichtung auf, die dazu dient, die Traverse vor ihrer Drehung zu komprimieren und nach ihrer Fertigstellung im Lagerschild aufzuweiten. Die Zähne der Traverse kämmen mit den Zähnen des Drehgetriebes 6, das mit einer Rolle in der Nähe der unteren Verteilerklappe befestigt ist. Sein quadratisches Ende, das für einen Ratschenschlüssel geeignet ist, ragt über den Rahmen hinaus. Im Lagerschild wird die Position der Traverse durch eine Klemme 5, die sich in der Nähe der oberen Verteilerklappe befindet, und zwei Verriegelungsvorrichtungen 7 fixiert. Im Werk des Herstellers wird nach dem Einrichten der Kommutierung die Position der Traverse durch Markierungen markiert am Rahmen und an der Traverse.
Die Halterungsfinger dienen zur Befestigung der Bürstenhalterhalterungen. Der Stift besteht aus einem Stahlstift 1 mit Gewinde, der oben mit einer AG-4V-Pressmasse verpresst ist, und einem Porzellanisolator 3, der mit AST-T-Paste fest auf eine Schicht Pressmasse gepresst ist. Vor dem Einbau des Isolators wird eine Mikanit-Unterlegscheibe auf den Vorsprung des schlüsselfertigen Bolzens gelegt. Die Stifte werden zur Befestigung einer Halterung nebeneinander in die Traverse eingeschraubt.
Die Halterungen dienen zur Befestigung von Bürstenhaltern. Halterung 3 ist aus Stahl, abnehmbar und besteht aus zwei Hälften.
Die Halterung wird an zwei Fingern befestigt und beide Hälften werden mit einer Schraube festgezogen. An der Endfläche der oberen Hälfte befinden sich ein Stift 4 und ein „Kamm“ zum Anbringen des Bürstenhalters sowie Gewindelöcher zum Anbringen von Anschlussdrähten und Jumpern zwischen den Bürstenhaltern. Bürstenhalter 2 dienen zur Bürstenmontage. Der Bürstenhalter besteht aus Siliziummessing. Es verfügt über eine Passfläche mit einem ovalen Loch und einem „Kamm“ für
Befestigung am Halterungsbolzen mit einer Mutter mit Federscheibe, einem Fenster zum Einbau von zwei Bürsten 3 und einem Druckmechanismus. Es umfasst zwei Zugfedern 1 und Druckfinger 4. Der Mechanismus übt unabhängig von der Höhe einen konstanten Druck auf die Bürste aus und stoppt sie auf einer minimalen Höhe. Die Spannung der Federn, die den Druck auf die Bürsten einstellen, erfolgt über Schrauben 5. Kupfergeflochtene Shunts beider Bürsten werden mit einer Schraube am Bürstenhalterkörper befestigt.
Bürsten dienen dazu, einen Schleifkontakt zwischen Kommutator und Bürstenhalter herzustellen.
Elektrographitierte Bürsten auf Rußbasis, geteilt, mit Gummistoßdämpfern, Typ
EG-61 Größe 2 (8 x 50 x 60) mm. In jedem Bürstenhalter sind zwei Bürsten eingebaut.
Die Bürste besteht aus zwei Hälften 1, Gummistoßdämpfern 2, Kupfergeflechtshunts 3 und daran angelöteten verzinnten Kupferspitzen 4. Die Kupfershunts werden mit Kupferpulver im Stemmverfahren in den Löchern der Bürsten befestigt. In diesem Fall sollte der Übergangswiderstand zwischen Shunt und Bürste nicht mehr als 1,25 MΩ betragen. Andernfalls brennt das Dichtungspulver aus und der Kupfershunt brennt durch. Elektrographitisierte Bürsten unterscheiden sich von zuvor hergestellten Bürsten des Typs EG-2A durch das Fehlen eines Aschegehalts, der zur Bildung einer stabilen Politur auf der Arbeitsfläche des Kommutators beiträgt und zur Verbesserung der Schalteigenschaften der Bürsten beiträgt.
Belüftungssystem. Das Belüftungssystem ist unabhängig. Kühlluft tritt von der Kollektorseite durch die Luke ein, kühlt den Kollektor und strömt auf drei Arten durch den Raum zwischen seinen Versteifungen:
· im Luftspalt zwischen Anker und Polen;
· Durchgangslöcher im Kern;
· Durchgangslöcher in der Buchse und um ihren Innendurchmesser herum;
Wicklungsanschlussplan. Der Fahrmotor vom Typ TL-2K1 ist ein in Reihe erregter Motor, daher sind seine Wicklungen wie folgt angeschlossen:
· Sechs Hauptpolspulen sind in Reihe geschaltet und bilden die Hauptpolwicklung (Erregerwicklung). Es hat Schlussfolgerungen aus dem Rahmen, die mit K und KK gekennzeichnet sind.
· Sechs Spulen der Zusatzpolwicklung, sechs Spulen der Kompensationswicklung und die Ankerwicklung sind in der folgenden Reihenfolge in Reihe geschaltet: Ausgang I, Brücke zwischen positiven Bürstenhaltern, positive Bürsten, Kollektor, Abschnitte der Ankerwicklung, Kollektor, negativ Bürsten, ihre Bürstenhalter, Brücke zwischen ihnen, Spulenwicklungen: DP, KO, KO, DP, KO, DP, KO, KO, DP, KO, KO, DP, Klemmenausgang.
Anmerkungen:
· Im Diagramm sind die Spulen der Zusatzpole des Gleichstroms mit den ungeraden Zahlen 1, 3, 5, 7, 9, 11 und die Spulen der Kompensationswicklung mit den Buchstaben H, S, H, S bezeichnet , H, S;
· Die Feldwicklungen zweier gepaarter Traktionselektromotoren sind über Nockenelemente von Bremsschaltern mit den Ankerwicklungen dieser Motoren im Leistungskreis der Elektrolokomotive in Reihe geschaltet.
· Die Hauptpolspule ist auf eine Rippe aus weichem Kupferband LMM mit den Abmessungen 1,95 x 65 mm gewickelt, die entlang des Radius gebogen ist, um eine Haftung an der Innenfläche des Rahmens zu gewährleisten. Die Zwischenisolierung besteht aus Asbestpapier in zwei Schichten mit einer Dicke von 0,2 mm und ist mit dem Lack KO-919 GOST 16508-70 imprägniert. Die Gehäuseisolierung besteht aus acht Lagen Glasglimmerband LSEP-934-TP 0,13 x 30 mm GOST13184-78 mit Polyethylenterephthalant-Folie auf Lack der Marke PE-934 und einer Lage technischem Lavsan-Wärmeschrumpfband mit einer Dicke von 0,22 mm TU-17 GSSR8-79, überlagert mit einer Überlappung der halben Bandbreite;
· Die zusätzliche Polspule ist aus Sammelschienenkupfer mit den Abmessungen 6 x 20 mm gewickelt. Die Zwischenisolierung besteht aus 0,5 mm dicken Asbestdichtungen, die mit KO-919-Lack imprägniert sind. Die Körperisolierung der Spule ist die gleiche wie die der Hauptpolspule;
· Die Kompensationswicklungsspule ist aus einer weichen Kupfer-PMM-Stange mit den Abmessungen 3,28 x 22 mm gewickelt. Die Windungsisolierung besteht aus einer Lage Glasglimmerband, das über die halbe Breite des Bandes überlappend verlegt wird. Die Gehäuseisolierung besteht aus sechs Schichten Glasglimmerband LSEK-5-SPL mit einer Dicke von 0,11 mm GOST13184-78 und einer Schicht technischem Lavsan-Wärmeschrumpfband mit einer Dicke von 0,22 mm TU-17 GSSR 8-78. mit einer Überlappung von der halben Breite des Bandes verlegt;
Der Ankerwicklungsabschnitt besteht aus zwei Leitern aus Kupferband mit Abmessungen
0,9 ´ 8,0 mm Marke LMM und einlagig mit einer Überlappung von halber Breite mit Glas-Sludinit-Band LSEK-5-SPl mit einer Dicke von 0,09 mm isoliert. Jedes Paket aus sieben Leitern ist ähnlich isoliert. Die Körperisolierung des Nutteils der Spule besteht aus sechs Schichten LSEC-5-SPl-Glasglimmerband mit den Maßen 0,01 x 20 mm, einer Schicht Fluorkunststoffband mit einer Dicke von 0,03 mm und einer Schicht LES-Glasband mit einer Dicke von 0,1 mm, verlegt mit eine Überlappung von der halben Breite des Bandes;
· Ausgleichsanschlüsse bestehen aus drei Leitern mit den Maßen 1 x 2,8 mm, Marke PETVSD. Die Isolierung jedes Drahtes besteht aus Glasglimmerband LSNK-5-SPl mit den Abmessungen 0,1 x 20 mm und einer Schicht Fluorkunststoffband mit einer Dicke von 0,03 mm. Die gesamte Dämmung wird mit einer Überlappung der halben Bandbreite verlegt. Isolierte Drähte werden mit einer Schicht Glasband zu einem Abschnitt verbunden und mit einer Überlappung von der halben Breite des Bandes verlegt.
ARTEN DER REPARATUR VON TRAKTIONSMOTOREN UND IHRE KURZE
CHARAKTERISTISCH.
Die Reparaturregeln für Traktionselektromotoren sehen drei Arten von Reparaturen vor: Depot-TR3, mittlere SR und Kapital-KR. Die Laufleistung der Elektrolokomotive zwischen ihnen beträgt jeweils 750.000 km.
Eine kurze Liste der Arbeiten, die während der Depotreparaturen von TR-3 durchgeführt wurden:
· Demontage des Elektromotors, ohne die Polspulen von den Kernen zu entfernen, Inspektion und Reparatur des Rahmens, der Lagerschilde, der MOS-Kappen und ihrer Auskleidungen. Reparatur des mechanischen Teils des Ankers. Magnetische Fehlererkennung an Wellenkonen und Innenringen von Ankerlagern;
· Drehen, Nuten, Anfasen und Schleifen des Kommutators. Überarbeitung der Bürstenbaugruppe.
· Imprägnierung von Pol- und Ankerspulen, wenn der Isolationswiderstand weniger als 1 MOhm beträgt. und wird nach dem Trocknen nicht wiederhergestellt, die Spulen wurden während der Herstellung oder Reparatur mit Öl-Bitumen-Lack imprägniert und
nach dem Wechsel geschwächte Ankerbänder.
Die Imprägnierung der Polspulen erfolgt, ohne die Pole vom Rahmen zu entfernen, und der Ankerspulen – ohne Entfernung der Keile im Imprägnierlack FL-98.
Nach dem Imprägnieren und Trocknen der Spulen werden diese und der Rahmen von innen mit Elektroisolierlack EP-91 beschichtet. Montage, Außenlackierung des Rahmens und Prüfung des Elektromotors am Prüfstand.
Hinweis: Bei TR3 erfolgt die magnetische Fehlererkennung der Kardanwelle, ihrer Antriebe, Achsen, Querträger und Nadellagergehäuse an den Fahrmotoren von Notstromlokomotiven.
Eine kurze Liste der Arbeiten, die während der durchschnittlichen Reparatur eines CP durchgeführt wurden: zusätzlich zu TP3, Produktion
· bei Polspulen Entfernung der Gehäuseisolierung. Prüfung der Windungsisolation, Messung des ohmschen Widerstands der Spulen und Prüfung auf Windungskurzschluss. Starre Leitungen durch flexible ersetzen. Neue Karosserieisolierung verlegen, imprägnieren, trocknen und mit Elektroisolierlack EP-91 beschichten.
· Entfernen Sie den Verband am Anker, wenn er locker ist, Lichtbogenverbrennungen oder Delaminationen aufweist. Inspektion sichtbarer Teile der Ankerwicklung und Lötstellen in den Hähnen. Doppelte Imprägnierung der Wicklung, Trocknung und Beschichtung mit EP-91-Email. Montage, Lackierung und Prüfung eines Elektromotors auf einer Prüfstation.
Überholung des KR: Reparatur aller Komponenten mit kompletter Demontage und Einbringen aller Maße in die Zeichnungen. Austausch der Kollektorisolierung und Spulenisolierung aller Wicklungen. Montage, Lackierung und Prüfung eines Elektromotors auf einer Prüfstation.
KONZEPT ZUR PRÜFUNG VON TRAKTIONSMOTOREN.
Stellen Sie vor dem Testen von Fahrmotoren sicher, dass die Bürsten korrekt im Leerlauf installiert sind, und prüfen Sie, ob sich der Anker manuell frei drehen lässt. Überprüfen Sie im Leerlauf die Funktion der Kommutator-Bürsten-Baugruppe, wenn Sie den Anker in beide Richtungen drehen.
· misst den ohmschen Widerstand der Wicklungen bei einer Umgebungstemperatur von 20 Grad. Seine Abweichung vom Nennwert sollte nicht mehr als 10 % betragen;
· Testen Sie die Erwärmung der Wicklung bei Nennspannung und Stundenstrom 1 Stunde lang im Rücklaufverfahren
Maximal zulässige Temperaturen in Grad für Isolationsklassen.
Ankerwicklung 120 140 160
Polwicklung 130 155 180
Sammler 95 95 105
Hinweis: Die Nennluftmenge für den Fahrmotor TL-2K1 beträgt 95 m 3/min.
· Überprüfen Sie die Frequenz in beiden Richtungen bei stündlichem Strom und Nennspannung. Die Drehzahlabweichung sollte nicht mehr als +/- 3 % betragen;
· Führen Sie einen Test mit erhöhter Geschwindigkeit durch. Für Traktionselektromotor TL-2K1
2260 U/min;
· Überprüfen Sie 5 Minuten lang die Spannungsfestigkeit der Windungsisolierung. Die Spannung liegt 50 % über der Nennspannung.
· Überprüfen Sie den Rundlauf des Kollektors. Es ist nicht mehr als 0,08 mm zulässig;
· Überprüfen Sie die Kommutierung bei Drehung in beide Richtungen. Die Prüfung erfolgt in drei Modi:
Die Kollektorspannung ist Nennspannung (1500 V), der Ankerstrom beträgt doppelt stündlich 960 A, der Erregerstrom ist Nennspannung;
Die Spannung am Kollektor ist am höchsten (2000 V), die höchste Drehzahl zum Testen beträgt 2260 U/min. Der Erregerstrom ist entsprechend OB4 am kleinsten, also 36 % des Ankerstroms;
Die Spannung am Kollektor ist am höchsten (2000 V), der Ankerstrom ist am höchsten, der Erregerstrom ist am niedrigsten, entsprechend OB4.
· Überprüfen Sie den Isolationswiderstand der Wicklungen gegenüber dem Gehäuse, der mindestens betragen muss
· Prüfen Sie die Spannungsfestigkeit der Isolierung mit Wechselstrom für 1 Minute mit Spannung: KR - 8800 V, SR-7000 V, TP3 - 6000 V.
ABLAUF DES VERLEGENS UND BEFESTIGENS DER ANKERWICKLUNG.
· Vorisolierte Ausgleichsanschlüsse werden auf dem Mikanit-Kragen des Kommutatorkörpers platziert und befestigt. Ihre Leiter werden mit einer Stufe entlang des Kollektors von 1-176 in die Schlitze der Kollektorplatten eingeführt;
· Glasglimmerdichtungen werden in die Nuten des Kerns eingelegt und Mikanitdichtungen werden auf den Hochdruckreiniger und die installierten Ausgleichsanschlüsse gelegt.
· Seine Spulen werden in Schritten von 1-13 in die Nuten des Ankerkerns eingesetzt und ihre Abschnitte werden in Schritten von 1-2 in die Nuten der Hähne der Kommutatorplatten eingesetzt. Zwischen den beiden Seiten der verschiedenen Spulen sind zuvor Glimmerdichtungen in die Nut eingelegt;
· Im Nutteil der Spule werden die Ankerwicklungen mit Textolite-Keilen befestigt;
· Löten der Ankerwicklungsabschnitte und Ausgleichsanschlüsse durchführen;
· Primärimprägnierung der Ankerwicklung mit Imprägnierlack FL-98 und Trocknung in Trockenöfen durchführen.
· ein Glasverband wird unter Spannung auf die Stirnseiten der Ankerwicklungsspulen gelegt;
· Sekundärimprägnierung der Ankerwicklung im gleichen Lack, Trocknung, Beschichtung mit Elektroisolierlack EP-9, mechanische Bearbeitung des Kommutators und dynamisches Auswuchten des Ankers auf beiden Seiten.
Anmerkungen
Kurze Informationen zu Ankerwicklungen.
Es gibt zwei Arten von Ankerwicklungen elektrischer Lokomotivmaschinen:
· Wellenwicklung (Abb. 32, 34). Die Form der Wellenwicklung ähnelt im entfalteten Zustand einer Welle. Bei einer einfachen Wellenwicklung sind die unter verschiedenen Polen liegenden Abschnitte in Reihe geschaltet. Daher wird diese Wicklung auch seriell genannt;
· Schleifenwicklung (Abb. 32, 33). Die Form der Schleifenwicklungsspule ähnelt einer Schleife. Bei einer einfachen Schleifenwicklung bilden die unter jedem Polpaar liegenden Abschnitte parallele Zweige, weshalb sie auch als parallel bezeichnet wird.
Jede dieser Wicklungen wird durch Bürsten in parallele Zweige unterteilt. In einer Wellenwicklung sind unabhängig von der Anzahl der Polpaare immer zwei davon vorhanden. Bei einer Schleifenwicklung entspricht ihre Anzahl der Anzahl der Pole. Die Anzahl der Parallelzweige bestimmt den Einsatzbereich der Wicklung.
Vergleich der Wicklungen nach Strom. Die größte Strommenge, die durch die Ankerwicklung geleitet werden kann, wird durch ihren Wert in einem Parallelzweig bestimmt. Je mehr parallele Zweige, desto weniger Strom fließt in jedem von ihnen (der Wicklungsstrom wird durch ihre Anzahl geteilt). Da in einer Schleifenwicklung die Anzahl paralleler Zweige größer ist, kann sie mehr Strom führen als eine Wellenwicklung. Diese Wicklung wird in Fahrmotoren von Elektrolokomotiven der Baureihe eingesetzt
VL11, (VL11 m), Notsituationen und im Umrichtergenerator, der mit hohen Strömen arbeitet.
Vergleich der Wicklungen nach Spannung. Die an die Wicklung angelegte Spannung wird durch die Anzahl der Ankerwicklungsabschnitte in einem Parallelzweig bestimmt. Bei gleicher Anzahl von Abschnitten in Wicklungen beider Arten ist die Anzahl der Abschnitte in einem Parallelzweig einer Wellenwicklung größer (geteilt durch zwei). Daher liegt an dieser Wicklung eine höhere Spannung (geringerer Spannungsabfall in jedem Abschnitt) als an der Schleifenwicklung. Wellenwicklungen werden in Motoren von Hilfsmaschinen verwendet, die mit einer Kollektorspannung von 3000 V betrieben werden.
Schleifenwickelfunktion. Die Besonderheit der Schleifenwicklung besteht darin, dass sich jeder ihrer parallelen Zweige unter einem bestimmten Hauptpolpaar befindet. Da es technisch nicht möglich ist, alle Hauptpole mit der gleichen Magnetisierungskraft zu erzeugen und idealerweise Luftspalte zwischen Anker und Polen zu erzeugen, werden in Parallelzweigen unterschiedlich große EMKs induziert. Der Unterschied dieser EMKs. verursacht das Auftreten von Ausgleichsströmen in den Parallelzweigen der Ankerwicklung. Diese Ströme sind aufgrund des geringen Widerstands der Parallelzweige erheblich. Durch die Bürsten fließende Ausgleichsströme überlasten einige Bürsten und entlasten andere. Um sie von den Bürsten zu entfernen, werden Ausgleichsverbindungen verwendet, die die Punkte der Ankerwicklung mit dem gleichen Potenzial verbinden.
ABLAUF DER TRAVERSENDREHUNG.
· Trennen Sie die Kabel von den Halterungen der beiden oberen Bürstenhalter und entfernen Sie sie von der Traverse.
· Schrauben Sie die Klemmschraube ab, bis die Klemme aus der Nut der Halterung am Rahmen herauskommt.
· der Riegel ist um 180 Grad gedreht und in der Nut des Halters versenkt, um ein Hängenbleiben an den Fingern der Bürstenhalterhalterungen und der Auskleidung beim Drehen der Traverse zu vermeiden;
· Lösen Sie die Schrauben der Verriegelungen um 3-4 Umdrehungen;
· Durch die untere Verteilerluke, indem Sie den Stift des Expansionsgeräts an der Traverse in Ihre Richtung drehen, stellen Sie an der Schnittstelle einen Spalt von nicht mehr als 2 mm ein.
· Durch sanftes Drehen der rotierenden Traverse mit einem Ratschenschlüssel werden zwei Bürstenhalter von der Seite der Lüftungsluke zur oberen Kollektorluke gebracht und dann die restlichen Bürstenhalter, indem die Traverse in die entgegengesetzte Richtung gedreht wird;
· Beim Drehen der Traverse durch die untere Kollektorluke werden die Bürstenhalter in umgekehrter Reihenfolge zur Luke gebracht;
Durch Drehen der Traverse in beide Richtungen wird verhindert, dass der Zahn des Drehrades in den Schnitt der Traverse gerät.
Nach Abschluss der Inspektion bzw. Reparatur der Bürstenbaugruppe wird die Traverse risikogerecht montiert. Sie sichern die von den oberen Halterungen entnommenen Drähte, öffnen die Traverse, indem sie den Stift der Erweiterungsvorrichtung „von Ihnen weg“ drehen, beobachten durch die obere Luke, ob der Riegel mit der Nut an der Traverse übereinstimmt, und ziehen die Bolzen der Verriegelungsvorrichtungen fest bis sie fest sitzen.
ANFORDERUNGEN AN DIE KOLLEKTOR-BÜRSTEN-EINHEIT IM BETRIEB.
· Der Kollektor muss eine trockene, glatte Oberfläche mit dunkler oder heller Walnussfarbe haben (Vorhandensein von Poly-
Touren), ohne Spuren von Rundumbrand, Graten oder Kratzern;
· Die Tiefe des Mikanitpfads des Kollektors muss normal sein und die Abschrägungen an den Kollektorplatten müssen korrekt sein.
· Der Mikanitkegel muss sauber, glatt und ohne Risse in der elektrisch isolierenden Emaille NTs-929 sein. Diese Emaille darf sich nicht ablösen und weist keine Spuren von Verbrennungen durch einen Lichtbogen auf;
· die Traverse muss korrekt im Lagerschild montiert und gelöst sein;
· Die Finger der Bürstenhalterhalterungen müssen fest in der Traverse liegen. Ihre Porzellanisolatoren müssen sauber, frei von Rissen, Spänen und Spuren von Lichtbogenverbrennungen sein und dürfen sich nicht an den Fingern drehen.
· Die Bürstenhalter müssen im Verhältnis zum Kommutator korrekt installiert sein, um einen normalen Betrieb der Bürsten und einen normalen Druck auf sie sicherzustellen. Sollte keine Spuren von Lichtbogenverbrennungen aufweisen;
· Bevor die Bürsten in den Bürstenhalter eingesetzt werden, müssen sie getrocknet und in den Kommutator eingeschliffen werden. Es dürfen keine Risse, Absplitterungen oder Brüche im Kupfershunt vorhanden sein, die größer als normal sind. Die Bürsten müssen eine normale Höhe haben und korrekt in den Fenstern der Bürstenhalter montiert sein, ohne dass es zu Verformungen oder Verklemmungen kommt.
ARTEN VON SCHÄDEN AM TRAKTIONSMOTOR UND IHRE EIGENSCHAFTEN
ZEICHEN AUF SEINEM SAMMLER.
· Schmelzen des Kollektorkupfers an den Enden der Lamellen und Hähne, Anbrennen des Mikanitkegels, lichtbogengebrannte Glasur der Bügelisolatoren: eine Folge von Kreisbränden aus verschiedenen Gründen;
· lokale Erwärmung des Kollektors (blaue Drehung der Kollektorplatten), die zum Durchbrennen der Spulenisolierung in der Nut des Ankerkerns führen kann: Windungskurzschluss in der Spule der Ankerwicklung;
· Durchbrennen zweier benachbarter Kollektorplatten: Bruch der Ankerwicklungsabschnitte;
· Abnutzung des Kommutators: Der Kupfernebenschluss einer der Bürsten ist nicht befestigt, der Bürstenhalter ist aufgrund unsachgemäßer Installation heruntergefallen, Kurzschluss am Kommutator (entsteht im Winter, wenn die Elektrolokomotive nach einer Fahrt mit abgesenkten Stromabnehmern zurückgelassen wird);
· Schmierung am Kommutator: Überschüssige Schmierung im Ankerlager des Motors oder das Labyrinth der hinteren Abdeckung des Lagerschildes ist gebrochen;
· Feuchtigkeit am Kollektor: lockere Luken, Lösen der Elektrolokomotive aus einem warmen Stand ohne Trocknung der Fahrmotoren vom Heizaggregat.
ABMESSUNGEN DER KOLLEKTOR-BÜRSTEN-EINHEIT IM BETRIEB.
TL-2K1 AL-484eT
· Bürstenhöhe mm………………………… weniger als 25 weniger als 21
·Bürstenabsplitterung % der Fläche…………………mehr als 10 mehr als 10
· Gebrochene Drähte von Kupfershunts %…………… mehr als 15 mehr als 15
· Druck auf die Bürste kg……………………… mehr als 3,7 mehr als 2,1
weniger als 3,0 weniger als 1,6
der Unterschied zwischen diesen Drücken in
ein Bürstenhalter bzw
Bürstenhalter gleicher Polarität % ... mehr als 10 mehr als 10
· Spalt zwischen Bürste und Bürstenhalter
nach Bürstenstärke mm……………………… mehr als 0,35 mehr als 0,35
nach Bürstenbreite mm mehr als 1 mehr als 1
· Abstand zwischen dem Körper
Bürstenhalter und funktionsfähig
Kollektorfläche mm……………… mehr als 5 mehr als 4
weniger als 2 weniger als 1,8
das Gleiche gilt für Hähne mm……………… weniger als 4 weniger als 7
· Kollektorbahntiefe mm……….weniger als 0,5 weniger als 0,5
· Kollektorschlag mm……………………… mehr als 0,1 mehr als 0,1
· Kollektorleistung mm………………… mehr als 0,2 mehr als 0,2
(mit Genehmigung des Leiters des Lokomotivdienstes bis 0,5 mm)
ABMESSUNGEN DER KOLLEKTOR-BÜRSTEN-EINHEIT
ELEKTROMOTOREN VON HILFSMASCHINEN
Für Motoren TL100M: NB431P: TL122: NB110: NB436V:
Dv. Generator
- Bürstenhöhe mm. weniger als 30 30 30 16 20 25
- Spalt zwischen Bürste und
Bürstenhalterstärke mm. mehr als 0,5 0,5 0,5 0,5 0,5 0,5
- Spalt zwischen Bürste und
Bürstenhalterbreite mm. mehr als 0,9 0,9 0,9 0,9 0,8 0,8
- Abstand vom Körper
Bürstenhalter mehr als 5 5 5 4 2,5 2,5 arbeiten
Kollektorfläche mm. weniger als 2,5 2,5 2,5 2 2,5 2,5
- Das Gleiche gilt für Hähne mm. mehr als 5 4 3 4 5,5 12,5
- Drücken der Bürste kg. weniger als 1,2 1 1,2 2,75 1 0,75
mehr als 1,5 1,5 1,5 3,2 1,2 0,1
- Spurtiefe mm. mehr als 0,3 0,3 0,3 0,3 0,3 0,3
- Kommutatorschlag mm. mehr als 0,1 0,1 0,1 0,1 0,1 0,1
KURZE INFORMATIONEN ZU ANKERWICKLUNGEN.
Es gibt zwei Arten von Ankerwicklungen elektrischer Lokomotivmaschinen:
Welle (die Spule dieser Wicklung ähnelt im entfalteten Zustand einer Welle). Bei einer einfachen Wellenwicklung sind unter verschiedenen Polen liegende Abschnitte in Reihe geschaltet, weshalb diese Wicklung auch als Reihe bezeichnet wird.
Schleife (die Spule dieser Wicklung ähnelt einer Schleife). Bei einer einfachen Schleifenwicklung bilden die unter jedem Polpaar liegenden Abschnitte zwei parallele Zweige, weshalb sie als parallel bezeichnet wird.
Jede der Wicklungen wird durch Bürsten in parallele Zweige unterteilt.
Bei einer Wellenwicklung sind es unabhängig von der Anzahl der Pole immer zwei.
Bei einer Schleifenwicklung ist die Anzahl der parallelen Zweige gleich der Anzahl der Pole. Die Anzahl der Parallelzweige der Wicklung bestimmt den Anwendungsbereich.
Vergleich der Wicklungen nach Strom. Die maximale Strommenge, die durch die Ankerwicklung geleitet werden kann, wird durch die Strommenge in einem Parallelzweig bestimmt. Je mehr davon vorhanden sind, desto weniger Strom fließt in jedem von ihnen (der Wicklungsstrom wird durch ihre Anzahl geteilt). Da die Anzahl paralleler Zweige in einer Schleifenwicklung größer ist, kann sie mehr Strom führen als eine Wellenwicklung. Es wird im TL-2K1-Motor und im NB-436V-Konvertergenerator verwendet und arbeitet mit hohen Strömen.
Vergleich der Wicklungen nach Spannung. Die Höhe der an der Wicklung anliegenden Spannung wird durch die Anzahl der Wicklungsabschnitte in einem Parallelzweig bestimmt. Bei gleicher Anzahl von Abschnitten in beiden Wicklungstypen ist die Anzahl der Abschnitte in einem parallelen Zweig der Wellenwicklung größer (geteilt durch zwei), sodass diese Wicklung an eine höhere Spannung angeschlossen ist als die Schleifenwicklung. Die Wellenwicklung wird in Motoren von Hilfsmaschinen verwendet, deren Kollektorspannung 3000 V beträgt.
Schleifenwickelfunktion. Die Besonderheit dieser Wicklung besteht darin, dass sich jeder ihrer parallelen Zweige unter einem bestimmten Hauptpolpaar befindet. Da es technisch nicht möglich ist, alle Pole mit der gleichen Magnetisierungskraft herzustellen und absolut identische Luftspalte zwischen ihnen und dem Anker herzustellen, werden in Parallelzweigen EMF unterschiedlicher Größe induziert. Der Unterschied zwischen diesen EMF führt dazu, dass in den Zweigen Ausgleichsströme auftreten. Diese Ströme sind aufgrund des geringen Widerstands der Parallelzweige erheblich. Durch die Ausgleichsströme, die durch die Bürsten fließen, werden einige Bürsten überlastet und andere entlastet. Um sie von den Bürsten zu entfernen, werden Ausgleichsverbindungen verwendet, die die Punkte der Ankerwicklung mit dem gleichen Potenzial verbinden.
GERÄTEMERKMALE DES ELECTRIC LOGO CHS-2 TYP AL-484eT.
Stundenmodus, langer Modus
Strom 495A 435A
Leistung 700 kW 618 kW
Drehzahl 680 U/min 720 U/min
Effizienz 0,943 0,948
Maximale Drehzahl 1185 U/min
Der Motor verfügt über eine Tragrahmenaufhängung. Sein Design ähnelt dem eines TL-2K-Motors, mit Ausnahme des Ankerdesigns. Hauptelemente: Rahmen, zwei Lagerschilde, sechs Haupt- und sechs Zusatzpole, Anker, Kommutator und Bürstenbaugruppe.
Skelett Es verfügt über zwei Luken im oberen Teil. Auf der Antikollektorseite für den Eintritt der Kühlluft und auf der Kollektorseite für deren Austritt und Inspektion des Kollektors. Darüber hinaus dienen zwei untere Luken dem Luftauslass. Im Inneren des Rahmens sind spezielle Bandstahlrahmen zur Befestigung der Polspulen eingeschweißt.
Pole. Sie sind im Grunde gleich aufgebaut wie der TL-2K1. Die Hauptpolspule besteht aus Sammelschienenkupfer in zwei Schichten und hat 24 Windungen (jeweils 12 Windungen), und die zusätzliche Polspule hat zwei Schichten mit 19 Windungen (jeweils 10 und 9 Windungen). Am Anfang und Ende der Spulen sind Messingspitzen angelötet, in die Anschlusskabel eingelötet werden.
Anker. Hohlwelle, zwei Hohlflansche, zwei Druckscheiben, Kern und Wicklung. Die Hohlflansche werden mit Schrauben an den Enden der Hohlwelle befestigt. Darauf werden die Innenringe der Motorankerlager aufgepresst. Im Inneren der Hohlwelle befindet sich eine Kardanwelle mit innenliegender Kardankupplung, die in einer Schmierkammer untergebracht ist. Der Schmierstoff wird durch ein Rohr im Blinddeckel des Lagerschildes auf der Kommutatorseite in die Kammer eingefüllt. Die Kardankupplung greift über die Keilverzahnung ihres Zylinders in Zähne ein, die von der Innenseite der Hohlwelle angeschweißt sind. Auf die Außenseite der Hohlwelle werden ein hinterer Druckring, ein Kern und ein vorderer Druckring aufgepresst.
Der Kern ist aus Elektroblechblech laminiert. Auf der Außenseite befinden sich 87 Schlitze für die Ankerwicklungsspulen, am Ende befinden sich 48 dreieckige Löcher zur Kühlung und ein zentrales Loch mit einem Durchmesser von 500 mm. entlang des Durchmessers der Hohlwelle und einer Aussparung für die Passfeder.
Der Kollektor ist ähnlich aufgebaut wie der TL-2K1 TED, verfügt jedoch über 522 Kupfer und die gleiche Anzahl an Ambyritplatten (Kollektormekanit). Auf den vorderen Hochdruckreiniger gepresst.
Ankerwicklung. Schleife, Schritt 1-2 am Kollektor entlang. Hat 87 Spulen. Es gibt 6 Abschnitte in der Spule, 2 Leiter in einem Abschnitt. Die Wicklung hat 174 Ausgleichsleiter, ihr Abstand entlang des Kollektors beträgt 1-175. Die Befestigung der Wicklung in den Nuten erfolgt mit einem Keil und in den vorderen Teilen befindet sich eine Drahtbandage.
Bürsteneinheit. Das Gerät ähnelt dem Gerät der Bürstenanordnung des TED-Typs TL-2K1. Der Unterschied besteht darin, dass die Traverse durchgehend ausgeführt ist, die Bürstenhalter über Fenster zum Einbau von drei Bürsten verfügen und die Druckfinger über Blattfedern verfügen.
Der Motor verfügt über keine Kompensationswicklung, verfügt aber über eine gute Kommutierung. Dies ist auf die Aufhängung des Tragrahmens, die Berechnung des Magnetsystems, vergrößerte Luftspalte zwischen Anker und Polen sowie eine Vielzahl von Ausgleichsanschlüssen zurückzuführen.
ALLGEMEINE VORRICHTUNG FÜR HILFSMASCHINENMOTOREN
Die Motoren MK Typ NB-431P, MV Typ TL-110M und AM-D Typ NB-436V sind bis auf wenige Ausnahmen baugleich.
Die Hauptelemente sind: ein Rahmen, zwei Lagerschilde (der NB-436V hat einen), vier Haupt- und vier Zusatzpole, ein Anker, ein Kommutator, eine Bürstenbaugruppe und ein Kühlgebläse.
Skelett Es hat eine zylindrische Form, Pfoten zur Befestigung am Fundament, eine Verteilerluke, Fenster für den Kühlluftaustritt und Hälse für Lagerschilde.
Lagerschilde. Sie verfügen über ein Gerät, das den TL2K1-Schilden ähnelt, mit Ausnahme von:
Bei den Motoren NB-436V und NB-431P sind anstelle des vorderen Druckrings Endscheiben eingebaut.
Auf der Kollektorseite sind Sperrrollenlager und auf der Gegenkollektorseite Losrollenlager verbaut.
Die Schilde auf der Anti-Kollektor-Seite haben keine hintere Abdeckung; ihre Rolle übernimmt das Lagerschild selbst
Flüssiges Schmiermittel für radioaktive Abfälle 200–250 g, Zugabe von 20–30 g. Auf TR.
Anker: Welle, Kommutator, vorderer Hochdruckreiniger, Kern, hinterer Hochdruckreiniger, Lüfter (außer NB-431P), Ankerwicklung. Da die Ankerwelle keine Buchse hat, werden alle Elemente über eine Passfeder auf die Welle gedrückt. Der Kern ist laminiert, hat 43 Nuten (49 beim NB-436V) für die Ankerwicklungsspulen, drei Reihen von Belüftungslöchern, ein zentrales Loch für die Welle mit einer Aussparung für einen Schlüssel und eine Aussparung für den Glasverband auf der draußen. Der Kern wird beidseitig durch Hochdruckreiniger verdichtet. Wellenwicklung. Gehäuse- und Deckelisolierung von Wickelspulen der Klasse B. Befestigung der Spulen über die gesamte Länge mit Glasbandage. Der Kollektor verfügt über ein ähnliches Gerät wie TL2K1, die Anzahl der Platten beträgt jedoch 343.
Haupt- und Zusatzstangen. Ihr Design ähnelt TL2K1. Die Spulen sind aus isoliertem Draht gewickelt. Gehäuse und Deckel der Isolationsklasse F „Monolith“. NB-431P verfügt über eine abnehmbare Isolierung: Glasglimmer und Lavsanband.
Bürstenbaugruppe: eine Traverse, auf der vier mit AG-4-Vorspannung gepresste Stahlfinger mit darauf montierten Isolatoren befestigt sind. An den Fingern wird ein Bürstenhalter mit einer Bürste vom Typ EG-61, Größe 10-25-50, befestigt.
Belüftung: Luft wird durch die Löcher in der Kollektorluke angesaugt, strömt durch den Spalt zwischen den Polen und dem Anker, durch die Belüftungslöcher im Kern und tritt durch die Rahmenfenster auf der Anti-Kollektor-Seite aus. NB-431P verfügt über eine Zwangsbelüftung von MV. Die Luftzufuhr erfolgt durch die Luke auf der Kollektorseite und tritt durch die Löcher im Lagerschild auf der Gegenkollektorseite aus.
VORRICHTUNG UND BETRIEB DER WICKLUNGEN DER HAUPTPOLE DES NB-436V-KONVERTERS.
Hauptpole des Motors. Die Kerne der 39 Hauptpole enthalten die Spulen der beiden Wicklungen. Die mit dem Rahmen in Kontakt stehende Spule 40 ist eine unabhängige Erregerwicklungsspule (im Folgenden als NEU bezeichnet). Die zweite Spule 41 ist die Reihenerregerwicklungsspule (im Folgenden als SOV bezeichnet). Die HOB-Spule besteht aus isoliertem Rechteckdraht und hat 234 Windungen. Die POV-Spule besteht ebenfalls aus isoliertem Rechteckdraht und hat 95 Windungen. Isolierung von Spulen Klasse F Monolith.
NOV dient zur Erzeugung des Hauptmagnetflusses der Hauptpole und erhält Strom von den Steuerkreisen, wenn die Exciter-Taste eingeschaltet ist. Der POV fungiert als Schutzwicklung und ist in Reihe mit der Ankerwicklung in den Stromkreis des Elektromotors eingebunden. Die magnetischen Flüsse beider Wicklungen haben eine einheitliche Richtung, sodass der magnetische Fluss jedes Pols gleich Fgp = Fnov + Fpov ist.
Wirkungsweise der Reihenerregerwicklung. Tritt ein Kurzschluss im Kontaktnetz oder in der Dachausrüstung der Elektrolokomotive (vor der Schnellfahrweiche) auf, sinkt die Spannung im Kontaktnetz auf Null. Der Stromfluss durch die Ankerwicklung und die Reihenfeldwicklung stoppt, aber da die Hauptpole ihren von der unabhängigen Feldwicklung erzeugten Magnetfluss beibehalten haben und sich der Anker durch Trägheit dreht, schaltet der Motor in den Generatormodus. Dieser Modus ist für ihn gefährlich, da der Stromkreis seiner Ankerwicklung und der Reihenerregerwicklung durch den Kurzschluss geschlossen ist und ein Kurzschlussstrom durch sie fließt. Das Vorhandensein einer Reihenfeldwicklung führt jedoch dazu, dass der durch sie fließende Kurzschlussstrom in entgegengesetzter Richtung zu dem zuvor durch sie fließenden Strom einen starken magnetischen Fluss erzeugt, der dem magnetischen Fluss der unabhängigen Feldwicklung entgegengerichtet ist. Durch den durch den Kurzschlussstrom erzeugten magnetischen Fluss kommt es zu einer intensiven Entmagnetisierung der Hauptpole und der gefährliche Modus stoppt.
Anmerkungen:
Die Ursache für die unterschiedliche Drehung ist ein Bruch in der unabhängigen Erregerwicklung. In diesem Fall wird der magnetische Fluss der Hauptpole durch eine Wicklung der Reihe erzeugt
Erregung, mit 95 Windungen in seinen vier Spulen. Der magnetische Fluss der Hauptpole nimmt aufgrund des fehlenden magnetischen Flusses der unabhängigen Wicklung stark ab. Der Motor beginnt in einem stark abgeschwächten Erregermodus zu arbeiten, was zu einer erhöhten Drehzahl des Ankers und zur Zerstörung beider Elektromaschinen führt. Das Stoppen der erhöhten Drehzahl erfolgt über ein am Lagerschild 26 des Umrichtergenerators montiertes Drehzahlrelais 28 (Schaltungsbezeichnung PO12). Das Relais arbeitet bei einer Drehzahl von 1950 U/min und schaltet das Schütz aus, das den Umrichtermotor mit dem Kontaktnetzwerk verbindet;
· In einem solchen Fall erfolgt beim Umschalten in den Motorgeneratormodus mit serieller Erregung der Prozess der Entmagnetisierung der Hauptpole automatisch aufgrund einer Änderung der Stromrichtung in seiner Erregerwicklung.
Konverter-Generator-Polsystem. Das Stangensystem besteht aus sechs Haupt- und sechs Zusatzstangen. Auf den Kernen von 44 zusätzlichen Polen sind Spulen 45 aus isoliertem Rechteckdraht gewickelt. Jeder von ihnen hat 8 Windungen aus drei parallel geschalteten Leitern. Die Kerne der 14 Hauptpole enthalten die Spulen der beiden Wicklungen. Die erste Spule 17, die in Kontakt mit dem Rahmen steht, ist die Wicklungsspule für die unabhängige Erregung, die zweite Spule 18 ist die Wicklungsspule für die Gegenerregung. Die unabhängige Erregerwicklungsspule besteht aus isoliertem Rechteckdraht und hat 230 Windungen. Für den Konvertergenerator der Elektrolokomotiven VL11m hat diese Spule 280 Windungen. Die Gegenerregungswicklungsspule besteht aus einem isolierten Kupferstab und hat eine Windung aus zwei Leitern. Die Isolierung der Spulen beider Pole entspricht der Klasse F Monolith.
Die unabhängige Erregerwicklung dient dazu, einen magnetischen Fluss der Hauptpole zu erzeugen. Wird beim Zusammenbau eines regenerativen Bremskreises an Steuerkreise angeschlossen. Die darin enthaltene Strommenge wird durch Ändern des Widerstandswerts des Widerstands in seinem Stromkreis (Stromkreisbezeichnung R31) reguliert, wenn der Bremsgriff des Fahrercontrollers bewegt wird.
Die Gegenerregerwicklung dient der Stabilisierung des Regenerationsstroms bei Spannungsschwankungen im Kontaktnetz, daher ist jeder der beiden Parallelzweige dieser Wicklung mit einem der Parallelzweige der Fahrmotoren verbunden und wird vom Regenerationsstrom durchflossen.
Wicklungsanschlussplan. Die unabhängige Wicklung besteht aus zwei parallelen Zweigen mit jeweils drei Spulen, die innerhalb des Generators verbunden sind, und verfügt über die Anschlüsse H4 und HH4. Die Gegenerregungswicklung verfügt außerdem über zwei Zweige mit jeweils drei Spulen mit den Anschlüssen H2 und HH2 sowie H3 und HH3. Die Ankerwicklung wird in der folgenden Reihenfolge mit den Wicklungsspulen der Zusatzpole verbunden: Klemme R1, Brücke zwischen den negativen Bürstenhaltern, negativen Bürsten, Kollektor, Abschnitten der Ankerwicklung, Kollektor, positiven Bürsten und Bürstenhaltern, Brücke zwischen ihnen , sechs zusätzliche Pole, Klemme R2.
Hinweis: Bei den Elektrolokomotiven VL11 und VL11m mit dem SAURT-System am Umrichtergenerator verfügt die unabhängige Erregerwicklung ebenfalls über zwei parallele Zweige mit jeweils drei Spulen, die jedoch jeweils eigene Ableitungen vom Kern mit der Bezeichnung H5-NN5 und H4 und HH4 haben .
ELEKTRISCHE BREMSE.
Das Funktionsprinzip des elektrischen Bremsens basiert auf dem Prinzip der Reversibilität elektrischer Maschinen, wonach jede Maschine sowohl als Elektromotor als auch als Generator arbeiten kann, also vom Motorbetrieb in den Generatorbetrieb und zurück wechseln kann. Elektrisches Bremsen wird in regeneratives und rheostatisches Bremsen unterteilt. Betrachten wir das Funktionsprinzip des elektrischen Bremsens am Beispiel des regenerativen Bremsens.
REGENERATIVES BREMSEN.
Um regeneratives Bremsen zu gewährleisten, müssen folgende Bedingungen erfüllt sein:
· Ein reihenerregter Fahrmotor kann nicht in den Generatorbetrieb geschaltet werden. Um solche Elektromotoren im Generatorbetrieb zu betreiben, müssen sie auf Eigenerregung umgeschaltet werden. Dazu werden die Feldwicklungen aller Fahrmotoren von den Ankerwicklungen getrennt und an die Ankerklemmen des Umrichtergenerators angeschlossen;
· die Richtung des Erregerstroms in den Erregerwicklungen muss der Stromrichtung im Motorbetriebsmodus entsprechen;
· Gesamt-EMK Alle im Generatorbetrieb betriebenen Fahrmotoren müssen eine Spannung von 80–100 Volt über der Fahrleitungsspannung haben.
· Die Elektrolokomotive muss im geschlossenen Kreislauf betrieben werden, d.h. Zwischen dem Kontaktnetz und dem Schienenstromkreis muss ein Verbraucher angeschlossen sein: ein Umspannwerk, das Strom empfängt, oder eine im Traktionsmodus betriebene Elektrolokomotive.
· Der regenerative Bremskreis muss die Stabilisierung des regenerativen Stromwerts bei Spannungsschwankungen im Kontaktnetz gewährleisten.
FUNKTIONSPRINZIP DES EINFACHEN WIEDERHERSTELLUNGSSCHEMAS
BREMSEN MIT GEGENERREGUNG DES KONVERTERGENERATORS.
Eine der Bedingungen für das regenerative Bremsen ist, wie oben erwähnt, die Stabilisierung des Wertes des Regenerationsstroms bei Spannungsschwankungen im Kontaktnetz. Dieser Zustand lässt sich am einfachsten in einem regenerativen Bremskreis mit Gegenerregung des Umrichtergenerators erreichen.

Die einfachste Schaltung des regenerativen Bremsens mit Gegenerregung des Umrichtergenerators ist in der Abbildung dargestellt.
Der Generator eines solchen Wandlers verfügt über Spulen mit zwei Wicklungen auf den Kernen der Hauptpole. Eine davon ist eine unabhängige Erregerwicklungsspule (Nov), die andere ist eine Gegenerregungswicklungsspule (Pov). Die erste Wicklung erzeugt einen magnetischen Fluss der Hauptpole, die zweite stabilisiert den Wert des Rekuperationsstroms bei Spannungsschwankungen im Kontaktnetzwerk.
Vor dem Zusammenbau des regenerativen Bremskreises wird die Schaltfläche „Erreger“ aktiviert. Beim Einschalten schaltet das Kurzschlussschütz ein und verbindet die unabhängige Erregerwicklung (neu) des AM-D-Wandlermotors mit der Spannung der Steuerkreise. Nach dem Einschalten wird K53 eingeschaltet und verbindet seine Ankerwicklung zusammen mit der Reihenerregerwicklung (POV) mit dem Kontaktnetzwerk. Der Motor beginnt zu arbeiten und dreht den Generatoranker des AM-G-Wandlers.
Beim Aufbau des regenerativen Bremskreises unter Verwendung der Leistungskontakte der Nockenelemente des Bremsschalters (im Diagramm nicht dargestellt) wird die Erregerwicklung des Traktionselektromotors TED von der Ankerwicklung getrennt und mit den Ankerklemmen des AM verbunden -G-Konvertergenerator.
Dann wird nach dem Einschalten des Schützes K62 die NO-Wicklung des AM-G-Wandlergenerators über den variablen Widerstand R31 mit den Steuerkreisen verbunden. Der magnetische Fluss der Hauptpole des Generators und die EMK erscheinen. an den Klammern seines Ankers. Da die OB-Wicklung des Fahrmotors TED mit ihnen verbunden ist, beginnt der Erregerstrom Iv vom Pluspol des Generators durch sie zu fließen. Der magnetische Fluss der Hauptpole des Motors und die EMK erscheinen. an seinen Klammern.
Anschließen des Fahrmotors an das Kontaktnetz und Ermitteln des erforderlichen Wertes des Rekuperationsstroms.
Der Anschluss des Fahrmotors an das Kontaktnetz sollte erfolgen, wenn der Wert seiner EMK erreicht ist. wird die Kontaktnetzspannung um 80-100 Volt überschreiten. Dazu erhöht sich die EMK. Generator AM-G durch Reduzieren des Widerstandswerts des Widerstands R31 beim Bewegen des Bremsgriffs der Fahrersteuerung. Wenn es abnimmt, ändern sich die folgenden elektrischen und elektromagnetischen Größen: R31¯, Inov, Fnov, Eg, Iv.ted, Fted, Eted und wenn Eted den Wert von Uks um 80-100 Volt überschreitet, unter Verwendung eines linearen Schützes (in Abb. nicht dargestellt). . 51) erfolgt die Verbindung des Motors mit dem Kontaktnetzwerk. Danach wird ein Regenerationsstromkreis gebildet: Pluspol des TED-Ankers im Generatorbetrieb, Leistungskontakte des BV, Stromabnehmer, Kontaktnetz, Schaltplan eines Umspannwerks oder einer Elektrolokomotive im Traktionsbetrieb, Gleisstromkreis, OPV AM- G-Wicklung, Minuspol des TED-Ankers. Nachdem der Strom durch die OPV-Wicklung fließt, ist der magnetische Fluss der Hauptpole des AM-G-Generators gleich: Fg = Fnov-Fopv.
Um die erforderlichen Werte des Regenerationsstroms und des Bremsmoments zu erhalten, die durch die Formel Mt = Cm Ir f ausgedrückt werden, wird der Widerstandswert des Widerstands R31 erneut verringert. Alle oben genannten elektromagnetischen elektrischen Größen nehmen wieder zu, der Regenerationsstrom und das Bremsmoment des Fahrmotors nehmen zu.
Stabilisierung des Regenerationsstromwerts bei Spannungsschwankungen im Kontaktnetz.
Wenn sich die Spannung im Kontaktnetz ändert, erfolgt die Stabilisierung des Regenerationsstroms wie folgt. Nehmen wir an, dass Uks, Ið, Фпов¯, Фг. (Фг = Фнов-Фопв.), Er, Iв тд,
F ted, E ted, Ið, d.h. Aufgrund der Wirkung der OPV-Wicklung des AM-G-Generators behielt der Rekuperationsstrom seinen vorherigen Wert.
RHEOSTATISCHES BREMSEN.
Zum Aufbau des rheostatischen Bremskreises werden die Fahrmotoren vom Kontaktnetz getrennt und an Bremswiderstände angeschlossen (Abb. 52). Als solche Widerstände werden Anlaufwiderstände verwendet. Rheostatisches Bremsen wird nur bei Parallelschaltung von Traktionselektromotoren durchgeführt, da bei Reihen-Parallel- und Reihenschaltungen die Gesamt-EMK auftritt. Fahrmotoren erreichen gefährliche Werte für die elektrische Ausrüstung einer Elektrolokomotive.
Es gibt zwei rheostatische Bremssysteme. Die erste erfolgt mit sequentieller Selbsterregung, die zweite mit unabhängiger kontrollierter Selbsterregung.
Beim Umschalten auf rheostatische Bremsung wird das anfängliche Auftreten des Generatorstroms im Motorkreis durch die EMK verursacht, die aufgrund des geringen Restmagnetismus der Hauptpole der Fahrmotoren entsteht. Damit der Generatorstrom It den Restmagnetismus nicht zerstört, muss seine Richtung mit der Richtung des Stroms Id, dem vorherigen Traktionsmodus, übereinstimmen (Abb. 42, a). Dies wird erreicht, indem die Wicklungen der Fahrmotoren mit den Wendekontakten geschaltet werden (siehe Abb. 52, b). Um den Stromwert It und damit die Bremskraft von Traktionselektromotoren zu regeln, wird der Widerstandswert des Widerstands Rt über die Schütze 1-4 stufenweise verändert.
Bei der Parallelschaltung von Traktionselektromotoren wird jede Gruppe an einen separaten Widerstand angeschlossen, und bei Anschluss an einen gemeinsamen Widerstand wird eine Querschaltung zum Anschluss der Erregerwicklungen der Elektromotoren verwendet (Abb. 52, c). Wenn aus irgendeinem Grund die EMK zunimmt. und der Strom in den Ankerwicklungen eines Motorenpaares, dann erhöht sich entsprechend der Erregerstrom des anderen Paars und damit die EMK. und der Strom in ihren beiden Ankerwicklungen.

KLASSIFIZIERUNG UND BETRIEBSBEDINGUNGEN VON ELEKTROGERÄTEN.
Elektrische Geräte sind Geräte, die zum Einschalten, Ausschalten und Regeln des Stroms in den Stromkreisen einer Elektrolokomotive dienen.
Elektrische Lokomotiven arbeiten unter schwierigen Bedingungen: Sie sind starken Stößen ausgesetzt, die Umgebungstemperatur schwankt zwischen -50 und +40°; Staub, Feuchtigkeit, Fett gelangen auf die Geräte; der durch die Geräte fließende Strom ändert sich stark; häufige und anhaltende Überlastungen sind möglich; Übersteigt die Spannung den Nennwert um 15-20 %, können auch Schaltüberspannungen auftreten (Schaltspannungen sind Spannungen, die entstehen, wenn ein Stromkreis mit hoher Induktivität unterbrochen wird).
Elektrolokomotiven müssen über Folgendes verfügen:
mechanische Festigkeit der Teile;
elektrische Isolationsstärke;
Beständigkeit gegen Überlastungen, Erschütterungen, atmosphärische Einflüsse;
Schutz vor Staub und Schmutz;
wenn möglich, Austauschbarkeit und Einheitlichkeit der Teile;
Einfachheit des Designs, einfache Bedienung und Reparatur;
über minimale Gesamtabmessungen und ein Mindestgewicht verfügen;
Der Betrieb muss unter allen atmosphärischen Bedingungen gewährleistet sein.
Je nach Verwendungszweck der Stromkreise, in denen die Geräte eingebaut sind, werden sie in Geräte unterteilt:
Stromkreisgeräte, die im Fahrmotorkreis enthalten sind;
Hilfsstromkreisgeräte zum Einbau in den Hochspannungskreis von Elektromotoren von Hilfsmaschinen und Elektroöfen;
Niederspannungssteuergeräte;
Messgeräte, Beleuchtungs- und Alarmgeräte, Klemmleisten, Steckverbinder und Steckdosen.
Je nach Antriebsart werden die Geräte in Geräte unterteilt:
Manuell betriebene Geräte: Trennschalter, Druckschalter usw.;
Geräte mit elektromagnetischem Antrieb: elektromagnetische Schütze, Relais usw.;
Geräte mit elektropneumatischem Antrieb: elektropneumatische Schütze, Gruppenschalter, Nockenschalter usw.;
Basierend auf der Anzahl der betriebenen Geräte werden sie unterteilt in:
Geräte mit Einzelantrieb: pneumatische und elektromagnetische Schütze;
Geräte mit Gruppenantrieb: Gruppenschalter, Nockenschalter usw.;
Je nach Steuerungsmethode werden die Geräte in Geräte unterteilt:
Geräte mit direkter Steuerung, zum Beispiel Druckknopfschalter (PS);
Geräte mit indirekter (Fern-)Steuerung, zum Beispiel ein elektropneumatischer Schütz.
KONZEPT DES ELEKTRISCHEN KONTAKTES.
Kontakte werden nach der Kontaktart der Kontaktflächen und nach ihrer Gestaltung unterteilt.
Abhängig von der Art des Kontakts zwischen Kontaktflächen sind Kontakte:
Punktkontakte (Kontakt zweier Kugelflächen, Abbildung 1, a und Abbildung 2, d). Wird in Geräten verwendet, die mit niedrigen Strömen arbeiten.
Lineare Kontakte (Kontakt zweier Zylinderflächen, Abbildung 1, b und Abbildung 2, a, b, c), bei denen der Kontakt entlang einer Linie erfolgt. Es ist zu beachten, dass der lineare Kontakt der Kontakte in der Länge begrenzt ist (20–35 mm), da bei größeren Längen das Auftreten von Unregelmäßigkeiten und Fehlausrichtungen der Kontakte die Kontaktstärke der Kontakte im Vergleich zum berechneten Wert stark verändert. Linearkontakte werden in Geräten verwendet, die mit hohen Strömen arbeiten.
Flache Kontakte (Abbildung 1,c und Abbildung 2,d), ausgelegt für eine große Kontaktfläche auf ebenen Flächen. Sie werden in Schraubverbindungen und in Geräten verwendet, deren Kontakte ihre Position selten ändern.

Abbildung 1. Kontaktarten der Kontaktflächen elektrischer Kontakte:
Punkt (a); linear (b); flach (in).
Je nach Bauform können Kontakte (Abbildung 2) L-förmig (Fußform), Finger-, Plattenend-, Brücken- und Keilkontakte sein.

Abb. 2 Aufbau elektrischer Kontakte

Abbildung 3. Vorgang zum Einschalten von Kontakten mit Läppen:
a – Aus-Position, b – Kontaktkontakte, c – Ein-Position
Die Lösung (Unterbrechung der Kontakte) ist der Abstand zwischen den Arbeitsflächen der Kontakte in ihrer Aus-Position.
Der Einbruch (Reiben) ist die Strecke, die der bewegliche Kontakt vom Moment des Kontakts der Kontakte mit den Hilfsflächen bis zum vollständigen Schließen durch die Arbeitsflächen zurücklegt. Erzeugt durch eine läppende Feder.
Der anfängliche Anpressdruck (Druck) wird durch die Läppfeder erzeugt. Je nach Gerätetyp liegt es zwischen 3,5 und 9 kg.
Der endgültige Anpressdruck (Druck) wird durch einen elektropneumatischen oder elektromagnetischen Antrieb erzeugt, je nach Gerätetyp sollte er unter 14 – 27 kg liegen.
Die Kontaktlinie zwischen den Kontakten muss mindestens 80 % der gesamten Kontaktfläche betragen.
Die Kontaktöffnung wird durch den kleinsten Abstand zwischen den Kontakten in geöffneter Stellung bestimmt. Die Messung erfolgt mit einer Winkelschablone mit Millimetereinteilung (Abbildung 4 a und b).
Abhängig von der Ausführung des Kontaktsystems wird bei jedem Gerät ein Kontaktausfall gemessen. So erfolgt die Messung des Kontaktausfalls von PC-Schützen und Schützelementen von Gruppenschaltern bei eingeschaltetem Gerät unter Verwendung von Winkelschablonen bei 12 und 14 Grad. Der Abweichungswinkel des beweglichen Kontakthalters vom Anschlag des Kontakthebel (Abb. 5, a) gleich 13 ± 1 Grad entspricht dem Ausfall von Kontakten 10 - 12 mm
Der Ausfall der Kontakte der Nockenelemente der Nockenschalter wird in der geschlossenen Stellung der Kontakte durch den Abstand a bestimmt (Abb. 5, b). Abstand „a“ entspricht 7-10 mm
Ausfall 10-14 mm

Abbildung 5. Erkennung von Kontaktfehlern.
a) Feststellung des Ausfalls von Kontakten von Schützen vom Typ PC und Schützelementen von Gruppenschaltern b) - Feststellung von Ausfall von Kontakten von Nockenelementen zu Nockenvorrichtungen
DAS KONZEPT DER LICHTBOGENABLÖSUNG IN GERÄTEN.
Das Öffnen eines Stromkreises geht mit der Bildung eines Lichtbogens einher. Seine Länge hängt vom Strom im Stromkreis, dem Zustand der Kontakte und der Luftfeuchtigkeit der Umgebung ab. Die Bildung eines Lichtbogens erklärt sich dadurch, dass beim Entfernen der Spannung von der Antriebsspule des Geräts der Druck der Kontakte aufeinander nachlässt und der Übergangswiderstand zwischen ihnen zunimmt. Dies führt zu ihrer Erwärmung und damit zur Erwärmung der Umgebungsluft. Die Luft um die Kontakte herum wird ionisiert, das heißt, sie wird leitend, und wenn die Kontakte zwischen ihnen auseinanderlaufen, entsteht ein Lichtbogen. Es verursacht ein Verbrennen der Kontakte, und wenn es über einen längeren Zeitraum brennt und im unterbrochenen Stromkreis ein hoher Strom fließt, schmelzen die Kontakte und beschädigen sogar das Gerät.
Wenn die Kontakte auseinanderlaufen, nimmt die Lichtbogenlänge zu. Es brennt jedoch, bis seine Länge einen kritischen Wert erreicht. Bei hohem Strom wird eine kritische Lichtbogenlänge von 20 V/cm angenommen. Um sicherzustellen, dass der Lichtbogen in einem Gerät bricht, das einen Stromkreis mit einer Spannung von 3000 V öffnet, ist es erforderlich, den Lichtbogen auf 3000 V / 20 = 150 cm zu verlängern. Eine Verlängerung des Lichtbogens ist nicht möglich eine Länge durch Divergieren der Kontakte, daher werden in solchen Geräten spezielle Lichtbogenlöschvorrichtungen verwendet
Je nach Stärke des Lichtbogens erfolgt dessen Löschung auf unterschiedliche Weise.
Durch Erhöhen der Lichtbogenlänge auf eine kritische Länge durch Auswahl der Kontaktöffnungsgröße. Diese Methode der Lichtbogenlöschung wird in Geräten eingesetzt, die Steuerstromkreise mit kleinen Strömen unterbrechen. Zu diesen Geräten gehören Relais, Druckschalter, Treibersteuerungen usw.;
Anwendung der Doppellichtbogenunterbrechung mit Lichtbogenkühlung von unten. Diese Lichtbogenlöschmethode wird in den Schützen MK-15-01 der Elektrolokomotiven VL11 und in den Schützen MK-009 der Elektrolokomotiven VL11M verwendet;
Luftstoß, ein Anstieg des Gasdrucks in den Zündschnüren aufgrund der Erwärmung der Kalksandfüllung oder des Faserkörpers der Zündschnüre;
Verwendung einer speziellen Lichtbogenlöscheinrichtung bestehend aus einer Lichtbogenlöschspule und einer Lichtbogenlöschkammer. Diese Methode der Lichtbogenlöschung wird in Hochgeschwindigkeitsschaltern und Schützen des Leistungskreises von Fahrmotoren und Hochspannungskreisen von Hilfsmaschinen sowie in elektromagnetischen Niederspannungsschützen verwendet, die in Steuerkreisen mit hoher Induktivität oder durch welche verwendet werden Es fließen hohe Ströme.
Bei Lichtbogenlöschgeräten wird der Lichtbogen als Stromleiter mit einer bestimmten Länge und einem bestimmten Querschnitt betrachtet, der sich im von der Lichtbogenlöschspule erzeugten Magnetfeld befindet. Unter dem Einfluss einer elektromagnetischen Kraft, deren Richtung durch die „Linke-Hand“-Regel bestimmt wird, bewegt sich der Lichtbogen aus der Kontaktlösung in Richtung der Lichtbogenlöschkammer und wird auf deren Lichtbogenlöschhörner geworfen. Abhängig von der Gestaltung der Kammer dehnt es sich bis zu einer kritischen Länge aus, biegt sich um die labyrinthischen Trennwände herum oder teilt sich in parallele Zweige, kühlt an den Wänden der Kammer ab und erlischt. Wenn in der Kammer ein Lichtbogen brennt, erwärmen sich die aus den Wänden und Trennwänden der Kammer freigesetzten Luft und Gase. Durch den Lichtbogen aus der Kammer gedrückt, ionisieren sie die darüber liegende Luft, sodass der Lichtbogen außerhalb der Kammer brennt und auf die Erdungsteile übertragen wird. Um eine Ionisierung der Luft über der Kammer in Lichtbogenlöschkammern, zum Beispiel BV, oder Schützen vom Typ MK-010 bei Elektrolokomotiven VL11M zu verhindern, werden Deiongitter verwendet. Sie kühlen durch den Lichtbogen erhitzte Luft und Gase, da es sich um Pakete aus dünnen Stahlplatten handelt, die mit Textolithstreifen befestigt und oben in der Lichtbogenlöschkammer installiert sind.

Abbildung 6. Lichtbogenlöschgerät: Diagramm des Lichtbogenlöschgeräts
(a) und die Wechselwirkung des magnetischen Flusses der Lichtbogenlöschspule und des Lichtbogens (b).
Design. Der Traktionselektromotor TL-2K1 besteht aus einem Rahmen, einem Anker , Bürstenapparat und Lagerschilde.
Skelett Es handelt sich um einen zylindrischen Guss aus Stahl der Güteklasse 25L-P und dient gleichzeitig als Magnetkreis. Daran befestigt sind sechs Haupt- und sechs Zusatzpole, ein rotierender Balken mit sechs Bürstenhaltern und Schilde mit Rollenlagern, in denen sich der Anker des Elektromotors dreht.
Der Einbau der Lagerschilde erfolgt in folgender Reihenfolge: Der zusammengebaute Rahmen mit Pol- und Kompensationsspulen wird mit der dem Kommutator gegenüberliegenden Seite nach oben aufgelegt. Der Hals wird mit einer induktiven Heizung auf eine Temperatur von 100-150 °C erhitzt, der Schirm eingelegt und mit acht M24-Schrauben aus Stahl 45 befestigt. Anschließend wird der Rahmen um 180° gedreht, der Anker abgesenkt, die Traverse montiert und ein weiterer Schirm wird auf die gleiche Weise wie oben beschrieben eingelegt und mit acht M24-Schrauben befestigt. An der Außenfläche des Rahmens befinden sich zwei Ösen zur Befestigung von Achslagern der Motor-Axiallager, eine Öse und eine abnehmbare Halterung zum Aufhängen des Elektromotors sowie Sicherheitsösen für den Transport.
Auf der Kollektorseite befinden sich drei Luken zur Inspektion des Bürstenapparats und des Kollektors. Die Luken sind mit Deckeln hermetisch verschlossen.
Der Deckel der oberen Verteilerklappe ist mit einem speziellen Federschloss am Rahmen befestigt, der Deckel der unteren Luke ist mit einer M20-Schraube und einem Spezialbolzen mit Schraubenfeder befestigt und der Deckel der zweiten unteren Luke ist mit gesichert vier M12-Schrauben.
Für die Luftzufuhr ist eine Lüftungsklappe vorhanden. Die Belüftungsluft tritt auf der dem Kollektor gegenüberliegenden Seite durch ein spezielles Gehäuse aus 5, am Lagerschild und Rahmen montiert. Die Leitungen vom Elektromotor bestehen aus einem Kabel der Marke PPSRM-1-4000 mit einer Querschnittsfläche von 120 mm 2. Die Kabel werden durch Planenabdeckungen mit Kombiimprägnierung geschützt. Die Kabel sind mit Etiketten aus Vinylchloridschläuchen mit der Bezeichnung versehen YaYa, ZU Und KK. Ausgangskabel ICH Und YaYa mit den Wicklungen des Ankers, der Zusatzpole und der Kompensation verbunden, und die Ausgangskabel K und KK sind mit den Wicklungen der Hauptpole verbunden.
Abbildung 2. Anschlusspläne für Polspulen auf der Kollektorseite ( A) und gegenüber ( B) Traktionsmotor
Die Kerne der Hauptmasten bestehen aus gewalztem Elektrostahl der Güteklasse 2212 mit einer Dicke von 0,5 mm, sind mit Nieten befestigt und mit jeweils vier M24-Schrauben am Rahmen befestigt. Zwischen dem Hauptmastkern und dem Rahmen befindet sich ein 0,5 mm dicker Stahlabstandshalter. Hauptpolspule , mit 19 Windungen, gewickelt auf einer Rippe aus weichem Kupferband L MM mit den Abmessungen 1,95 x 65 mm, entlang des Radius gebogen, um die Haftung an der Innenfläche des Rahmens zu gewährleisten. Die Körperisolierung besteht aus sieben Schichten Glasglimmerband LSEP-934-TPl 0,13X30 mm (GOST 13184 - 78*) mit Polyethylen-Rephthalag-Folie auf Lack der Marke PE-934 und zwei Schichten technischem Lavsan-Wärmeschrumpfband mit a Dicke von 0,22 mm (TU 17 GSSR 88-79). Eine Schicht Lavsanband, beschichtet mit KO-919-Lack (GOST 16508 - 70), wird in der Mitte der Körperisolationsschichten und die zweite als achte Körperisolationsschicht gewickelt. Die Bänder werden mit einer Überlappung von halber Breite aufgewickelt.
Die Zwischenisolierung besteht aus Asbestpapier in zwei Schichten mit einer Dicke von jeweils 0,2 mm und ist mit KO-919-Lack (GOST 16508 - 70) imprägniert. Die Windungs- und Körperisolierung der Polspulen wird nach dem entwickelten technologischen Verfahren in Geräten eingebrannt. Um die Leistungseigenschaften des Elektromotors zu verbessern, wird eine Kompensationswicklung verwendet , Sie befinden sich in Nuten, die in die Spitzen der Hauptpole eingestanzt sind, und sind in Reihe mit der Ankerwicklung geschaltet. Die Kompensationswicklung besteht aus sechs Spulen, die aus weichem rechteckigem Kupferdraht PMM mit den Abmessungen 3,28 x 22 mm gewickelt sind und 10 Windungen haben. Jede Nut enthält zwei Windungen. Die Karosserieisolierung besteht aus sechs Schichten Glasglimmerband LSEK-5-SPl mit einer Dicke von 0,11 mm (GOST 13184 - 78*) und einer Schicht technischem Lavsan-Wärmeschrumpfband mit einer Dicke von 0,22 mm (TU 17 GSSR 8- 78), mit einer Überlappung in halber Breite des Bandes verlegt. Die Spulenisolierung besteht aus einer Lage Glasglimmerband der gleichen Marke, die mit einer Überlappung von halber Bandbreite verlegt wird. Die Kompensationswicklung in den Nuten wird mit Keilen aus Textolith der Güteklasse B gesichert. Die Isolierung der Kompensationsspulen ist in Geräten eingebrannt. Die Kerne der Zusatzstangen bestehen aus gewalzten Blechen oder Schmiedestücken und werden mit drei M20-Schrauben am Rahmen befestigt. Um die Sättigung der Zusatzpole zu reduzieren, sind zwischen dem Rahmen und den Kernen der Zusatzpole 7 mm dicke diamagnetische Abstandshalter vorgesehen. Die Spulen der Zusatzpole sind auf eine Rippe aus weichem Kupferdraht PMM mit den Abmessungen 6X20 mm gewickelt und haben jeweils 10 Windungen. Die Gehäuse- und Deckelisolierung dieser Spulen ähnelt der Isolierung der Hauptpolspulen. Die Isolierung zwischen den Windungen besteht aus 0,5 mm dicken Asbestdichtungen, die mit KO-919-Lack imprägniert sind.

Abbildung 3. Der Rahmen des Traktionselektromotors TL-2K1:
1- Zusätzliche Stange; 2- Kompensationswicklungsspule; 3 – Körper; 4- Sicherheitsflut; 5- Hauptmast
Bürstenapparat Der Fahrmotor besteht aus einer geteilten Traverse mit Drehmechanismus, sechs Konsolen und sechs Bürstenhaltern .
Die Traverse besteht aus Stahl, der Guss eines Kanalabschnitts weist am Außenrand einen Zahnkranz auf, der mit dem Zahnrad des Drehmechanismus kämmt. Die Traverse der Bürstenvorrichtung wird mit einem an der Außenwand der oberen Verteilerklappe angebrachten Verriegelungsbolzen im Rahmen befestigt und verriegelt und mit zwei Bolzen der Verriegelung gegen das Lagerschild gedrückt: einer an der Unterseite des Rahmens, der andere auf der hängenden Seite. Die elektrische Verbindung der Traversenhalterungen untereinander erfolgt mit PPSRM-150-Kabeln. Die Bürstenhalterhalterungen sind abnehmbar (aus zwei Hälften) und werden mit M20-Schrauben an zwei an der Traverse montierten Isolierstiften befestigt. Die Stahlbolzen der Finger werden mit AG-4V-Pressmasse verpresst und darauf Porzellanisolatoren montiert.


Abbildung 4. Bürstenapparat des Traktionselektromotors TL-2K1
1 – Traverse; 2-Gang; 3 – Klammern; 4 – Bürstenhalter

Abbildung 5. Sperren der Traverse des Fahrmotors TL-2K1. 1 – Sperrvorrichtung; 2 – Gang; 3 – Klemmschraube
Bürstenhalter verfügt über zwei zylindrische Federn, die unter Spannung arbeiten. Die Federn sind mit einem Ende an einer Achse befestigt, die in das Loch im Bürstenhaltergehäuse eingeführt wird, und mit dem anderen Ende mit einer Schraube an der Achse des Druckstifts. , welches die Federspannung reguliert. Die Kinematik des Andruckmechanismus ist so gewählt, dass im Arbeitsbereich ein nahezu konstanter Druck auf die Bürste gewährleistet ist. Darüber hinaus stoppt der Fingerdruck auf die Bürste automatisch, wenn der maximal zulässige Verschleiß der Bürste erreicht ist. Dies verhindert eine Beschädigung der Arbeitsfläche des Kommutators durch die flexiblen Drähte der abgenutzten Bürsten. In die Fenster des Bürstenhalters werden zwei geteilte Bürsten der Marke EG-61A mit den Abmessungen 2 (8X50X56) mm mit Gummistoßdämpfern eingesetzt. Die Bürstenhalter werden mit einem Stift und einer Mutter an der Halterung befestigt. Zur zuverlässigeren Befestigung und Einstellung der Position des Bürstenhalters relativ zur Arbeitsfläche in der Höhe bei Verschleiß des Kommutators sind am Bürstenhalterkörper und der Halterung Kämme vorgesehen.
Abbildung 6. Bürstenhalter für Traktionselektromotor TL-2K1:
1-Zylinder-Feder; 2- Loch im Bürstenhalterkörper; 3- Bürste; 4 Finger drücken; 5- Schrauben

Anker Der Elektromotor besteht aus einem Kommutator, einer in die Nuten des Kerns eingelegten Wicklung, montiert in einem Paket aus gewalztem Elektrostahl der Güteklasse 2212 mit einer Dicke von 0,5 mm, einer Stahlhülse , Hochdruckreiniger hinten und vorne, Welle . Der Kern verfügt über eine Reihe axialer Löcher für den Durchgang von Belüftungsluft. Der vordere Hochdruckreiniger 3 dient gleichzeitig als Kollektorgehäuse. Alle Ankerteile sind auf einer gemeinsamen Buchse montiert 4 kastenförmig, auf die Ankerwelle gepresst, was einen Austausch ermöglicht.
Der Anker verfügt über 75 Spulen 6 und 25 Teilausgleichsanschlüsse . Das Löten der Enden der Wicklungs- und Ausgleichsanschlüsse mit den Anschlüssen der Kollektorplatten erfolgt mit 02-Zinn (GOST 860 - 75) in einer speziellen Anlage unter Verwendung von Hochfrequenzströmen.
Jede Spule verfügt über 14 separate Leiter, die in zwei Reihen in der Höhe angeordnet sind, und sieben Leiter pro Reihe. Sie bestehen aus PETVSD-Kupferdraht mit den Abmessungen 0,9 x 7,1/1,32 x 758 mm. Jedes Paket aus sieben Leitern ist außerdem mit Glasglimmerband LSEK-5-TPl mit einer Dicke von 0,09 mm und einer Überlappung von der halben Breite des Bandes isoliert. Die Körperisolierung des Nutteils der Spule besteht aus fünf Schichten Glasglimmerband LSEK-5-TPl mit den Abmessungen 0,09 x 20 mm, einer Schicht Fluorkunststoffband mit einer Dicke von 0,03 mm und einer Schicht Glasband LES mit a 0,1 mm dick, mit einer Überlappung von der halben Bandbreite verlegt. Der Kommutator des Elektromotors mit einem Arbeitsflächendurchmesser von 660 mm besteht aus Kupferplatten, die durch verstärkten Kommutator-Glimmerkunststoff der Marke KIFEA (TU 21-25-17-9-84) voneinander isoliert sind. Die Anzahl der Platten beträgt 525 Der Kommutatorkörper ist vom Druckkegel und der Kommutatorbuchse durch eine Gehäuseisolierung und einen Isolierzylinder aus kombinierten Materialien isoliert. Die äußere Schicht besteht aus geformtem Mikanit der Güteklasse FFG - O, Z (GOST 6122 - 75*), die innere Schicht ist Glasfaserfolie GTP-2PL (TU 16 503.124-78) mit einer Dicke von 0,2 mm.
Die Gesamtdicke der Karosserieisolierung beträgt 3,6 mm, die des Isolierzylinders 2 mm.
Die Ankerwicklung hat folgende Daten: Anzahl der Nuten 75, Nutteilung 1 – 13, Anzahl der Kommutatorplatten 525, Kommutatorteilung 1 – 2, Ausgleichsteilung entlang des Kommutators 1 – 176. Die Ankerlager eines schweren Serien-Elektromotors mit Zylinderrollen vom Typ 80-42428M sorgen für einen Ankerweg von 6,3 bis 8,1 mm. Die Außenringe der Lager werden in die Lagerschilde eingepresst, die Innenringe auf die Ankerwelle. Die Lagerkammern sind abgedichtet, um den Kontakt mit der Außenumgebung und das Austreten von Schmiermittel zu verhindern. Motor-Axiallager bestehen aus Messingauskleidungen, die an der Innenfläche mit Babbit B16 (GOST 1320 - 74*) gefüllt sind, und Achslagern mit konstantem Schmierstoffgehalt. Die Achslager verfügen über ein Fenster zur Schmierstoffversorgung. Um ein Verdrehen der Laufbuchsen zu verhindern, ist im Achsgehäuse eine Passfederverbindung vorgesehen.
Abbildung 7. Anker des Fahrmotors TL-2K1:
1-  Kollektorplatte; 2- Ausgleichsverbindung; 3- vorderer Hochdruckreiniger; 4-Stahlbuchse; 5-adrig; 6-Spule; 7- Hochdruckreiniger hinten; 8- Ankerwelle
Kollektorplatte; 2- Ausgleichsverbindung; 3- vorderer Hochdruckreiniger; 4-Stahlbuchse; 5-adrig; 6-Spule; 7- Hochdruckreiniger hinten; 8- Ankerwelle
 Abbildung 8. Spulenanschlussdiagramm
Abbildung 8. Spulenanschlussdiagramm
Anker und Nivelliergeräte mit
Kollektorplatten

Abbildung 9. Lagerbaugruppe des Fahrmotors

Motor-Axiallager bestehen aus Laufbuchsen und Achslagern mit konstantem Schmierniveau, kontrolliert durch eine Anzeige . Jeder Achskasten wird mit einem Spezialschloss mit dem Rahmen verbunden und mit vier M36X2-Bolzen aus Stahl 45 gesichert. Um das Verschrauben zu erleichtern, sind die Bolzen mit Tetraedermuttern ausgestattet, die an speziellen Anschlägen am Rahmen anliegen. Das Bohren der Hälse für Motor-Axiallager erfolgt gleichzeitig mit dem Bohren der Hälse für Lagerschilde. Daher sind Achslager von Motor-Axiallagern nicht austauschbar. Der Achskasten ist aus Stahl 25L-1 gegossen. Jede Laufbuchse der Motor-Axiallager besteht aus zwei Hälften, von denen sich in einer, dem Achsgehäuse zugewandten Hälfte, ein Fenster zur Schmierstoffzufuhr befindet. Die Liner verfügen über Kragen, die ihre Position in axialer Richtung fixieren. Die Liner sind durch Keile vor Verdrehung geschützt. Um die Motor-Axiallager vor Staub und Feuchtigkeit zu schützen, ist die Achse zwischen den Achslagern mit einem Deckel abgedeckt. Die Einsätze sind aus Messing gegossen. Ihre Innenfläche ist mit Babbitt gefüllt und auf einen Durchmesser von 205,45+ 0,09 mm aufgebohrt. Nach dem Bohren werden die Laufbuchsen an die Lagerzapfen der Radsatzachse angepasst. Um die Einstellung der Spannung der Laufbuchsen in den Motor-Axiallagern zu gewährleisten, werden zwischen den Achslagern und dem Rahmen Stahldistanzstücke mit einer Dicke von 0,35 mm eingebaut, die entfernt werden, wenn der Außendurchmesser der Laufbuchsen verschleißt. Die Vorrichtung zur Schmierung der Motor-Axiallager sorgt für einen konstanten Schmiergrad. Das Achslager verfügt über zwei kommunizierende Kameras . Das Garn wird in das Kammerschmiermittel eingetaucht. Eine mit Schmierstoff gefüllte Kammer kommuniziert normalerweise nicht mit der Atmosphäre. Wenn das Schmiermittel verbraucht wird, sinkt sein Füllstand in der Kammer. Wenn es unterhalb der Rohröffnung liegt 6, Durch dieses Rohr dringt Luft in den oberen Teil der Kammer ein und treibt das Schmiermittel durch das Loch aus der Kammer D in die Kamera . Dadurch erhöht sich der Schmiermittelstand in der Kammer und das untere Ende des Rohrs wird verschlossen 6. Danach wird die Kammer wieder von der Atmosphäre getrennt und der Schmiermittelfluss von dort in die Kammer wird gestoppt. Solange sich also Schmiermittel in der Ersatzkammer befindet, sinkt dessen Füllstand in der Kammer. Für einen zuverlässigen Betrieb dieses Gerätes muss die Kammer abgedichtet sein. . Der Achskasten wird durch das Rohr durch das Loch mit Schmiermittel gefüllt D unter Druck mit einem Spezialschlauch mit Spitze.
Als Schmiermittel wird Axialöl GOST 610-72* verwendet: im Sommer - Klasse L; im Winter - Klasse Z.

Abbildung 10. Motor-Axiallager mit konstantem Schmierstoffstand.
Technische Eigenschaften Motoren sind wie folgt:
Spannung an den Klemmen des Elektromotors, V………………1500
Uhrmodus
Strom, A………………………………………………………...480
Leistung, kW……………………………………………………670
Drehzahl, U/min…………………………………………..790
Effizienz………………………………………………………………………………0,931
Langer Modus
Strom, A…………………………………………………………………………………410
Leistung, kW……………………………………………………..575
Drehzahl, U/min…………………………………………...830
Effizienz……………………………………………………………………………….0,936
Isolationsklasse für Hitzebeständigkeit…………………………………F
Höchste Drehzahl bei
ungetragene Bandagen rpm…………………………………..1690
Übersetzungsverhältnis……………………………………………………..……88/23
Wicklungswiderstand bei einer Temperatur von 20 °C, Ohm:
Hauptpole…………………………………………………………...…..0.0254
zusätzliche Pole der Kompensationsspulen…………0,033
Anker…………………………………………………………..0,036
Die Menge der zu belüftenden Kubikmeter Luft beträgt nicht weniger als ………….95
Gewicht ohne Ausrüstung, kg………………………………….………..5000
Der Fahrmotor hat bei der höchsten Geschwindigkeit der Elektrolokomotive einen hohen Leistungsnutzungsfaktor (0,74). Die Erregung des Elektromotors im Traktionsmodus erfolgt sequentiell; in regenerativ – unabhängig.
 Abbildung 11. Elektromechanische Eigenschaften des Fahrmotors
Abbildung 11. Elektromechanische Eigenschaften des Fahrmotors
TL-2K1 bei U=1500V.
Das Belüftungssystem ist unabhängig und axial, wobei die Belüftungsluft von oben in die Kollektorkammer zugeführt und von der gegenüberliegenden Seite entlang der Achse des Elektromotors nach oben abgegeben wird.
Abbildung 12. Aerodynamische Eigenschaften des TL-2K1-Elektromotors:
Np – voller Druck; Nst – statischer Druck

EINFÜHRUNG
Als Geburtstag der elektrischen Traktion gilt der 31. Mai 1879, als auf einer Industrieausstellung in Berlin die erste 300 m lange elektrische Eisenbahn von Werner Siemens vorgeführt wurde. Die Elektrolokomotive, die einem modernen Elektroauto ähnelte, wurde von einem 9,6 kW (13 PS) starken Elektromotor angetrieben. Über eine separate Kontaktschiene wurde ein elektrischer Strom von 160 V an die Lokomotive übertragen; die Rückleitung waren die Schienen, auf denen sich der Zug bewegte – drei Miniaturwaggons mit einer Geschwindigkeit von 7 km/h, Sitzbänke für 18 Fahrgäste.
Zunächst wurde die elektrische Traktion auf städtischen Straßenbahnlinien und Industriebetrieben, insbesondere in Bergwerken und Kohlebergwerken, eingesetzt. Doch schon bald stellte sich heraus, dass es auf Pass- und Tunnelstrecken der Eisenbahn sowie im Vorortverkehr von Vorteil war.
In Russland gab es bereits vor dem Ersten Weltkrieg Projekte zur Elektrifizierung der Eisenbahn. Die Elektrifizierung der Strecke hat bereits begonnen. St. Petersburg – Oranienbaum, aber der Krieg verhinderte seine Fertigstellung. Und erst 1926 wurde der Verkehr elektrischer Züge zwischen Baku und dem Ölfeld Sabunchi eröffnet.
1 Zweck des TL-2K-Fahrmotors.
Die Elektrolokomotive VL10 ist mit acht Fahrmotoren des Typs TL2K ausgestattet. Der Gleichstrom-Fahrmotor TL2K ist für die Umwandlung der vom Kontaktnetz empfangenen elektrischen Energie in mechanische Energie ausgelegt. Das Drehmoment von der Ankerwelle des Elektromotors wird über ein doppelseitiges einstufiges Stirnradgetriebe auf den Radsatz übertragen. Bei diesem Getriebe werden die Motorlager in axialer Richtung nicht zusätzlich belastet. Die Aufhängung des Elektromotors erfolgt stützaxial. Der Elektromotor ist einerseits über Motoraxiallager auf der Radsatzachse der Elektrolokomotive und andererseits über eine Gelenkaufhängung und Gummischeiben am Drehgestellrahmen gelagert. Das Belüftungssystem ist unabhängig, wobei die Belüftungsluft von oben in die Sammelkammer zugeführt und von oben auf der gegenüberliegenden Seite entlang der Motorachse abgeführt wird. Elektrische Maschinen besitzen die Eigenschaft der Reversibilität, was bedeutet, dass dieselbe Maschine sowohl als Motor als auch als Generator arbeiten kann. Aus diesem Grund werden Fahrmotoren nicht nur zur Traktion, sondern auch zum elektrischen Bremsen von Zügen eingesetzt. Bei einer solchen Bremsung werden die Fahrmotoren in den Generatorbetrieb geschaltet und die von ihnen aufgrund der kinetischen oder potentiellen Energie des Zuges erzeugte elektrische Energie in an Elektrolokomotiven installierten Widerständen gelöscht (rheostatisches Bremsen) oder auf das Kontaktnetz übertragen (regeneratives Bremsen). Bremsen).
TL-2K-Gerät.
2.1 Design des Traktionselektromotors TL-2K1
Der Fahrmotor TL-2K1 besteht aus einem Rahmen 3 (Abb. 1), einem Anker 6, einem Bürstenapparat 2 und Lagerschilden 1, 4. Der Rahmen ist ein zylindrischer Guss aus Stahl der Güteklasse 25L-P und dient gleichzeitig als Magnet Schaltkreis. Daran befestigt sind sechs Haupt- und sechs Zusatzpole, ein rotierender Balken mit sechs Bürstenhaltern und Schilde mit Rollenlagern, in denen sich der Anker des Elektromotors dreht.
Der Einbau der Lagerschilde erfolgt in folgender Reihenfolge: Der zusammengebaute Rahmen mit Pol- und Kompensationsspulen wird mit der dem Kommutator gegenüberliegenden Seite nach oben aufgelegt. Der Hals wird mit einer induktiven Heizung auf eine Temperatur von 100-150°C erhitzt, der Schirm eingelegt und mit acht M24-Schrauben aus Stahl 45 befestigt. Anschließend wird der Rahmen um 180° gedreht, der Anker abgesenkt, die Traverse montiert und ein weiterer Schirm wird auf die gleiche Weise wie oben beschrieben eingelegt und mit acht M24-Schrauben befestigt. An der Außenfläche des Rahmens befinden sich zwei Ösen zur Befestigung von Achslagern der Motor-Axiallager, eine Öse und eine abnehmbare Halterung zum Aufhängen des Elektromotors sowie Sicherheitsösen für den Transport. Auf der Kollektorseite befinden sich drei Luken zur Inspektion des Bürstenapparats und des Kollektors. Die Luken sind mit Deckeln 7, 11, 15 hermetisch verschlossen (siehe Abb. 1).
Abdeckung 7 der oberen Verteilerklappe ist mit einem speziellen Federverschluss am Rahmen befestigt, Abdeckung 15 der unteren Luke mit einer M20-Schraube und einer Spezialschraube mit Schraubenfeder und Abdeckung 11 der zweiten unteren Luke mit vier M12-Schrauben. Zur Luftzufuhr von der dem Kollektor gegenüberliegenden Seite durch ein spezielles Gehäuse 5, das am Lagerschild und Rahmen montiert ist. Die Leitungen vom Elektromotor bestehen aus einem PPSRM-1-4000-Kabel mit einer Querschnittsfläche von 120 mm2. Die Kabel werden durch Planenabdeckungen mit Kombiimprägnierung geschützt. Die Kabel sind mit Etiketten aus Polyvinylchloridschläuchen mit der Bezeichnung Ya, YaYa, K und KK versehen. Die Ausgangskabel I und YaYa (Abb. 3) sind mit den Wicklungen des Ankers, der Zusatzpole und der Kompensation verbunden, und die Ausgangskabel K und KK sind mit den Wicklungen der Hauptpole verbunden
Abb.1 Längsschnitt (a) und Querschnitt (b) des Fahrmotors TL-2K1
2.2 Motorrahmen
Es besteht aus elektromagnetischem Stahl, hat eine zylindrische Form und dient als Magnetkreis (Abb. 1). Zur starren Befestigung am Querträger des Wagenrahmens sind am Rahmen drei Laschenansätze und zwei Sicherungsrippen vorgesehen. Der Rahmen verfügt über Löcher zur Befestigung der Haupt- und Zusatzstangen sowie Lüftungs- und Verteilerluken. Aus dem Motorrahmen kommen sechs Kabel. Die Endteile des Rahmens sind mit Lagerschilden abgedeckt. Auf dem Rahmen befindet sich ein Typenschild mit Angabe des Herstellers, der Seriennummer, der Masse, des Stroms, der Drehzahl, der Leistung und der Spannung.

Abb.2 Rahmen
2.3 Hauptstangen

Abb. 3 Hauptstangen
Sie sollen den Hauptmagnetfluss erzeugen. Der Hauptpol besteht aus einem Kern und einer Spule (Abbildung 2). Die Spulen aller Hauptpole sind in Reihe geschaltet und bilden die Feldwicklung. Der Kern besteht aus 1,5 mm starken Elektroblechen zur Reduzierung von Wirbelströmen. Vor dem Zusammenbau werden die Bleche mit Isolierlack lackiert, mit einer Presse verdichtet und mit Nieten befestigt. Der dem Anker zugewandte Teil des Kerns ist verbreitert und wird Polstück genannt. Dieser Teil dient zur Unterstützung der Spule sowie zur besseren Verteilung des Magnetflusses im Luftspalt. Um die Effizienz des elektrischen Bremsens zu erhöhen, gibt es in den Spulen der Hauptpole zusätzlich zu den beiden Hauptwicklungen, die im Traktions- und Bremsmodus den Hauptmagnetfluss erzeugen, eine dritte – eine Vorspannungswicklung, die einen zusätzlichen Magnetfluss erzeugt Fluss, wenn der Motor nur im Generatormodus läuft. Die Vorspannungswicklung ist parallel zu den beiden Hauptwicklungen geschaltet und erhält über einen Leistungsschalter, eine Sicherung und ein Schütz Strom vom Hochspannungskreis. Die Isolierung der Hauptpolspulen besteht aus Organosilizium. Der Hauptmast wird mit zwei Schrauben am Kern befestigt, die in eine Vierkantstange im Kernkörper eingeschraubt werden.
2.4Zusätzliche Stangen
Sie sollen einen zusätzlichen Magnetfluss erzeugen, der die Kommutierung verbessert und die Ankerreaktion im Bereich zwischen den Hauptpolen verringert. Sie sind kleiner als die Hauptpole und liegen zwischen ihnen. Der Zusatzpol besteht aus einem Kern und einer Spule. Der Kern ist monolithisch ausgeführt, da aufgrund der geringen Induktion unter dem Zusatzpol keine Wirbelströme in seiner Spitze entstehen. Der Kern wird mit zwei Schrauben am Rahmen befestigt. Zwischen dem Rahmen und dem Kern ist eine diamagnetische Messingdichtung angebracht, um die Verluste des magnetischen Flusses zu reduzieren. Die Spulen der Zusatzpole sind untereinander und mit der Ankerwicklung in Reihe geschaltet.

Abb. 4 Haupt- und Zusatzstangen

Abb. 5 Anker
Eine Gleichstrommaschine hat einen Anker (Abbildung 4), bestehend aus Kern, Wicklung, Kommutator und Welle. Der Ankerkern ist ein Zylinder aus gestanzten Elektrostahlblechen mit einer Dicke von 0,5 mm. Um Verluste durch Wirbelströme zu reduzieren, die entstehen, wenn der Anker ein Magnetfeld durchquert, werden die Bleche mit Lack voneinander isoliert. Jedes Blech verfügt über ein Loch mit Keilnut zur Montage auf der Welle, Lüftungslöcher und Nuten zur Verlegung der Ankerwicklung. Die Rillen im oberen Teil sind schwalbenschwanzförmig. Die Bleche werden auf die Welle gelegt und mit einem Schlüssel gesichert. Die zusammengesetzten Bleche werden zwischen zwei Hochdruckreinigern gepresst. Die Ankerwicklung besteht aus Abschnitten, die in die Nuten des Kerns eingelegt und mit Asphalt- und Bakelitlacken imprägniert werden. Um ein Herausfallen der Wicklung aus den Nuten zu verhindern, werden Textolithkeile in den Nutteil eingeschlagen und der vordere und hintere Teil der Wicklung mit Drahtbändern verstärkt, die nach dem Wickeln mit Zinn verlötet werden. Der Zweck des Kommutators einer Gleichstrommaschine ist in verschiedenen Betriebsarten nicht derselbe. Somit dient der Kollektor im Generatormodus dazu, die in der Ankerwicklung induzierte variable elektromotorische Kraft (EMK) in eine konstante EMK umzuwandeln. an den Bürsten des Generators, im Motor – um die Richtung des Stroms in den Leitern der Ankerwicklung zu ändern, sodass sich der Motoranker in eine bestimmte Richtung dreht. Der Kollektor besteht aus einer Durchführung, Kollektorkupferplatten und einem Druckkegel. Die Kollektorplatten sind untereinander durch Mikanitplatten und gegenüber der Durchführung und dem Druckkegel durch Isoliermanschetten isoliert. Der Arbeitsteil des Kommutators, der Kontakt mit den Bürsten hat, wird bearbeitet und geschliffen. Um zu verhindern, dass die Bürsten während des Betriebs die Mikanitplatten berühren, wird der Kommutator einer „Spur“ ausgesetzt. In diesem Fall liegen die Mikanitplatten etwa 1 mm tiefer als die Kollektorplatten. Auf der Kernseite weisen die Kollektorbleche Vorsprünge mit einer Nut zum Einlöten der Ankerwicklungsleiter auf. Die Kollektorplatten haben einen keilförmigen Querschnitt und zur leichteren Befestigung eine Schwalbenschwanzform. Der Kommutator wird auf die Ankerwelle aufgepresst und mit einer Passfeder gesichert. Die Ankerwelle hat unterschiedliche Einbaudurchmesser. Zusätzlich zu Anker und Kommutator ist auf der Welle eine Lüfterbuchse aus Stahl aufgepresst. Die Lagerinnenringe und Lagerbuchsen werden heiß auf die Welle aufgepasst.
2.6 Lagerschilde

Abb. 6 Lagerschild
Die Schilde (Abb. 5) sind mit Kugel- oder Rollenlagern ausgestattet – zuverlässig und wartungsarm. Auf der Kollektorseite befindet sich ein Drucklager; sein Außenring liegt an der Nabe des Lagerschildes an. Auf der Fahrantriebsseite ist ein Freilager eingebaut, das eine Verlängerung der Ankerwelle bei Erwärmung ermöglicht. Für Lager wird dickes Fett verwendet. Um zu verhindern, dass während des Motorbetriebs Schmiermittel aus den Schmierkammern herausgeschleudert wird, ist eine hydraulische (Labyrinth-)Dichtung vorgesehen. Viskoses Schmiermittel, das in einen kleinen Spalt zwischen den im Schild eingearbeiteten Labich-Ringnuten und der auf der Welle montierten Buchse fällt, wird unter dem Einfluss der Zentrifugalkraft in Richtung der Wände des Labyrinths geschleudert, wo das Schmiermittel selbst hydraulische Trennwände bildet. An beiden Seiten des Rahmens sind Lagerschilde angebracht.
2.7 Bürstenapparat
Der Bürstenapparat des Traktionselektromotors besteht aus einer geteilten Traverse mit Drehmechanismus, sechs Halterungen und sechs Bürstenhaltern. Die Traverse besteht aus Stahl, der Guss eines Kanalabschnitts weist am Außenrand einen Zahnkranz auf, der mit dem Zahnrad des Drehmechanismus kämmt. Die Traverse der Bürstenvorrichtung wird mit einem an der Außenwand der oberen Verteilerklappe angebrachten Verriegelungsbolzen im Rahmen befestigt und verriegelt und mit zwei Bolzen der Verriegelung gegen das Lagerschild gedrückt: einer an der Unterseite des Rahmens, der zweite auf der Aufhängungsseite. Die elektrische Verbindung der Traversenhalterungen untereinander erfolgt mit PS-4000-Kabeln mit einem Querschnitt von 50 mm 2.

Reis. 7 Traverse
Die Bürstenhalterhalterungen sind abnehmbar (aus zwei Hälften) und werden mit M20-Schrauben an zwei an der Traverse montierten Isolierstiften befestigt. Bei den Isolierstiften handelt es sich um mit AG-4-Formmasse gepresste Stahlstifte, auf denen Porzellanisolatoren montiert sind. Der Bürstenhalter verfügt über zwei zylindrische Federn, die auf Spannung arbeiten. Die Federn werden mit einem Ende an einer Achse befestigt, die in das Loch im Bürstenhaltergehäuse eingeführt wird, und mit dem anderen Ende an der Achse des Druckstifts mithilfe einer Einstellschraube, die die Spannung der Feder reguliert. Die Kinematik des Andruckmechanismus ist so gewählt, dass er im Arbeitsbereich einen nahezu konstanten Druck auf die Bürste ausübt. Darüber hinaus stoppt der Druck des Druckfingers automatisch, wenn der maximal zulässige Verschleiß der Bürste erreicht ist. Dadurch können Sie Schäden an der Arbeitsfläche des Kommutators durch Nebenschlüsse abgenutzter Bürsten verhindern. In die Fenster des Bürstenhalters werden zwei geteilte Bürsten der Marke EG-61 mit den Maßen 2(8x50)x60 mm mit Gummistoßdämpfern eingesetzt. Die Bürstenhalter werden mit einem Stift und einer Mutter an der Halterung befestigt.

Reis. 8 Bürstenhalter
Für eine zuverlässigere Befestigung und zur Einstellung der Position des Bürstenhalters relativ zur Arbeitsfläche entlang der Höhe des Kommutators ist am Körper des Bürstenhalters und der Halterung ein Kamm vorgesehen.
Der Motoranker besteht aus einem Wicklungskollektor, der in die Nuten des Kerns eingesetzt ist und in einem Paket aus lackierten Blechen aus Elektrostahl der Güteklasse E-22 mit einer Dicke von 0,5 mm montiert ist, einer Stahlbuchse, hinteren und vorderen Druckscheiben, einer Welle, Spulen und 25 Teilausgleicher, deren Enden in die Verteilerhähne eingelötet sind. Der Kern verfügt über eine Reihe axialer Löcher für den Durchgang von Belüftungsluft. Der vordere Hochdruckreiniger dient gleichzeitig als Kollektorgehäuse. Alle Ankerteile sind auf einer gemeinsamen kastenförmigen Buchse montiert, die auf die Ankerwelle gepresst wird und so den Austausch gewährleistet. Die Spule verfügt über 14 einzelne Leiter, die in der Höhe in zwei Reihen angeordnet sind, und sieben Leiter in einer Reihe; sie bestehen aus Bandkupfer der Güteklasse 0,9 x 8,0 mm MGM und sind mit einer Schicht mit einer Überlappung von der halben Breite von LFC-BB isoliert Glimmerband mit einer Dicke von 0,075 mm. Die Körperisolierung des Nutteils der Spule besteht aus sechs Lagen Glasglimmerband LSK-110tt 0,11x20 mm, einer Lage elektrisch isolierendem Fluorkunststoffband 0,03 mm dick und einer Lage Glasband 0,1 mm dick, überlappend verlegt halbe Breite des Bandes. Abschnittsausgleicher bestehen aus drei Drähten mit einem Querschnitt von 0,90 x 2,83 mm, Güteklasse PETVSD. Die Isolierung jedes Drahtes besteht aus einer Schicht Glasglimmerband LSK-110tt 0,11x20 mm, einer Schicht elektrisch isolierendem Fluorkunststoffband 0,03 mm dick und einer Schicht Glasband 0,11 mm dick. Die gesamte Isolierung wird auf halber Breite des Bandes verlegt. Im Nutteil wird die Ankerwicklung mit Textolite-Keilen und im vorderen Teil mit Glasband befestigt.
Der Kommutator des Fahrmotors mit einem Arbeitsflächendurchmesser von 660 mm besteht aus 525 Kupferplatten, die durch Mikanit-Dichtungen voneinander isoliert sind.
Der Kollektor ist durch Mikanitmanschetten und einen Zylinder vom Druckkegel und -körper isoliert. Die Ankerwicklung hat folgende Daten: Anzahl der Nuten – 75, Schritt entlang der Nuten – 1 – 13, Anzahl der Kommutatorplatten – 525, Schritt entlang des Kommutators – 1 – 2, Schritt der Ausgleicher entlang des Kommutators – 1 – 176.
Ankerlager eines schweren Serienmotors mit Zylinderrollen vom Typ 8N2428M sorgen für einen Ankerlauf im Bereich von 6,3 - 8,1 mm. Die Außenringe der Lager werden in die Lagerschilde eingepresst, die Innenringe auf die Ankerwelle. Die Lagerkammern sind abgedichtet, um den Kontakt mit der Außenumgebung und das Austreten von Schmiermittel zu verhindern. Die Lagerschilde werden in den Rahmen eingepresst und mit jeweils acht M24-Schrauben und Federringen daran befestigt. Motor-Axiallager bestehen aus Messingauskleidungen, die an der Innenfläche mit B16-Babbit gefüllt sind, und Achslagern mit konstantem Schmierstoffgehalt. Die Achslager verfügen über ein Fenster zur Schmierstoffversorgung. Um ein Verdrehen der Laufbuchsen zu verhindern, ist im Achsgehäuse eine Passfederverbindung vorgesehen.
2.8 Technische Daten des TL-2K-Motors.
| Motorklemmenspannung | 1500 V |
| Strom im Uhrmodus | 466 A |
| Leistung im Stundenmodus | 650 kW |
| Drehzahl im Taktmodus | 770 U/min |
| Dauerstrom | 400 A |
| Leistung | 560 kW |
| Kontinuierliche Rotationsgeschwindigkeit | 825 U/min |
| Erregung | sequentiell |
| Isolierung der Ankerwicklung | IN |
| Isolierung der Feldwicklung | N |
| Maximale Drehzahl bei mäßig abgenutzten Reifen | 1690 U/min |
| Motorhalterung | Stützaxial |
| Übersetzungsverhältnis | 88/23 – 3,826. |
| Widerstand der Wicklungen der Hauptpole bei 20°C | 0,025 Ohm. |
| Widerstand der Wicklungen der Zusatzpole und der Kompensationswicklung bei 200 °C | 0,0365 Ohm |
| Ankerwicklungswiderstand bei 200 °C | 0,0317 Ohm |
| Belüftungssystem | unabhängig |
| Belüftungsluftmenge | nicht weniger als 95 m3/min |
| K.P.D. TL2K im Stundenmodus | 0,934 |
| Effizienz von TL2K im Langzeitmodus | 0,936 |
| Gewicht ohne kleine Zahnräder | 5000 kg |
Funktionsprinzip von TL-2K.
Wenn Strom durch einen Leiter fließt, der sich in einem Magnetfeld befindet, entsteht eine elektromagnetische Wechselwirkungskraft, die dazu neigt, den Leiter in eine Richtung senkrecht zum Leiter und den magnetischen Kraftlinien zu bewegen. Die Leiter der Ankerwicklung werden in einer bestimmten Reihenfolge mit den Kollektorplatten verbunden. An der Außenfläche des Kommutators sind Bürsten mit positiver (+) und negativer (-) Polarität angebracht, die den Kommutator beim Einschalten des Motors mit der Stromquelle verbinden. Somit erhält die Ankerwicklung des Motors über den Kommutator und die Bürsten Strom. Der Kollektor sorgt für eine solche Stromverteilung in der Ankerwicklung, bei der der Strom in den Leitern, die sich zu jedem Zeitpunkt unter den Polen einer Polarität befinden, eine Richtung hat und in den Leitern, die sich unter den Polen der anderen Polarität befinden, In die andere Richtung.
Die Feldspulen und die Ankerwicklung können aus verschiedenen Stromquellen gespeist werden, d. h. der Fahrmotor verfügt über eine unabhängige Erregung. Die Ankerwicklung und die Feldspule können parallel geschaltet werden und von derselben Stromquelle gespeist werden, d. h. der Fahrmotor wird parallel erregt. Die Ankerwicklung und die Feldspulen können in Reihe geschaltet werden und Strom von einer Stromquelle erhalten, d. h. der Fahrmotor verfügt über eine Reihenerregung. Komplexe Betriebsanforderungen werden von Motoren mit sequentieller Erregung am besten erfüllt, weshalb sie in Elektrolokomotiven eingesetzt werden.
Reparatur des Elektromotors TL2K
Bevor die Elektrolokomotive zu Wartungs- oder Reparaturzwecken auf einen Graben gestellt wird, werden die Fahrmotoren mit Druckluft gespült.
Bei externen Inspektionen wird die Funktionsfähigkeit von Schlössern, Verteilerlukendeckeln, Bolzenbefestigungen: Motorachsachskästen, Getriebegehäusen, Haupt- und Zusatzpolen überprüft.
Die internen Komponenten des Elektromotors werden durch Verteilerluken überprüft. Vor der Inspektion der Oberfläche um die Kollektorluken und deren Abdeckungen werden diese gründlich von Staub, Schmutz und Schnee gereinigt. Anschließend wird die Abdeckung entfernt und der Kollektor, die Bürstenhalter, Bürsten, Halterungen und deren Finger gegenüber der Inspektionsluke überprüft. sowie der sichtbare Teil der Kabelinstallation der Traverse, Anker und Polspulen.
Der Kollektor muss eine polierte, glänzende braune Oberfläche (Lack) ohne Kratzer, Flecken, Dellen oder Verbrennungen haben. In allen Fällen einer Beschädigung oder Verschmutzung des Kollektors ist es notwendig, die Schadensursachen zu ermitteln und zu beseitigen. Schmutz und Fettspuren werden mit einem weichen, leicht mit Industriealkohol oder Benzin angefeuchteten Tuch entfernt. Verbrannte und beschädigte Bereiche des Kegels werden mit KZM-28-Schleifpapier gereinigt und mit rotbrauner Emaille GF-92-ХС (GOST 9151-75") lackiert, bis eine glänzende Oberfläche entsteht. Es ist nicht akzeptabel, Materialien zu verwenden, die fettige Spuren hinterlassen zum Abwischen.
Kleine Kratzer, Riefen und Verbrennungen auf der Arbeitsfläche des Kollektors werden durch Reinigen mit KZM-28-Schleifpapier entfernt, das an einem speziellen Holzblock befestigt ist, dessen Radius dem Radius des Kollektors entspricht und dessen Breite mindestens 2/3 der Breite beträgt der Arbeitsfläche des Kollektors.

Abb.9 Holzblock zum Schleifen der Kommutatoren im zusammengebauten Elektromotor: 1- Klemmleiste; 2- Filz; 3-häutig KZM-28; 4-Griff
Das Strippen sollte nur an einem rotierenden Kollektor durchgeführt werden, da es sonst zu lokalem Mining kommt. Die Beseitigung der Folgen eines Kreisbrandes ist arbeitsintensiver. Kupfer wird aus dem Zwischenlamellenraum entfernt, wobei der Lack möglichst auf dem Kollektor verbleibt. Es wird empfohlen, Grate mit einer nichtmetallischen Bürste oder Bürste, beispielsweise einer Nylonbürste, zu entfernen. In diesem Fall sollten die Kupferlamellen mit einer Bürste in den Lamellenzwischenraum gebogen und anschließend mit Druckluft wieder angehoben werden. Wiederholen Sie die Vorgänge zwei- oder dreimal, bis die Visiere der Puffs brechen. Entfernen Sie mit einem speziellen Anfasmesser große Grate vom Spannkupfer. Bei erhöhtem Verschleiß aller Bürsten oder Bürsten auf einer Seite (auf der Kegelseite oder auf der Hahnenseite) prüfen Sie den Kommutator sorgfältig und messen Sie seinen Schlag. Die Ursache für erhöhten Bürstenverschleiß kann eine nicht ausreichend gründliche Behandlung des Kommutators oder das Vorstehen einzelner Mikanit- oder Kupferplatten sein. Der Überstand der Mikanitplatten wird durch die Führung des Kollektors eliminiert. Bei Bedarf anfasen. Späne und Metallstaub werden mit trockener Druckluft vorsichtig ausgeblasen. Es ist zu bedenken, dass das Schleifen die „Politur“ zerstört und dadurch den Kontakt zwischen Kommutator und Bürsten verschlechtert. Daher wird davon abgeraten, darauf zurückzugreifen, es sei denn, dies ist unbedingt erforderlich. Tag Reparatur des Elektromotordesigns
Ausnahmsweise erfolgt die Verarbeitung des Kollektors direkt bei Elektrolokomotiven. Sollte dies erforderlich sein, müssen die Arbeiten von einem qualifizierten Fachmann durchgeführt werden, wobei eine Schnittgeschwindigkeit im Bereich von 150 – 200 m/min einzuhalten ist.
Es wird empfohlen, den Kommutator in seinen eigenen Ankerlagern zu schleifen, indem man ihn zunächst mit einem Hartmetallfräser dreht und dann mit einem R-30-Schleifstein schleift. Beim Drehen mit einem Hartmetallfräser sollte der Vorschub 0,15 mm und beim Schlichtdrehen 0,045 mm pro Umdrehung bei einer Schnittgeschwindigkeit von 120 m/min betragen.
Der Rundlauf und die Produktion des Kollektors werden alle 2 - 3 Monate gemessen. Die maximale Ausbringung im Betrieb sollte 0,5 mm, der Rundlauf - 0,1 mm nicht überschreiten. Unrundheit ist nicht akzeptabel, wenn sie als Folge einer lokalen Verformung auftritt. Nach dem Drehen des Kommutators auf einer Drehmaschine sollte der Schlag im zusammengebauten Elektromotor 0,04 mm nicht überschreiten. Die Tiefe der Nut sollte im Bereich von 1,3 bis 1,6 mm liegen, die Fase auf jeder Seite der Platte sollte 0,2 x 45° betragen. Es dürfen Fasen mit einer Höhe von 0,5 mm und einer Breite von 0,2 mm an der Platte angebracht werden.

Abb. 10 Fertigstellung der Kollektorplatten
Entfernen Sie die Abdeckung der Inspektionsluke vom Bürstengerät und überprüfen Sie den Zustand der Bürsten, Bürstenhalter, Halterungen und Halterungsstifte, indem Sie die Bürstenhaltertraverse drehen. Lösen Sie dazu die Schrauben, mit denen die Kabel an den beiden oberen Halterungen befestigt sind, und verschieben Sie die Kabel von der Traverse weg, um sie nicht zu beschädigen; Lösen Sie die Befestigungsschraube, bis das Befestigungselement aus der Nut des Halters am Rahmen kommt. Drehen Sie die Verriegelung um 180° und drücken Sie sie in die Nut des Halters, um ein Hängenbleiben an den Fingern der Bürstenhalterhalterungen und der Auskleidung beim Drehen der Traverse zu vermeiden. Lösen Sie die Schrauben der Verriegelungen mit einem Spezialschlüssel mit 24-mm-Maulweite 3 - 4 Umdrehungen; Lösen Sie durch die untere Verteilerluke den Stift des Expansionsgeräts an der Traverse in Richtung „zu Ihnen hin“ und stellen Sie an der Schnittstelle einen Spalt von nicht mehr als 2 mm ein. Drehen Sie mit einem Ratschenschlüssel die Getriebewelle des Drehmechanismus sanft, bringen Sie alle Bürstenhalter zur oberen oder unteren Kollektorklappe und führen Sie die erforderlichen Arbeiten durch. Zuerst werden zwei Bürstenhalter von der Seite des Lüftungsrohrs zum oberen Verteiler der Luke gebracht und dann die restlichen Bürstenhalter, indem die Traverse in die entgegengesetzte Richtung gedreht wird. Ein Eingriff des Schnittpunkts der Traverse in das Zahnrad des Drehmechanismus ist nicht akzeptabel. Bei der Inspektion von der unteren Kollektorluke aus sollten die Bürstenhalter in umgekehrter Reihenfolge eingebaut werden. Die Gesamthöhe der Bürste muss mindestens 30 mm betragen (die kleinste zulässige Höhe beträgt 28 mm – gekennzeichnet durch eine Markierung).
Beim Austausch der Bürsten werden die Shunts zusammengedreht, um zu verhindern, dass sie vom Bürstenhalterkörper in Richtung Traverse und Kommutatorhähne hängen. Der Shunt sollte nicht zwischen Druckfinger und Bürste gelangen, um ein Reiben zu verhindern. Die Spitzen der Shunts sind sicher am Bürstenhalterkörper befestigt.

Abb.2.3 Schleifbürsten

Abb. 11 Befestigungsvorrichtung für die Traverse des Fahrmotors zur Installation der Bürsten im Leerlauf
Die Wicklungen und Zwischenspulenverbindungen werden gleichzeitig mit dem Kommutator und den Bürsten überprüft. Überprüfen Sie den Zustand der Befestigung von Zwischenspulenverbindungen, Ausgangskabeln, Querkabeln, Bürstenshunts, der Befestigung von Kabelschuhen und den Zustand der Drahtlitzen an den Kabelschuhen.
Die beschädigte Isolierschicht an den Kabeln wird wiederhergestellt und anschließend wird der Bereich mit rotbraunem Lack GF-92-ХС gestrichen. Die Gründe, die zum Scheuern der Kabelisolierung führten, entfallen.
Wenn die Isolierung der Polspulen beschädigt ist oder die Ankerbandagen in einem unbefriedigenden Zustand sind, wird der Elektromotor ausgetauscht. Wird im Inneren des Elektromotors Feuchtigkeit festgestellt, wird dieser mit Heißluft getrocknet und anschließend der Isolationswiderstand des Stromkreises der Elektrolokomotive gemessen. Wenn sich herausstellt, dass er bei Betriebstemperatur des Elektromotors weniger als 1,5 MOhm beträgt, messen Sie den Widerstand an jedem Elektromotor separat. Trennen Sie dazu den Elektromotor vom Stromkreis und legen Sie elektrische Isolierpads unter die entsprechenden Kontakte des Reversierers. Anschließend messen Sie den Isolationswiderstand von Anker und Feldwicklung mit einem Megger. Wenn beide Stromkreise einen geringen Isolationswiderstand aufweisen, ist der Elektromotor getrocknet. Wenn ein Stromkreis einen hohen Isolationswiderstand und der andere einen niedrigen hat, empfiehlt es sich, den Grund für den Widerstandsabfall herauszufinden: Möglicherweise liegt eine mechanische Beschädigung der Kabelisolierung oder ein Bruch des Halterungsfingers vor. Die Isolierung des Ankers wird überprüft, indem alle Bürsten aus den Bürstenhaltern entfernt werden, und die Isolierung der Kabel der Traverse und der Finger der Halterungen wird überprüft, indem der Isolationswiderstand zweier benachbarter Halterungen bei entfernten Bürsten gemessen wird. Wenn keine mechanischen oder elektrischen Schäden an der Isolierung erkennbar sind, trocknen Sie den Elektromotor gründlich. Steigt der Isolationswiderstand nach dem Trocknen nicht an, wird der Elektromotor ausgetauscht. Bei der Messung des Isolationswiderstands von Elektromotoren, in deren Stromkreis ein Voltmeter angeschlossen ist, muss dieses ausgeschaltet und der Stromkreis separat überprüft werden. Entfernen Sie am Ende der Messung die Ladung mit einem Stab aus dem Stromkreis, entfernen Sie die elektrischen Isolierdichtungen unter den Kontakten des Umkehrers, bringen Sie den Umkehrer in seine ursprüngliche Position, schließen Sie das Voltmeter an (falls es nicht angeschlossen war), installieren Sie die Bürsten und Befestigen Sie die Kabel an den Bürstenhalterhalterungen (sofern sie während der Messungen getrennt wurden). Im Winter wird aufgrund des Schwitzens von Elektromotoren der Isolationswiderstand jedes Mal gemessen, wenn eine Elektrolokomotive in einem Raum aufgestellt wird, und die Messdaten werden im Reparaturbuch für Elektrolokomotiven (Formular TU-28) aufgezeichnet.
Bei der Inspektion der Motor-Axiallager im Inspektionsgraben werden durch Gewindebohrungen die Zuverlässigkeit der Befestigung der Achslager am Rahmen, der Füllstand und der Zustand des Schmiermittels, die Dichtheit der Abdeckungen und die Dichtheit überprüft.
Das Mischen von Ölen verschiedener Marken in Motor-Axiallagern ist nicht akzeptabel. Beim Wechsel von Sommer- auf Winterschmierung und zurück wird die Wollpolsterung erneuert und die Achslagerkammern gründlich gereinigt. Werden Feuchtigkeit, Schmutz oder Späne in den Kammern festgestellt, wird das Gleitmittel ausgetauscht, die Kammern gründlich gereinigt, die Dochte gewechselt und die Abdichtung der Deckel verbessert. Das Nachfüllen und Nachfüllen von Schmierstoff erfolgt gemäß Schmierplan. Bei der Reparatur von TR-1 wird das Radialspiel zwischen Achse und Laufbuchse überprüft. Die Spaltmaße werden durch spezielle Aussparungen in der Schutzhülle der Radsatzachse gemessen. Überprüfen Sie bei der Inspektion der Ankerlagereinheiten den festen Sitz der Schrauben zur Befestigung der Schilde sowie die sichere und zuverlässige Befestigung der Schmierlochstopfen und prüfen Sie, ob Schmiermittel aus den Lagerkammern in den Elektromotor austritt. Ursachen für die Fettfreisetzung können große Lücken in den Labyrinthdichtungen oder eine große Fettmenge sein. Das Mischen von Schmiermitteln verschiedener Marken ist nicht akzeptabel. Für Ankerlager wird flüssiges radioaktives Altöl TU 32 verwendet. Wenn den Kammern der Ankerlager rechtzeitig Schmiermittel hinzugefügt wird, kann der Elektromotor bis zur Reparatur des TR-3 ohne Austausch des Schmiermittels in Betrieb bleiben. Bei der Reparatur von TR-3 werden Fahrmotoren aus der Elektrolokomotive ausgebaut, Lager und Lagerschilde gereinigt und der Zustand der Lager überprüft. Wenn eine Elektrolokomotive länger als 18 Monate abgestellt wird, wird der Schmierstoff in den Lagern und Kammern der Lagereinheiten von Elektromotoren ausgetauscht.
Das Auftreten übermäßiger Geräusche in den Lagern, Vibrationen des Elektromotors sowie übermäßige Erwärmung der Lager weisen auf deren abnormalen Betrieb hin. Solche Lager müssen ausgetauscht werden. Die zulässige Temperaturerhöhung der Fahrmotorlager beträgt maximal 55 °C.
Vor dem Ausbau der Rad-Motor-Einheit vom Drehgestell der Elektrolokomotive wird das Öl aus den Achslagern der Motor-Achslager und Getriebegehäuse abgelassen. Entfernen Sie die Rad-Motor-Einheit und zerlegen Sie sie. Auf den Passflächen der Achslager ist eine dem jeweiligen Elektromotor entsprechende Stempelnummer angebracht. Bei der Demontage von Getriebegehäusen zunächst die Abdeckungen entfernen
Auf den Lagerschilden befinden sich Kammern zum Auffangen von Altschmierstoff. Entfernen Sie die Zahnräder von den Enden der Motorwelle. Um das Zahnrad von der Welle zu entfernen, entfernen Sie die Sicherungsmutter und montieren Sie an ihrer Stelle eine Spezialmutter mit Distanzstück. Schließen Sie den Schlauch der Hydraulikpumpe an und erzeugen Sie Druck. Nachdem sich das Zahnrad von seinem Platz bewegt hat, wird es entfernt, indem zuerst die Mutter abgeschraubt wird. Das Entfernen des Zahnrads ohne spezielle Mutter ist nicht zulässig.

Abb. 12 Schematische Darstellung der Schmierstoffversorgung beim Ausbau des Getriebes von der Fahrmotorwelle
Überprüfen Sie vor der Demontage des Fahrmotors, ob die Nummern der Lagerschilde mit der Nummer des Rahmens übereinstimmen, der an den Enden der Bohrung unter den Laufbuchsen angebracht ist. Die Nummer des Lagerschildes ist auf der Passfläche der Nabe angegeben, mit der das Getriebegehäuse am Schild befestigt ist. Messen Sie mit einem 1000-V-Megohmmeter den Isolationswiderstand der Ankerwicklungen und des Polsystems relativ zum Gehäuse und untereinander, um Bereiche mit verringertem Isolationswiderstand zu identifizieren.
Die Demontage des Fahrmotors erfolgt in der folgenden Reihenfolge. Bauen Sie den Fahrmotor in horizontaler Position ein und entfernen Sie die Lagerdeckel. Mithilfe einer Induktionsheizung oder einer anderen Methode, die die Sicherheit der Welle gewährleistet, werden die Dichtungsringe entfernt und die Abdeckungen wieder angebracht. Trennen Sie die für die beiden oberen Halterungen der Traverse geeigneten Kabel; Entfernen Sie alle Bürsten aus den Fenstern der Bürstenhalter und befestigen Sie sie mit Druckfingern an den Bürstenhaltern. Entfernen Sie das Luftauslassgehäuse. Installieren Sie den Fahrmotor mit dem Kommutator nach oben auf einem speziellen Ständer oder Kipper. Lagerschild demontieren und traversieren; Nehmen Sie den Anker heraus und legen Sie ihn auf ein spezielles Kissen mit Gummi- und Filzunterlage. Drehen Sie den Rahmen um. Demontieren Sie das Lagerschild von der dem Kommutator gegenüberliegenden Seite. Die weitere Demontage der Einheiten erfolgt auf Gestellen. Reinigen Sie den Rahmen, blasen Sie ihn mit trockener Druckluft aus und prüfen Sie ihn auf Risse. Erkannte Mängel werden beseitigt. Reinigen Sie die Passflächen des Rahmens von Kerben und Graten. Bei Störungen oder Schäden werden Lüftungsgitter und Verteilerlukendeckel repariert oder ausgetauscht. Die Verteilerlukenabdeckungen müssen eng am Rahmen anliegen und sich leicht entfernen und installieren lassen. Dichtungen und Dichtungen sind sicher an den Abdeckungen befestigt. Verstopfungen werden auf festen Lidschluss überprüft und bei Bedarf korrigiert. Überprüfen Sie die Vorrichtungen zum Fixieren, Drücken und Drehen der Traverse. Erkannte Mängel werden beseitigt. Schmieren Sie die Löcher für die Schrauben der Klemme, die Klemmen und die Welle des Querdrehgetriebes mit VNII NP-232-Fett. Entfernen Sie die Glasfaserabdeckung des Anschlusskastens und reinigen Sie sie von Staub und Schmutz. Bei Fingerübertragungen die beschädigte Stelle sorgfältig mit feinkörnigem Schleifpapier reinigen und mindestens zweimal mit rotbraunem Elektroisolierlack GF-92-ХС abdecken. Wenn es notwendig ist, die Isolierstifte zu demontieren, verwenden Sie einen Spezialschlüssel. Der Zustand der Gummitüllen und die Zuverlässigkeit ihres Sitzes auf den Kabeln und in den Löchern der Rahmenabdeckung werden überprüft. Beschädigte Buchsen werden ersetzt. Überprüfen Sie den Zustand und die Befestigung der Kabel im Klemmenkasten und beseitigen Sie festgestellte Mängel.
Überprüfen Sie die Haupt- und Zusatzpole sowie die Kompensationswicklung. Stellen Sie sicher, dass die Befestigung zuverlässig ist, dass die Isolierung nicht beschädigt wird, dass der aktive Widerstand und die Wicklungen den Normen entsprechen, dass die Spulen der Haupt- und Zusatzpole fest auf den Kernen sitzen und dass die Dichtungskeile installiert sind sicher zwischen dem Polkern und dem vorderen Teil der Spulen der Hauptpole. Durch Klopfen den festen Sitz der Keile der Kompensationswicklungsspulen in den Polnuten prüfen. Überprüfen Sie das Polsystem auf das Fehlen von Windungskurzschlüssen in den Spulen. Reparieren Sie Spulen mit beschädigter Isolierung sowie solche mit Anzeichen von losem Sitz an den Kernen und in den Polschlitzen, indem Sie sie aus dem Rahmen entfernen. Der feste Sitz der Spulen des Haupt- und Zusatzpols auf den Kernen bei angezogenen Schrauben wird durch sichtbare Verschiebungsspuren, zum Beispiel Reiben oder Schleifen an den Federrahmen, Flanschen, Polschuhen und Oberflächen der Spulen überprüft. Ersetzen Sie Federrahmen und Flansche mit Rissen durch brauchbare. Der Einbau von Kernen mit beschädigten Gewinden ist nicht zulässig. Die Polschrauben werden mit einem Schraubenschlüssel und Hammerschlägen festgezogen. Polbolzen mit Mängeln, wie z. B. ausgerissenes Gewinde, verschlissene oder verstopfte Kopfkanten, Risse usw., werden ersetzt, lockere werden ausgedreht. Beim Schraubenwechsel werden Federringe überprüft, unbrauchbare müssen ersetzt werden. Das Anziehen der Polschrauben erfolgt bei auf 180–190 °C erhitzten Spulen. Füllen Sie die Köpfe der Polschrauben an den in der Zeichnung angegebenen Stellen mit Masse. Überprüfen Sie die Anordnung der Stangen im Rahmen um den Kreis herum; Messen Sie den Abstand zwischen den Polen anhand des Durchmessers. Die angegebenen Maße müssen mit der Zeichnung übereinstimmen. Bestimmt wird der Zustand der Spulenanschlüsse des Haupt- und Zusatzpols sowie der Kompensationswicklung (Isolierung, Abwesenheit von Rissen und anderen Mängeln). Beschädigte Isolierungen der Ausgangskabel und Zwischenspulenverbindungen werden wiederhergestellt. Der isolierte Teil muss dicht sein und darf keine Rutschspuren aufweisen. Die Verbindungen zwischen den Spulen und die Ausgangskabel im Inneren des Rahmens werden mit Halterungen fest befestigt, wobei unter den Halterungen isolierende Abstandshalter angebracht sind. Die Kontaktverbindungen in der Polkette müssen eine starke Verbindung und einen zuverlässigen Kontakt haben. Das Trocknen der Isolierung der Polspulen erfolgt im Rahmen, ohne diese zu entfernen. Nach dem Trocknen werden die beheizten Spulen und die Verbindungen zwischen den Spulen mit GF-92-HS-Emaille lackiert. Messen Sie den Isolationswiderstand der Spulen. Zur Demontage der im Rahmen verbackenen Kompensationswicklungsspulen werden deren Verbindungen zwischen den Spulen getrennt. Verwenden Sie Klemmen und Kabel, um sie an eine Gleichstromquelle anzuschließen. Schalten Sie die Stromquelle ein, stellen Sie den Strom auf 600 – 700 A ein und erhitzen Sie die Spulen 20 – 30 Minuten lang. Nachdem Sie die Stromquelle ausgeschaltet haben, schlagen Sie mit einem Hammer auf alle Keile, mit denen die Spulen befestigt sind. Entfernen Sie die Spulen mit einem Gerät oder Hebeln aus den Polschlitzen und bringen Sie Gummidichtungen zwischen Spule und Hebel an. Beim Entfernen der Spulen aus den Nuten werden Maßnahmen getroffen, um eine Beschädigung der Körperisolierung der Spulen zu verhindern. Reinigen Sie die Nuten der Stangen von der Mantel- und Nutisolierung sowie aushängender Masse und blasen Sie sie mit trockener Druckluft aus. Die demontierten Spulen werden mit Wechselspannung geprüft. Bei Spulen, die der Prüfspannung standgehalten haben, wird die Beschichtungsisolierung wiederhergestellt. Beschädigte Spulen werden durch neue ersetzt. Kommt es zu einem Durchschlag der Körperisolierung einer im Rahmen eingebrannten Spule, wird diese von der Durchschlagsstelle aus um 50 - 60 mm in beide Richtungen gekürzt; an der Durchschlagsstelle wird die Kupferisolierung in einem Abschnitt von 20 mm entfernt lang. Die Isolierung wird mit einem Gefälle zur Bruchstelle hin geschnitten. Die Stelle, an der die Isolierung geschnitten wird, wird mit K-110- oder EK-5-Verbindung beschichtet und die erforderliche Anzahl von Schichten der Kegelisolierung gemäß der Zeichnung aufgetragen, wobei jede Schicht mit der oben genannten Verbindung beschichtet wird. Auf den geraden Teil der Spulen wird eine Schicht Fluorkunststofffolie und anschließend eine Schicht Glasband aufgetragen. Wenn die Spulen der Hauptpole entfernt werden müssen, entfernen Sie zunächst alle Spulen der Kompensationswicklung aus den Nuten. Der Austausch der Spulen der Zusatzpole erfolgt ohne Demontage der Spulen der Kompensationswicklung. Trennen Sie dazu die Anschlüsse der zusätzlichen Polspulen und entnehmen Sie den Polkern samt Spule in das Kompensationsspulenfenster. Die Montage des Rahmens erfolgt in der folgenden Reihenfolge. Die Spulen der Haupt- und Zusatzpole werden auf einem speziellen Gestell platziert und über Klemmen und Kabel an eine Gleichstromquelle angeschlossen. Schalten Sie die Stromquelle ein, stellen Sie den Strom auf 900 A ein und erhitzen Sie die Spulen 15 - 20 Minuten lang. Die Isolierung der Spulen wird gegenüber dem Körper und zwischen den Windungen geprüft. Vor dem Verlegen der Kompensationswicklungsspulen sind die Polnuten auf Gratfreiheit und Massedurchhang zu prüfen und ggf. zu entfernen. Die Polnuten werden mit Druckluft ausgeblasen. Beschichten Sie den Schnittbereich der Kompensationsspulen mit der Masse K-110 oder EK-5.
Die Reparatur von Lagerschilden erfolgt in der folgenden Reihenfolge. Entfernen Sie die Abdeckungen und Ringe. Lager herausdrücken. Drücken Sie ggf. den Deckel auf der dem Kommutator gegenüberliegenden Seite aus dem Lagerschild. Das Auspressen eines Lagers aus dem Lagerschild kann auf verschiedene Arten und mit verschiedenen für das Lager akzeptablen Geräten erfolgen. In jedem Fall sollte sich die Presskraft jedoch auf die Endfläche des Außenrings und nicht auf den Käfig oder den Käfig konzentrieren Rollen. Beim Niederdrücken des Lagers sollte das gepresste Lager auf eine Dichtung oder einen Bodenbelag aus weichem, nichtmetallischem Material fallen, um Kerben am Außenring des Lagers auszuschließen. Waschen Sie die Lager in Benzin und prüfen Sie sie sorgfältig. Dabei wird auf die Qualität der Vernietung und den Verschleiß des Käfigs geachtet. Wenn das Radialspiel im Lager im Bereich von 0,14 bis 0,28 mm liegt und der Zustand der Laufbahnen, Rollen und die Qualität der Nietung des Käfigs gut sind, montieren und schmieren Sie die Lagerbaugruppen, nachdem die Lager vollständig getrocknet sind. Lagerringe werden nur entfernt, wenn die Lager oder die Welle beschädigt sind. Bei der Montage müssen die Nummern der Innen- und Außenringe der Lager übereinstimmen. Wenn Risse in Teilen festgestellt werden, Hohlräume, Abrieb oder Abblättern an den Laufbändern oder Rollen auftreten, das Radialspiel des Lagers die festgelegten Standards überschreitet, wird das Lager ausgetauscht. Es wird nicht empfohlen, neue Lager vor dem Einbau aus dem Karton zu nehmen. Die auf der Oberfläche neuer Lager aufgebrachte Korrosionsschutzbeschichtung wird vor dem Zusammenbau entfernt; Das Lager wird gründlich mit Benzin gewaschen, mit einem sauberen Tuch abgewischt und getrocknet. Die Rollen und der Separator werden vor der Montage mit Gleitmittel bestrichen. Lagerschilde und insbesondere ölführende Rohre und Entwässerungslöcher werden gründlich gewaschen und mit Druckluft ausgeblasen. Die Sitzfläche der Lagerschilde wird auf Risse untersucht. Überprüfen Sie alle Gewindelöcher in den Lagerschilden. Bei Bedarf wird der Thread wiederhergestellt. Vor der Montage werden die ölführenden Rohre mit Schmierstoff gefüllt. Achten Sie bei der Montage darauf, dass sich kein Metallstaub im Schmierstoff oder in den Lagerkammern befindet. Die Montage der Lagerschilde erfolgt in der folgenden Reihenfolge. Der Deckel wird bei herausgedrücktem Zustand auf der dem Kommutator gegenüberliegenden Seite in das Lagerschild eingepresst. Ringe und Abdeckungen anbringen. Füllen Sie die Lagerkammern zu 2/3 des freien Volumens mit Fett. Die Dichtflächen an den Teilen sind mit Gleitmittel beschichtet. In diesem Fall sollten die Rillen an Deckel und Schild nicht mit Schmiermittel gefüllt oder überzogen werden.
Die entnommene Traverse wird mit Druckluft angeblasen, mit einer Serviette abgewischt und auf einem speziellen Gerät montiert. Entfernen Sie die Bürstenhalter, Halterungen und die Sammelschienenbefestigung, waschen Sie den Traversenkörper mit Kerosin, trocknen Sie ihn und stellen Sie die Korrosionsschutzbeschichtung mit rotbraunem Email GF-92-ХС wieder her. Überprüfen Sie die Bürstenhalterhalterungen, Bürstenhalter, Isolierstifte, die Sammelschienenmontage und das Erweiterungsgerät. Beschädigte und verschlissene Teile werden ersetzt. Die Bürstenhalter werden zerlegt und von Staub und Ruß gereinigt. Überprüfen Sie den Zustand der Druckfinger, Gummistoßdämpfer, Federn, Gehäuse, Bürstenhalterfenster, Gewindelöcher und Löcher für die Achsen. Beseitigen Sie erkannte Mängel. Schmieren Sie nach dem Zusammenbau der Bürstenhalter alle Reibflächen mit dem Schmiermittel VNII NP-232. Überprüfen Sie die Druckkraft auf jedes Bürstenelement und die Drehung der Finger auf der Achse bei normal gespannten Federn. Federn, die ihre Steifigkeit verloren haben oder durchgelegen sind, werden ersetzt. Montage der Traverse. Um eine gleichmäßige Platzierung der Bürstenhalter am Umfang des Kommutators zu gewährleisten, muss die Montage der Traverse mit Halterungen und Bürstenhaltern mit einer speziellen Vorrichtung erfolgen. Montieren Sie die Bürsten in die Fenster der Bürstenhalter. Die Bürsten müssen frei von Rissen und Spänen sein und frei in die Fenster der Bürstenhalter passen, ohne zu verklemmen. Die Abstände zwischen den Bürsten und den Fensterwänden dürfen innerhalb der Norm liegen und dürfen nicht mehr als 0,1 mm betragen. Schleifen Sie die Bürsten ein. Die reparierte Traverse wird auf elektrische Isolationsfestigkeit gegenüber dem Gehäuse geprüft.
Bei der Reparatur einer Armatur wird diese mit den Wellenenden auf speziellen Ständern montiert, anschließend werden durch Drehen die Lüftungskanäle mit einer Drahtbürste gereinigt und anschließend werden die Kanäle gründlich mit Druckluft ausgeblasen. Drehen Sie den Anker langsam und entfernen Sie Staub, Schmutz und Fett davon. Die Bänder werden inspiziert, auf Windungskurzschlüsse geprüft und der Isolationswiderstand der Ankerwicklungen gegenüber dem Gehäuse gemessen. Prüfen Sie den festen Sitz der Nutkeile.
Wenn die Keile in der Nut auf eine Länge von mehr als 1/3 der Länge der Nut geschwächt sind, werden sie ersetzt. Sichern Sie die losen Schrauben mit einem speziellen Ratschenschlüssel, nachdem Sie den Anker auf eine Temperatur von 160 - 170 °C vorgewärmt haben. Zum Festziehen der Kollektorschrauben wird der Anker mit dem Kollektor nach oben auf einen speziellen Ständer gestellt. Die Schrauben werden schrittweise angezogen, wobei die diametral gegenüberliegenden Schrauben abwechselnd nicht mehr als eine halbe Umdrehung angezogen werden. Durch eine Sichtprüfung wird die Qualität der Verlötung der Ankerwicklung mit den Kollektorhähnen sichergestellt. Erkannte Mängel werden beseitigt. Trocknen Sie den Anker. Der Kommutator wird in seinen eigenen Lagern gedreht und an den Längsrippen der Kommutatorplatten abgeschrägt. Mikanitreste werden von den Seiten der Kollektorplatten entfernt und der Raum zwischen den Lamellen wird manuell gereinigt. Blasen Sie den Kollektor nach dem Schleifen mit Druckluft aus, prüfen Sie den Anker auf Kurzschluss zwischen den Windungen und messen Sie außerdem den Isolationswiderstand der Wicklungen gegenüber dem Gehäuse. Ankerbeschichtung wiederherstellen. Sollte sich die Montage des Elektromotors verzögern, wickeln Sie die Arbeitsfläche des Kommutators mit dickem Papier ein oder decken Sie sie mit einer Plane ab. Anschließend platzieren Sie den Anker auf einem Holzständer.
Beim Zusammenbau des Motors wird das Schild von der dem Krümmer gegenüberliegenden Seite in den Rahmen gedrückt. Installieren Sie den Anker und traversieren Sie ihn in den Rahmen. Der Schirm wird von der Kollektorseite her eingedrückt. Bauen Sie den Motor horizontal ein. Entfernen Sie die Abdeckungen und Ringe, messen Sie den mechanischen Schlag der Lager, das Radialspiel zwischen den Rollen und dem Lagerring im kalten Zustand nach der Landung. Nach dem Einbau der Ringe werden diese mit erhitzten Ringen auf die Welle gesetzt und die Lager mit Abdeckungen abgedeckt. Überprüfen Sie den Axiallauf des Ankers, die Abstände zwischen den Hähnen und dem Bürstenhalterkörper, den Abstand zwischen der Unterkante des Bürstenhalters und der Arbeitsfläche des Kommutators und die Fehlausrichtung des Bürstenhalters im Verhältnis zum Kommutator sollte innerhalb der Grenzen liegen. Nach der Montage der Traverse in Arbeitsposition wird diese gesichert. Stellen Sie sicher, dass die Bürsten richtig am Kommutator positioniert sind. Stellen Sie sicher, dass der Fahrmotor im Leerlauf läuft, dass die Bürsten richtig auf dem Kommutator positioniert sind und stellen Sie sie gegebenenfalls auf geometrische Neutralstellung. Nach Abschluss der Montage wird der Fahrmotor getestet. Das Abnahmetestprogramm für eine Gleichstrommaschine umfasst eine externe Inspektion der Maschine, Messungen des Wicklungswiderstands, Erwärmungstests für eine Stunde, Überprüfung der Drehzahl und Umkehrung bei Nennspannungen, Last- und Erregerströme für Elektromotoren. Achten Sie bei der Inspektion der Maschine auf den Zustand des Kommutators, den Einbau der Bürstenhalter, den Ankerlauf, die Funktionsfähigkeit des Bürstenapparats und die Leichtgängigkeit des Ankers. Der Kollektor sollte keine Platten mit scharfen Kanten, Graten oder Kerben aufweisen. Der Rundlauffehler des Kommutators und der Schleifringe einer beheizten Maschine darf bei Elektromotoren und Hilfsmaschinen nicht mehr als 0,04 mm betragen.
Arbeitsschutz
5.1 Organisatorische Sicherheitsmaßnahmen
Die Verantwortung für die Einhaltung der Anforderungen der Sicherheitsvorschriften liegt bei den Führungskräften des Unternehmens. Vorarbeiter, Vorarbeiter und Betriebshofwärter sorgen für die Einhaltung der Sicherheits- und Betriebshygieneanforderungen an ihren Standorten; Mitarbeiter unterweisen, Werkzeuge und Geräte prüfen; Erlauben Sie Arbeitern nicht, ohne spezielle Kleidung und Schutzausrüstung zu arbeiten, überwachen Sie die Beleuchtung, Belüftung und Heizung von Werkstätten und sorgen Sie für Ordnung am Arbeitsplatz. Die direkte Verantwortung für Sicherheitsfragen im Depot liegt beim Chefingenieur. Beamte, die sich Verstößen gegen Sicherheitsvorschriften schuldig machen, können disziplinarischer, administrativer, finanzieller und strafrechtlicher Verantwortung unterliegen. Neu aufgenommenen Personen kann die Arbeit gestattet werden, nachdem sie sich mit sicheren Arbeitspraktiken vertraut gemacht und Prüfungen bestanden haben. Zunächst gibt der Sicherheitsingenieur eine Einweisung, dann führt der Vorarbeiter eine Einweisung am Arbeitsplatz durch, schult den Arbeiter und prüft sein Wissen. Nach bestandener Prüfung bei der EPS-Reparatur wird ein Bericht ausgefüllt und das Arbeitsblatt dem Arbeiter ausgehändigt, der zur Arbeit zugelassen werden kann. In regelmäßigen Abständen, alle zwei Jahre, werden Tests für Mechaniker zur Reparatur von EPS durchgeführt. Arbeitnehmer, die gegen Sicherheitsvorschriften verstoßen oder eine Arbeitspause von mehr als drei Monaten einlegen, unterliegen außerordentlichen Tests. Arbeitnehmer, die nachweislich unzureichende Kenntnisse über Sicherheitsvorkehrungen haben, müssen spätestens zwei Wochen später erneut getestet werden. Wenn wiederholte Tests nicht zufriedenstellend sind, wird der Arbeitnehmer von der Arbeit entlassen.
5.2 Verletzungen am Arbeitsplatz
Als Arbeitsunfall gilt eine plötzliche Schädigung des menschlichen Körpers oder eine Funktionsstörung seiner Organe infolge eines Arbeitsunfalls. Nach den Umständen des Auftretens und der Art werden Produktionsunfälle, Arbeitsunfälle und häusliche Unfälle unterschieden.
Ein Unfall im Zusammenhang mit der Produktion ist ein Vorfall, der sich während der Arbeitszeit, einschließlich der festgelegten Pausen, sowie der Zeit, die zum Ordnen von Produktionswerkzeugen und -kleidung erforderlich ist, ereignete; vor Arbeitsbeginn und nach Arbeitsende; auf dem Territorium der Organisation; außerhalb des Territoriums der Organisation bei der Durchführung von Arbeiten im Auftrag der Organisation; über den Transport der Organisation, über den Transport mit den ihr dienenden Personen.
Ein Arbeitsunfall ist ein Vorfall, der sich während der Fahrt zur Arbeit und von der Arbeit nach Hause ereignete und nicht mit dem Transportmittel der Organisation erfolgte; bei der Wahrnehmung öffentlicher Aufgaben.
Jeder Fall eines Arbeitsunfalls, der sowohl während der Arbeitszeit als auch vor Beginn und Ende der Arbeit auftritt, muss spätestens innerhalb von 24 Stunden untersucht werden. Bei Bekanntwerden eines Unfalls ist es erforderlich, unverzüglich medizinische Hilfe zu organisieren, die Unternehmensleitung und den Gewerkschaftsausschuss zu informieren und den Zustand und Zustand der Ausrüstung als solche aufrechtzuerhalten; wie sie zum Zeitpunkt des Vorfalls waren, erfahren Sie die Umstände und Ursachen des Unfalls. Ein Akt des Formulars N-1 wird in vier Exemplaren erstellt.
5.3 Sicherheitsvorkehrungen beim Prüfen elektrischer Geräte
Bei der Prüfung der Isolierung elektrischer Geräte mit Hochspannung werden alle Reparaturarbeiten eingestellt, die EPS mit vier Brettern mit der Aufschrift „Gefahr“ eingezäunt und auf beiden Seiten im Abstand von 2 m angebracht. Es sind zwei Wachen postiert. Bei angehobenem Stromabnehmer besteht die Möglichkeit, den Spannungsregler und das Rückstromrelais sowie den Druckregler einzustellen; Wischen Sie das Glas ab und prüfen Sie, ob die Bremszylinderstange austritt. Wenn die Stromkreise stromlos sind, ersetzen Sie durchgebrannte Lampen und Niederspannungssicherungen. In Werkstätten und Abteilungen des Depots wird auf Ordnung geachtet, brennbare Abfälle werden an speziellen Stellen gesammelt. Gefährliche und brennbare Abfälle werden in speziellen Bereichen gelagert. Gefährliche und brennbare Stoffe werden in speziellen Räumen gelagert, in denen ein besonderes Brandschutzregime gilt. An Orten, an denen mit diesen Stoffen gearbeitet wird, sind Warnhinweise und Plakate angebracht. Ausgänge und Zugänge zu Räumlichkeiten müssen frei sein. Auf Anordnung des Betriebshofleiters werden Verantwortliche für den Brandschutz in den gesamten Betriebshofwerkstätten benannt.
ABSCHLUSS
Im Rahmen dieser Arbeit habe ich den Aufbau und das Funktionsprinzip des in der Elektrolokomotive VL-10 installierten Traktionsmotors TL-2K1 gründlich studiert und mich mit den Regeln für deren Reparatur im Band TR-3 vertraut gemacht theoretisch anhand von Lehrbüchern und praktisch während der Klempnerpraxis. Besonderes Augenmerk habe ich auf die Motoreinheit gelegt, die im Thema meiner Arbeit angegeben ist – den Bürstenapparat. Der Bürstenapparat ist nicht sehr komplex, aber ein sehr wichtiger Bestandteil des Fahrmotors; der Betrieb des Motors als Ganzes hängt von seinem ordnungsgemäßen Betrieb ab, und ein erheblicher Teil der Ausfälle von Fahrmotoren im Betrieb ist genau damit verbunden Fehlfunktionen des Bürstenapparates.
Ich lernte sichere Arbeitsmethoden kennen, beachtete die Sicherheitsvorkehrungen beim Aufenthalt auf Bahngleisen und erlernte die Regeln der persönlichen Hygiene.
Ich glaube, dass mir die Arbeit am VPER und die praktische Ausbildung dabei geholfen haben, mein im Studium erworbenes theoretisches Wissen zu festigen und mich auf die selbstständige Arbeit vorzubereiten.