Spalteventil bronsebøssing på forbrenningsmotoren. Blogg › Bronseventilguider
Motor. Del 2. Forberedelse og oppstart av arbeid.
Motor. Del 3. Slipway og demontering av sylinderhodet.
I forrige del forberedte vi sylinderhodet til vår "Ryzhik" for maskinering.
Men først må noe oppklares. Faktum er at vi ikke har kulekuttere for kjedelige kanaler. Det finnes heller ikke verktøy for høykvalitets skjæring av saler. Det er ikke engang en fei for guidene.
Av hensyn til en engangsreparasjon var det ingen vits i å kjøpe disse dyre verktøyene, så vi måtte ty til hjelp fra håndverkere for å utføre disse arbeidene.
Yuri "Intervent" hjalp oss med kjedelige kanaler. Boret inntak med 33 mm, eksos med 30 mm (28 mm sete):
Han boret også inntaksmanifolden med pakning og monterte dem på sylinderhodekanalene. Vi vil imidlertid snakke om dette separat.
Før du gir sylinderhodet for etterfølgende sliping og kutting, må du først løse problemet med ventilføringsbøsningene (2101-1007033). For å kutte saler er det faktisk nødvendig med allerede pressede guider, og for ikke å bære sylinderhodet to ganger, er det bedre å bekymre seg for dem med en gang.
For å velge foringer, la oss først bestemme materialet deres:
1) Støpejern - ferdige lagerføringer fra 2101 eller variant fra 2108 - produsert av SM, AMP, AvtoVAZ.
2) Messing - ferdige guider produsert av AvtoVAZ
3) Metallkeramikk - ta ferdige bøssinger fra ZMZ eller utenlandske biler og slip dem for å passe til VAZ-en;
4) Bronse - kjøp ferdige "samvirkende" foringer (amag osv.) eller slå på bestilling fra egen bronse.
Det er ikke vanskelig å gjette at alternativene med bronse og cermet er de mest interessante. Dessuten er bronse ikke dårligere enn cermets. Her er et sitat fra en artikkel av Alexander Khrulev, forfatteren kjent bok"Reparasjon av motorer til utenlandske biler":
"... guider laget av bronse kan installeres uten negative konsekvenser i stedet for cermet guider, som er mye brukt på amerikanske og japanske motorer. I det minste etter et løp på 80-100 tusen km ble det ikke registrert noen problemer med motorene reparert på denne måten."
Det er bestemt - vi setter bronseguider! Hvor kan du få tak i dem?
Å kjøpe ferdige foringer er en farlig forretning. Det er ingen garanti for at produsenten ikke brukte billigere materiale (spesielt dyre bronsebøssinger).
Ja, og i produksjonen av bøssingene deres, kan du alltid tydelig observere størrelsen for et bestemt sylinderhode og spesifikke ventiler. Og ja, de kan formes bedre.
Derfor valgte vi det sikreste alternativet - vi kjøpte bronsen selv og ga den til en pålitelig turner.
Hvilken bronse å velge? La oss anslå i henhold til tilgjengelig evalueringsinformasjon:
1) BrOS, BrOTsS - tinnbronser. Billig og myk. Du kan bruke det, men det er ikke veldig ønskelig. Med mindre BrOTsS5-5-5 kan settes på innløpet.
2) BrAZh-9-4 - aluminiumsbronse. Felles arbeidsalternativ. Gjennomsnittlig pris, akseptable egenskaper.
3) BrB2 - berylliumbronse. Kanskje det beste alternativet, men også det dyreste. Vi har ikke sportsmotor, så Brb2 er fortsatt for mye for oss.
4) BrKMTs3-1 - silisium-mangan bronse. Det anses av noen for å være det beste alternativet til berylliumbronse.
Vi valgte BrKMTs3-1. Ved denne anledningen siterer vi igjen Khrulev:
"…I tillegg til BrB2 er det mulig å bruke mye billigere og mer tilgjengelig BrKMTs bronse for styreforinger. Det er også et utprøvd alternativ. Forresten, denne legeringen ble spesielt utviklet i vårt land for slike formål. Begge disse bronsene kan brukes til gjennomføringer i både inntaks- og eksosventiler, som er kjent for å fungere under forskjellige temperatur- og smøreforhold. Det var ingen åpenbare begrensninger på ressursen til deler laget av dem."
Vekten på stangen vår viste seg å være 1.306 kg, og kalkulatoren viste at tettheten til bronsen vi kjøpte tilsvarer tettheten til BrKMTs bronse. De jukset ikke! :)
De bestemte seg for å lage føringene med strømlinjeformede former for å mindre forstyrre bevegelsen av drivstoff-luftblandingen i kanalene:

Selvfølgelig er utløpshylsen litt lengre.
Hvis du er interessert, etter å ha laget guidene, har vi et slikt stykke bronse igjen: :)

Nå som vi har behandlet guidene, kan vi håndtere selve hodet. Vi tar sylinderhodet til vår "Ryzhik" for videre mekanisk behandling. Vi har bestilt disse arbeidene.
Var ferdig:
1) frese overflaten på sylinderhodet med ca. 0,4 mm og slipe:

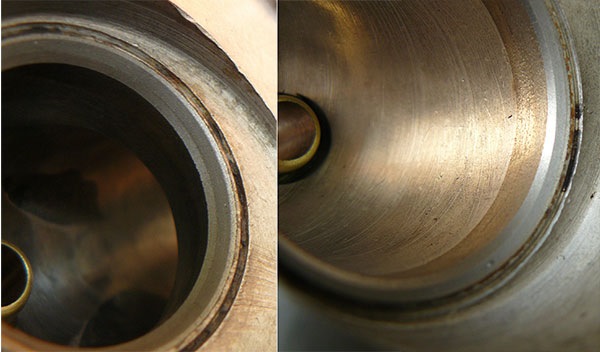
Bildet viser allerede lappede saler.
På inntakssetet (til høyre på bildet) viste den 30-graders utvendige avfasningen seg å være mindre, fordi. ventiler er allerede sløst bort med ca. 0,5 mm. Bredden på den arbeidende 45-graders avfasningen er ca. 1 mm.
3) Utvikling av føringer for våre ventiler. Vi observerer strengt det termiske gapet: 2,5 veveinnløp, 4,5 veveutløp.
De laget ikke oljeriller i bøssingene - gutta fra Paton forsikret at de ikke var nødvendige med denne bronsen og hullene.
Alt så ut til å gå bra, men det var en komplikasjon med ventilføringene. Faktum er at dreieren maskinerte holderringene på selve føringene, og dybden av å presse dem inn i sylinderhodet er forskjellig. Tilsynelatende skyldes dette særegenhetene ved å støpe selve sylinderhodet.
- Ventilene tas ut fra styreplugger på et sylinderhode for å vaske ut forsiktig og for å fjerne avleiringer og lakkavleiringer. For midlertidig lagring, sett inn de rengjorte ventilene med stenger i hullene på et spesielt trestativ. Skyll og rengjør også sylinderhodet for karbon- og lakkavleiringer.
- Mål ventilstammene og deres styreforinger i flere plan og seksjoner for å bestemme graden av deres slitasje. Nye deler har følgende dimensjoner: Eksosventilspindeldiameter 7,925-7,937 mm, innløpsventilspindeldiameter 7,955-7,967 mm, ventilføringsboringsdiameter 7,992-8,022 mm. Hvis ventilstammens slitasje overstiger 0,02 mm, bør ventilen kasseres. Dersom slitasjen på føringsbøssingen overstiger 0,08 mm, må bøssingen skiftes.
- Mål den diametrale klaringen mellom ventilstammen og styrehylsen ved å feste en indikator til sylinderhodet med en skala med en delingsverdi på 0,01 mm.
Ris. Hoveddimensjoner på ventiler og styrehylse:
1 - ventilstyrehylse; 2 - innløpsventil; 3 - eksosventil
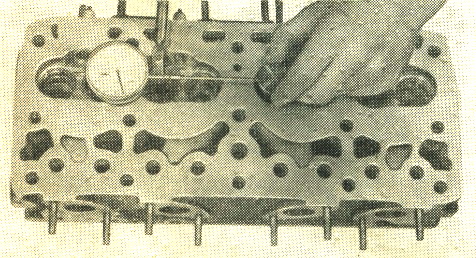
Ris. Måler den diametrale klaringen mellom ventilstammen og ventilføringen
Ved måling av klaringen må ventilen trekkes ut av styrehylsen slik at enden av stammen er i flukt med enden av styrehylsen. Når ventilen vippes mot indikatoren og bakover, vil indikatoren indikere verdien av den diametrale klaringen mellom ventilstammen og styrehylsen, økt med 2,8 ganger. Avstanden bør ikke overstige 0,1 mm for inntaket og 0,15 mm for eksosventilen.
Verdien av den diametrale klaringen er et kriterium for å avgjøre om det er hensiktsmessig å videre bruke denne ventilen og dens bøssing i motoren. I noen tilfeller, for å oppnå de ovennevnte klaringene eller nærme klaringene til en ny motor, kan det være nødvendig å bytte ut ventilen eller styrehylsen, eller skifte ut begge disse delene samtidig.
Når du reparerer eller tvinger en motor, er spørsmålet om å opprettholde eller øke ressursen til individuelle komponenter og deler, som belastningen øker under tvang, akutt.
En av de mest problematiske motordelene er ventilguiden.
Seriebøssinger for åtteventils VAZ-motorer er laget av spesielt støpejern, som dessverre ikke er veldig motstandsdyktig mot slitasje. VAZ-seriebøssinger lider av dårlig geometri, og på mange motorer for en kjøring på 30-40 tusen km overskrider ventilspillet på grunn av slitasje alle rimelige toleranser, og når motoren går, høres en karakteristisk ventilbank. Kvaliteten på utførelse og geometrien til hodene for Oka-motorer er enda verre, dette er spesielt tydelig i hodene på slutten av 90-tallet.
Og bare på 2112-motoren (16 ventiler) er messingbøssinger (Ls65) seriemontert, som har lengre levetid enn støpejerns.
Hvordan erstatte upålitelige støpejernsforinger? Svaret ble funnet for lenge siden - spesielle styreforinger laget av bronselegeringer. For styreforinger er ikke hver bronse egnet, men kun noen få karakterer, spesielt utvalgt og testet innen motorsport.
Fordelene med bronseforinger er som følger:
Bedre varmeavledning fra ventilstammen og varmeoverføring til aluminiumshodekroppen, høy slitestyrke, utmerket kompatibilitet med stål- og kromventiler, mindre krevende for mengden olje som kommer på ventilstammene.
Syllegger også merke til viktig funksjon bronsebøssinger - materialet er ganske plastisk, deler seg ikke som en støpejernsbøssing, og derfor reduseres risikoen for å splitte bøssingen (sprekker) når den presses inn, eller under ekstreme motordriftsforhold, redusert til null.
For VAZ 2108\2110-motorer har produksjonen av foringer av to typer blitt mestret - for en ventilstamme med en diameter på 8 mm og for ventiler med en stammediameter på 7 mm. Den andre typen foringer for 2108-motorfamilien har en seriell ytre diameter, en indre diameter på 7 mm, og ventilstammetetninger brukes fra 16-ventils motoren 2112. Et sett med slike foringer er vist på bildet nedenfor. Disse bøssingene brukes til ekstrem tuning av motoren med 40x34 ventiler.
Ventilstammer i bronse med 7 mm stamme
Bronsebøssinger 2108 brukes også i Oka-motorer. I tillegg er det tillatt å bruke disse bøssingene på motorer fra VAZ "klassiske" familie.
Et økonomisk alternativ ble også testet når bronsebøssinger kun brukes på eksosventiler, og høykvalitets importerte støpejernsføringer brukes til inntaksventiler. En slik kombinasjon rettferdiggjøres ikke bare av besparelser, men også av en økning i den totale sylinderhoderessursen under normale hodereparasjoner, fordi eksosføringsbøsninger er de mest belastede.



