Spaltventil bronsbussning på förbränningsmotorn. Blogg › Bronsventilguider
Motor. Del 2. Förberedelse och arbetsstart.
Motor. Del 3. Slipning och demontering av cylinderhuvudet.
I föregående del förberedde vi cylinderhuvudet på vår "Ryzhik" för bearbetning.
Men först måste något redas ut. Faktum är att vi inte har kulskärare för tråkiga kanaler. Det finns heller inga verktyg för högkvalitativ skärning av sadlar. Det finns inte ens ett svep för guiderna.
För en engångsreparations skull var det ingen idé att köpa dessa dyra verktyg, så vi var tvungna att ta hjälp av hantverkare för att utföra dessa arbeten.
Yuri "Intervent" hjälpte oss med tråkiga kanaler. Borrat inlopp med 33 mm, avgas med 30 mm (28 mm säte):
Han borrade även insugningsröret med packning och monterade dem på cylinderhuvudets kanaler. Vi kommer dock att prata om detta separat.
Innan du ger cylinderhuvudet för efterföljande slipning och skärning måste du först lösa problemet med ventilstyrningsbussningarna (2101-1007033). För att skära sadlar behövs faktiskt redan pressade guider, och för att inte bära cylinderhuvudet två gånger är det bättre att oroa sig för dem direkt.
För att välja bussningar, låt oss först bestämma deras material:
1) Gjutjärn - färdiga lagerstyrningar från 2101 eller variant från 2108 - tillverkade av SM, AMP, AvtoVAZ.
2) Mässing - färdiga styrningar tillverkade av AvtoVAZ
3) Metallkeramik - ta färdiga bussningar från ZMZ eller utländska bilar och slipa dem för att passa VAZ-en;
4) Brons - köp färdiga "kooperativa" bussningar (amag etc.) eller vänd för att beställa från ditt eget brons.
Det är inte svårt att gissa att alternativen med brons och cermet är de mest intressanta. Dessutom är brons inte sämre än cermets. Här är ett citat från en artikel av Alexander Khrulev, författaren berömd bok"Reparation av motorer i utländska bilar":
"... styrningar gjorda av brons kan installeras utan några negativa konsekvenser istället för cermetstyrningar, som används flitigt på amerikanska och japanska motorer. Åtminstone efter en körning på 80-100 tusen km noterades inga problem med motorerna reparerade på detta sätt."
Det är bestämt - vi sätter bronsguider! Var kan man få tag i dem?
Att köpa färdiga bussningar är en farlig affär. Det finns ingen garanti för att tillverkaren inte använde billigare material (särskilt dyra bronsbussningar).
Ja, och vid tillverkningen av deras bussningar kan du alltid tydligt observera storleken för ett specifikt cylinderhuvud och specifika ventiler. Och ja, de kan formas bättre.
Därför valde vi det säkraste alternativet - vi köpte bronset själva och gav det till en betrodd vändare.
Vilken brons att välja? Låt oss uppskatta enligt tillgänglig utvärderingsinformation:
1) BrOS, BrOTsS - plåtbronser. Billigt och mjukt. Du kan använda det, men det är inte särskilt önskvärt. Om inte BrOTsS5-5-5 kan sättas på inloppet.
2) BrAZh-9-4 - aluminiumbrons. Vanligt arbetsalternativ. Genomsnittligt pris, acceptabla egenskaper.
3) BrB2 - berylliumbrons. Kanske det bästa alternativet, men också det dyraste. Vi har ingen sportmotor, så Brb2 är fortfarande för mycket för oss.
4) BrKMTs3-1 - kisel-manganbrons. Det anses av vissa vara det bästa alternativet till berylliumbrons.
Vi valde BrKMTs3-1. Vid detta tillfälle citerar vi återigen Khrulev:
"…Förutom BrB2 är det möjligt att använda mycket billigare och mer lättillgängliga BrKMTs brons för styrbussningar. Det är också ett beprövat alternativ. Förresten, denna legering utvecklades speciellt i vårt land för sådana ändamål. Båda dessa bronser kan användas för bussningar i både insugs- och avgasventiler, som är kända för att fungera under olika temperatur- och smörjförhållanden. Det fanns inga uppenbara begränsningar för resursen för delar tillverkade av dem."
Vikten på vårt spö visade sig vara 1,306 kg, och räknaren visade att densiteten på bronset vi köpte motsvarar densiteten för BrKMTs brons. De fuskade inte! :)
De bestämde sig för att göra styrningarna med strömlinjeformade former för att mindre störa rörelsen av bränsle-luftblandningen i kanalerna:

Självklart är utloppshylsan något längre.
Om du är intresserad, efter att ha gjort guiderna har vi en sådan bronsbit kvar: :)

Nu när vi har tagit itu med guiderna kan vi ta itu med själva huvudet. Vi tar cylinderhuvudet på vår "Ryzhik" för vidare mekanisk bearbetning. Vi har beställt dessa arbeten.
Gjordes:
1) fräsa cylinderhuvudets yta med cirka 0,4 mm och slipa:

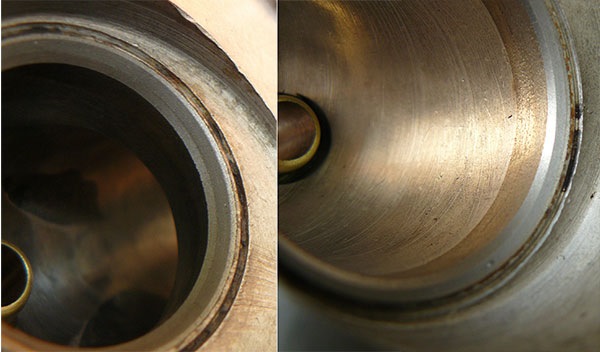
Bilden visar redan lappade sadlar.
På insugningssätet (till höger på bilden) visade sig den 30-graders yttre fasningen vara mindre, eftersom. ventilerna är redan slösade bort med ca 0,5 mm. Bredden på den fungerande 45-gradersfasningen är ca 1 mm.
3) Utveckling av styrningar till våra ventiler. Vi observerar strikt det termiska gapet: 2,5 vävinlopp, 4,5 vävutlopp.
De gjorde inte oljespår i bussningarna - killarna från Paton försäkrade att de inte behövdes med detta brons och luckor.
Allt verkade fungera bra, men det var en komplikation med ventilstyrningarna. Faktum är att vändaren bearbetade hållarringarna på själva styrningarna, och djupet för att trycka in dem i cylinderhuvudet är annorlunda. Tydligen beror detta på särdragen med att gjuta själva cylinderhuvudet.
- Ventilerna tas ut från styrpluggarna på ett cylinderhuvud för att skölja ur noggrant och för att rensa från avlagringar och lackavlagringar. För tillfällig förvaring, sätt in de rengjorda ventilerna med stavar i hålen på ett speciellt trästativ. Skölj också noggrant och rengör cylinderhuvudet från kol- och lackavlagringar.
- Mät ventilstammarna och deras styrbussningar i flera plan och sektioner för att fastställa graden av deras slitage. Nya delar har följande dimensioner: avgasventilspindeldiameter 7,925-7,937 mm, inloppsventilspindeldiameter 7,955-7,967 mm, ventilstyrhålsdiameter 7,992-8,022 mm. Om ventilspindelns slitage överstiger 0,02 mm ska ventilen kasseras. Om slitaget på styrbussningen överstiger 0,08 mm måste bussningen bytas ut.
- Mät det diametrala spelet mellan ventilskaftet och styrhylsan genom att fästa en indikator på cylinderhuvudet med en skala med ett delningsvärde på 0,01 mm.
Ris. Huvudmått på ventiler och styrhylsa:
1 - ventilstyrhylsa; 2 - inloppsventil; 3 - avgasventil
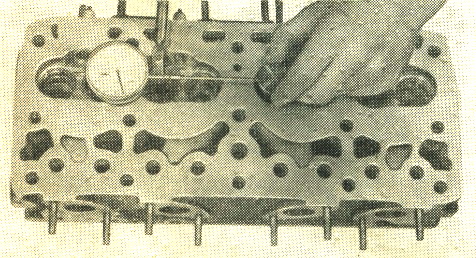
Ris. Mätning av det diametrala spelet mellan ventilspindeln och ventilstyrningen
Vid mätning av spelet måste ventilen dras ut ur styrhylsan så att änden av dess skaft är i jämnhöjd med änden av styrhylsan. När ventilen gungar mot indikatorn och bakåt, kommer indikatorn att indikera värdet på det diametrala spelet mellan ventilskaftet och styrhylsan, ökat med 2,8 gånger. Avståndet bör inte överstiga 0,1 mm för insugningen och 0,15 mm för avgasventilen.
Värdet på det diametrala spelet är ett kriterium för att avgöra om det är ändamålsenligt att ytterligare använda denna ventil och dess bussning i motorn. I vissa fall kan det vara nödvändigt att byta ut ventilen eller styrhylsan, eller byta ut båda dessa delar samtidigt för att uppnå ovanstående spel eller närma sig spelrum för en ny motor.
Vid reparation eller forcering av en motor är frågan om att underhålla eller öka resursen för enskilda komponenter och delar, på vilka belastningen ökar under forcering, akut.
En av de mest problematiska motordelarna är ventilstyrningen.
Seriella bussningar för VAZ-motorer med åtta ventiler är gjorda av speciellt gjutjärn, som tyvärr inte är särskilt motståndskraftig mot slitage. VAZ seriella bussningar lider av dålig geometri, och på många motorer för en körning på 30-40 tusen km överskrider ventilspelet på grund av slitage alla rimliga toleranser, och när motorn är igång hörs en karakteristisk ventilknackning. Kvaliteten på utförandet och geometrin på huvudena för Oka-motorer är ännu sämre, detta är särskilt tydligt i huvudena på slutet av 90-talet.
Och endast på 2112-motorn (16 ventiler) är mässingsbussningar (Ls65) serieinstallerade, som har längre livslängd än gjutjärnsbussningar.
Hur byter man ut opålitliga gjutjärnsbussningar? Svaret hittades för länge sedan - speciella styrbussningar gjorda av bronslegeringar. För styrbussningar är inte varje brons lämplig, utan endast ett fåtal kvaliteter, speciellt utvalda och testade inom motorsport.
Fördelarna med bronsbussningar är följande:
Bättre värmeavledning från ventilskaftet och värmeöverföring till aluminiumhuvudkroppen, hög slitstyrka, utmärkt kompatibilitet med stål- och kromventiler, mindre krävande på mängden olja som kommer på ventilstammarna.
Cylinoterar också viktig funktion bronsbussningar - materialet är ganska plastiskt, spricker inte som en gjutjärnsbussning, och därför minskar risken för att bussningen spricker (spricker) när den trycks in, eller under extrema motordriftsförhållanden, till noll.
För VAZ 2108\2110-motorer har tillverkningen av bussningar av två typer bemästrats - för en ventilskaft med en diameter på 8 mm och för ventiler med en spindeldiameter på 7 mm. Den andra typen av bussningar för 2108-motorfamiljen har en seriell ytterdiameter, en innerdiameter på 7 mm, och ventilskaftstätningar används från 16-ventilsmotorn 2112. En uppsättning sådana bussningar visas på bilden nedan. Dessa bussningar används för extrem trimning av motorn med 40x34 ventiler.
Ventilskaft i brons med 7 mm skaft
Bronsbussningar 2108 används också i Oka-motorer. Dessutom är det tillåtet att använda dessa bussningar på motorer i VAZ "klassiska" familjen.
Ett ekonomiskt alternativ testades också, när bronsbussningar endast används på avgasventiler och högkvalitativa importerade gjutjärnsstyrningar används för insugningsventiler. En sådan kombination motiveras inte bara av besparingar, utan också av en ökning av den totala cylinderhuvudresursen under normala huvudreparationer, eftersom avgasstyrbussningar är de mest belastade.



