Hydra brand bellows expansion joints, information on types ARN, ARF. Sale of bellows expansion joints HYDRA ARN and ARF (with protective cover and screen)
Bellows expansion joints under the Hydra brand are manufactured by Witzenmann GmbH, which is based in Germany. The official dealer of the German plant is. If desired, you can buy suitable devices from this company.
Information about compensators
Axial expansion joints HYDRA types ARN and ARF are designed to compensate for temperature elongations in pipelines of heating and hot water supply systems. These compensators are made taking into account that the working medium of the pipeline will be water, however, these devices are also used in industrial systems when transferring other non-aggressive liquid media.
If necessary, Hydra bellows axial expansion joints can be equipped with an internal sleeve for additional protection of the corrugated part (bellows). the internal screen will protect the bellows itself from contact with water, and also eliminates the possibility of turbulence in the flow when passing through the corrugated section of the pipe.
Axial compensators are completely made of stainless steel: bellows, branch pipes, inner screen. The use of stainless steel allows you to finally solve the problem of corrosion during the operation of expansion joints.

Hydra ARN bellows expansion joints have the following features:
- nominal diameter (DN) from 15 to 3000 mm;
- conditional pressure (Ru) from 2.5 bar to 40;
- method of connection to the pipeline - branch pipes for welding;
- if necessary, an inner sleeve is installed.
Hydra ARF bellows expansion joints have a narrower range of parameters:
- nominal diameter (DN) from 15 to 100 mm;
- nominal pressure in the system 10 bar;
- operating temperature from -10°C to +300°C degrees;
- nozzles for welding for installation on the pipeline;
- the product is completed with an internal screen (sleeve).

Axial HYDRA bellows expansion joints of types ARN and ARF are certified by GOSSTANDART of Russia in the GOST R certification system. They also have a certificate of conformity, a license to use the mark of conformity of the GOST R certification system and an official letter from TsGSEN stating that products are not subject to mandatory hygienic assessment.
Transportation and storage of HYDRA bellows expansion joints must be carried out in accordance with the requirements of GOST 22338-77. In this case, the manufacturer guarantees full compliance of the Hydra compensators with the declared technical requirements. The classic warranty period indicated by the manufacturer is 1.5 years from the date of shipment. Expansion joints are properly packaged at the factory, they are accompanied by a product passport, installation and operating instructions.
Installation, adjustment, operation
During the installation of bellows expansion joints, it is necessary to take measures to reduce the voltage at the place where the bellows are attached. The bending moment must be distributed so as to reduce the load on the welding points. How can I do that:
- raise the edge of the compensator, which will create a counter-torque that will reduce the load;
- install mounting rings that reinforce the edge and reduce tension;
- a cylindrical compensator reduces any residual tension.
The welding seam with which the compensator is welded is located at a distance of about half the diameter of the compensating element, where the bending moment tends to zero, therefore, without having a destructive effect.

During welding, the safety measures in force at the facility should be followed. Technical experts focus on the following points:
- The electric welding cable must not come into contact with the compensator bellows.
- During welding, the compensator should be wrapped with non-conductive material to prevent metal particles from entering. Pay special attention to the bellows.
- It is not allowed to store loose materials near the compensators in order to avoid their getting into the corrugations of the bellows, it is also not allowed to wrap the compensator bellows with chains and ropes.
- It is not allowed to act on the torque compensator, it is forbidden to subject it to strong shocks.
Bellows expansion joints are reliable and durable products. With a large power reserve, they will ensure trouble-free operation of the system for many years, and at the same time they do not need to be serviced.

Other advantages of HYDRA axial expansion joints include:
- elimination of thermal expansion of the pipeline;
- correction of some misalignment that appears after the installation of the entire system;
- the fight against vibration that appears when the coolant moves;
- creation of the necessary tightness on the pipeline;
- long service life;
- easy replacement after failure;
- acceptable cost for the consumer of any level.
ARF bellows expansion joints are manufactured in Germany at the Witzenmann plant.
Description:
The HYDRA ARF bellows compensator has an internal protective screen that prevents damage to the bellows (corrugations) by mechanical particles of the working environment, as well as an external protective casing that saves the compensator from external harmful factors and damage. During the manufacturing process, HYDRA bellows expansion joints type ARF are pre-stretched.
Material execution:
The bellows in this device is multilayer, it is made of stainless steel 1.4571 (AISI 316Ti) or 1.4541 (AISI 321), the inner screen and the outer protective casing are made of stainless steel 1.4571 (AISI 316Ti) or 1.4541 (AISI 321). Butt weld ends are made of St35.8 steel.
The working environment in the pipeline can reach 400C and this will not affect the trouble-free operation of the ARF compensator. Pressure for water - 1.0 or 1.6 MPa, for gas - 1.0 or 1.6 MPa.
Drawing:
The main parameters and characteristics of the compensator can be determined by the factory code. Example below:

Technical specifications:
|
Nominal diameter, mm |
Nominal pressure, bar |
Axial travel, 2dN, mm |
Length, mm |
|
Type: axial bellows compensator with outer protective cover and inner protective sleeve.
ARF stainless steel axial bellows expansion joints with carbon steel spigots.
Axial expansion joints type ARF are designed to compensate for thermal expansion of pipelines in heating and hot water systems, as well as in industrial systems for liquid media, which are non-aggressive to the construction materials of expansion joints.
These compensators are designed for installation on risers and main pipelines of heating systems in multi-storey buildings. ARF expansion joints consist of a stainless steel bellows (corrugated cylinder) and carbon steel spigots welded to it.
Axial expansion joints can be fitted with an inner sleeve and an outer jacket for additional bellows protection.
Main technical characteristics of ARF compensators
Conditional and maximum working pressure: Ru 10 bar (Ru test 13).
Working medium: water, steam.
Working medium temperature: Т = -10 ... 300 °С.
Accession to the pipeline: under welding.
Producer: firm Witzenmann (Germany).
Axial bellows expansion joints HYDRA ARF PN 10 bar with internal sleeve and external protective cover
| Nominal passage DN, mm | code number | Nominal axial elongation 2δ, mm | Nominal pressure PN and maximum working pressure Рр, bar | Maximum temperature of the transported medium T max., o C |
| 15 | ARF 10.0015.032.2 | 32 (±16) | 10 | 300 |
| 15 | ARF 10.0015.064.2 | 64 (±32) | ||
| 20 | ARF 10.0020.040.2 | 40 (±20) | ||
| 20 | ARF 10.0020.080.2 | 80 (±40) | ||
| 25 | ARF 10.025.036.2 | 36 (±18) | ||
| 25 | ARF 10.025.064.2 | 64 (±32) | ||
| 32 | ARF 10.0032.036.2 | 36 (±18) | ||
| 32 | ARF 10.0032.080.2 | 80 (±40) | ||
| 40 | ARF 10.0040.036.2 | 36 (±18) | ||
| 40 | ARF 10.0040.064.2 | 64 (±32) | ||
| 50 | ARF 10.0050.048.2 | 48 (±24) | ||
| 50 | ARF 10.0050.080.2 | 80 (±40) | ||
| 65 | ARF 10.0065.040.2 | 40 (±20) | ||
| 65 | ARF 10.0065.080.2 | 80 (±40) | ||
| 80 | ARF 10.0080.040.2 | 40 (±20) | ||
| 80 | ARF 10.0080.080.2 | 80 (±40) | ||
| 100 | ARF 10.0100.048.2 | 48 (±24) | ||
| 100 | ARF 10.0100.080.2 | 80 (±40) |
Nomenclature and code numbers for ordering ARF expansion joints
The main parameters and characteristics of the compensator can be determined by the code number in accordance with the example below.
Main elements and materials of ARF compensators:
316Ti or 316L stainless steel bellows (corrugated cylinder); branch pipes for welding from carbon steel St 35.8 (GOST 10); stainless steel inner sleeve; outer casing made of stainless steel.
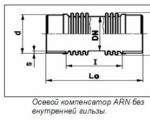
Overall and connecting dimensions of compensators ARF, technical specifications for calculating the forces on the fixed supports of the pipeline
 |
Du - conditional passage, mm; 2δ - nominal axial elongation, mm; L0 - full length of the compensator in the free state, mm; d - outer diameter of the branch pipe, mm; s - pipe wall thickness, mm; D - outer diameter of the bellows, mm; I - working length of the bellows, mm; A - effective area, cm2; C - axial force (stiffness), N x mm.
| Compensator brand | DN | 2δ | L0 | d | s | D | I | Mass G, kg | A, cm 2 | C, N/mm |
| ARF 10.0015.032.2 | 15 | ±16=32 | 200 | 21,3 | 2,0 | 28,0 | 90 | 0,37 | 4,4 | 28 |
| ARF 10.0015.064.2 | 15 | ±32=64 | 312 | 21,3 | 2,0 | 28,0 | 170 | 0,53 | 4,4 | 11 |
| ARF 10.0020.040.2 | 20 | ±20=40 | 226 | 26,9 | 2,3 | 36,5 | 116 | 0,62 | 7,6 | 30 |
| ARF 10.0020.080.2 | 20 | ±40=80 | 354 | 26,9 | 2,3 | 36,5 | 212 | 0,94 | 7,6 | 16 |
| ARF 10.0025.036.2 | 25 | ±18=36 | 216 | 33,7 | 2,6 | 43,0 | 106 | 0,75 | 10,7 | 39 |
| ARF 10.0025.064.2 | 25 | ±32=64 | 332 | 33,7 | 2,6 | 43,0 | 190 | 1,10 | 10,7 | 21 |
| ARF 10.0032.036.2 | 32 | ±18=36 | 238 | 42,4 | 2,6 | 56,0 | 118 | 1,20 | 18,2 | 39 |
| ARF 10.0032.080.2 | 32 | ±40=80 | 362 | 42,4 | 2,6 | 56,0 | 210 | 1,80 | 18,2 | 23 |
| ARF 10.0040.036.2 | 40 | ±18=36 | 238 | 48,3 | 2,9 | 60,0 | 118 | 1,30 | 21,3 | 55 |
| ARF 10.0040.064.2 | 40 | ±32=64 | 324 | 48,3 | 2,9 | 60,0 | 172 | 1,90 | 21,3 | 38 |
| ARF 10.0050.048.2 | 50 | ±24=48 | 214 | 60,3 | 2,9 | 77,0 | 94 | 1,40 | 35,6 | 32 |
| ARF 10.0050.080.2 | 50 | ±40=80 | 356 | 60,3 | 2,9 | 77,0 | 186 | 2,70 | 35,6 | 26 |
| ARF 10.0065.040.2 | 65 | ±20=40 | 216 | 76,1 | 3,2 | 95,0 | 96 | 2,30 | 53,0 | 37 |
| ARF 10.0065.080.2 | 65 | ±40=80 | 420 | 76,1 | 3,2 | 92,0 | 250 | 4,50 | 53,0 | 33 |
| ARF 10.0080.040.2 | 80 | ±20=40 | 214 | 88,9 | 3,2 | 106,0 | 94 | 2,60 | 73,2 | 47 |
| ARF 10.0080.080.2 | 80 | ±40=80 | 384 | 88,9 | 3,2 | 106,0 | 214 | 5,00 | 73,2 | 36 |
| ARF 10.0100.048.2 | 100 | ±24=48 | 214 | 114,3 | 3,6 | 130,0 | 94 | 3,30 | 115,0 | 73 |
| ARF 10.0100.080.2 | 100 | ±40=80 | 356 | 114,3 | 3,6 | 130,0 | 186 | 5,80 | 115,0 | 56 |
Choice of HYDRA expansion joints
HYDRA ARN and ARF compensators are selected according to the diameter of the pipeline on which they are installed. Their number (or the distance between the fixed supports) is determined depending on the calculated elongation of the pipeline and the compensating capacity, which, as a rule, is taken equal to half the nominal axial elongation of the compensator, if the compensator is not pre-stretched during installation or at the manufacturer's factory (the latter takes place for type ARF).
The value of the elongation of the pipeline under the influence of the temperature of the coolant can be found using the formula for the temperature linear elongation of the metal: , mm,
where L is the length of the pipeline section, the elongation of which needs to be compensated, m;
Average coefficient of thermal elongation, mm/(m.K);
The temperature difference between the operating temperature of the pipeline and the ambient temperature during the installation of the pipeline, K.
Average thermal expansion coefficient of HYDRA ARN and ARF expansion joints
carbon steel: α = 0.01-0.012 mm/(m.K), and for stainless steel and copper: α = 0.0145-0.0155 mm/(m.K).
Thus, in heat supply systems, when the temperature changes from 0 to 90 ° C, the expected elongation of carbon steel pipes will be about 1 mm per linear meter of pipeline length. If we consider the vertical risers of a traditional two-pipe heating system, then it is advisable to install fixed supports at least every 20-30 m (on the 6th-10th floors of the risers), placing the compensator approximately in the middle between the fixed supports so that the displacement of the pipeline on each side of the compensator and on adjacent floors did not exceed 10-15 mm, respectively.
When calculating the force on fixed supports, it should be borne in mind that when the diameter of the steel pipeline is more than 50 mm, it can be a significant value. One of the components of the force on the fixed support is determined by the product of half the compensator compression value and its stiffness C, indicated in the tables. However, as a rule, the main component of the force comes from the high pressure in the pipeline and inside the flexible bellows. This component is determined by the maximum working or test pressure in the pipeline according to the formula:
F = A x P x 10; where F is the support force in N (in Newtons); P - maximum (working or test) pressure in the pipeline in bar; A is the effective area of the compensator in cm2, the values of which are given in the tables.
 |
HYDRA ARF compensator operation
ARF compensators can be thermally insulated. Axial expansion joints are not resistant to torsional loads (rotation around the pipe axis). They must be strictly avoided during both installation and operation.
The test pressure should not exceed the nominal pressure by more than 1.3 times.
Installation and operation of ARF axial expansion joints in heat supply systems
The ARF compensator is equipped with an internal guide sleeve, an external protective cover and a pre-stretch lock. Thus, the ARF is shipped from the factory pre-stretched by fitting a temporary steel wire retaining ring between the outer and inner guard chucks.
The factory instructions indicate that even if there is an inner sleeve and an outer casing, as a rule, for additional protection against lateral deformations during operation, it is advisable to install guide sliding supports near the compensator (or sliding and stationary). It is recommended to install them at a distance of about 3 x DN from the compensator. For vertical risers, the sleeve in the ceiling can play the role of one of the supports.
Installation of ARF compensators (on the example of a vertical riser of a heat supply system)
(1) - drive a solid riser with the simultaneous installation of fixed and guide supports at the design points.
(2) - fix fixed supports on the pipeline.
(3) - cut sections of the riser at the design points of the pipeline in accordance with the actual length of the pre-stretched compensator with a latch.
It is not allowed to start the pipeline if the length of the tie-in section is less than the nameplate length of the ARF expansion joint in the free state (without a clamp, see the length L0 in the table), i.e. when the expansion joint is mounted in a pre-compressed state!
(4) - before mounting the ARF, it is necessary to visually check that there is no mechanical damage to the protective cover.
(5) - insert the compensator instead of the remote section of the pipeline so that the arrow on the compensator body coincides with the direction of the coolant flow, weld both ends of the compensator to the pipeline.
(6) - remove the pretensioner.
When welding, it is necessary to ensure that sparks do not fall on the compensator (cover it with non-conductive material), and also that welding current does not pass through it.
Operating instructions for HYDRA compensators type ARF
ARF compensators are maintenance-free.
Specifications must fully comply with the conditions specified in the order.
The long service life of expansion joints can only be guaranteed if they are correctly installed in the system, without damage and if their movement is restricted.
General installation instructions.
Before starting installation, check the HYDRA expansion joint for possible damage.
Avoid damage to the bellows, protect it from impacts.
Do not attach chains or ropes to the bellows part.
Avoid spatter during welding, cover with insulating material if necessary.
Eliminate short circuit through the welding electrodes or cable - this can cause the destruction of the bellows.
Protect the corrugated part of the bellows from the inside and outside from the ingress of foreign substances (dirt, cement, insulating material) - control before and after installation.
Before insulating with mineral wool, cover with a metal sheet.
Do not use insulating material containing corrosive components.
Avoid twisting during installation and operation.
 |
Remove the prestressed yoke and locking mechanisms only after the installation is completed, not before.
Ensure sufficient dimensions of the support points of the pipeline section, they must withstand a very large axial load during pressure testing, as well as absorb the adjusting force of the compensator and the friction force. Axial compression force with axial compensation of the pipeline.
Prestress expansion joints and hinge systems after installation (except factory prestressed) - typically 50% of the absorption of movements - while monitoring the temperature during installation and the direction of movement.
 |
| Compensator Hydra ARF axial compression with axial compensation of the pipeline |
Fix anchor points and guides before applying pressure.
Do not exceed the permissible test pressure! Installation instructions for axial and universal expansion joints HYDRA ARF.
Only one axial expansion joint ARF is located between the two supports.
If several axial expansion joints are to be installed on a straight section of the pipeline, they should be located between light intermediate reference points.
Pipelines with axial expansion joints must have guide supports. Axial compensators must have guide supports on both sides; The functions of the guide supports are performed by reference points.
Intervals between the guide supports of the pipeline with axial expansion joints.
At the installation site of the HYDRA ARF compensator, the ends of the pipeline must be coaxial.
At the point of connection to the vibrating equipment, the pipeline is fixed directly behind the compensator. Installation instructions for anchored HYDRA expansion joints.
If special hangers or supports are provided next to the compensation system, lateral movements of the pipeline must be taken into account.
Ensure that the axis of rotation is correctly positioned during installation: parallel to each other and vertical to the direction of travel.
When installing shear expansion joints, ensure that the pinch bolt is in the correct position for its function.


Expansion joints HYDRA- These are high quality products from the German manufacturer Witzenmann.
Application
The HYDRA bellows expansion joint is designed to compensate for constrictions and expansions of pipelines in heating and hot water systems. In addition, the HYDRA axial expansion joint can be used in systems with liquid media that are not aggressive towards the material of construction.
HYDRA expansion joints are manufactured from stainless steel bellows and spigots, which are made from carbon steel. These structures are used in main pipelines, on risers in multi-storey buildings.
To date, the HYDRA bellows expansion joint of the ARF or ARN type is considered the most popular. The design is a stainless steel bellows and steel pipes. The HYDRA ARF bellows expansion joint is equipped with an internal shield to protect against mechanical particles in the working environment and an external casing that provides protection against external damage.
Specifications:
- Du - 10, 16 MPa, Di - Risp 13 or 20 MPa;
- working environment - water, steam and gas;
- connection - welding;
- manufacturer - Witzenmann.
Axial expansion joint HYDRA - types:
- ARF - with an outer casing;
- ARN - without outer casing;
Components and materials:
- bellows (corrugation) - stainless steel 316T1 or 316L;
- branch pipes for welding - St 35.8;
- inner sleeve - stainless steel;
- protective casing - stainless steel.
HYDRA bellows expansion joint - selection
The HYDRA bellows expansion joint type ARF or ARN is selected according to the diameter of the pipeline. The number or distance between the supports is determined by the compensating capacity, as well as the calculated elongation of the pipeline. The expansion capacity is usually equal to half of the axial extension, unless the expansion joint is stretched during installation or directly at the factory.
The magnitude of the elongation of the pipeline is found using the formula for temperature linear elongation. The average coefficient of thermal expansion for the HYDRA ARF and ARN expansion joint is:
carbon steel - o \u003d 0.01-0.012 mm / (m "K);
stainless steel, copper - o \u003d 0.0145-0.0155 mm / (m "K).
So, in heating networks with temperature variation 0-90 0 C elongation of pipes made of stainless steel will be 1 mm per meter of pipeline. For vertical risers of a traditional heating system, fixed supports are installed at intervals of 20-30 meters. In this case, the compensator is located between the fixed supports in such a way that the displacement of the pipes on each side of the compensator is not more than 10-15 mm.
When calculating the forces of a fixed support, it is taken into account that at a pressure of more than 50 mm it can be quite large. One of the components of the effort is determined by half the amount of compression multiplied by the stiffness. But the main component of the effort is still high pressure in the pipeline and in the bellows. It is determined by the maximum working and test pressure by the formula: F = AxPx 10. F is the force on the support in Newtons, P is the maximum pressure in bar, A is the effective area in square meters. cm.
Using the bellows expansion joint HYDRA ARN
To enable compression, the outer and inner parts of the bellows are protected from mechanical influences and contamination. For example, ARN10.xxxx.xxx.O does not include an inner sleeve and provides complete cleanliness, where there is no contamination and solid particles in the form of sand, deposits or scale. If the pipeline is laid in residential premises, an outer casing is installed for optimal protection from external factors, while its inner diameter is larger than the outer diameter of the corrugation.
In a vertical riser, the casing is closed from above with a snug fit to the pipe. That is, it can be additionally thermally insulated. Thermal insulation of HYDRA ARN expansion joints without an outer casing is not allowed. Axial expansion joints are not resistant to torsional loads and should therefore not be present during installation or operation. The test pressure should not exceed the nominal pressure by 1.3 times.
Installation of HYDRA ARN
This model does not have an outer casing and a pre-stretch retainer. When using HYDRA ARN in heating systems with pipe extensions, certain steps must be taken during installation. The compensator is pre-stretched by 50-70% of? compensatory ability.
So, ARN16.0025.040.1 with a diameter of 25 mm and an initial length of 220 mm has a compensating capacity of 40 ± 20 mm. Stretching can be carried out up to 10-14 mm. The average is 12 mm. The estimated compression resource will be determined at 10 thousand cycles. The limiting compensating ability will be 32 mm (12+20).
And even if the compensator has internal guide sleeves, you still need to install sliding supports next to the compensator. The optimal distance in this case will be 3xDu. In vertical risers, a casing in the ceiling can become a support.
Work performance rules:
- fix fixed supports;
- at the design points of the pipe, certain sections are cut out that correspond to the estimated length. This takes into account pre-stretching. The pipeline cannot be launched if the length of the tie-in is less than the nameplate length of the expansion joints;
- compensators are checked for compression and stretching within the compensating capacity;
- one side of the expansion joint is welded to the pipeline, then it is stretched to the full length of the cut section, and then the other end is butt welded by spot welding. The bellows must not be exposed to welding sparks and welding current;
- if the inner sleeve and the ARN are not symmetrical, then the fluid inlet must be short welded.
HYDRA bellows expansion joint type ARF - use
The HYDRA ARF bellows expansion joint must be thermally insulated. It is not resistant to torsional loads, so they should be avoided during installation and operation of the structure. The test pressure should not exceed the nominal pressure by 1.3 times.
Axial expansion joint HYDRA ARF - installation and operation
The compensators have an internal guide sleeve, a protective cover and a pre-stretch lock. That is, the structure is delivered from the factory already pre-stretched, fixed with a temporary locking semi-ring made of wire. Installed between the inner and outer cartridge.
According to the instructions, in addition to lateral deformations, it is necessary to install guide sliding supports (sometimes sliding and fixed). The optimal distance in this case will be 3xDu. In vertical risers, a casing in the ceiling can become a support.
Bellows expansion joint HYDRA - installation:
- drive a solid riser and install fixed and guiding supports;
- fixed fixed supports on the pipe;
- at the design points of the pipe, certain sections are cut out that correspond to the estimated length of the compensator with a latch. This takes into account pre-stretching. The pipeline cannot be launched if the length of the tie-in is less than the nameplate length of the expansion joints;
- the HYDRA bellows expansion joint is checked for mechanical damage to the bellows;
- insert the compensator into the cut out section, while the arrow of the compensator should correspond to the direction of the coolant;
- weld the ends of the compensator to the pipe;
- remove the tensioner.
The bellows must not be exposed to sparks or welding current during welding.
It is also worth noting that the price of HYDRA bellows compensator is quite affordable, given the service life, reliability and practicality of this design.